Изобретение относится к обработке металлов давлением и может быть использовано для восстановления изношенных шлицевых и зубчатых профилей на валах.
Известен способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах [Патент RU №2468880, опубл. 10.12.2012. «Способ продольного многопроходного восстановления шлицевых и зубчатых профилей на изношенных валах»], включающий высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки в зависимости от величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования, перемещение металла из нижележащих слоев вала передвижением рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по шлицевому или зубчатому профилю.
Недостатками данного способа являются: большие осевые усилия на рабочий инструмент, ускоренный его износ и даже поломка и потребность в мощном технологическом оборудовании.
Технический результат заявленного изобретения - снижение осевых усилий на деформирование, повышение стойкости инструмента, применение стандартного технологического оборудования.
Указанный технический результат достигается тем, что после высверливания отверстия заготовку нагревают до ковочных температур, а на рабочий инструмент, одновременно с его перемещением вдоль отверстия, накладывают осевые ультразвуковые колебания.
Однако при реализации данного способа требуются большие осевые усилия на рабочий инструмент, что влечет ускоренный его износ, а также вызывает потребность в мощном технологическом оборудовании.
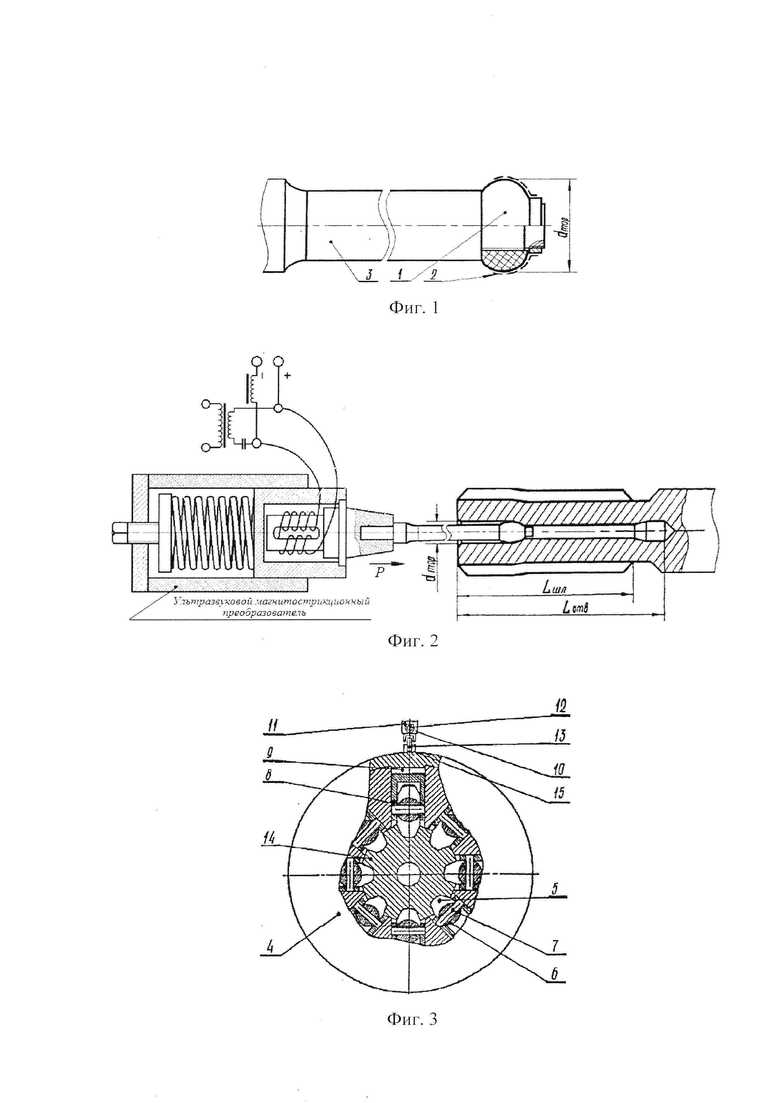
На фиг. 1 представлена оправка с рабочим инструментом, на фиг. 2 - процесс подъема рабочего профиля детали, на фиг. 3 - общий вид накатной головки.
Способ реализуется устройством, состоящим из рабочего инструмента 1 с тороидальной контактирующей поверхностью 2, установленный на оправке 3, которая соединена соосно с ультразвуковым магнитострикционным преобразователем, а так же устройством, состоящим из накатной головки 4, размещенных в нем роликов 5 на опорных кольцах 6. Ролики 5 установлены с возможностью вращения на опорных кольцах 6, а их сопрягаемые поверхности выполнены по сферам одного радиуса, причем опорные кольца зафиксированы на осях 7 в ползунах 8. С помощью клиньев 9, установленных между накатной головкой и ползунами, ролики 5 подаются в радиальном направлении под каждый прямой ход накатной головки 4. Длину хода контролируют с помощью переключателей 10 и 11, закрепленных на штанге 12. С переключателем 10 взаимодействует флажок 13, неподвижно закрепленный на корпусе накатной головки 4. С переключателем 11 взаимодействует флажок 15, закрепленный на корпусе накатной головки 4 с возможностью установочного перемещения.
