Настоящее изобретение относится к способу регулирования теплопроводности стали, к инструментальной стали, в частности инструментальной стали для горячих видов обработки, к применению инструментальной стали и к изделию из стали.
Инструментальные стали для горячих видов обработки являются легированными инструментальными сталями, содержащими наряду с железом, в качестве легирующих элементов, в частности, углерод, хром, вольфрам, кремний, никель, молибден, марганец, ванадий и кобальт с различными долями.
Из инструментальных сталей для горячих видов обработки могут быть получены изделия из инструментальной стали для горячих видов обработки, как, например, технологические инструменты, которые пригодны для обработки технологических материалов, в частности, при литье под давлением, при профильном прессовании или при объемной штамповке. Примерами таких технологических инструментов являются матрицы профильного пресса, кузнечно-штамповочные технологические инструменты, формы для литья под давлением, прессовые пуансоны или тому подобные, которые при высоких рабочих температурах должны иметь особые механические прочностные характеристики. Другой областью применения инструментальных сталей для горячих видов обработки являются технологические инструменты для формования пластмасс литьем под давлением.
Существенная функциональность инструментальных сталей, в частности, инструментальных сталей для горячих видов обработки, и изделий из стали, изготовленных из них, состоит в том, чтобы при применении в технологических процессах обеспечить достаточный отвод тепла, привнесенного ранее или генерированного в самом процессе.
Технологические инструменты для горячих видов обработки, полученные из инструментальной стали для горячих видов обработки, наряду с высокой механической устойчивостью при высоких рабочих температурах должны иметь хорошую теплопроводность, а также высокое сопротивление износу при больших температурах. Другими важными характеристиками инструментальных сталей для горячих видов обработки являются наряду с достаточной твердостью и прочностью, также высокая твердость при повышенной температуре, а также высокое сопротивление износу при высоких рабочих температурах.
Высокая теплопроводность инструментальной стали для горячих видов обработки, используемой для получения технологического инструмента, имеет особенное значение для некоторых видов применения, так как она может способствовать значительному сокращению длительности технологического цикла. Так как эксплуатация устройств горячего формообразования для горячего формообразования обрабатываемых деталей является относительно дорогостоящей, благодаря уменьшению длительности технологических циклов может быть достигнута значительная экономия затрат. Высокая теплопроводность инструментальной стали для горячих видов обработки, кроме того, имеет преимущество при литье под большим давлением, так как литейные формы, применяемые там, по причине сильно повышенной усталостной прочности имеют существенно более продолжительный срок эксплуатации.
Инструментальные стали, часто используемые для получения технологического инструмента, типичным образом имеют теплопроводность в интервале величин примерно от 18 Вт/м·К до 24 Вт/м·К при комнатной температуре. Вообще, теплопроводности инструментальных сталей для горячих видов обработки, известных из уровня техники, составляют примерно от 16 Вт/м·К до 37 Вт/м·К.
Из ЕР 0632139 А1, например, известна инструментальная сталь для горячих видов обработки, имеющая при температурах примерно до 1100°С сравнительно высокую теплопроводность - более 35 Вт/м·К. Известная из этой публикации инструментальная сталь для горячих видов обработки содержит наряду с железом и неизбежными примесями также:
0,30-0,55 весового процента - углерод С;
менее чем 0,90 весового процента - кремний Si;
до 1,0 весового процента - марганец Mn;
2,0-4,0 весовых процента - хром Cr;
3,5-7 весовых процентов - молибден Мо;
0,3-1,5 весовых процентов - один или несколько элементов - ванадий, титан и ниобий.
Традиционные инструментальные стали для горячих видов обработки типичным образом имеют содержание хрома более чем 2 весовых процента. Хром является сравнительно дорогостоящим карбидообразующим элементом и более того предоставляет инструментальной стали для горячих видов обработки хорошую стойкость окислению. Кроме того, хром образует очень тонкие вторичные карбиды, так что отношение механической прочности к вязкости у традиционных инструментальных сталей для горячих видов обработки является очень хорошим.
Из патента DE 10145577 В1 известен способ получения технологических инструментов для горячих видов обработки при применении упрочняющего легирования стали. Этот патент касается, в частности, способа получения технологических инструментов для горячих видов обработки, упрочняющихся при эксплуатации, в частности, матриц для горячей прессовой штамповки с высокой стойкостью к образованию трещин и к разрушению, а также с высоким пределом текучести при статическом нагружении сжатием в условиях нагрева. Стали для горячего пластического деформирования, описываемые в этой публикации, отличаются к тому же простым, относительно экономичным химическим составом (0,15-0,30 весового процента - углерод С, 3,25-3,50 весового процента - молибден Мо, хрома нет) и небольшой способностью к термическому улучшению. Главным образом при этом удовлетворяются оптимальные способы получения матриц для горячего прессования, включая относящиеся к этому процессы термической обработки (упрочнение). Специальные характеристики в зависимости от химического состава не поясняются.
В СН 481222 описана хром-молибден-ванадий-легированная инструментальная сталь для горячих видов обработки, с хорошей способностью к штамповке в холодном состоянии для получения технологических инструментов, как, например, чеканочные пуансоны, и матрицы. Указывается на то, что подбор легирующих элементов, - в частности хрома (1,00-3,50 весового процента Cr), молибдена (0,50-2,00 весового процента Мо) и ванадия (0,10-0,30 весового процента V), - оказывает решающее влияние на желаемые характеристики, как, например, низкую прочность при нагреве (55 кгс/мм2), хорошие характеристики жидкотекучести, хорошую теплопроводность и так далее.
В JP 4147706 достигается улучшение стойкости к износу оправок для получения бесшовных стальных труб посредством геометрии оправки и посредством химического состава легирования (0,1-0,4 весового процента - углерод С, 0,2-2,0 весового процента - марганец Mn, 0-0,95 весового процента - хром Cr, 0,5-5,0 весового процента - молибден Мо, 0,5-5,0 весового процента - вольфрам W). Повышение теплопроводности стали не являются предметом этой публикации.
JP 2004183008 описывает недорогую феррито-перлитную легированную сталь для технологических инструментов (0,25-0,45 весового процента - углерод С, 0,5-2,0 весового процента - марганец Mn, 0-0,95 весового процента - хром Cr) для литья пластмасс. При этом на первом плане стоит оптимальное соотношение обрабатываемости и теплофизической теплопроводности.
В JP 2003253383 описана предварительно упрочненную сталь для технологического инструмента для литья пластмасс, с феррито-перлитной структурой основы (0,1-0,3 весового процента - углерод С, 0,5-2,0 весового процента - марганец Mn, 0,2-2,5 весового процента - хром Cr, 0-0,15 весового процента - молибден Мо, 0,01-0,25 весового процента - ванадий V), у которой на первом плане стоит отличная обрабатываемость и свариваемость.
Для того чтобы повысить температуру фазового превращения Ас1 в инструментальной стали, отличающейся высокой температурой поверхности при прокатке, а также установить превосходную обрабатываемость и малые напряжения предела текучести, в JP 9049067 предлагается спецификация химического состава (0,05-0,55 весового процента - углерод С, 0,10-2,50 весового процента - марганец Mn, 0-3,00 весового процента - хром Cr, 0-1,50 весового процента - молибден Мо, 0-0,50 весового процента - ванадий V) и, в частности, повышение содержания кремния (0,50-250 весового процента Si).
СН 165893 касается сплава на основе железа, который годен, в частности, для технологического инструмента, обрабатывающего в горячих условиях (пуансоны, матрицы и им подобные), и имеет химический состав с малым содержанием хрома (до отсутствия хрома), а также вольфрам-кобальт-никель-содержащий химический состав (предпочтительно с добавками молибдена и ванадия). На пониженное содержание хрома или полный отказ от хрома как легирующего элемента возлагается ответственность за существенное улучшение характеристик, а также сочетание положительных характеристик легирования. При этом установлено, что уже незначительное понижение доли хрома дает отчетливо большее влияние на желаемые характеристики (например, высокая прочность на разрыв при нагреве, вязкость и нечувствительность к колебаниям температуры, а с этим хорошая теплопроводность), чем при добавлении больших количеств вольфрама W, кобальта Со и никеля Ni.
Из патента ЕР 0787813 В1 известна жаропрочная ферритная сталь с малым содержанием хрома Cr и марганца Mn и превосходной прочностью при высоких температурах. Цель изобретения, раскрытого в вышеназванной публикации, состояла в том, чтобы предоставить жаропрочную ферритную сталь с низким содержанием хрома, которая имеет улучшенную усталостную прочность в условиях продолжительных по времени приложения напряжений при высоких температурах, а также улучшенную вязкость, обрабатываемость и свариваемость и у толстостенных изделий. Описанием особо выделяется влияние необходимости стабилизации структуры ферритной стали применительно к карбидообразованию (укрупнению), выпадению и упрочнению кристаллического твердого раствора. Снижение содержания хрома Cr до величины менее 3,5 весовых процентов обосновывается подавляющим уменьшением усталостной прочности по причине укрупнения карбидов хрома при температурах выше температуры 550°С, а также улучшением вязкости, обрабатываемости и тепловой проводимости. По меньшей мере, 0,8 весового процента по хрому Cr рассматриваются, однако, в качестве предпосылки для поддержания стойкости стали к окислению и к коррозии при высоких температурах.
Из DE 19508947 известен износостойкий, устойчивый к отпуску и жаропрочный сплав. Этот сплав нацелен, в частности, на применение для технологического инструмента для горячих видов обработки в технологии горячего первичного формообразования и горячего пластического деформирования и отличается очень высоким содержанием молибдена (10-35 весовых процентов) и содержанием вольфрама (20-50 весовых процентов). Также изобретение, описанное в вышеназванной публикации, касается простого и экономичного способа получения, при котором сплав сначала производится из расплава или методом порошковой металлургии. Содержание молибдена Мо и вольфрама W в таких больших количествах обосновывается повышением стойкости к отпуску и жаропрочности благодаря отверждению кристаллического твердого раствора и благодаря образованию карбидов (или интерметаллических фаз). К тому же молибден повышает теплопроводность и уменьшает тепловое расширение сплава. Наконец, в этой публикации поясняется пригодность сплава для создания поверхностных слоев на основах другого состава (лазерная электронная сварка, плазменно-лучевая сварка, наплавка).
