Изобретение относится к обработке металлов давлением и может быть использовано для восстановления посадочной поверхности под подшипник качения.
Известен способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах [Патент RU №2468880, опубл. 10.12.2012. «Способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах»], включающий высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки, в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования, перемещение металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю.
Недостатком данного способа является: отсутствие возможности применения его для восстановления посадочной поверхности под подшипник качения.
Технический результат заявленного изобретения - расширение области применения и использование для восстановления посадочной поверхности под подшипник качения
Указанный технический результат достигается тем, что рабочий инструмент перемещают относительно отверстия с одновременным нагревом электроконтактным способом деформируемого объема заготовки до закалочных температур и осуществляют подъем металла по всей ширине посадочной поверхности. При обратном ходе инструмента через систему каналов в оправке и рабочем инструменте производят охлаждение поверхности отверстия и последующую механическую обработку под посадочный размер.
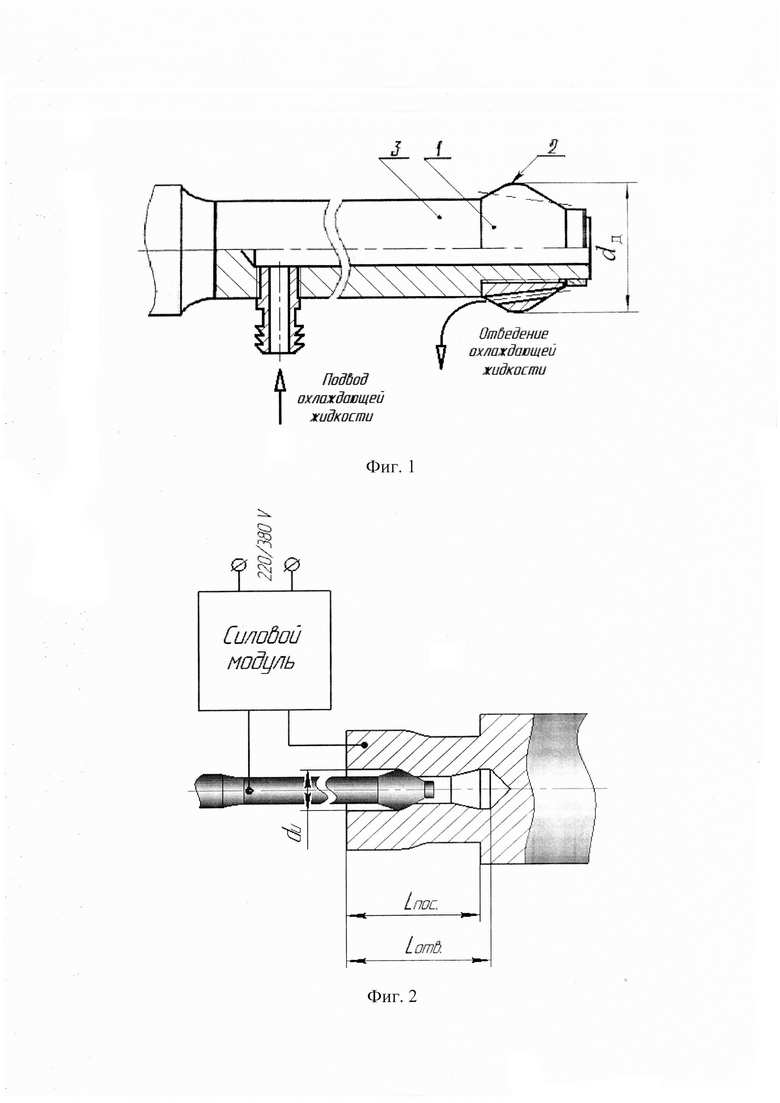
На фиг. 1 представлена оправка с рабочим инструментом и системой каналов для подвода и отведения охлаждающей жидкости, на фиг.2 - процесс восстановления посадочной поверхности под подшипник качения.
Способ реализуется устройством, состоящим из рабочего инструмента 1 с тороидальной рабочей поверхностью 2, установленный на оправке 3.
Способ осуществляется следующим образом. Предварительно на валу высверливают осевое отверстие Lотв на глубину, превышающую длину посадочной поверхности под подшипник качения Lпoc на величину нерабочей части конца оправки 3. Металл для компенсации износа посадочной поверхности на валу перемещают из нижележащих слоев передвижением инструмента 1 с тороидальной рабочей поверхностью 2, установленного на оправке 3, относительно отверстия с натягом, величину которого определяют исходя из условного равенства деформируемого объема в осевом отверстии и объема суммарного износа посадочной поверхности, подлежащей восстановлению, а также физико-механических свойств материала вала. Для облегчения процесса пластической деформации, посадочную шейку вала разогревают до ковочных температур за счет подачи электрического тока большой силы и малого напряжения на инструмент и на деталь. Плотность тока составляет j=250 … 300 А/мм2. Ток на инструмент и па деталь подают одновременно с началом перемещения инструмента относительно отверстия со скоростью υ=20…60 мм/мин. При обратном ходе инструмента через канал в оправке производят подачу охлаждающей жидкости к разогретой поверхности отверстия, а через каналы в рабочем инструменте за счет давления происходит отвод охлаждающей жидкости из отверстия, тем самым обеспечивается интенсивность охлаждения внутренней поверхности отверстия для обеспечения фазовых превращений. В зависимости от требований к прессовому соединению, за счет подбора режимов обработки можно обеспечить равномерную твердость по всему сечению восстанавливаемой поверхности или плавно возрастающую от поверхности к середине.