Способ осуществляется следующим образом. Предварительно, разогретый до ковочных температур вал 14 с осевым отверстием и изношенным профилем располагают соосно с оправкой 3, установленным на ней инструментом 1 с тороидальной контактирующей поверхностью. В момент начала перемещения инструмента вдоль отверстия на него накладывают осевые ультразвуковые колебания с амплитудой, равной 20-26 мкм, и частотой, равной 20-22 кГц. Передвигаясь вдоль отверстия с натягом, инструмент перемещает металл для компенсации износа шлицевого или зубчатого профиля из нижележащих слоев, деформирует «раздает» осевое отверстие вала, поднимая изношенный профиль. Причем внешний диаметр dтор тороидальной поверхности определяют исходя из условного равенства деформируемого объема в осевом отверстии и объема суммарного износа профиля подлежащего восстановлению материала вала, его физико-механических свойств, рабочего профиля шлиц.
Далее вал 14 с поднятым профилем располагают концентрично накатной головке 4 так, что ролики 5 охватывают заготовку и деформируют ее с усилием при каждом прямом проходе. В процессе деформирования вала 14 ролики 5 вращаются на опорных кольцах 6, неподвижно установленных на осях 7, а сферические сопрягаемые поверхности роликов с опорными кольцами обеспечивают их самоцентрирование.
Первый прямой ход накатной головки 4 с роликами 5 осуществляют на длину от переключателя 10 до переключателя 11, закрепленных на штанге 12. С переключателем 10 взаимодействует неподвижный флажок 13, жестко закрепленный на корпусе накатной головки 4. При достижении флажком 15 переключателя 11 подается сигнал на реверс накатной головки 4 и она совершает обратный ход в исходное положение до переключателя 10. Затем, с помощью клиньев 9, воздействующих на ползуны 8, осуществляют радиальное перемещение роликов 5 под второй прямой ход и перемещают флажок 15 в направлении прямого хода на необходимую величину. Далее выполняют второй прямой ход накатной головки 4 с роликами 5 до переключателя 11, подающего сигнал на реверс для ее возврата в исходное положение до переключателя 10. После завершения нескольких прямых ходов накатной головки 4 получают накатанный профиль необходимой формы.
Предлагаемый способ позволяет снизить осевые усилия на деформирование, повысить стойкость инструмента, использовать стандартное технологическое оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2738717C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2736989C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2729994C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ-ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2739993C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2749780C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЯ "ВАЛ - ПОДШИПНИК КАЧЕНИЯ" | 2020 |
|
RU2731620C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНОЙ ПОВЕРХНОСТИ ПОД ПОДШИПНИК КАЧЕНИЯ | 2020 |
|
RU2744076C1 |
Изобретение относится к восстановлению изношенных шлицевых и зубчатых профилей на валах. Осуществляют высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью заготовки. Нагревают заготовку до ковочных температур. Осуществляют перемещение металла из нижележащих слоев вала путем передвижения рабочего инструмента в осевом отверстии вала. На рабочий инструмент, одновременно с его перемещением вдоль отверстия, накладывают осевые ультразвуковые колебания. Осуществляют накатку роликовой головкой профиля вала. В результате повышается стойкость инструмента. 3 ил.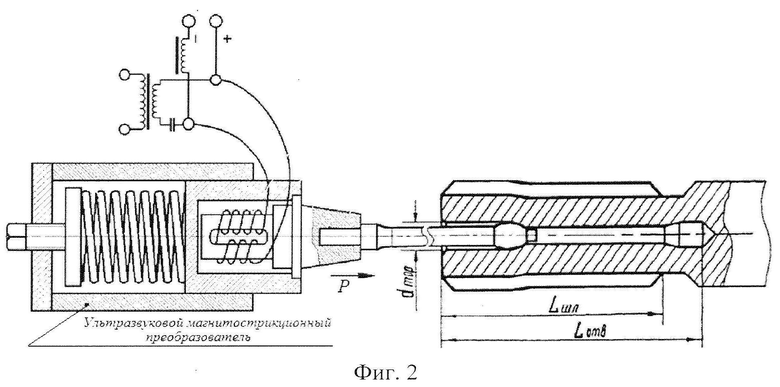
Способ восстановления изношенных шлицевых и зубчатых профилей на валах, включающий высверливание цилиндрического отверстия, ось которого совпадает с геометрической осью вала, перемещение металла из нижележащих слоев вала путем передвижения рабочего инструмента в осевом отверстии вала с последующими формирующим и калибрующим проходами накатной роликовой головки по профилю вала, при этом высверливание цилиндрического отверстия осуществляют с учетом величины суммарного объема деформируемого материала, его физико-механических свойств, рабочего профиля ролика и скорости деформирования, отличающийся тем, что после высверливания отверстия вал нагревают до ковочных температур, а на рабочий инструмент, одновременно с его перемещением вдоль отверстия, накладывают осевые ультразвуковые колебания.
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| Способ восстановления зубчатых колес | 1985 |
|
SU1299691A1 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| US 3273232 A1, 20.09.1966. | |||

