Изобретение относится к обработке металлов и может быть использовано « для чистовой обработки зубьев зубчатых колес, в том числе методами тонкого пластического деформирования.
Цель изобретения - расширение технологических возможностей устройства за счет реализации повышенных усилий резания и обеспечения обработки зубчатых колес с различным профилем по противоположным сторонам зубьев.
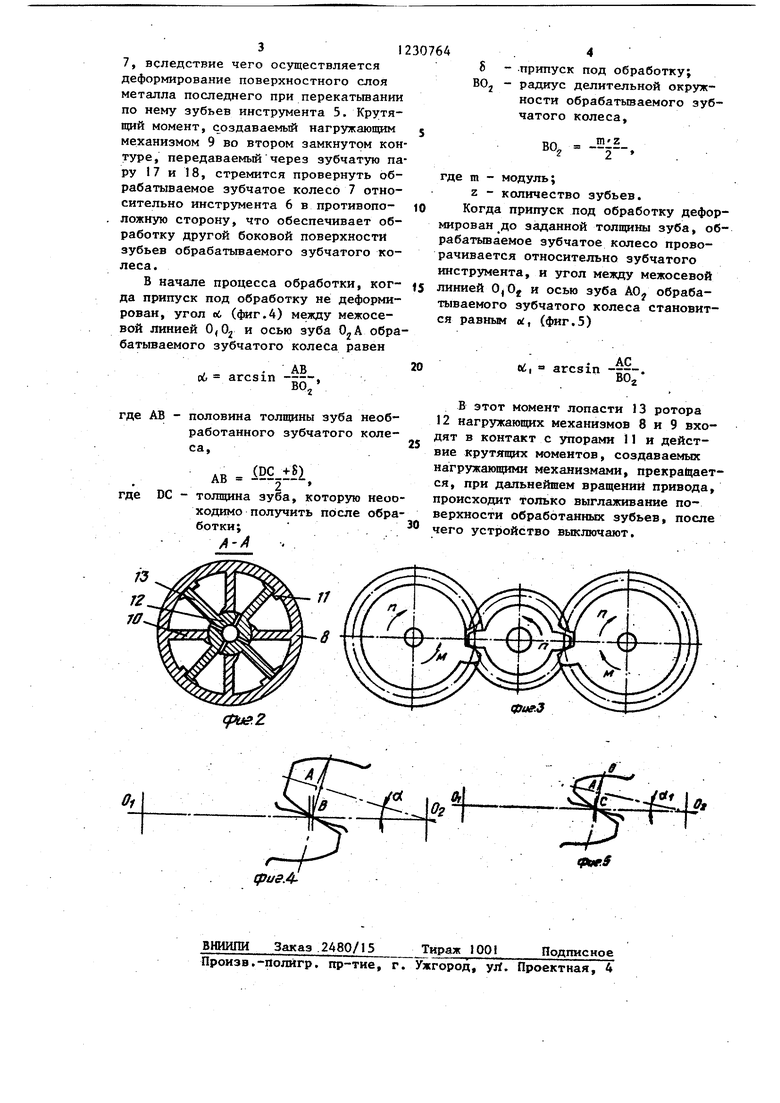
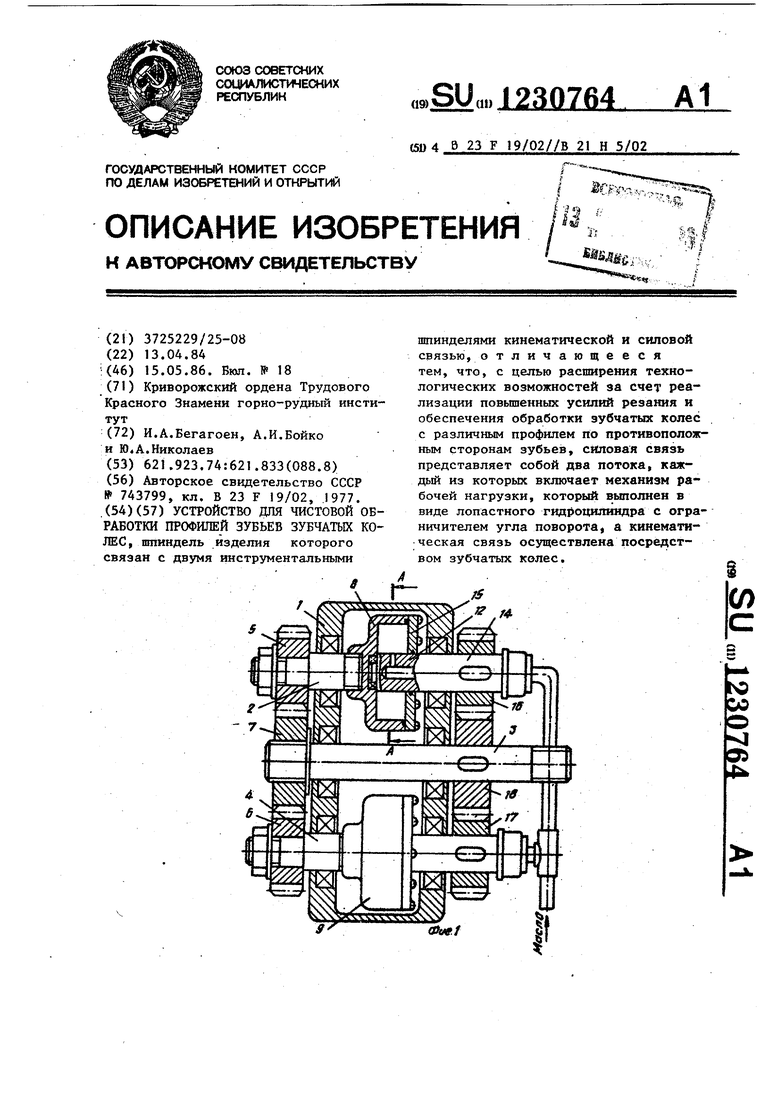
На фиг.1 представлена развертка по осям валов устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З схематично изображено направление нагружающих моментов во время обработки; на фиг.4 и 5 - положение зубьев обрабатываемого колеса относительно инструмента в начале и конце обработки соответственно.
Устройство (фиг.1) содержит корпус 1, в котором на подшипниковых опорах установлены валы 2 - 4 с зубчатыми инструментами 5 и 6 и обрабатываемым, зубчатым колесом 7. На валах 2 и 4 посредством шлицевого соединения устанавливают нагружающие механизмы.8 и 9, а на валу 3 - привод устройства (не показан).
