Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления емкостей, позволяющему приваривать полужесткую пластмассовую деталь несколько вогнутой формы к концу полого пластмассового тела.
Настоящее изобретение, прежде всего, но не исключительно, предназначено для использования в области изготовления упаковок для негазированных питьевых жидкостей, таких как фруктовые соки, витаминизированные напитки, молоко, холодный чай и т.д.
Другой областью применения настоящего изобретения является изготовление гибких пластмассовых тюбиков для упаковки пастообразных и густых продуктов, таких как зубная паста, кремы для ухода за телом, аптечные мази, пищевые продукты (майонез, кетчуп, горчица) и т.д.
Третьей областью применения настоящего изобретения является изготовление картриджей для технических продуктов, таких как силикон или смолы, замазки и клеи.
Уровень техники
Производство емкостей, снабженных полужесткой деталью, прикрепленной к полому пластмассовому телу преимущественно цилиндрической формы, является технологией, часто встречающейся при изготовлении упаковок. Примером такого применения является производство гибких тюбиков, которые позволяют выдавливать продукт путем сжатия стенок. Такая емкость изготовляется путем прикрепления полужесткой головки к одному из концов полого цилиндрического тела, обычно называемого юбкой. В производстве гибких тюбиков встречаются юбки, изготовленные из одно- или многослойных листов, свернутых и сваренных в продольном направлении, а также юбки, получаемые путем выдавливания (или совместной экструзии, если речь идет о многослойных тюбиках) полых тел. Головка тюбика производится независимо литьевым формованием. Прикрепление головки производится с помощью оправки, фиксирующей юбку и головку. Имеется обширная литература, относящаяся к производству гибких тюбиков. Патентный документ DE 4216889 (Delavy & Keller) дает хороший обзор уровня техники.
Другая область применения этой технологии - производство гибких прямоугольных пакетов с полужесткой деталью на одном из концов. Пример такой упаковки приведен в патентном документе AU 293944 (Spiess & Sohn), где полужесткая головка приварена к гибкому листу, отформованному в виде цилиндрической трубки, что приводит к образованию мягких прямоугольных пакетов. В патентном документе ЕР 1362797 (Michalsky) представлена довольно похожая упаковка, в которой тело контейнера может быть снабжено полужесткими деталями с обоих концов.
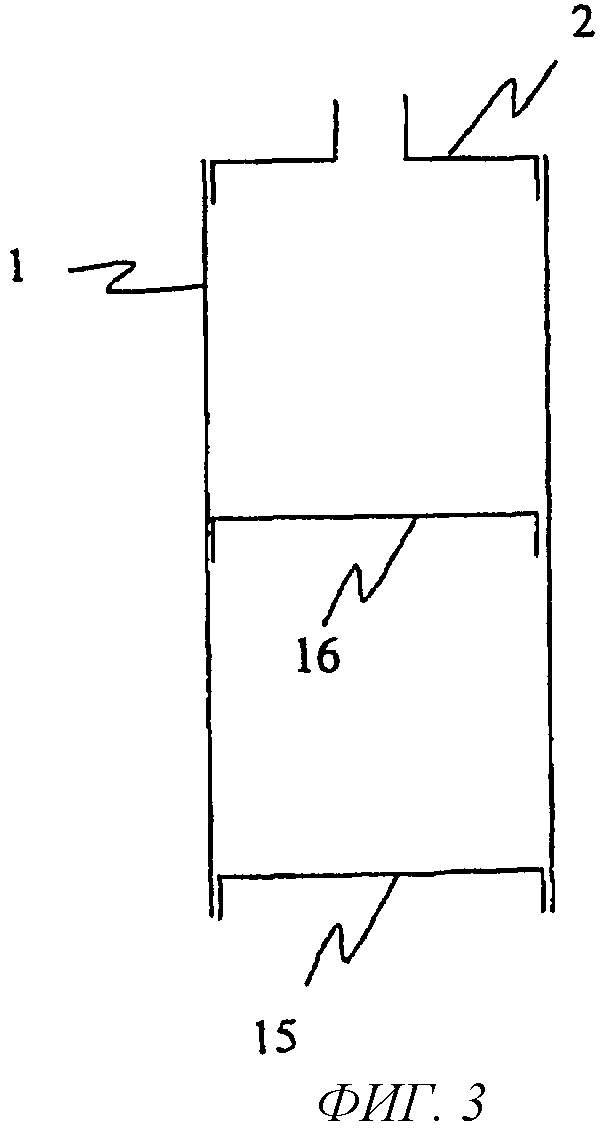
С технической точки зрения, чтобы изготовить такой объект, необходимо прикрепить полужесткую деталь к концу цилиндрического тела. Для обеспечения качественной сварки тюбика и прикрепленной детали в зоне сварки должны быть соблюдены следующие условия: она должна подвергаться температуре сварки пластмассы и одновременно должна находиться под определенным давлением в течение определенного времени. Существуют различные способы нагревания для сварки частей: нагревание горячим воздухом, индукционное нагревание, инфракрасное нагревание, нагревание трением или ультразвуком. Все эти способы требуют приложения силы, равномерно распределенной по периметру трубки на высоте привариваемой детали. Механические средства для приложения такой силы или давления по периметру трубки сложны, к тому же они препятствуют теплопередаче или ухудшают ее и оставляют следы