Область техники, к которой относится изобретение
Настоящее изобретение относится к области производства пакетов, в частности к производству и намотке пакетов в рулоны.
Уровень техники
Известно большое число установок для производства пакетов из сплошной пленки, в частности из полиолифеновой пленки. К известным устройствам коммерческого применения относятся установки для производства пакетов, машины для намотки и фальцующие (гибочные) машины моделей CMD® серии 3113, 1100, серии 1500, 4013RO, а также другие установки, описанные на сайте www.cmd-corp.com. Примеры существующих установок для производства пакетов известны в патентах США 6117058, 4934993, 5518559, 5587032 и 4642084, а также по публикации заявки США 20060084559 (на каждый из указанных материалов здесь имеются ссылки).
В основном эти известные установки производят перемотку пленки из рулона. При этом использоваться может однослойная пленка, двухслойная пленка или (плоский) рукав. Пакеты формируются путем наложения швов на пленку в требуемых местах. Наложение шва может производиться как сверху и снизу, так и по бокам пакета. Для обозначения краев или верха (низа) смежных пакетов может использоваться перфорирование. Могут применяться и другие операции, как, например, разделение пакетов и/или укладывание.
Установка для производства пакетов, описанная в патенте США 6117058 и представленная на Фиг.1, принадлежит тому же владельцу, что и данное изобретение. Эта роторная установка для производства пакетов производит непрерывную обработку ленты с использованием узла натяжения, двух входных барабанов, сваривающего/запаивающего барабана, двух выходных барабанов, материала для сварки/запайки (наложения шва), двух входных ножевых барабанов, ножа (в качестве которого может использоваться любое устройство, применяемое для обработки ленты, как, например, перфоратор, нож, вырубной нож, перфорирующее или укладывающее устройства), двух выходных ножевых барабанов и устройства управления. Используемый здесь входной, или перемоточный, механизм содержит ту часть установки для производства пакетов, которая служит для приема поступающей ленты, в частности механизм перемотки и натяжения. Выходной механизм в данном устройстве содержит узлы, действующие на маршруте ленты вниз при наложении швов (запаивании/сваривании), такие как перфораторы, машины для намотки, гибочные машины и т.п.
Лента проходит через узел натяжения на запаивающий/сваривающий барабан. Барабан содержит группу запаечных/сварочных мест. Эти места нагреваются и образуют швы, формируя пакеты из ленты. Лента удерживается на барабане (и на запаечных/сварных местах) при помощи покрытия Teflon®. От одного конца к другому происходит изготовление пакетов с одним швом от барабана, а на боковых сторонах при помощи двух швов. Диаметр барабана может регулироваться и/или быть меньше, чем все запаечные/сварные места, которые определяют расстояние между швами и, следовательно, размеры пакета.
Обычно в роторных установках устанавливается нижний вращающийся нож, который перфорирует ленту в промежутке между двумя швами или рядом с одним швом. В известном устройстве лента от барабана направляется к вращающемуся ножу, который перфорирует промежуток между пакетами или может разделять смежные пакеты. Когда пакеты двигаются непрерывно, перфорация производится вблизи одного шва, таким образом, что при разделении пакетов перфорация и перфорированный конец оказываются верхом одного пакета, а шов - дном соседнего пакета.
Устройство управления соединено с различными частями устройства, чтобы управлять скоростью, положением и т.п. Для распознавания факта прилипания ленты при формировании шва и/или при фиксации перфорации (установки в правильное положение по отношению к шву) могут использоваться датчики. Датчики также могут использоваться для обнаружения швов при создании перфорации в требуемом месте.
Во многих установках для производства пакетов вслед за ножом располагается лентопротяжный механизм. Примеры известных лентопротяжных механизмов описаны в патентах США 4,667,890; 4,695,005; 6186436 и 5899403, на которые здесь даются ссылки. Известные машины для намотки используют либо вращающиеся револьверные головки с несколькими шпинделями, либо один неподвижный шпиндель со стопорным приспособлением ленты. На шпиндель наматывается заданное количество пакетов, в результате чего образуется рулон. Затем рулон сталкивается, часто при помощи сталкивающего приспособления. Рулон может быть упакован в бумагу, а дефектные рулоны отбракованы. В известных патентах описываются также различные способы, позволяющие направлять передний конец рулона на нужный шпиндель и управлять процессом намотки.