DE 4321433 С1 касается стали для технологических инструментов для горячих видов обработки, как они применяются для предварительного формообразования, пластического деформирования и обработки технологических материалов (в частности, при литье под давлением, профильном прессовании, горячей объемной штамповке или в качестве ножей для ножниц) при температурах до 1100°С. Характерно, что эта сталь в диапазоне температур от 400 до 600°С имеет теплопроводность более 35 Вт/м·К (хотя это принципиально уменьшается с возрастающим содержанием легирования) и одновременно высокое сопротивление износу (прочность на растяжение более 700 Н/мм2). Очень хорошая теплопроводность объясняется, с одной стороны, повышенной долей молибдена (3,5-7,0 весовых процентов Мо), а с другой стороны, максимальной долей хрома в 4%.
JP 61030654 касается применения стали с высокой стойкостью к образованию трещин при нагревании и с высокой стойкостью к разрушению при нагревании, а также большей теплопроводностью в качестве технологического материала для получения облицовок валков в установках непрерывно разлива алюминия. И здесь рассматриваются разнонаправленные тенденции при влиянии состава легирования на стойкость к образованию трещин при нагревании соответственно на стойкость к разрушению при нагревании и на теплопроводность. Содержание кремния более 0,3 весового процента и содержание хрома более 4,5 весового процента рассматриваются как недостаток особенно применительно к теплопроводности. Приведен возможный порядок действий для устанавления упрочненной мартенситной микроструктуры облицовок валков, получаемой из легированной стали, соответствующей изобретению.
ЕР 1300482 В1 касается инструментальной стали для горячих видов обработки, в частности, для технологических инструментов для формообразования при высоких температурах с одновременным появлением характеристик: повышенной твердости, прочности и вязкости, а также хорошей теплопроводности, улучшенной стойкостью к износу при повышенных температурах и продлением ресурса стойкости инструмента при нагружениях ударного типа. Представлено, что благодаря определенным концентрациям углерода в узких границах (0,451-0,598 весового процента С), а также элементам, образующим специальные карбиды и монокарбиды (4,21-4,98 весового процента - хром Cr, 2,81-3,29 весового процента - молибден Мо, 0,41-0,69 весового процента - ванадий V) при термическом улучшении может быть способствовано желаемой упрочняемости кристаллического твердого раствора и может быть значительно подавлено карбидное упрочнение, соответственно повышающее твердость, выпадение укрупненных карбидов на издержки по получению твердости матрицы. Улучшение теплопроводности посредством уменьшения доли карбидов могло бы основываться на кинетике поверхностей раздела и/или на характеристиках карбидов.
Недостаток инструментальных сталей, известных из уровня техники, в частности, инструментальных сталей для горячих видов обработки, и изделий из стали, полученных из них, состоит в том, что они для некоторых областей применения имеют все же недостаточную теплопроводность. Кроме того, до сих пор невозможно целенаправленно устанавливать теплопроводность стали, в частности, инструментальной стали для горячих видов обработки, и, таким образом, определенно приспособить ее к соответствующей цели применения.
Техническим результатом настоящего изобретения является реулирование теплопроводности стали, в частности инструментальной стали для горячих видов обработки. Изделие из стали имеет более высокую теплопроводность, чем инструментальные стали, известные из уровня техники (в частности, инструментальные стали для горячих видов обработки) соответственно изделия из стали.
Согласно пункту 1 формулы изобретения данного изобретения способ регулирования теплопроводности стали, в частности, инструментальной стали для горячих видов обработки, отличается тем, что внутренняя структура строения стали создается определенной металлургически, ее карбидные компоненты имеют определенную плотность электронов и фононов и/или ее кристаллическая структура, благодаря целенаправленно созданным дефектам решетки, имеет определенную среднюю длину свободного пробега для потока фононов и электронов. Преимущество соответствующего изобретению решения состоит в том, что теплопроводность стали может быть целенаправленно установлена на желаемую величину, в то время как внутренняя структура строения стали в вышеописанном виде создается определенной металлургически.
Соответствующий изобретению способ пригоден, например, для инструментальных сталей для горячих видов обработки.
Способ регулирования, в частности, повышения теплопроводности стали, в частности, инструментальной стали для горячих видов обработки, отличается тем, что внутренняя структура строения стали создается определенной металлургически и имеющей в своих карбидных компонентах повышенную плотность электронов и фононов и/или имеющей увеличенную среднюю длину свободного пробега для потока фононов и электронов вследствие малого содержания дефектов кристаллической структуры строения карбидов и в металлической матрице, окружающей их. Посредством этого соответствующего изобретению мероприятия теплопроводность стали в сравнении со сталями, известными из уровня техники, может быть установлена определенным образом, в частности она может быть существенно повышена по сравнению с известными инструментальными сталями для горячей обработки.
В предпочтительной форме выполнения, теплопроводность стали при комнатной температуре может быть установлена на уровне более чем 42 Вт/м·К, предпочтительно - на уровне более чем 48 Вт/м·К, в частности, на уровне более чем 55 Вт/м·К.
Инструментальная сталь для горячих видов обработки по одному из вариантов пункта 2 формулы изобретения, отличается следующим составом:
0,26-0,55 весового процента - углерод С;
<2 весовых процентов - хром Cr;
до 10 весовых процентов - молибден Мо;
до 15 весовых процентов - вольфрам W;
причем содержание вольфрама W и молибдена Мо составляет в сумме 1,8-15 весовых процентов;
карбидообразующие элементы - титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием - от 0 до 3 весовых процентов по одному или в сумме;
0-4 весовых процента - ванадий V;
0-6 весовых процентов - кобальт Со;
0-1,6 весового процента - кремний Si;
0-2 весовых процента - марганец Mn;
0-2,99 весового процента - никель Ni;
0-1 весовой процент - сера S;
остальное: железо и неизбежные примеси, причем инструментальная сталь обладает теплопроводностью при комнатной температуре свыше 42 Вт/м·К, предпочтительно - свыше 48 Вт/м·К, в частности, на уровне более чем 55 Вт/м·К..
Согласно другому варианту пункта 2 формулы изобретения, инструментальная сталь, в частности, инструментальная сталь для горячих видов обработки, отличается следующим составом:
0,25-1,00 весовой процент - углерод С, азот N и бор В в сумме;
<2 весовых процентов - хром Cr;
до 10 весовых процентов - молибден Мо;
до 15 весовых процентов - вольфрам W;
причем содержание вольфрама W и молибдена Мо составляет в сумме 1,8-15 весовых процентов;
карбидообразующие элементы - титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та - с содержанием от 0 до 3 весовых процентов по одному или в сумме;
0-4 весовых процента - ванадий V;
0-6 весовых процентов - кобальт Со;
0-1,6 весового процента - кремний Si;
0-2 весовых процента - марганец Mn;
0-2,99 весового процента - никель Ni;
0-1 весовой процент - сера S;
остальное: железо и неизбежные примеси, при этом сталь имеет теплопроводность при комнатной температуре на уровне более чем 42 Вт/м·К, предпочтительно - на уровне более чем 48 Вт/м·К, в частности, на уровне более чем 55 Вт/м·К.
Особенное преимущество соответствующих изобретению инструментальных сталей состоит, в первую очередь, в резко повышенной теплопроводности по сравнению с инструментальными сталями и инструментальными сталями для горячих видов обработки, известными из уровня техники. Становится очевидным, что соответствующая изобретению инструментальная сталь наряду с железом, как основным компонентом, содержит элементы - углерод С (соответственно углерод С и азот N) и(углерод С, азот N и бор В), хром Cr, молибден Мо и вольфрам W в вышеприведенных диапазонах, а также неизбежные примеси. Остальные легирующие элементы (сопутствующие легирующие элементы) являются, таким образом, опциональными компонентами инструментальной стали, так как их содержание при известных условиях может составлять и 0 весовых процентов.
Существенный аспект описанного здесь решения состоит в том, чтобы углерод и предпочтительно также хром в состоянии твердого раствора держать значительно в стороне от матричной основы стали, а карбиды Fe3C заменить карбидами с более высокой теплопроводностью. Хром может быть удержан в стороне от матричной основы только вследствие того, что он вообще отсутствует. Углерод может быть связан, в частности, с карбидообразователями, причем молибден Мо и вольфрам W являются элементами, не требующими больших затрат, и имеют как в качестве элементов, так и в качестве карбидов сравнительно высокую теплопроводность.
Квантово-механические имитационные модели для инструментальных сталей и, в частности, для инструментальных сталей для горячих видов обработки, могут показать, что углерод и хром в состоянии твердого раствора приводят к искажению матричной основы, что имеет следствием сокращение средней длины свободного пробега фононов. Следствием являются больший модуль упругости и больший коэффициент теплового расширения. Влияние углерода на рассеивание электронов и фононов также было исследовано с помощью подходящих имитационных моделей. Этим могли быть удостоверены преимущества матричной основы, обедненной с точки зрения углерода, а также хрома для повышения теплопроводности. В то время как теплопроводность матричной основы в доминирующем порядке определяется потоком электронов, проводимость карбидов определяется фононами. В состоянии твердого раствора хром имеет очень отрицательное воздействие на теплопроводность, достигнутую потоком электронов.
Инструментальные стали (в частности, инструментальные стали для горячих видов обработки) могут иметь теплопроводность при комнатной температуре на уровне более чем 42 Вт/м·К, предпочтительно - теплопроводность на уровне более чем 48 Вт/м·К, в частности, теплопроводность на уровне 55 Вт/м·К. Неожиданно оказалось, что теплопроводностями могут быть достигнуты диапазоны величин более чем 50 Вт/м·К, в частности, примерно 55-60 Вт/м·К и даже более того. Теплопроводность соответствующей изобретению инструментальной стали для горячих видов обработки может быть, таким образом, почти удвоенно большей, чем теплопроводности, известные из уровня техники. А с ними, описанная здесь сталь, годится, в частности, и для таких видов применения, при которых требуется высокая теплопроводность. В резко улучшенной теплопроводности состоит, таким образом, особенное преимущество соответствующей изобретению инструментальной стали по отношению к решениям, известным из уровня техники.