плоскостей стыка на изделии. Обычно это делается с помощью внутренней оправки, которая оказывает радиальное давление, необходимое для скрепления. Использование таких оправок и таких методов сварки или изготовления хорошо известно в области производства гибких тюбиков (фиг.1, (2)). Очень похожим способом можно приварить деталь, чтобы создать дно тюбика (фиг.2, (15)). Однако гораздо сложнее прикрепить концевую деталь к трубке, у которой второй конец полностью или частично закрыт, потому что использование внутренней оправки становится невозможным. Такие примеры представлены на фиг.1 (прикрепление дна 15 к тюбику с деталью 2), на фиг.2 (прикрепление детали 2 к тюбику с дном 15) или на фиг.3 (прикрепление промежуточной детали 16 и дна 15 к тюбику с деталью 2).
Раскрытие изобретения
Задачей настоящего изобретения является предложение способа изготовления гибких емкостей, позволяющего прикреплять пластмассовую деталь несколько вогнутой формы к концу полого пластмассового тела без использования оправки внутри полого тела. Способ в соответствии с изобретением позволяет легко приложить необходимое для сварки давление без использования внутренней оправки.
Таким образом, настоящее изобретение делает возможным изготовление объектов, показанных на фиг.1, 2 и 3, тем самым разрешая проблемы, упомянутые выше.
В целях некоторого упрощения описание и примеры, приведенные ниже, будут сведены к привариванию головки и дна к тюбикам из слоистого материала, включающего тонкий алюминиевый лист. Этот алюминиевый лист, находящийся внутри слоистой структуры композита, придает упаковке превосходные барьерные свойства и в то же время позволяет использовать очень эффективную и элегантную технологию высокочастотного нагрева. Такие тюбики производятся из плоского многослойного листа или ленты, содержащей, по меньшей мере, один слой алюминия и сваренной в продольном направлении. Индукционное нагревание используется также для приваривания головки и дна. Отсутствие механических методов для создания опорной реакции и давления сварки делает применение технологии индукционной сварки особенно привлекательным, потому что высокочастотный индуктор может быть помещен очень близко к зоне сварки, так что не возникает проблемы экранирования механической детали.
Предлагаемый изобретением способ основан на том, что давление, необходимое для приваривания головки или полужесткого дна к юбке, достигается путем временной или постоянной деформации полужесткой детали. Управляемая деформация этой детали делает возможным увеличение ее диаметра, в результате чего деталь упирается в юбку, и сварочный инструмент размещается снаружи юбки. Таким образом, становится возможным создание равномерного давления на всей площади сваривания.
Согласно первому аспекту изобретения предложен способ изготовления пластмассовой емкости, включающий закрепление края плоской гибкой детали на внутренней поверхности полого тела, причем деталь имеет вогнутую поверхность и выпуклую поверхность. Способ отличается тем, что включает в себя следующие этапы:
- введение края детали в контакт с внутренней поверхностью полого тела;
- приложение толкающего или тянущего усилия к центральной части детали в направлении Z, перпендикулярном ее поверхности, для создания в детали радиальных сил, приводящих к сближению края детали и внутренней поверхности полого тела.