Нагружающие механизмы представляют собой корпус, вьтолненный в виде полого цилиндра, на внутренней поверхности которого имеются лопасти 10 и упоры 11, предназначенные для ограничения угла поворота обрабатываемого зубчатого колеса относительно инструмента. Внутри корпуса установлен ротор 12 с лопастями 13 на внешней поверхности, изготовленный заодно с валом 14, в котором вьшолнены кана- лы для подвода рабочей среды в полость между лопастями 10 и 13. Со стороны вала 14 нагружающие механизмы закрьшают крышкой 15. Валы нагружающих механизмов установлены соосно с вгшами 2 и 4. Зубчатые колеса 16 и 17 установлены на валах нагружающих механизмов 8 и 9 и входят в зацепление с центральным зубчатым колесом 18, установленным на валу 3. Зубчатые колеса 16 и 17 имеют такое же Количество зубьев, как и зубчатые инструменты 5 и 6, а количество зубьев центрального зубчатого колеса 18 равно числу зубьев обрабатываемого зубчатого колеса 7. Нагружаиицие механизмы 8 и 9 изготовлены так, что мойенть нагружения (М) (фиг.З) направлены в
противоположные стороны, что обеспечивает одновременную обработку обеих боковых поверхностей зубьев обрабатываемого колеса, вследствие чего
отпадает наобходимость в реверсиро- вании вращения привода.