Теплопроводность инструментальной стали может быть целенаправленно приведена в соответствие специфике применения и может быть установлена.
Опционально инструментальная сталь может содержать карбидообразующие элементы - титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с долей до 3 весовых процентов по одному или в сумме. Элементы титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та известны в металлургии как сильные карбидообразователи. Оказалось, что сильные карбидообразователи, в точки зрения повышения теплопроводности инструментальной стали, воздействуют положительно, так как они обладают лучшей способностью удалять углерод в состоянии твердого раствора из матричной основы. Карбиды с высокой теплопроводностью, кроме того, могут дополнительно усиливать проводимость инструментальной стали. Из металлургии известно, что следующие элементы являются карбидообразователями, причем их химическое сродство углероду расположено в дальнейшем по возрастающей: хром Cr, вольфрам W, молибден Мо, ванадий V, титан Ti, ниобий Nb, тантал Та, цирконий Zr, гафний Hf.
Особенно преимущественно в этой взаимосвязи генерирование относительно больших, а потому и вытянутых в длину карбидов, так как общая теплопроводность инструментальной стали следует закону смешивания с отрицательным граничным эффектом. Чем сильнее химическое сродство элемента углероду, тем больше тенденция образовывать относительно большие первичные карбиды. Большими карбидами оказывается, конечно, в известной степени, отрицательное влияние на некоторые характеристики инструментальной стали, в частности, на ее вязкость, так что для каждой цели применения инструментальной стали должен быть найден подходящий компромисс между желаемыми механическими и теплофизическими характеристиками.
Опционально инструментальная сталь может содержать легирующий элемент ванадий с содержанием до 4 весовых процентов. Как уже пояснялось выше, ванадий создает тонкие карбидные структурные сетки. Вследствие этого могут быть улучшены многочисленные механические характеристики инструментальной стали для некоторых целей применения. Ванадий в сравнении с молибденом отличается не только своим высоким химическим сродством углероду, но и, кроме того, тем преимуществом, что его карбиды имеют более высокую теплопроводность. В добавление к этому, ванадий является элементом, сравнительно не требующим больших затрат. Недостаток ванадия в сравнении с молибденом состоит в том, что ванадий, остающийся в состоянии твердого раствора, оказывает сравнительным образом значительно больший негативный эффект на теплопроводность инструментальной стали. На этом основании не является преимуществом легировать инструментальную сталь только одним ванадием.
Опционально инструментальная сталь может содержать один или несколько элементов для упрочнения твердого раствора в частности, кобальт Со, никель Ni, кремний Si и/или марганец Mn. Так, опционально существует возможность, что инструментальная сталь имеет марганец Mn с содержанием до 2 весовых процентов. Для того чтобы улучшить прочность инструментальной стали при высоких температурах, в зависимости от конкретного применения может быть преимущественным, например, содержание кобальта Со - до 6 весовых процентов. Инструментальная сталь в следующей предпочтительной форме выполнения может иметь кобальт Со с содержанием до 3 весовых процентов, предпочтительно - с содержанием до 2 весовых процентов.
Для того чтобы повысить вязкость инструментальной стали при невысоких температурах, опционально может быть предусмотрено, что инструментальная сталь для горячих видов обработки может иметь кремний Si с содержанием до 1,6 весовых процентов.
Для того чтобы повысить обрабатываемость инструментальной стали, инструментальная сталь может содержать опционально серу S с содержанием до 1 весового процента.
Для того чтобы облегчить основополагающее понимание настоящего изобретения, далее должны быть подробнее пояснены некоторые существенные аспекты новой металлургической стратегии формирования инструментальных сталей с высокой теплопроводностью (инструментальных сталей для горячих видов обработки), лежащей в основе и соответствующего изобретению способа.
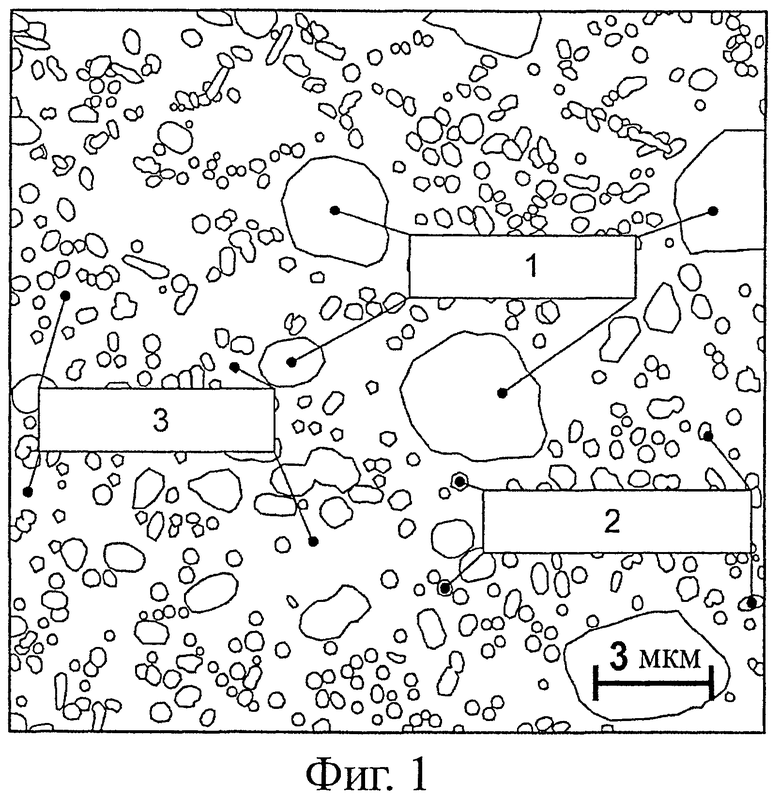
Для данного поперечного сечения металлографически подготовленного исследуемого образца инструментальной стали, схематически представленного на фиг.1, при наблюдении через фотоэлектронный микроскоп или растровый электронный микроскоп микроструктурной структуры строения посредством оптических технологий анализа изображений могут быть количественно определены участки поверхности фаз карбида Ас и технологического материала матричной основы Am. При этом обозначают карбиды с большой площадью поверхности как первичные карбиды 1, а карбиды с малой площадью поверхности как вторичные карбиды 2. Изображенный на заднем плане материал матричной основы обозначен на фиг.1 позицией 3.
При пренебрежении другими компонентами микроструктуры (например, включениями) при хорошем приближении удается определить величину площади всей поверхности Atot инструментальной стали согласно следующему равенству:
Atot=Am+Ac.
Простым математическим изменением формулировки получают следующее равенство:
(Am/Atot)+(Ас/Atot)=1.
Слагаемые этого равенства пригодны в качестве весовых коэффициентов для составления уравнения правила смешивания.
Исходя лишь из того, что материал матричной основы 3 и карбиды 1, 2 имеют различные характеристики применительно к их теплопроводности, интегральная совокупная теплопроводность λint этой системы может быть следующим образом описана таким уравнением правила смешивания:
λint=(Am/Atot)*λm+(Ac/Atot)*λс.
При этом λm - теплопроводность материала матричной основы 3, а λс - теплопроводность карбидов 1, 2.
Эта формулировка представляет упрощенный системный подход, пригодный для понимания настоящего изобретения. Реалистичное математическое моделирование интегральной теплопроводности совокупной системы может производиться, например, с применением так называемых теорий эффективной среды (Effective-Medium Theorien, ЕМТ). Таким уравнением описывается микроструктурная композиция инструментальной стали как объединенной системы, состоящей из воспроизводящих характеристики карбидов шарообразных отдельных структурных элементов с изотропной теплопроводностью, которые уложены в материале матричной основы с другой, однако также изотропной теплопроводностью:
λint=λm+fc*λint*(3*(λc-λm)/(2*λint+λc).
В этом уравнении fc описывает объемную долю карбидов 1, 2.
Это уравнение, правда, не решаемо однозначно и поэтому применимо также только ограниченно для целенаправленного формирования системы. Речь идет о максимизации теплопроводности системы λint, поэтому из сформулированного ранее правила смешивания принципиально может быть выведено, что такая максимизация теплопроводности системы λint может быть достигнута тогда, когда удается, что теплопроводности отдельных компонентов системы λс и λm соответственно максимизируются.
Для настоящего изобретения при этом имеет особое значение, что объемная доля карбидов fc, в конечном итоге, решена по этому поводу, что является важным для обеих теплопроводностей λс и λm.
Количество карбидов определяется, в конечном счете, требованиями на механическую стойкость по специфике применения и, в частности, на стойкость к износу инструментальной стали. Так получаются вполне разные заданные величины по формированию, прежде всего, применительно к структуре карбида, для различных основных областей применения инструментальных сталей, разработанных согласно изобретению.
В области литья алюминия под давлением нагружение износом посредством контактирующих механизмов износа, в частности размыванием, проявлено лишь относительно незначительно. Наличие занимающих большую площадь первичных карбидов как высокостойких к износу компонентов микроструктуры поэтому не является настоятельно необходимым. Этим определятся объемная доля карбидов fc, подавляющаяся вторичными карбидами. Значение fc поэтому относительно мало.
При горячем пластическом деформировании тонких стальных листов, охватывающем понятийные варианты - закалка под прессом и закалка в штампах, технологические инструменты находятся под высоким нагружением контактирующими механизмами износа как адгезивного, так и абразивного проявления. Поэтому чрезвычайно желательны первичные карбиды, занимающие большую площадь, так как они могут повысить стойкость против этих механизмов износа. Следствием такой микроструктуры, насыщенной первичными карбидами, является высокое значение объемной доли карбидов fc.