В известных многошпиндельных машинах для намотки для перемещения шпинделя в исходное и рабочее положения револьверную головку требуется поворачивать. Это увеличивает сложность установки и затрудняет подвод воздуха. Кроме того, поскольку револьверная головка поворачивается, она используется с сталкивающим приспособлением, которое охватывает лишь часть поверхности шпинделя. Помимо этого, вращающиеся револьверные головки, сталкивающие приспособления и распылители воздуха, могут мешать работе друг друга или вызывать повреждения. Стационарные машины для намотки имеют ограниченную скорость работы, поскольку для удаления рулона им требуется определенное время. В известных машинах для намотки обычно не могут использоваться пневматические устройства при скорости более 30 об/мин, а при работе на скорости 40 об/мин для подобных машин для намотки потребуется применение сервопривода.
Таким образом, существует потребность в создании машины для намотки с неподвижными шпинделями, которая работала бы при более высоких скоростях по сравнению с известными одношпиндельными системами. Желательно, чтобы подобная машина для намотки могла бы использоваться с пневматическими устройствами и обеспечивать простой подвод воздуха.
Раскрытие изобретения
В соответствии с первым аспектом настоящего изобретения машина для намотки установки для производства пакетов содержит подающий узел захвата и два шпинделя. Каждый из двух шпинделей расположен по одному из двух выбранных маршрутов движения пленки.
В соответствии со вторым аспектом настоящего изобретения предлагается способ намотки пакетов из непрерывно поступающей пленки, который включает в себя подачу пленки в машину для намотки и попеременную смену направления ее движения по выбранным маршрутам к одному из двух шпинделей. Смена направления производится после намотки определенного количества пакетов, образующих рулон.
В соответствии с третьим аспектом настоящего изобретения предлагается установка для производства пакетов, содержащая механизм размотки, механизм формования и машину для намотки. Машина для намотки содержит подающий узел захвата и два шпинделя, каждый из которых расположен по выбранному маршруту движения пленки.
В одном из альтернативных вариантов исполнения применяются неподвижные шпиндели.
В других вариантах исполнения выбранные маршруты движения пленки преимущественно направлены вниз.
Между подающим узлом захвата и выбранными маршрутами движения пленки может быть установлен узел захвата на повышенной скорости.
В различных вариантах исполнения узел захвата на повышенной скорости работает как в прерывистом режиме, так и в постоянном режиме формования каждого пакета и при этом может обеспечивать пользователю возможность настройки значения превышения скорости.
В других вариантах исполнения машина для намотки содержит узел укладки пакетов внахлестку, расположенный между подающим узлом захвата и выбранными маршрутами движения пленки. Узел укладки пакетов внахлестку может содержать группу стержней, которые перемещаются по траектории, пересекающей маршрут движения ленты не менее чем в двух местах. Траектория может быть преимущественно эллиптической.
В других вариантах исполнения узел укладки пакетов внахлестку содержит группу распылителей воздуха.
Узел захвата на повышенной скорости содержит одну группу распылителей воздуха, которые позволяют направлять пленку по одному из выбранных маршрутов движения пленки, и другую группу распылителей воздуха, которые направляют пленку по другому выбранному маршруту движения пленки.
В других вариантах исполнения машина для намотки содержит транспортерные ленты, расположенные по выбранным маршрутам движения пленки. Транспортерные ленты могут поворачиваться со стороны конца, расположенного ближе к подающему узлу захвата.
В различных вариантах исполнения машина для намотки на маршрутах движения пленки содержит электростатический фиксатор, который может быть биполярным.
В альтернативных вариантах исполнения машина для намотки содержит поднимающиеся пальцы, расположенные по маршрутам движения пленки.
В различных вариантах исполнения машина для намотки содержит бумажные обвязчики, расположенные рядом со шпинделями.
В одной из машин для намотки используется пневмопривод.
В альтернативных вариантах исполнения машина для намотки содержит сталкиватели рулонов, которые охватывают шпиндели практически по всей окружности 360 градусов.