Перед началом обработки зубчатых колес с помощью предлагаемого устройства необходимо произвести его наладку.
Для наладки устройства на вал 3 вместо обрабатьшаемого зубчатого колеса устанавливают эталон, представляющий собой точно изготовленное зубчатов колесо с размерами зубьев, равными тем размерам, которые необходимо получить после обработки колеса. На валы 2 и 4 устанавливают зубчатые инстрзт1еиты 5 и 6, которые вводят в
зацепление с эталоном.
До включения привода вращения масло под давлением подводят к нагружающим механизмам, ротор 12 проворачивается, а лопаСти 13 упираются в упоры 11 .
Для устранения зазоров в зацеплении эталон - зубчатый инструмент и в зацеплении синхронизирующей передачи проворачивают зубчатый инструмент
в ту сторону, в которую поворачивает его нагружающий механиз м, а вал, на котором крепится данный зубчатый инструмент, проворачивается в противоположную сторону. С помощью гайки
инструмент фиксируют относительно вала в этом положении. Проворачивая вал с инструментом то в одну, то в . другую сторону, определяют отсутствие зазоров в зацеплении.
Аналогичную операцию повторяют ;для второго зубчатого инструмента. После выполнения этих операций . выключают подачу масла к нагружаияцим
механизмам и снимают эталон с вала 3. . .
Затем на валу 3 устанавливают об
рабатываемое зубчатое колесо 7, которое вводят в зацепление с зубьями инструментов 5 и 6. Включают привод вращения и привод подачи масла в рабочее пространство между лопастями 10 и 13 по каналам в валах нагружающих механизмов 8 и 9. Масло, воздействуя на лопасти 10 и 13, создает крутящий момент, кото1ядй через зубчатую пару 16 и 18 стремится провернуть обрабатьшаемое зубчатое колесо 7 относительно инструмента 5, что созда- ет окружные усилия на зубьях колеса
7, вследствие чего осуществляется деформирование поверхностного слоя металла последнего при перекатьгаании по нему зубьев инструмента 5. Крутящий момент, создаваемый нагружающим механизмом 9 во втором замкнутом контуре, передаваемый через зубчатую пару 17 и 18, стремится провернуть обрабатываемое зубчатое колесо 7 относительно инстрз ента 6 в противопо- ложную сторону, что обеспечивает обработку другой боковой поверхности зубьев обрабатьгоаемого зубчатого колеса.
В начале процесса обработки, ког- да припуск под обработку не деформирован, угол об (фиг.4) между межосевой линией 0,0 и осью зуба 0,jA обра батьгааемого зубчатого колеса равен
. АВ
с arcsin -г, ВО
где АВ - половина толщины зуба необработанного зубчатого колеса.
АВ i,,
где DC - толщина зуба, которзпо неоо- ходимо получить после обработки; 30 А-А .
припуск под обработку; радиус делительной окружности обрабатьшаемого зубчатого колеса.
В0„
m Z
где m - модуль;
Z - количество зубьев. Когда припуск под обработку деформирован до заданной толщины зуба, об- рабатьшаемое зубчатое колесо проворачивается относительно зубчатого инструмента, и угол между межосевой линией 0|0j и осью зуба АО обрабатываемого зубчатого колеса становится равным oi, (фиг.5)
ed, arcsin -г--.
ВО2
В этот момент лопасти 13 ротора 12 нагружающих механизмов 8 и 9 входят в контакт с упорами 11 и действие крутяпцпс моментов, создаваемых нагружающими механизмами, прекра1цает- ся, при дальнейшем вращении привода, происходит только выглаживание поверхности обработанных зубьев, после чего устройство выключают.