Независимо от структуры карбидов, в конечном счете, речь идет о максимизации теплопроводности всех компонентов системы. Благодаря заданным по специфике применения величинам формирования, для проявления карбидов получается все же весомость влияния теплопроводностей компонентов системы на интегральную теплопроводность совокупной системы.
Уже этот вид подхода резко отличается от уровня техники, при котором теплопроводность всегда рассматривается как интегральная физическая характеристика технологического материала. Если в уровне техники речь идет о том, чтобы обнаружить влияние отдельных легирующих элементов на теплопроводность, то этот характерный способ реализуется именно всегда посредством определения интегральных характеристик. Анализа влияния таких легирующих элементов на микроструктурное проявление, и, следовательно, на структуру карбидов и на матричную основу и результирующиеся из этого изменения физических характеристик для этих микроструктурных элементов системы до сих пор не существовало и поэтому в уровне техники также никогда не было исходной точки металлургической концепции формирования инструментальной стали.
При таких интегральных аспектах формирования могло быть констатировано, что уменьшение содержания хрома и повышение содержания молибдена приводят к улучшению интегральной теплопроводности. Инструментальные стали, разработанные по такой металлургической концепции формирования, обычно имеют теплопроводность 30 Вт/м·К, что по отношению к теплопроводности в 24 Вт/м·К представляет повышение на 25%. Такое повышение рассматривается в уровне техники уже как эффективное улучшение характеристики.
До сих пор исходят из того, что последующее уменьшение содержания хрома не может привести к дальнейшему значимому улучшению теплопроводности. Так как дальнейшее уменьшение содержания хрома дополнительно ведет к снижению стойкости к коррозии инструментальной стали для горячих видов обработки, соответствующие металлургические рецептуры применительно к формированию инструментальных сталей нового типа далее не исследовались и не преобразовывались.
Для инструментальных сталей для достижения резко улучшенной теплопроводности применена совершено новая металлургическая концепция, которая в состоянии точно определенным образом формировать теплопроводность микроструктурных компонентов системы и этим резко улучшать интегральную теплопроводность инструментальной стали. Основной идеей представленной здесь металлургической концепции является то, что предпочтительными карбидообразователями являются молибден и вольфрам и что, как следствие, уже незначительная доля хрома, растворенного в этих карбидах, оказывает отрицательное влияние на характеристики теплопередачи по причине удлинения среднего пути свободного пробега фононов вследствие возникающих таким образом повреждений в кристаллической структуре чистых карбидов.
С этой новой металлургической концепцией формирования преимущественным образом могут быть достигнуты величины интегральной теплопередачи инструментальных сталей для горячих видов обработки - при комнатной температуре - до 66 Вт/м·К и более. Это примерно десятикратно превышает степень повышения этого параметра у всех концепций, известных в уровне техники. Ни один из подходов, находимых в уровне техники, не предусматривает сравнимое уменьшение содержания хрома для инструментальных сталей для горячих видов обработки с постановкой цели - улучшение теплопроводности.
В тех случаях, в которых химическим составом, согласно изобретению, предусматривается схожее незначительное содержание хрома, речь идет определенно не о влиянии на теплопроводность, а о других функциональных целевых установках, как, например, в JP 04147706 А - о целенаправленном образовании оксидированного слоя на поверхности стали посредством уменьшения стойкости к окислению в этой области.
Из уровня техники известно, что чем выше содержание по чистоте технологического материала, тем выше и его теплопроводность. Всякая примесь - а значит, в случае металлических технологических материалов и присадка каждого легирующего элемента - неизбежно ведет к уменьшению теплопроводности. Чистое железо имеет, к примеру, теплопроводность 80 Вт/м·К, незначительно загрязненное железо уже имеет теплопроводность менее чем 70 Вт/м·К. Уже минимальная добавка углерода (0,25 объемного процента) и других легирующих элементов, как например, марганца (0,08 объемного процента) у стали сразу же ведет к теплопроводности 60 Вт/м·К.
Несмотря на присадку других легирующих элементов, как например, молибден или вольфрам, можно достичь уровней теплопроводности до 70 Вт/м·К. Основание для этого неожиданного эффекта заключается в том, что согласно настоящему изобретению имеется целевая установка - заставить углерод, насколько это возможно, не вступать в раствор в матричной основе, а связывать его в карбидах посредством сильных карбидообразователей и применять карбиды с высокой теплопроводностью.
Если процесс исследования концентрируют лишь на карбидах, то преобладает фононная проводимость, которая в итоге доминирует в теплопроводности. Если хотят ее улучшить, то точно в этом месте нужно принять меры по формированию. Некоторые карбиды имеют, однако, весьма высокую плотность проводящих электронов, в частности, тугоплавкие карбиды с высоким содержанием металла, как например, карбид вольфрама W6C и карбид молибдена Мо3С. В последних исследованиях установлено, что уже очень малые добавки хрома именно к таким карбидам ведут к значимым повреждениям структуры кристаллической решетки, а с этим к резкому удлинению средней длины свободного пробега потока фононов. Следствием является уменьшение теплопроводности. Это ведет к однозначному заключению, что наибольшее возможное значительное уменьшение содержания хрома ведет к улучшению теплопроводности инструментальной стали.
Кроме того, молибден и вольфрам должны были учитываться как предпочтительные карбидообразователи. Молибден в этой взаимосвязи является особенно предпочтительным, так как он является существенно более сильным карбидообразующим элементом, чем вольфрам. Эффект уменьшения содержания молибдена в матричной основе способствует улучшенной электронной проводимости в матричной основе и этим содействует дальнейшему улучшению интегральной теплопроводности совокупной системы.
Как уже упомянуто ранее, слишком малое содержание хрома ведет в то же время к понижению стойкости инструментальной стали к коррозии. Даже если это может быть недостатком для определенных видов применения, то более высокая склонность к окислению для основных видов применения инструментальной стали, созданной согласно изобретению, не представляет действительного функционального недостатка, так как здесь дополнительные эффекты и мероприятия по защите от коррозии и так уже являются составной частью существующих производственных процессов.
Так, например, при видах применения в литье алюминия под давлением жидкотекучий алюминий сам представляет достаточную защиту от коррозии, в области горячего пластического деформирования тонких стальных листов защитой от коррозии являются краевые слои наружных поверхностей технологических инструментов, азотированных для защиты от износа. Защищающие от коррозии смазочные вещества, а также охлаждающие средства и разделительные средства также по своей части способствуют защите от коррозии. Дополнительно гальванически или способом вакуумного нанесения покрытий могут быть нанесены очень тонкие защитные слои.
Применение инструментальных сталей (в частности, инструментальных сталей для горячих видов обработки) в качестве технологического материала для получения изделий из стали, в частности, технологических инструментов для горячих видов обработки, представляет многочисленные преимущества по сравнению с инструментальными сталями для горячих видов обработки, известными из уровня техники, которые до сих пор использовались в качестве технологических материалов для соответствующих изделий из инструментальной стали для горячих видов обработки.
Более высокая теплопроводность технологических инструментов, полученных из соответствующих изобретению инструментальных сталей (в частности, инструментальных сталей для горячих видов обработки), позволяет, к примеру, сокращение времен технологических циклов при обработке/изготовлении обрабатываемых деталей. Следующее преимущество состоит в существенном снижении температуры наружной поверхности технологического инструмента, а также в уменьшении перепада температур наружной поверхности технологического инструмента, из чего получается значительное воздействие на живучесть технологического инструмента. Это, в частности, тот случай, когда повреждения технологического инструмента, в первую очередь, могут вывести на термическую усталость, термические удары или на приваривание. Это верно, в частности, применительно к технологическим инструментам для случаев применения для литья алюминия под давлением.
Остальные механические и/или теплофизические характеристики соответствующих изобретению инструментальных сталей (в частности, инструментальных сталей для горячих видов обработки) в сравнении с инструментальными сталями для горячих видов обработки, известными из уровня техники, или могли быть улучшены или, по меньшей мере, остались неизменными. Модуль упругости, например, мог быть снижен, плотность соответствующих изобретению инструментальных сталей (в частности, инструментальных сталей для горячих видов обработки) могла быть повышена по сравнению с традиционными инструментальными сталями для горячих видов обработки, а коэффициент теплового расширения мог быть уменьшен. Для некоторых видов применения могут быть достигнуты следующие улучшения, как например, повышенная механическая прочность при высоких температурах или повышенная стойкость к износу.
В предпочтительной форме выполнения предлагается, что инструментальная сталь имеет менее чем 1,5 весового процента по хрому Cr, предпочтительно менее чем 1 весовой процент по хрому Cr. В особенно предпочтительной форме выполнения существует возможность, что инструментальная сталь имеет менее чем 0,5 весового процента по хрому Cr, предпочтительно менее чем 0,2, в частности, менее чем 0,1 весового процента по хрому Cr.
Наличие хрома в состоянии твердого раствора в матричной основе инструментальной стали отрицательно воздействует на ее теплопроводность. Интенсивность этого отрицательного воздействия на теплопроводность вследствие повышения содержания хрома в инструментальной стали является наибольшей для интервала с уровня менее чем 0,4 весовых процента по хрому Cr. Ступенчатость интервала в месте падения интенсивности отрицательного воздействия на теплопроводность инструментальной стали является предпочтительной в обоих интервалах с уровня более чем 0,4 весовых процента, но менее чем 1 весовой процент, а также с уровня более чем 1 весовой процент и менее чем 2 весовых процента. Для видов применения, при которых стойкость к окислению инструментальной стали (инструментальной стали для горячих видов обработки) играет большую роль, таким образом, может быть произведено, например, нивелирование требований, которые устанавливаются к инструментальной стали применительно к теплопроводности и стойкости к окислению и отражаются в оптимизированной весовой процентной доле по хрому. Как правило, содержание примерно 0,8 весовых процента по хрому предоставляет в распоряжение инструментальной стали хорошую защиту от коррозии. Оказалось, что добавки, превышающие это содержание - примерно 0,8 весовых процента по хрому, могут иметь следствием нежелательное растворение хрома в карбидах.