В предпочтительном варианте осуществления изобретения обеспечивают постоянное создание указанных радиальных сил.
В другом предпочтительном варианте осуществления изобретения обеспечивают временное создание указанных радиальных сил во время закрепления детали на указанной внутренней поверхности.
В другом предпочтительном варианте осуществления изобретения указанное тянущее или толкающее усилие прикладывают к вогнутой поверхности детали.
В другом предпочтительном варианте осуществления изобретения указанное тянущее или толкающее усилие прикладывают к выпуклой поверхности детали.
В другом предпочтительном варианте осуществления изобретения тянущее усилие прикладывают к центральной части детали, причем деталь удерживают в заданном положении с помощью опорного элемента, лежащего исключительно на несколько вогнутой области детали или снаружи этой области.
В другом предпочтительном варианте осуществления изобретения толкающее усилие прикладывают к центральной части детали, причем указанную деталь удерживают в заданном положении с помощью опорного элемента.
В другом предпочтительном варианте осуществления изобретения при размещении детали в полом теле осуществляют ее приваривание, причем удерживают деталь исключительно с ее внешней стороны,
- при размещении детали в полом теле прикладывают радиальное усилие, которое деформирует деталь и направляет периферию детали во внутреннее пространство тела для обеспечения возможности введения указанной детали в полое тело,
- при осуществлении приваривания снимают радиальное усилие для обеспечения возможности возврата первоначальной формы детали и оказания давления периферией детали на внутреннюю поверхность полого тела.
В другом предпочтительном варианте осуществления изобретения тянущее или толкающее усилие прикладывают изнутри полого тела.
В другом предпочтительном варианте осуществления изобретения способ изготовления пластмассовой емкости включает этап, на котором деформируют вогнутую поверхность детали с обеспечением ее выпуклости, и деформируют выпуклую поверхность детали с обеспечением ее вогнутости.
Согласно второму аспекту изобретения предложено устройство для изготовления пластмассовой емкости, состоящей из полого тела и, по меньшей мере, одной плоской гибкой детали, образующей криволинейную поверхность, край которой прикреплен к внутренней поверхности полого тела. Устройство отличается тем, что содержит средства приложения тянущего или толкающего усилия к центральной части детали в направлении, перпендикулярном ее поверхности, для создания радиальных сил, направленных к краю детали.
В предпочтительном варианте осуществления изобретения средства приложения тянущего или толкающего усилия выполнены с возможностью создания тянущего усилия, приложенного к центральной части внешней стороны детали.
В другом предпочтительном варианте осуществления изобретения устройство для изготовления пластмассовой емкости включает средства для радиального сжатия детали, причем тянущее или толкающее усилие обеспечивается возвратной силой, создаваемой при возврате первоначальной формы детали.
Краткое описание чертежей
На фиг.1 представлена емкость, включающая полое тело 1 в виде юбки, выпуклую деталь 2 в виде головки и вогнутое дно 15.
На фиг.2 представлена емкость, включающая полое тело 1 в виде юбки, вогнутую деталь 2 в виде головки и выпуклое дно 15.
На фиг.3 представлена емкость, включающая полое тело 1 в виде юбки, выпуклую деталь 2 в виде головки, промежуточную деталь 16 и вогнутое дно 15.
На фиг.4а и 4b представлено устройство в соответствии с изобретением в случае приваривания детали 2 к полому телу 1. Полое тело 1 и деталь 2 устанавливаются с помощью сварочного инструмента 10, включающего высокочастотную сварочную катушку 11. Конец полого тела 1 и конец 6 детали 2 упираются в плоскость 12 инструмента 10, перпендикулярную направлению Z. К детали приложено тянущее усилие в направлении Z, создаваемое средствами 8 приложения усилия, выполненными в виде тяги, включающими внутреннюю резьбу 9, навинченную на резьбу 7 выполненной в виде шейки центральной части 3 детали. На фиг.4а показана деталь 2 в первоначальном состоянии. На фиг.4b деталь 2 деформирована под действием тянущего усилия, создаваемого средствами 8 приложения усилия. Деформация детали 2 приводит к возникновению радиальной силы, которая направляет периферию 5 детали к внутренней стороне полого тела 1.