Окончательной операцией выполняют механическую обработку посадочной поверхности до требуемого посадочного размера.
Предлагаемый способ позволяет восстановить посадочную поверхность под подшипник качения за счет перемещения металла из нижележащих слоев передвижением рабочего инструмента в осевом отверстии вала.
Охлаждение разогретой, до ковочных температур, посадочной поверхности одновременно с извлечением инструмента, за счет фазовых превращений, позволит формировать поверхностный слой с требуемой твердостью, что в последующем позволит повысить качество прессового соединения «вал - подшипник качения».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2744076C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2758432C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2739993C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2729994C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2731620C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2736989C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2744084C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2753396C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для восстановления посадочной поверхности под подшипник качения. Способ включает высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки, компенсацию износа перемещением металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала. Рабочий инструмент перемещают относительно отверстия с одновременным нагревом электроконтактным способом деформируемого объема заготовки до закалочных температур и осуществляют подъем металла по всей ширине посадочной поверхности, при обратном ходе инструмента через систему каналов в оправке и рабочем инструменте производят охлаждение поверхности отверстия и последующую механическую обработку под посадочный размер. Изобретение позволяет восстанавливать посадочную поверхность под подшипник качения и обеспечивать качественную посадку с натягом прессового соединения вал-подшипник качения. 2 ил.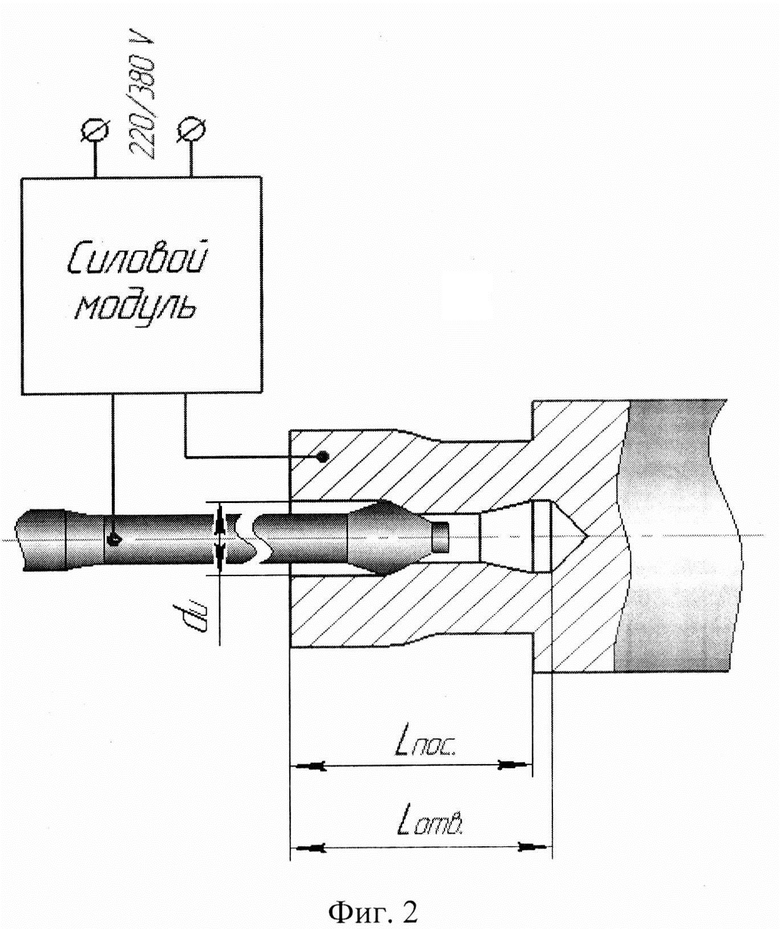
Способ восстановления посадочной поверхности под подшипник качения, включающий высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки, и компенсацию износа перемещением металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала, отличающийся тем, что рабочий инструмент перемещают относительно отверстия с одновременным нагревом электроконтактным способом деформируемого объема заготовки до закалочных температур и осуществляют подъем металла по всей ширине посадочной поверхности, при обратном ходе инструмента через систему каналов в оправке и рабочем инструменте производят охлаждение поверхности отверстия с фазовыми превращениями и последующую механическую обработку под посадочный размер.
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| ЧЕТЫРЕХПЛЕЧИЙ ЦИРКУЛЯТОР | 0 |
|
SU231640A1 |
| DE 3619631 A, 17.12.1987. | |||