В предпочтительной форме выполнения содержание молибдена в инструментальной стали составляет 0,5-7 весовых процентов, в частности, 1-7 весовых процентов. Среди наиболее экономичных карбидообразователей молибден обладает сравнительно высоким химическим сродством с углеродом. Более того, карбиды молибдена имеют более высокую теплопроводность, чем карбиды железа и хрома. Кроме того, отрицательное воздействие молибдена в состоянии твердого раствора на теплопроводность инструментальной стали значительно меньше по сравнению с хромом в состоянии твердого раствора. По этим причинам молибден принадлежит к тем карбидообразователям, которые пригодны для большого количества видов применения. Для видов применения, требующих высокой вязкости, более преимущественным выбором являются, однако другие карбидообразователи с более малыми вторичными карбидами, как например, ванадий (колонии величиной примерно 1-15 нм против колоний величиной до 200 нм у молибдена).
Молибден в многочисленных видах применения может быть заменен вольфрамом. Химическое сродство вольфрама с углеродом несколько меньше, а теплопроводность карбида вольфрама значительно больше.
В следующей особенно преимущественной форме выполнения заключается возможность, что содержание молибдена Мо, вольфрама W и ванадия V составляет в сумме 2-10 весовых процентов. Содержание в сумме этих трех элементов при этом зависит, в частности, от желаемого количества карбида, то есть, от соответствующих требований по применению.
Примеси в инструментальной стали в частности, в инструментальной стали для горячих видов обработки, могут содержать один элемент или несколько элементов - медь Cu, фосфор Р, висмут Bi, кальций Са, мышьяк As, олово Sn или свинец Pb с содержанием максимально 1 весовой процент по отдельности или в сумме. В частности, медь Cu является наряду с кобальтом Со, никелем Ni, кремнием Si и марганцем Mn другим пригодным элементом для упрочнения твердого раствора, так что, по меньшей мере, малая часть меди Cu в случае необходимости может быть преимущественной в легировании. Наряду с серой S, которая опционально может быть в наличии с содержанием максимально 1 весовой процент, также элементы кальций Са, висмут Bi или мышьяк As упрощают обрабатываемость инструментальной стали.
Равной по значению является механическая устойчивость инструментальной стали при высоких температурах карбидов, образуемых легированием. В этой взаимосвязи, например, как карбиды молибдена Мо, так и карбиды вольфрама W применительно к механическим характеристикам устойчивости и прочности являются более преимущественными, чем карбиды хрома и карбиды железа. Обеднение хромом совместно со снижением содержания углерода в матричной основе ведет к улучшенной теплопроводности, особенно если это происходит благодаря карбидам вольфрама и/или карбидам молибдена.
Способы, которыми получают представленные здесь инструментальные стали (в частности, инструментальные стали для горячих видов обработки), также играют важную роль для их теплофизических и механических характеристик. Посредством целенаправленного выбора способа получения, таким образом, механические и/или теплофизические характеристики инструментальной стали могут быть целенаправленно варьированы и благодаря этому приспособлены к соответствующей цели применения.
Инструментальные стали, описанные в настоящем изобретении, могут быть получены, например, посредством порошковой металлургии (горячее изостатическое прессование). Также существует, например, возможность получать соответствующую изобретению инструментальную сталь посредством индукционной вакуумной плавки или посредством печной плавки. Соответственно выбранный способ получения может оказывать влияние на результирующую величину карбидов, которые со своей стороны - как уже представлено выше - могут иметь воздействие на теплопроводность и механические характеристики инструментальной стали.
Инструментальная сталь, к тому же, также может быть улучшена посредством известных способов улучшения, как например, посредством VAR-способа (VAR = Vacuum Arc Remelting; вакуумный электродуговой переплав), AOD-способа (AOD = Argon Oxygen Decarburation; аргонно-кислородное обезуглероживание) или так называемыми ESR-способами (ESR: англ. Electro Slag Remelting - электрошлаковый переплав).
Точно также, согласно данному изобретению, инструментальная сталь может быть получена, например, посредством литья в песчаные формы или точным литьем. Она может быть получена посредством горячего прессования или другим способом порошковой металлургии (спеканием, холодным прессованием, изостатическим прессованием) и при всех этих способах получения с применением или без применения термомеханических процессов (ковки, прокатки, прессования выдавливанием). Также могут быть применены мало соответствующие традициям способы получения, как например, тиксолитье (англ.: thixo-casting), плазменное или лазерное нанесение покрытия, а также локальное спекание. Для того чтобы из инструментальной стали также получить изделия с составом, изменяющимся внутри объема, преимущественно может быть применено спекание порошковых смесей.
Сталь, согласно данному изобретению, может быть применена и в качестве сварочного присадочного материала (например, в форме порошка для лазерной сварки, в качестве стержня или профиля для сварки металлов в среде инертного газа (MIG-сварки), сварки металлов в среде активного газа (MAG-сварки), сварки вольфрамовым электродом в среде инертного газа (WIG-сварки) или для сварки электродами с покрытием).
Предлагается применение инструментальной стали, в частности, инструментальной стали для горячих видов обработки, в качестве технологического материала для получения изделия из инструментальной стали для горячих видов обработки, в частности, технологического инструмента для горячих видов обработки, имеющего теплопроводность при комнатной температуре на уровне более чем 42 Вт/м·К, предпочтительно, теплопроводность на уровне более чем 48 Вт/м·К, в частности, теплопроводность на уровне более чем 55 Вт/м·К.
Изделие из стали состоит, по меньшей мере, частично из инструментальной стали, в частности, из инструментальной стали для горячих видов обработки.
В преимущественной форме выполнения существует возможность, что изделие из стали имеет теплопроводность, по существу, постоянную по всего его объему. В частности, изделие из стали в этой форме выполнения может полностью состоять из инструментальной стали, в частности, из инструментальной стали для горячих видов обработки. В особенно преимущественной форме выполнения может быть предусмотрено, что изделие из стали имеет теплопроводность, изменяющуюся, по меньшей мере, участками.
Согласно особенно преимущественной форме выполнения, изделие из стали при комнатной температуре может иметь, по меньшей мере, участками теплопроводность на уровне более чем 42 Вт/м·К, предпочтительно, теплопроводность на уровне более чем 48 Вт/м·К, в частности, теплопроводность на уровне более чем 55 Вт/м·К. Изделие из стали при комнатной температуре и по всему своему объему может иметь теплопроводность на уровне более чем 42 Вт/м·К, предпочтительно, теплопроводность на уровне более чем 48 Вт/м·К, в частности, теплопроводность на уровне более чем 55 Вт/м·К.
Изделие из стали, в преимущественных формах выполнения, может быть, например, формообразующим технологическим инструментом в процессах пластического деформирования металлов давлением, пластического деформирования металлов обжатием или пластического деформирования металлов гибкой, предпочтительно в процессах свободной ковки, процессах горячей объемной штамповки, процессах тиксоштамповки, процессах прессования выдавливанием, процессах профильного прессования, процессах гибки в штампах, процессах профилирования валками или процессах прокатки листового металла, сортового металла или бесслитковой прокатки.
Изделие из стали, в других преимущественных формах выполнения, может быть формообразующим технологическим инструментом в процессах пластического деформирования металлов вытяжкой и пластического деформирования металлов протяжкой, предпочтительно, в процессах закалки под прессом, процессах закалки в штампах, процессах глубокой вытяжки, процессах обтяжки и процессах отбортовки.
В следующих предпочтительных формах выполнения, изделие из стали может быть, например, формообразующим технологическим инструментом в процессах предварительного пластического деформирования металлических исходных технологических материалов, предпочтительно, в процессах литья под давлением, процессах вакуумного литья под давлением, процессах тиксолитья, процессах бесслитковой прокатки, процессах спекания и горячих изостатических процессах прессования.
Изделие из стали является формообразующим технологическим инструментом в процессах предварительного формообразования полимерных исходных технологических материалов, предпочтительно в процессах литья под давлением, процессах экструзии и процессах экструзионного выдувания или является формообразующим технологическим инструментом в процессах предварительного формообразования керамических технологических материалов, предпочтительно, в процессах спекания.
Изделие из стали, в следующей предпочтительной форме выполнения, может быть конструктивным элементом машин и установок выработки энергии и преобразования энергии, предпочтительно, силовых машин внутреннего сгорания, реакторов, теплообменников и генераторов.
Изделие из стали является конструктивным элементом для машин и установок химических технологий, предпочтительно для химических реакторов.