фиг.З
.Z
Ol
iffuff.4.S
fefl ptte.S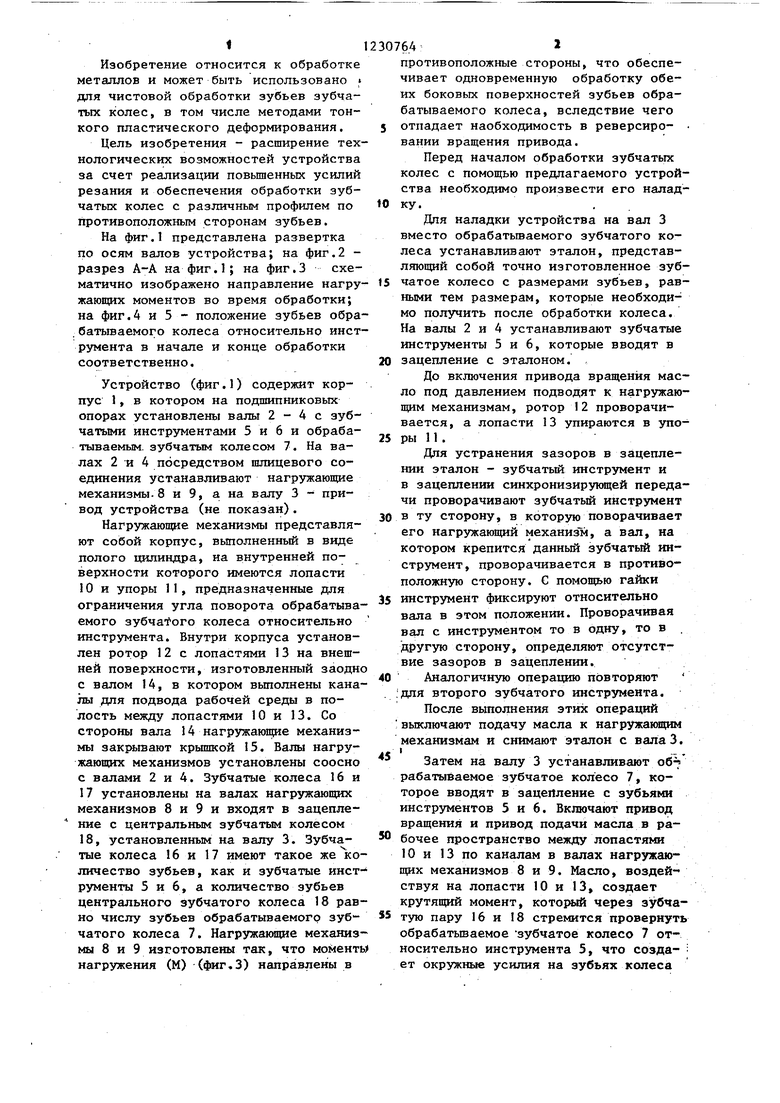
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Станок для чистовой обработки зубьев цилиндрических зубчатых колес | 1983 |
|
SU1129038A1 |
| Способ обработки цилиндрических зубчатых колес | 1985 |
|
SU1419830A1 |
| РОТОРНО-ЛОПАСТНОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2215159C2 |
| Устройство к станку для чистовой обработки зубчатых колес | 1986 |
|
SU1419832A1 |
| Зубоотделочный станок | 1978 |
|
SU743798A1 |
| Способ отделочной обработки зубчатыхКОлЕС | 1979 |
|
SU804262A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Устройство для чистовой обработки зубчатых колес | 1984 |
|
SU1315177A1 |
| Способ обработки зубчатого колеса и устройство для его осуществления | 1982 |
|
SU1452465A3 |
ВНИИПИ Заказ 2480/15
Произв.-Полйгр. пр-тие, г. Ужгород, yri. Проектная, 4
Тираж 1001 Подписное
| Способ отделки зубчатых колес и инструмент для его осуществления | 1977 |
|
SU743799A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
