Изобретение относится к обработке металлов давлением и, в частности, может быть использовано при накатывании шлицевых и зубчатых профилей.
Цель изобретения - повышение точности получаемых изделий и увеличение стойкости инструмента за счет контроля в процессе обработки различных точек заготовки и за счет снижения нагрузок на инструмент.
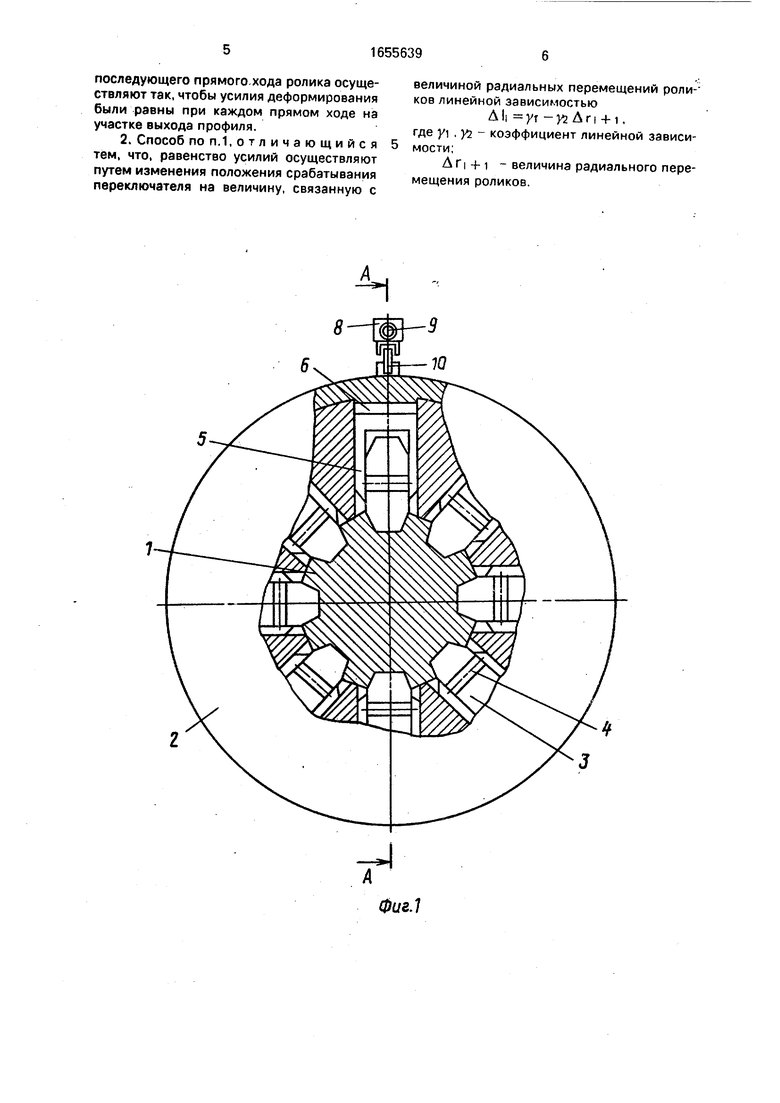
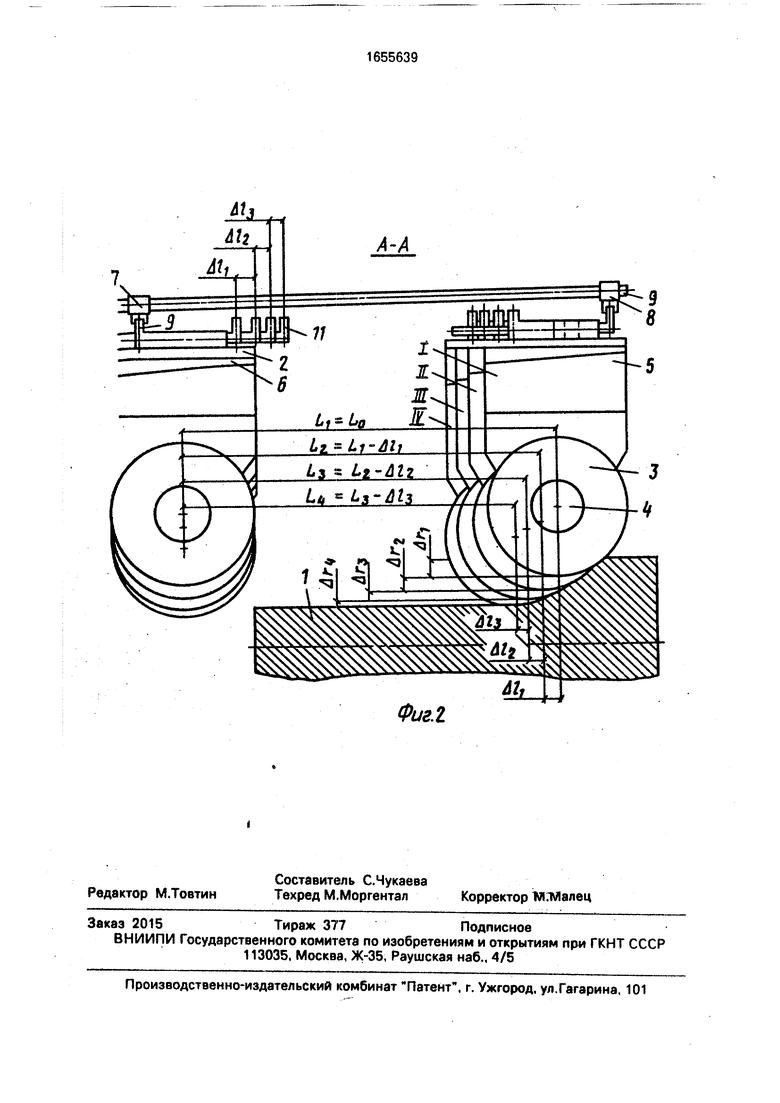
На фиг.1 показан план расположения роликов в накатной головке; на фиг.2 - сечение А-А на фиг.1.
Способ осуществляется следующим образом.
Заготовку 1 располагают концентрично накатной головке 2 таким образом, что ролики 3 охватывают заготовку и деформируют ее с усилием, при этом роликам сообщают многократные радиальные и осевые перемещения при прямом и обратном ходах, окончание которых контролируют с помощью переключателей. Причем длину каждого последующего хода ролика уменьшают так, чтобы усилия деформирования были равны при каждом прямом ходе на участке выхода профиля. Положение переключателя изменяют на величину, связанную с величиной радиальных перемещений роликов линейной зависимостью А Ь 1 - Yi Д г i + 1,
О
сл ся
Оч СА
ю
где yi , YI - коэффициент линейной зависимости;
Aft -|-1 - величина радиального перемещения роликов.