Сущность изобретения поясняется ниже чертежами, на которых показано:
фиг.1 - схематичное, сильно упрощенное контурное изображение структуры карбидов в микроструктурном поперечном сечении типовой инструментальной стали;
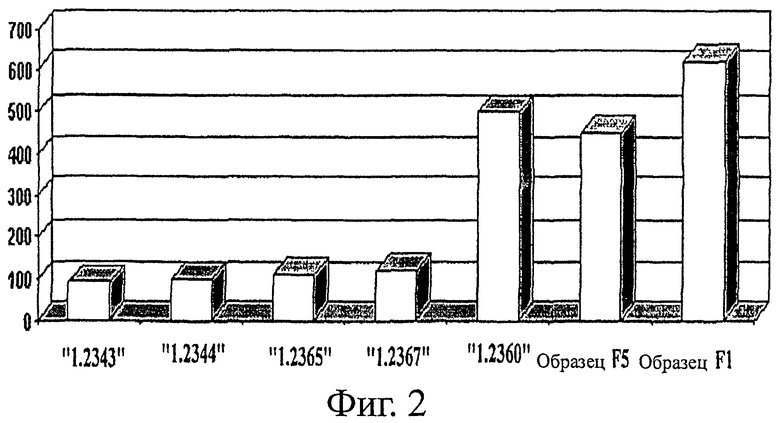
фиг.2 - стойкость к истиранию двух образцов (F1 и F5) инструментальной стали для горячих видов обработки согласно настоящему изобретению в сравнении с традиционными инструментальными сталями;
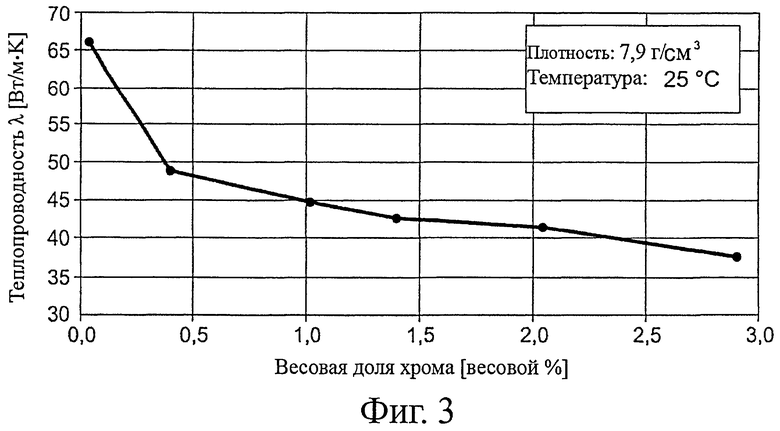
фиг.3 - зависимость теплопроводности от содержания хрома в соответствующих изобретению инструментальных сталях (инструментальных сталях для горячих видов обработки), пригодных для применения в процессах горячего формообразования;
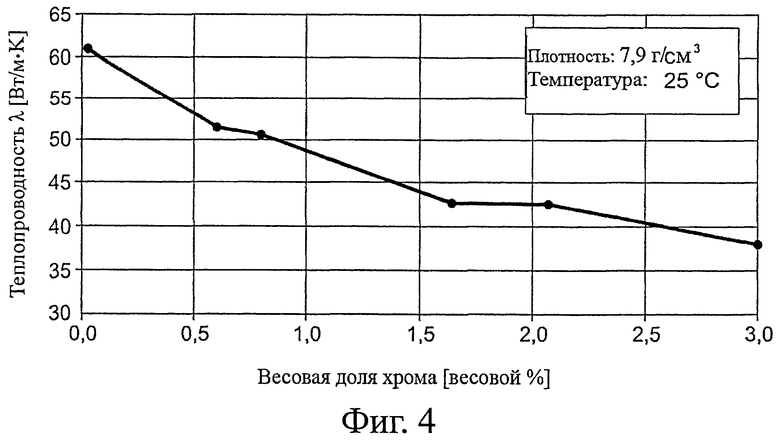
фиг.4 - зависимость теплопроводности от содержания хрома для другого сортамента инструментальных сталей согласно настоящему изобретению;
фиг.5 - отображение теплоотвода в предварительно нагретой обрабатываемой детали, достигнутого благодаря теплопередаче в двустороннем контакте с двумя пластинами инструментальной стали.
Далее подробно пояснены пять примеров инструментальных сталей (инструментальных сталей для горячих видов обработки), пригодных для различных целей применения.
Пример 1
Оказалось, что для получения технологических инструментов (изделий из инструментальной стали для горячих видов обработки), которые применяются для горячего пластического деформирования («Hotstamping» - горячей штамповки) тонких стальных листов, особенно преимущественно применение инструментальной стали для горячих видов обработки со следующим составом:
0,32-0,5 весового процента - углерод С;
менее чем 1 весовой процент - хром Cr;
0-4 весовых процента - ванадий V;
0-10 весовых процентов, в частности, 3-7 весовых процентов - молибден Мо;
0-15 весовых процентов, в частности, 2-8 весовых процентов - вольфрам W;
причем содержание молибдена Мо и вольфрама W составляет в сумме 5-15 весовых процентов.
Кроме того, инструментальная сталь для горячих видов обработки содержит неизбежные примеси и в качестве основного компонента - железо. Опционально инструментальная сталь для горячих видов обработки может содержать сильные карбидообразователи, как например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием до 3 весовых процентов по одному или в сумме. При этом применении стойкость к истиранию технологического инструмента, полученного из инструментальной стали для горячих видов обработки, играет особенно важную роль. Объем образованного карбида поэтому должен был быть возможно большим.
Пример 2
Литье алюминия под давлением в настоящее время является очень важным рынком, в котором характеристики инструментальных сталей для горячих видов обработки, применяемых для получения технологического инструмента, играют важную роль для конкурентоспособности. Механические характеристики при высоких температурах инструментальной стали для горячих видов обработки, применяемой для получения технологического инструмента для литья под давлением, при этом имеют особое значение. В таком случае повышенная теплопроводность является особенно важной, так как возможно не только уменьшение времени технологического цикла, но и снижается температура наружной поверхности технологического инструмента и перепад температур в технологическом инструменте. Положительные воздействия на стойкость технологического инструмента при этом значительные по масштабу. При видах применения для литья под давлением, в частности, применительно к литью алюминия под давлением, особенно преимущественным является применение в качестве технологического материала для получения соответствующего технологического инструмента инструментальной стали для горячих видов обработки со следующим составом:
0,3-0,42 весового процента - углерод С;
менее чем 2 весовых процента, в частности, менее чем 1 весовой процент - хром Cr;
0-6 весовых процентов, в частности, 2,5-4,5 весовых процента - молибден Мо;
0-6 весовых процентов, в частности, 1-2,5 весовых процента - вольфрам W;
причем содержание молибдена Мо и вольфрама W составляет в сумме 3,2-5,5 весовых процента;
0-1,5 весовых процента, в частности, 0-1 весовой процент - ванадий V.
Кроме того, инструментальная сталь для горячих видов обработки содержит железо (в качестве основного компонента) и неизбежные примеси. Опционально инструментальная сталь для горячей обработки может содержать сильные карбидообразователи, как например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием до 3 весовых процентов по одному или в сумме.
При видах применения для литья алюминия под давлением, карбид железа Fe3C должен был по возможности не быть в наличии. Хром Cr и ванадий V с добавками молибдена Мо и вольфрама W при этом являются предпочтительными элементами для того, чтобы заменить карбид железа Fe3C. Предпочтительно все же и хром Cr также заменяется молибденом Мо и/или вольфрамом W. Для того чтобы при некоторых видах применения заменить ванадий V предпочтительно полностью или даже, по меньшей мере, частично, применяют также вольфрам W и/или молибден Мо. Альтернативно могут быть применены даже и сильные карбидообразователи, как, например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb или тантал Та. Выбор карбидообразователей и их долей зависит опять же от конкретного вида применения и от требований применительно к теплофизическим и/или механическим-характеристикам технологического инструмента, получаемого из инструментальной стали для горячих видов обработки.
Пример 3
При литье под давлением сплавов со сравнительно высокой точкой плавления для получения соответствующего технологического инструмента преимущественным является применение инструментальной стали для горячих видов обработки со следующим составом:
0,25-0,4 весового процента - углерод С;
менее чем 2 весовых процента, в частности, менее чем 1 весовой процент - хром Cr;
0-5 весовых процентов, в частности, 2,5-4,5 весовых процента - молибден Мо;
0-5 весовых процентов, в частности, 0-3 весовых процента - вольфрам W;
причем содержание молибдена Мо и вольфрама W составляет в сумме 3-5,2 весового процента;
0-1 весовой процент, в частности, 0-0,6 весового процента - ванадий V.
Кроме того, инструментальная сталь для горячих видов обработки содержит неизбежные примеси, а также в качестве основного компонента - железо. Опционально инструментальная сталь для горячей обработки может иметь сильные карбидообразователи, как, например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием до 3 весовых процентов по одному или в сумме. Большая вязкость инструментальной стали для горячих видов обработки необходима при этом виде применения, так что первичные карбиды должны были полностью быть подавленными и, следовательно, преимущественными являются стабильные карбидообразователи.
Пример 4
При литье пластмасс под давлением, а также при литье под давлением сплавов с относительно невысокой точкой плавления особенно преимущественным для получения соответствующего технологического инструмента является применение инструментальной стали для горячих видов обработки со следующим составом:
0,4-0,55 весового процента - углерод С;
менее чем 2 весовых процента, в частности, менее чем 1 весовой процент - хром Cr;
0-4 весовых процента, в частности, 0,5-2 весовых процента - молибден Мо;
0-4 весовых процента, в частности, 0-1,5 весовых процента - вольфрам W;
причем содержание молибдена Мо и вольфрама W составляет в сумме 2-4 весовых процента;
0-1,5 весовых процента - ванадий V.
Кроме того, инструментальная сталь для горячих видов обработки содержит железо в качестве основного компонента, а также неизбежные примеси. Опционально инструментальная сталь для горячих видов обработки может иметь сильные карбидообразователи, как, например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием до 3 весовых процентов по одному или в сумме. При таких областях применения доля ванадия должна была быть удержана по возможности малой. Предпочтительно содержание ванадия в инструментальной стали для горячих видов обработки должно составлять менее чем 1 весовой процент, и, в частности, менее чем 0,5 весового процента, а в особенно предпочтительной форме выполнения - менее чем 0,25 весового процента.
При литье пластмасс под давлением требования применительно к механическим характеристикам технологических инструментов являются относительно низкими. Механическая прочность - примерно 1500 МПа, как правило, является достаточной. Более высокая теплопроводность делает возможным, однако, сокращение времен технологических циклов при изготовлении деталей, получаемых литьем пластмассы под давлением, так что могут быть уменьшены расходы на изготовление пластмассовых деталей, получаемых литьем под давлением.
Пример 5
При горячей штамповке особенно предпочтительно применять для получения соответствующего технологического инструмента инструментальную сталь для горячих видов обработки, имеющую следующий состав:
0,4-0,55 весового процента - углерод С;
менее чем 1 весовой процент - хром Cr;
0-10 весовых процентов, в частности, 3-5 весовых процентов - молибден Мо;
0-7 весовых процентов, в частности, 2-4 весовых процента - вольфрам W;
причем содержание молибдена Мо и вольфрама W составляет в сумме 6-10 весовых процентов;
0-3 весовых процента, в частности, 0,7-1,5 весовых процента - ванадий V.