Другие существенные признаки и преимущества настоящего изобретения будут понятны специалисту при рассмотрении приводимых ниже чертежей, подробного описания и формулы изобретения.
Краткое описание чертежей
На Фиг.1 представлена схема известной установки для производства пакетов;
на Фиг.2 дана схема машины для намотки в соответствии с настоящим изобретением. Перед тем как приступить к рассмотрению хотя бы одного из вариантов исполнения настоящего изобретения, необходимо знать, что настоящее изобретение не ограничивается теми деталями конструкции и расположением элементов, которые представлены в приведенном ниже описании и проиллюстрированы чертежами. Данное изобретение может иметь и другие варианты исполнения и реализовываться различными способами. Должно быть понятно также, что используемая в описании терминология и фразеология не должна рассматриваться как ограничивающая. Для обозначения одинаковых компонентов используются одинаковые цифровые обозначения.
Осуществление изобретения
Хотя настоящее изобретение будет проиллюстрировано со ссылками на конкретные установку для производства пакетов, способ производства и соответствующую машину для намотки, но должно быть понятно, что данное изобретение может использоваться и с другими установками, способами и машинами для намотки, включая установки волочильного типа, роторные установки с нахлесткой, установки прерывистого действия и другие известные машины.
В целом, настоящее изобретение описывается как машина для намотки, которая может использоваться совместно с известной установкой для производства пакетов или являться ее частью, которая предназначена для намотки рулонов из пакетов для удобства их упаковки, перемещения, распределения и использования. В качестве предпочтительного варианта исполнения данное изобретение описывается со ссылкой на установку для производства пакетов, которая представлена патентом США 6117058, либо на промышленную установку для производства пакетов CMD® 1270 или модульную установку для производства пакетов. Целью изобретения является создание машины для намотки, машины для намотки и разделителя пакетов; машины для намотки, разделителя и узла укладки пакетов внахлестку либо установки для производства пакетов в целом. Использующаяся укладка пакетов внахлестку содержит устройство или механизм, благодаря которому поступающие друг за другом пакеты укладываются друг на друга. Перед описанием машины для намотки будет описана установка для производства пакетов, которая может представлять собой описанное выше известное устройство. Могут также использоваться и другие установки для производства пакетов.
Изготовляемые пакеты в виде пленки поступают на машину для намотки, где производится их разделение путем захвата пленки на повышенной скорости. Используемый в данном изобретении захват на повышенной скорости является узлом захвата, в котором, по крайней мере, один вращающийся барабан имеет окружную скорость, превышающую скорость движения пленки до поступления на узел захвата. Узел захвата может действовать в постоянном режиме формирования каждого пакета или в прерывистом режиме, когда разделение пакетов производится только в начале (конце) рулона. В рассматриваемом случае в постоянном режиме формования каждого пакета операции по разделению (отделению) производятся для каждого пакета в рулоне. В прерывистом режиме функция отделения для каждого пакета не включается, а действует лишь в начале или в конце рулона или для нескольких пакетов в рулоне. В постоянном режиме формования каждого пакета они могут укладываться друг на друга (внахлестку).
После того как отделение пакетов будет выполнено, сталкиватель направляет пленку к одному из двух шпинделей. Намоточные шпиндели производят намотку по очереди, что исключает возникновение препятствий и позволяет работать на более высоких скоростях и при более быстрых циклах, а также с меньшим количеством пакетов в рулоне. Сталкиватель направляет пленку по одному из двух выбранных маршрутов движения ленты к одному из двух шпинделей или намоточных устройств. В данном случае каждый выбранный маршрут движения ленты представляет собой траекторию, по которой двигается пленка и/или пакеты во время работы машины для намотки. В предпочтительном варианте исполнения выбранные маршруты движения ленты преимущественно направлены вниз, позволяя скидывать на пол в удобное место отброшенную или выпавшую пленку. Преимущественное направление в данном случае в большей степени вертикальное (под действием силы тяжести), нежели горизонтальное. В качестве шпинделей используются неподвижные шпиндели. В данном случае неподвижные шпиндели представляют собой такие шпиндели, которые не перемещаются из своего положения, т.е. по заданной траектории, но могут вращаться.