Способ реализуется устройством, со- стоящим из накатной головки 2, в котором ролики 3 размещены с возможностью вращения на осях 4 в ползунах 5. С помощью клиньев 6 ролики 3 подаются на величину Ап под первый их прямой ход, имеющий длину Li , контролируемый с помощью переключателей 7, 8, закрепленных на штанге 9. С переключателем 7 имеет возможность взаимодействия неподвижный флажок 10, жестко закрепленный на корпусе накатной головки 2. с переключателем 8 взаимодействует флажок 11, установленный с возможностью установочного перемещения на корпусе накатной головки.
Первый прямой ход накатной головки 2 с роликами 3 осуществляют на длину U L0 от переключателя 7 до переключателя 8 (положение I), который дает сигнал на реверс головки 2, при этом последняя совершает обратный ход в исходное положение до переключателя 7.
Затем осуществляют радиальное перемещение роликов 3 под второй прямой ход на величину Дг2 и перемещение флажка 11 в направлении прямого хода на длину Ah. После этого производят второй прямой ход головки 2 с роликами 1 на длину до переключателя 8 (положение II), который подает сигнал на реверс головки 2 для возврата ее в исходное положение до переключателя 7.
Аналогично осуществляют третий и четвертый прямые ходы. При этом радиальные перемещения роликов 3 производятся на величины Дгз и Дг4 соответственно, перемещение флажка 11 в направлении прямого хода на величины Ala и , а длины прямых ходов при этом составляет з 1-2 - Ate (положение (III) и U - А1з (положение 1У).
Таким образом, после завершения нескольких ходов головки 2 получают накатанный глухой профиль необходимой формы выхода шлицев.