Кроме того, инструментальная сталь для горячих видов обработки содержит железо в качестве основного компонента, а также неизбежные примеси. Опционально инструментальная сталь для горячей обработки может иметь сильные карбидообразователи, как, например, титан Ti, цирконий Zr, гафний Hf, ниобий Nb, тантал Та с содержанием до 3 весовых процентов по одному или в сумме.
Преимущественно инструментальная сталь для горячих видов обработки в этом примере может содержать элементы для упрочнения твердого раствора, в частности, кобальт Со и даже никель Ni, кремний Si, медь Cu и марганец Mn. В частности, оказывается в качестве преимущественного содержание кобальта Со до 6 весовых процентов для того, чтобы улучшить прочность технологического инструмента при высокой температуре.
С помощью описанных здесь в качестве примера инструментальных сталей для горячих видов обработки, пригодных для множества различных видов применения, может быть получена теплопроводность, которая примерно в два раза больше, чем теплопроводность известных инструментальных сталей для горячих видов обработки.
В таблице 1 показаны некоторые теплофизические параметры и параметры упругости пяти показательных образцов (образец 1 - образец 5) инструментальной стали для горячих видов обработки согласно настоящему изобретению в сравнении с традиционными инструментальными сталями. Обнаруживают, например, что инструментальные стали для горячих видов обработки имеют более высокую плотность, чем известные инструментальные стали. Кроме того, результаты показывают, что теплопроводность образцов соответствующей изобретению инструментальной стали для горячих видов обработки по сравнению с традиционными инструментальными сталями резко увеличена.
В таблице 2 сведены механические характеристики двух образцов инструментальной стали для горячих видов обработки (образцы F1 и F5) согласно настоящему изобретению в сравнении с традиционными инструментальными сталями.
На фиг.2 представлена стойкость к истиранию двух образцов (F1 и F5) инструментальной стали для горячих видов обработки в сравнении с традиционными инструментальными сталями. Стойкость к истиранию определялась при этом с помощью штифта, который был получен из соответствующей стали, и шайбы из листовой стали USIBOR-1500P. Образец «1.2344» являлся при этом эталонным образцом (стойкость к истиранию - 100%). Материал со стойкостью к истиранию в 200% имеет, таким образом, удвоенную по сравнению с эталонным образцом стойкость к истиранию и подвергается поэтому только половине потери веса во время осуществления метода испытания на истирание. Обнаруживают, что образцы соответствующей изобретению инструментальной стали для горячих видов обработки в сравнении с большинством известных сталей имеют очень высокую стойкость к истиранию.
Ниже подробно пояснены предпочтительные примеры инструментальных сталей, в частности, инструментальных сталей для горячих видов обработки, согласно настоящему изобретению, и их характеристики.
Теплопроводность и температуропроводность являются важнейшими теплофизическими параметрами материала для описания характеристики теплопередачи технологического материала или конструктивного элемента. Для точного измерения температуропроводности реализовалась так называемая «лазерная импульсная» технология «Laser Flach Technik» (LFA) в качестве быстрого, многостороннего и точного совершенного метода. Соответствующие программы испытаний зафиксированы в надлежащих стандартах DIN 30905 и DIN EN 821. Для представленных измерений применено оборудование LFA 457 Microflach® фирмы NETZSCH-Gerätebau GmbH, Wittelbacherstrasse 42, 95100 Selb/Bayern (Германия).
Из измеренных температуропроводностей «а» и удельной теплоемкости «cp», а также плотности «ρ», определенной отдельно по образцам, потом очень просто может быть определена теплопроводность «λ» на основании расчетного равенства:
λ=ρ·cp·а.
На фиг.3 представлена определенная по этому методу зависимость теплопроводности от весовой доли хрома для сортамента инструментальных сталей с химическим составом, обозначенным в таблице 3 как FC или FC+xCr. При этом состав различается, прежде всего, по весовой процентной доле легирующего элемента хрома.
Эти стали, благодаря сравнительной большой доле по объему первичных карбидов, посредством возможного согласно настоящему изобретению устанавливания желаемых характеристик теплопроводимости, более того, дополнительно имеют высокое сопротивление абразивному и адгезивному износу, и, следовательно, пригодны для больших механических нагрузок, какие типичным образом встречаются при процессах горячего формообразования.
На фиг.4 представлена определенная по вышеописанному методу зависимость теплопроводности от весовой доли хрома для сортамента инструментальных сталей с химическим составом, обозначенным в таблице 4 как FM или FM+xCr. При этом составы различаются, прежде всего, по весовой процентной доле легирующего элемента хрома. Эти инструментальные стали пригодны, в частности, для применения в процессах литья под давлением, так как они отличаются сравнительной малой долей первичных карбидов.
В таблице 5 сведен химический состав F соответствующей изобретению инструментальной стали для сравнительного исследования поведения в процессе.
В близких к процессу условиях, как они преобладают, в частности, при горячем пластическом деформировании тонких стальных листов, с инструментальной сталью, имеющей химический состав, обозначенный как F в таблице 5, по сравнению с традиционной инструментальной сталью с маркировкой 1.2344 согласно DIN 17350 EN ISO 4957, посредством пирометрического измерения температуры мог быть обнаружен ускоренный отвод тепла, запасенного в обрабатываемой детали при предварительном нагреве. Результаты пирометрических измерений температуры сведены на фиг.5.
Если принимают во внимание обычные в этих процессах температуры технологического инструмента - примерно 200°С, то посредством примененной здесь соответствующей изобретению инструментальной стали может быть достигнуто сокращение продолжительности остывания примерно на 50%.
Наряду с изобретательским аспектом базового регулирования теплопроводности посредством надлежащего подбора химического состава, настоящее изобретение охватывает также аспект ее точного регулирования посредством определенной термической обработки.
В таблице 6 представлено, например, влияние различных условий термической обработки для вариантов легирования F с химическим составом, сведенным в таблице 5, а также для вариантов легирования FC с химическим составом, сведенным в таблице 3, на результирующую теплопроводность.
Основанием для устанавливающейся различно в зависимости от термической обработки теплопроводности является объемная доля карбидов, изменяющаяся таким образом, и их измененное распределение и морфология.
Ранее уже указывалось на то, что применительно к повышению теплопроводности в химическом составе соответствующего изобретению легирования весовая доля углерода, включая эквивалентные углероду компоненты - азот N и бор В (эквивалент по углероду xCeq=хС+0,86·xN+1,2·хВ, причем обозначают: хС - весовую процентную долю углерода С, xN - весовую процентную долю N и хВ - весовую процентную долю бора В), должна быть установлена так, что по возможности меньше углерода остается в растворе в матричной основе. То же самое относится к весовой процентной доле молибдена хМо (% Мо) и вольфрама xW (% W); и они должны по возможности не оставаться в растворенной форме в матричной основе, а скорее способствовать карбидообразованию. Это относится в аналогичной форме и ко всем другим элементам; и они должны способствовать карбидообразованию и поэтому не оставаться растворенными в матричной основе, а скорее служить для того, чтобы связывать углерод и в данном случае повышать стойкость к износу при механических нагрузках.
Полученные ранее выражения позволяют - даже и с некоторыми ограничениями - в общем уравнении описания переходить в форму равенства для содержания компонентов в сплаве (параметр НС инструментальной стали), рассчитанном из соотношения:
НС=xCeq-АС·[хМо/(3·АМо)+xW/(3·AW)+(xV-0,4)/AV].
В этом равенстве обозначают:
xCeq - весовая процентная доля эквивалента углерода (как определено выше);
хМо - весовая процентная доля молибдена;
xW - весовая процентная доля вольфрама;
xV - весовая процентная доля ванадия;
AC - атомная масса углерода (12,0107 единиц удельной атомной массы);
АМо - атомная масса молибдена (95,94 единиц удельной атомной массы);
AW - атомная масса вольфрама (183,84 единиц удельной атомной массы);
AV - атомная масса ванадия (50,9415 единиц удельной атомной массы).
Значение НС должно было лежать преимущественно между 0,03 и 0,165. Значение НС может лежать также между 0,05 и 0,158, в частности, между 0,09 и 0,15.
Коэффициент «3» появляется в вышеприведенном равенстве для случая, что карбиды типа М3С или M3Fe3C ожидаются в микроструктуре соответствующей изобретению инструментальной стали; М при этом стоит для любого металлического элемента. Коэффициент «0,4» появляется на основании факта, что желаемая весовая процентная доля ванадия (V) при получении сплава чаще всего добавляется в химическое соединение в форме карбидов и, таким образом, существует так же, как металлокарбид МС еще до этой доли.
Другие области применения инструментальных сталей (инструментальных сталей для горячих видов обработки) согласно настоящему изобретению
Относительно другого применения преимущественных примеров выполнения соответствующих изобретению инструментальных сталей (инструментальных сталей для горячих видов обработки) принципиально допустимы такие области применения, у которых высокая теплопроводность или определенным образом установленный профиль варьирующихся теплопроводностей оказывает положительное воздействие на условия применения применяемого технологического инструмента и на характеристики полученных вместе с этим продуктов.
С помощью данного изобретения может быть получена сталь с точно определенной теплопроводностью. Даже существует возможность посредством изменения химического состава получать изделие из стали, состоящее, по меньшей мере, частично из одной из инструментальных сталей (инструментальных сталей для горячих видов обработки) с изменяющейся по объему теплопроводностью. При этом может быть применен любой способ, делающий возможным изменение химического состава внутри изделия из стали, как, например, спекание порошковых смесей, локальное спекание или локальное оплавление или так называемые способы «Rapid-Tooling» (технология ускоренного получения технологической оснастки) соответственно способы «Rapid-Prototyping» (технология ускоренного получения прототипов и опытных образцов) или комбинация способов «Rapid-Tooling» и способов «Rapid-Prototyping».