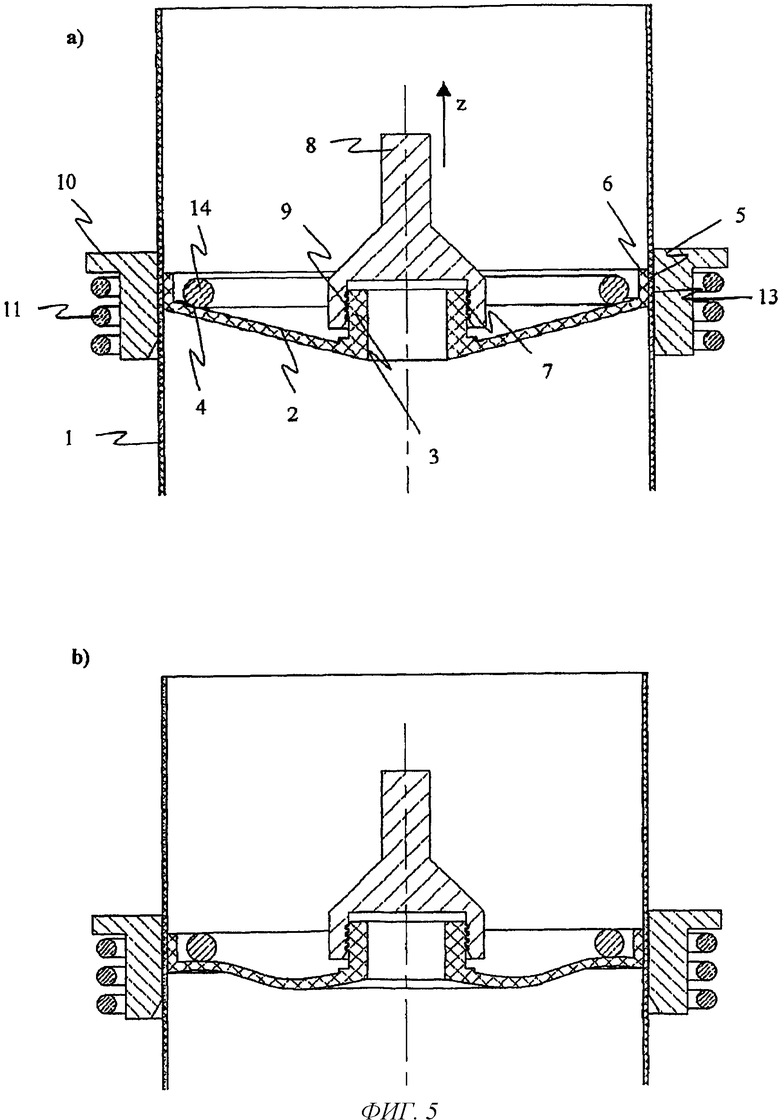
На фиг.5а и 5b представлено устройство в соответствии с изобретением в случае приваривания детали 2 внутри полого тела 1. Полое тело 1 зафиксировано с помощью сварочного инструмента 10, находящегося на его внешнем периметре и включающего высокочастотную сварочную катушку 11. Деталь 2 в своей вогнутой части 4 лежит на кольцевом опорном элементе 14. На деталь действует тянущее усилие в направлении Z, создаваемое средствами 8 приложения усилия, имеющими внутреннюю резьбу 9, навинченную на резьбу 7 центральной части 3 детали. На фиг.5а показана деталь 2 в первоначальном состоянии. На фиг.5b деталь 2 деформирована под действием тянущего усилия, создаваемого средствами 8 приложения усилия. Деформация детали 2 приводит к возникновению радиальной силы, которая направляет периферию 5 детали к внутренней стороне полого тела 1.