Пример. При накатывании на ролик действует сила F, равная РПр + Ррад:
Ррад + РПр
где Ррад - радиальная сила, РПр - продольная сила,
где Ррад - оь ( 1 + ai Го Г )
Го.
х (cfcSn +аз) :
5
0
5
0
5
0
5
0
5
F и се в. |
Росев. fi Ррад Z 34(7+ Рэаж,,
где о, а0 - числовое значение твердости, а„ 200
ai, 32, зз, 34 - эмпирические коэффициенты ai 1,55, 32 0,54; аз 2,55; 34 1,01;
г0 - радиус заготовки 30 мм;
г- радиус впадины шлицевого профиля после очередного прохода;
Sn - проекция контактной поверхности на плоскость, параллельную оси детали;
I - средняя ширина контактной поверхности в направлении, перпендикулярном оси заготовки;
Росев. осевая сила;
z - число шлицев, г 10;
ц - коэффициент трения, i 0,026;
S - проекция контактной поверхности на плоскость, перпендикулярную оси заготовки;
Рзаж - усилие зажима заготовки.
Тогда
Рпр Ц Ррад Z + 34 О Sj. Z +Рзаж.
Величиной Рзаж/z можно пренебречь, так как она не превышает 150 кг.
Таким образом, способ позволяет равномерно распределять величину радиальных сил по проходам, а именно радизльная нагрузка является основной силой, влияющей на стойкость инструмента, и снизить результирующую силу F
г 25 мм; Sii 106,7 мм2; I 9,87 мм;
Ррад 20835 кг;
Рпр 3465 кг;
Р 21121 кг.
Использование способа позволяет снизить результирующую силу на 10-15%, увеличить стойкость инструмента на 15-20%.
Формула изобретения
1. Способ продольного многопроходного накатывания глухих профилей, при котором заготовку деформируют с усилием роликами, которым сообщают многократные радиальные и осевые перемещения при прямом и обратном ходах, окончание которых контролируют с помощью переключателей, при этом длину каждого последующего прямого хода роликов уменьшают для получения необходимой формы выхода профиля, отличающийся тем, что, с целью повышения точности получаемых изделий и увеличения стойкости инструмента за счет контроля длины каждого прямого хода в процессе обработки различных точек заготовки и за счет снижения нагрузок на инструмент, уменьшение длины каждого
последующего прямого хода ролика осуществляют так, чтобы усилия деформирования были равны при каждом прямом ходе на участке выхода профиля.
2. Способ по п. 1.отличающийся тем, что, равенство усилий осуществляют путем изменения положения срабатывания переключателя на величину, связанную с
величиной радиальных перемещений роликов линейной зависимостью
A li ут - У2 Д г i + 1.
где yi . YI - коэффициент линейной зависимости;
ДГ| + 1 - величина радиального перемещения роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2234997C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2002 |
|
RU2234996C1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2728135C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2729271C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2019 |
|
RU2738717C1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2004 |
|
RU2252101C1 |
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| Способ многопроходного продольного накатывания профилей и инструмент для его осуществления | 1990 |
|
SU1784387A1 |
Изобретение касается обработки металлов давлением, а именно накатывания шлицевых и зубчатых профилей. Цель изобретения - повышение точности получаемых изделий и увеличение стойкости инструмента. После совершения первого прямого хода накатной головки с роликами до переключателя, который дает сигнал на реверс накатной головки, длину каждого последующего прямого хода роликов уменьшают из условия обеспечения равенства усилий, действующих на ролик на участке выхода профиля при каждом прямом ходе. Осуществляют изменение положения срабатывания переключателя на величину, связанную с величиной радиальных перемещений роликов. Величину Д1| уменьшения длины рабочего хода роликов определяют из соотношения Д 1| yi - Xz Дг 1 -И , где yi ,y2 коэффициенты линейной зависимости; Ari 4-1 - величина радиального перемещения роликов. Это позволяет контролировать длину каждого прямого хода в процессе обработки различных точек заготовки и снизить нагрузки на инструмент. 1 з.п. ф-лы, 2 ил. Iе 13
Фиг.1
Фиг.2
| Станок шлиценакатной с гидростанцией | |||
| Способ применения поваренной соли в нагревательной закалочной ванне при высоких температурах | 1923 |
|
SU412A1 |