Наряду с уже упомянутыми видами применения в области горячего формообразования тонких стальных листов (закалка под прессом, закалка в штампах) и литья легких металлов и сплавов под давлением являются, в основном, процессы литья металлов под давлением, связанные с технологическим инструментом и формами, литье пластмасс под давлением и процессы формообразования массива, в частности, горячего формообразования массива (например, ковка, штамповка, прессование выдавливанием, прессование профилей, прокатка), представляющие предпочтительные области применения для соответствующих изобретению инструментальных сталей для горячих видов обработки.
Со стороны продукта, представленные здесь стали представляют собой идеальные предпосылки для их применения для изготовления гильз цилиндра для двигателей внутреннего сгорания, для металлорежущих инструментов или тормозных дисков.
В таблице 7 приведены другие, сверх уже приведенных в таблицах 3 и 4 вариантов легирования, примеры выполнения соответствующих изобретению инструментальных сталей (инструментальных сталей для горячих видов обработки).
Предпочтительными видами применения вариантов легирования, сведенных в таблице 7, являются:
FA: литье алюминия под давлением;
FZ: пластическое деформирование медных сплавов и сплавов на основе меди (включая латунь);
FW: литье под давлением медных сплавов и сплавов на основе меди (включая латунь), а также сплавов металлов с более высокой температурой плавления;
FV: пластическое деформирование медных сплавов и сплавов на основе меди (включая латунь);
FAW: литье под давлением медных сплавов и сплавов на основе меди (включая латунь), а также сплавов металлов с более высокой температурой плавления;
FA Mod1: литье под давлением большеразмерных конструктивных элементов из меди и медных сплавов (включая латунь) и алюминия;
FA Mod2: пластическое деформирование алюминия;
FC Mod1: горячее формообразование тонких стальных листов (закалка под прессом, закалка в штампе) с высоким сопротивлением износу;
FC Mod2: горячее формообразование тонких стальных листов (закалка под прессом, закалка в штампе) с высоким сопротивлением износу.
ность [Вт/м·К]
ности [мм2/сек]
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ | 2012 |
|
RU2575527C2 |
| СТАЛЬ С ВЫСОКОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ И ИЗНОСОСТОЙКОСТЬЮ | 2005 |
|
RU2369659C2 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ | 2016 |
|
RU2728149C2 |
| НИЗКОУГЛЕРОДИСТАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 2011 |
|
RU2477333C1 |
| ИЗДЕЛИЕ ИЗ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ ХОЛОДНЫХ РАБОТ | 2004 |
|
RU2270879C2 |
| Инструментальная сталь для холодной обработки | 2015 |
|
RU2691327C2 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ, СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТАКОЙ СТАЛИ И ГОТОВЫЕ ДЕТАЛИ | 2002 |
|
RU2279494C2 |
| Инструментальная сталь для холодной обработки | 2015 |
|
RU2695692C2 |
| Коррозионностойкая инструментальная сталь | 1987 |
|
SU1435653A1 |
| ТЕПЛОСТОЙКАЯ СТАЛЬ | 2007 |
|
RU2430186C2 |

Изобретение относится к инструментальной стали, в частности инструментальной стали для горячих видов обработки. Сталь имеет следующий состав: 0,26-0,55 вес.% углерода или 0,25-1 вес.% в сумме углерода, азота и бора, <2 вес.% хрома; до 10 вес.% молибдена; до 15 вес.% вольфрама; причем содержание вольфрама и молибдена составляет в сумме 1,8-15 вес.%; карбидообразующие элементы - титан, цирконий, гафний, ниобий, тантал при содержании от 0 до 3 вес.% раздельно или в сумме; 0-4 вес.% ванадия; 0-6 вес.% кобальта; 0-1,6 вес.% кремния; 0-2 вес.% марганца; 0-2,99 вес.% никеля; 0-1 вес.% серы; остальное - железо и неизбежные примеси, при этом сталь обладает теплопроводностью при комнатной температуре свыше 42 Вт/м·К. Инструментальная сталь для горячих видов обработки имеет в сравнении с известными инструментальными сталями существенно большую теплопроводность. 4 н. и 9 з.п. ф-лы, 5 пр., 5 ил., 7 табл.
1. Способ повышения теплопроводности инструментальной стали для изготовления изделий для горячей обработки, при котором во время выплавки задают металлургическую внутреннюю структуру стали, имеющей следующий состав:
0,26-0,55 вес.% С или 0,25-1 вес.% С, N и В в сумме;
<2 вес.% Cr;
до 10 вес.% Мо;
до 15 вес.% W, причем суммарное содержание W и Мо составляет 1,8-15 вес.%;
карбидообразующие элементы Ti, Zr, Hf, Nb, Та при содержании от 0 до 3 вес.%, взятые раздельно или в сумме, который включает следующие последовательные технологические операции: этап образования карбидов во внутренней структуре стали с высокой плотностью проводящих электронов, в частности, тугоплавких карбидов с высоким содержанием металла для создания высокой плотности электронов и фононов в карбидных компонентах стали и/или создание такого дефекта в кристаллической структуре карбидов и расположенной вокруг них матрице за счет получения нерастворенного в структуре карбидов хрома, препятствующего поступлению углерода в окружающую карбиды матрицу, при котором средняя длина свободного пробега потока фононов и электронов обеспечивает получение теплопроводности стали при комнатной температуре свыше 42 Вт/м·К, предпочтительно свыше 48 Вт/м·К, в частности свыше 55 Вт/м·К.
2. Инструментальная сталь для изготовления изделий для горячей обработки, содержащая следующий состав:
0,26-0,55 вес.% С или 0,25-1 вес.% С, N и В в сумме;
<2 вес.% Cr;
до 10 вес.% Мо;
до 15 вес.% W, причем суммарное содержание W и Мо составляет 1,8-15 вес.%;
карбидообразующие элементы Ti, Zr, Hf, Nb, Та при содержании от 0 до 3 вес.%, взятые раздельно или в сумме;
0-4 вес.% V;
0-6 вес.% Со;
О-1,6 вес.% Si;
0-2 вес.% Mn;
0-2,99 вес.% Ni;
0-1 вес.% S;
остальное - железо и неизбежные примеси, причем инструментальная сталь обладает теплопроводностью при комнатной температуре свыше 42 Вт/м·К, предпочтительно свыше 48 Вт/м·К, в частности свыше 55 Вт/м·К.
3. Инструментальная сталь по п.2, отличающаяся тем, что она содержит менее чем 1 вес.% Cr, предпочтительно менее 0,5 вес.% Cr, в частности менее 0,1 вес.% Cr.
4. Инструментальная сталь по п.2, отличающаяся тем, что содержание молибдена в инструментальной стали составляет более 1 вес.%, предпочтительно более 1,5 вес.%, в частности более или равно 2 вес.%.
5. Инструментальная сталь по п.2, отличающаяся тем, что примеси содержат один или несколько из элементов Cu, Р, Bi, Ca, As, Sn, Pb при содержании не более 1 вес.%, взятых раздельно или в сумме.
6. Инструментальная сталь по п.2, отличающаяся тем, что содержание компонентов в сплаве, рассчитанное из соотношения xCeq-AC-[xMo/(3·AMo)+xW/(3·AW)+(xV-0,4)/AV] составляет 0,03-0,165, предпочтительно 0,05-0,158, в частности, 0,09-0,15, при этом xCeq - доля эквивалента углерода в вес.%, хМо - доля молибдена в вес.%, xW - доля вольфрама в вес.%, xV - доля ванадия в вес.%, AC - атомная масса углерода, АМо - атомная масса молибдена, AW - атомная масса вольфрама, AV - атомная масса ванадия.
7. Применение инструментальной стали по любому из пп.2-6 для изготовления инструмента для горячей обработки.
8. Изделие для горячей обработки, выполненное из стали, в котором, по меньшей мере, часть изделия выполнена из инструментальной стали по любому из пп.2-6.
9. Изделие из стали по п.8, отличающееся тем, что оно обладает, по существу, постоянной теплопроводностью по всему своему объему.
10. Изделие из стали по п.8, отличающееся тем, что оно обладает теплопроводностью меняющейся, по меньшей мере, на отдельных участках.
11. Изделие из стали по любому из пп.8-10, отличающееся тем, что оно выполнено в виде формообразующего инструмента для процессов обработки давлением, пластического формоизменения с преобладанием касательных напряжений или гибки металлов, предпочтительно для процессов свободной ковки, объемной штамповки, тиксоштамповки, штамповки выдавливанием, экструзии, гибки в штампе, валкового профилирования или плющения, сортовой прокатки и совмещенных литья и прокатки, или в виде формообразующего инструмента для процессов пластического формоизменения с преобладанием сжимающих и растягивающих напряжений или пластического формоизменения с преобладанием растягивающих напряжений в металлах, предпочтительно, для процессов закалки под прессом, профильной закалки, глубокой вытяжки, обтяжной вытяжки и отбортовки отверстий.
12. Изделие из стали по любому из пп.8-10, отличающееся тем, что оно выполнено в виде формообразующего инструмента для процессов первичного формообразования металлических исходных материалов, предпочтительно, для процессов литья под давлением, литья под давлением в вакууме, тиксоразливки, совмещенных непрерывного литья и прокатки, спекания и горячего изостатического прессования, или в виде формообразующего инструмента для процессов первичного формообразования полимерных исходных материалов, предпочтительно, для процессов литья под давлением, экструдирования и экструзионно-раздувного формования, или в виде формообразующего инструмента для процессов первичного формоизменения керамических исходных материалов, предпочтительно, для процессов спекания.
13. Изделие из стали по любому из пп.8-10, отличающееся тем, что оно выполнено в виде конструктивной детали машин и установок для производства энергии и ее преобразования, предпочтительно тепловых двигателей, реакторов, теплообменников и генераторов или в виде конструктивной детали машин и установок для химической технологии, предпочтительно, для химических реакторов.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство задержки | 1985 |
|
SU1275745A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| ГОЛЬДШТЕЙН М.И | |||
| и др | |||
| Специальные стали | |||
| - М.: Машиностроение, 1985, с.390-391. | |||