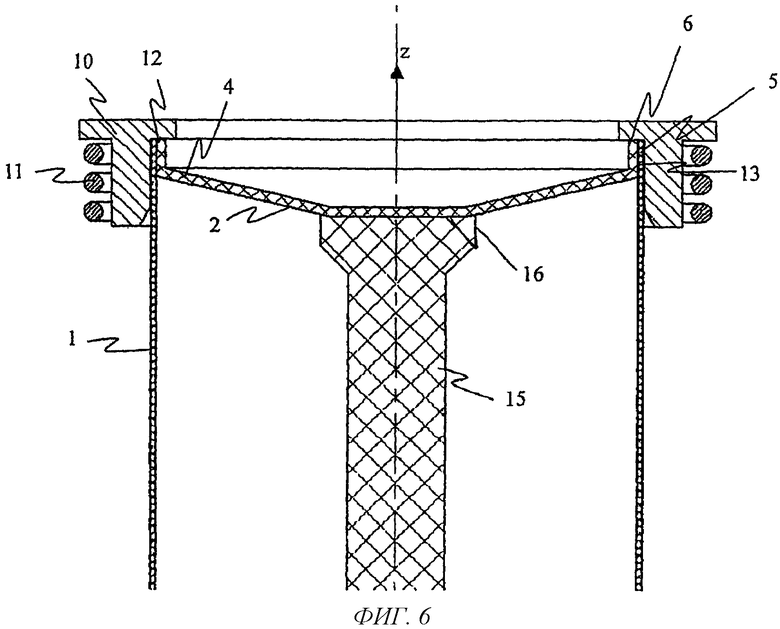
На фиг.6 представлено устройство в соответствии с изобретением в случае приваривания детали 2 к полому телу 1, когда другой конец полого тела закрыт только частично. Полое тело 1 и деталь 2 зафиксированы с помощью сварочного инструмента 10, включающего высокочастотную сварочную катушку 11. Конец полого тела 1 и конец 6 детали 2 упираются в плоскость 12 инструмента, перпендикулярную направлению Z. На центральную часть 16 детали действует толкающее усилие в направлении Z, создаваемое толкателем 15.
Осуществление изобретения
Принцип способа в соответствии с изобретением легко объясняется при помощи определения различных этапов способа, представленных на фиг.4а и 4b.
1. Осуществляют высокоточную установку полого тела 1 тюбика и детали 2 внутри сварочного инструмента 10, как показано на фиг.4а. Сварочный инструмент 10 должен перекрывать зону сварки и направлять полое тело 1. Инструмент имеет перпендикулярную плоскость 12, на которой полое тело 1 и деталь 2 могут быть зафиксированы в направлении Z.
2. Средства 8 приложения усилия прикрепляют к центральной части 3 детали. Две детали могут быть зафиксированы разными способами: например, путем навинчивания внутренней резьбы 9 на резьбу 7 центральной части.
3. Тянущее усилие, создаваемое средствами 8 приложения усилия, действует на деталь 2 в направлении Z. Поскольку деталь удерживается на месте опорной плоскостью 12 сварочного инструмента 10, деталь 2 из-за своей слегка вогнутой формы, если она выполнена из полужесткого материала, деформируется, как показано на фиг.4b. Деформация детали 2 вызывает некоторое сползание наружу конца 6 детали 2 по опорной плоскости 12, таким образом увеличивая диаметр детали. В результате наружная часть или периферия 5 детали в зоне сварки давит равномерно и с большей силой на стенку полого тела 1 в зоне 13 радиального давления со стороны инструмента 10. Таким образом прикладывается требуемое давление на две свариваемые детали.
4. Сварку осуществляют способом местного нагревания полого тела с помощью индукционной катушки 11.
5. После сварки средства 8 приложения усилия отделяют от детали 2. С исчезновением тянущего усилия деталь возвращается к своей исходной геометрии благодаря упругим свойствам пластмассы. Это позволяет легко отделить полученный объект (полое тело с приваренной деталью) от сварочного инструмента 10.
Все эти операции производятся с помощью механических деталей и (или) с помощью повышения или понижения давления внутри или снаружи емкости.
Особым преимуществом данного изобретения является то, что способ не ограничивается привариванием к тюбику головки, у которой имеется отверстие в центре, но может быть применен и к сплошной детали, например к дну тюбика.
Другим важным достоинством данного изобретения является то, что способ не ограничивается прикреплением деталей к концам полого тела, но может быть применен в произвольном месте по всей длине полого тела (см. фиг.3). В качестве примера, не ограничивающего применение данного способа, можно привести использование промежуточных деталей в целях разделения контейнера на отсеки, или же в целях придания ему жесткости. На фиг.5а и 5b представлено приваривание детали 2 к полому телу 1 в области, отличной от ее конца. В этом случае сварочный инструмент 10 является цилиндром, окружающим полое тело. Деталь 2 фиксируется с помощью опорного элемента 14, расположенного на вогнутой части 4 детали (фиг.5а). Когда на деталь 2 воздействует тянущее усилие, создаваемое средствами 8 приложения усилия, она деформируется, как показано на фиг.5b, и ее конец 6 смещается в наружном направлении в результате небольшого поворота детали на опорном элементе 14. Таким образом, наружная часть или периферия 5 детали 2 в зоне сварки оказывает радиальное давление на полое тело в зоне 13 радиального давления со стороны сварочного инструмента 10. Сварка с помощью локального высокочастотного нагрева полого тела идентична описанной выше.
В другом варианте способа в соответствии с изобретением, когда полое тело лишь частично закрыто на одном конце, можно приваривать детали слегка вогнутой формы к другому концу полого тела путем приложения толкающего усилия к центральной части внутренней стороны такой детали (см. фиг.6). В этом случае приложение толкающего усилия к внутренней стороне позволяет деформировать деталь так, что ее диаметр увеличивается, что создает давление, необходимое для приваривания детали к полому телу.
Другое особое преимущество изобретения состоит в том, что применение способа не ограничивается емкостями цилиндрической формы. Можно также приваривать пластмассовые детали к гибким полым телам, сечение которых имеет разную выпуклую форму. В качестве примера, не ограничивающего применение данного способа, можно привести емкости с сечением в форме овала или многогранника (квадрата, пятиугольника, шестиугольника и т.д.) со скругленными углами.
Нужно отметить, что деформация детали 2 может стать постоянной, что позволяет получить деталь, окончательная форма которой отлична от ее первоначальной формы. Это возможно в случае, когда деталь сильно вогнута и может «обернуться» вокруг вогнутой части 4. В результате высота центральной части 3 относительно конца 6 становится в конечном состоянии другой, чем была в начальном.
В другом варианте способа в соответствии с изобретением можно приваривать детали куполообразной формы (выпуклой или вогнутой) к внутренней поверхности свободного конца полого пластмассового тела. В таком случае приложение тянущего усилия к центральной части позволяет деформировать деталь так, чтобы уменьшить ее наружный диаметр и таким образом суметь поместить ее внутрь полого тела, диаметр которого равен наружному диаметру детали в ее начальном состоянии. После того, как деталь установлена, тянущее усилие снимают, позволяя детали вернуться к своей исходной форме. При этом внешний периметр детали прижимается к внутренней стенке полого тела. Регулируя наружный диаметр детали и внутренний диаметр полого тела, можно контролировать силу давления на зону сварки между двумя объектами. После этого сварка производится с помощью высокочастотного нагрева, как описано выше.
В соответствии с изобретением можно изготавливать емкости, особенностью которых является то, что головка и дно имеют радиальные сварочные швы с цилиндрическим корпусом емкости. Эти швы отличаются тем, что они располагаются целиком внутри цилиндрического тела. Кроме того, эти емкости имеют головку и дно, не включающие никакие зоны контакта с цилиндрическим телом, которые располагались бы снаружи цилиндрического тела. На фиг.1 и 2 показаны такие емкости, изготовленные в соответствии с изобретением.



Группа изобретений относится к способу изготовления пластмассовой емкости и устройству для его осуществления. Способ включает закрепление края плоской гибкой детали на внутренней поверхности полого тела, причем деталь имеет вогнутую поверхность и выпуклую поверхность. Край детали вводят в контакт с внутренней поверхностью полого тела, затем прикладывают толкающее или тянущее усилие к центральной части детали в направлении, перпендикулярном ее поверхности. За счет приложения усилия в детали создают радиальные силы, приводящие к сближению края детали и внутренней поверхности полого тела. Устройство предназначено для изготовления пластмассовой емкости, состоящей из полого тела и, по меньшей мере, одной плоской гибкой детали, образующей криволинейную поверхность, край которой прикреплен к внутренней поверхности полого тела. Устройство содержит средства приложения тянущего или толкающего усилия к центральной части детали в направлении, перпендикулярном ее поверхности, для создания радиальных сил, направленных к краю детали. 2 н. и 11 з.п. ф-лы, 8 ил.
1. Способ изготовления пластмассовой емкости, включающий закрепление края плоской гибкой детали (2) на внутренней поверхности полого тела (1), причем деталь (2) имеет вогнутую поверхность и выпуклую поверхность, отличающийся тем, что включает в себя следующие этапы:
введение края детали (2) в контакт с внутренней поверхностью полого тела (1),
приложение толкающего или тянущего усилия к центральной части (3) детали (2) в направлении (z), перпендикулярном ее поверхности, для создания в детали (2) радиальных сил, приводящих к сближению края детали (2) и внутренней поверхности полого тела (1).
2. Способ по п.1, отличающийся тем, что обеспечивают постоянное создание указанных радиальных сил.
3. Способ по п.1, отличающийся тем, что обеспечивают временное создание указанных радиальных сил во время закрепления детали (2) на указанной внутренней поверхности.
4. Способ по любому из пп.1-3, отличающийся тем, что указанное тянущее или толкающее усилие прикладывают к вогнутой поверхности детали (2).
5. Способ по любому из пп.1-3, отличающийся тем, что указанное тянущее или толкающее усилие прикладывают к выпуклой поверхности детали (2).
6. Способ по любому из пп.1-3, отличающийся тем, что тянущее усилие прикладывают к центральной части (3) детали (2), причем деталь (2) удерживают в заданном положении с помощью опорного элемента (14), лежащего исключительно на несколько вогнутой области детали (2) или снаружи этой области.
7. Способ по любому из пп.1-3, отличающийся тем, что толкающее усилие прикладывают к центральной части (3) детали (2), причем указанную деталь удерживают в заданном положении с помощью опорного элемента (14).
8. Способ по любому из пп.1-3, отличающийся тем, что
при размещении детали (2) в полом теле (1) осуществляют ее приваривание, причем удерживают деталь (2) исключительно с ее внешней стороны,
при размещении детали (2) в полом теле (1) прикладывают радиальное усилие, которое деформирует деталь (2) и направляет периферию детали (2) во внутреннее пространство тела для обеспечения возможности введения указанной детали в полое тело (1),
при осуществлении приваривания снимают радиальное усилие для обеспечения возможности возврата первоначальной формы детали (2) и оказания давления периферией детали (2) на внутреннюю поверхность полого тела(1).
9. Способ по п.8, отличающийся тем, что тянущее или толкающее усилие прикладывают изнутри полого тела (1).
10. Способ по любому из пп.1-3, отличающийся тем, что содержит этап, на котором деформируют вогнутую поверхность детали (2) с обеспечением ее выпуклости, и деформируют выпуклую поверхность детали (2) с обеспечением ее вогнутости.
11. Устройство для изготовления пластмассовой емкости, состоящей из полого тела (1) и, по меньшей мере, одной плоской гибкой детали (2), образующей криволинейную поверхность, край которой прикреплен к внутренней поверхности полого тела (1), отличающееся тем, что содержит средства (8) приложения тянущего или толкающего усилия к центральной части (3) детали (2) в направлении, перпендикулярном ее поверхности, для создания радиальных сил, направленных к краю детали (2).
12. Устройство по п.11, отличающееся тем, что средства (8) приложения тянущего или толкающего усилия выполнены с возможностью создания тянущего усилия, приложенного к центральной части (3) внешней стороны детали (2).
13. Устройство по п.11, отличающееся тем, что включает средства для радиального сжатия детали (2), причем тянущее или толкающее усилие обеспечивается возвратной силой, создаваемой при возврате первоначальной формы детали (2).
| US 3934780 A, 27.01.1976 | |||
| US 4582209 A, 15.04.1986 | |||
| EP 1063078 A2, 27.12.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ УПАКОВКИ ТОВАРА ИЗ ЕДИНОГО ГИБКОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2001 |
|
RU2214951C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 0 |
|
SU408820A1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2196678C1 |