Когда шпиндель, находящийся в работе намотает полный рулон, передний край первого пакета следующего рулона будет направлен к другому шпинделю по другому выбранному маршруту движения пленки. В результате машина для намотки может сразу же начать намотку на другом шпинделе без перемещения шпинделей и предварительного удаления рулона.
Различные варианты исполнения настоящего изобретения включают в себя один или несколько следующих признаков, как самостоятельно, так и в разнообразных сочетаниях. Направление пленки по требуемому маршруту может производиться при помощи воздуха, а для того, чтобы начать новый рулон, могут использоваться поднимающиеся пальцы и/или распылители воздуха. Пакеты на шпинделе могут удерживаться за счет электростатической фиксации, а для удержания на рулоне конца последнего пакета может использоваться биполярная электростатическая фиксация. Для продвижения пленки по выбранным маршрутам могут использоваться транспортеры, которые, по мере увеличения рулона, могут поворачиваться, подстраиваясь под возрастающий диаметр. Может использоваться бумажный обвязчик, а время высыхания клея может подбираться так, чтобы клей мог высохнуть за то время, когда работает другой шпиндель. Для удаления рулонов может использоваться сталкиватель, который сталкивает рулон со шпинделя с охватом последнего, практически по всем 360 градусам его окружности, поскольку шпиндели являются неподвижными. Использующееся здесь выражение "практически по всем 360 градусам" означает полную окружность, за исключением небольших случайных прерываний.
Установка для производства пакетов, представленная на Фиг.1, эта роторная установка для производства пакетов 100, которая производит непрерывную обработку ленты 201 с использованием узла натяжения 203, двух входных барабанов 205 и 206 (203-206 являются частью входного механизма), сваривающего/запаивающего барабана 208, двух выходных барабанов 210 и 211, материала для сварки/запайки (наложения шва) 213, двух входных ножевых барабанов 215 и 216, ножа 218 (в качестве которого может использоваться любое устройство, применяемое для обработки ленты, как, например, перфоратор, нож, вырубной нож, перфорирующее или укладывающее устройства), двух выходных ножевых барабанов 219 и 220 (210-220 относятся к выходному механизму) и устройства управления 221. Используемый здесь входной, или перемоточный, механизм содержит ту часть установки для производства пакетов, которая служит для приема поступающей ленты, в частности механизм перемотки и натяжения. Выходной механизм в данном устройстве содержит узлы, действующие на маршруте ленты вниз при наложении швов (запаивании/сваривании), такие как перфораторы, машины для намотки, гибочные машины и т.п.
Лента проходит через узел натяжения 203 на запаивающий/сваривающий барабан 208. Барабан 208 содержит группу запаечных/сварочных мест 209. Эти места 209 нагреваются и образуют швы, формируя пакеты из ленты 201. Лента 201 удерживается на барабане 208 (и на запаечных/сварных местах) при помощи покрытия Teflon®. От одного конца к другому происходит изготовление пакетов с одним швом от барабана, а на боковых сторонах при помощи двух швов. Диаметр барабана может регулироваться, и/или быть меньше, чем все запаечные/сварные места, которые определяют расстояние между швами и, следовательно, размеры пакета.
Обычно в роторных установках устанавливается нижний вращающийся нож, который перфорирует ленту в промежутке между двумя швами или рядом с одним швом. В известном устройстве, представленном на Фиг.1, лента 201 от барабана 208 направляется к вращающемуся ножу 218, который перфорирует промежуток между пакетами или может разделять смежные пакеты. Когда пакеты двигаются непрерывно, перфорация производится вблизи одного шва, таким образом, что при разделении пакетов перфорация и перфорированный конец оказывается верхом одного пакета, а шов - дном соседнего пакета.
Устройство управления 221 соединено с различными частями устройства, чтобы управлять скоростью, положением и т.п. Для распознавания факта прилипания ленты при формировании шва и/или при фиксации перфорации (установки в правильное положение по отношению к шву) могут использоваться датчики. Датчики также могут использоваться для обнаружения швов при создании перфорации в требуемом месте.
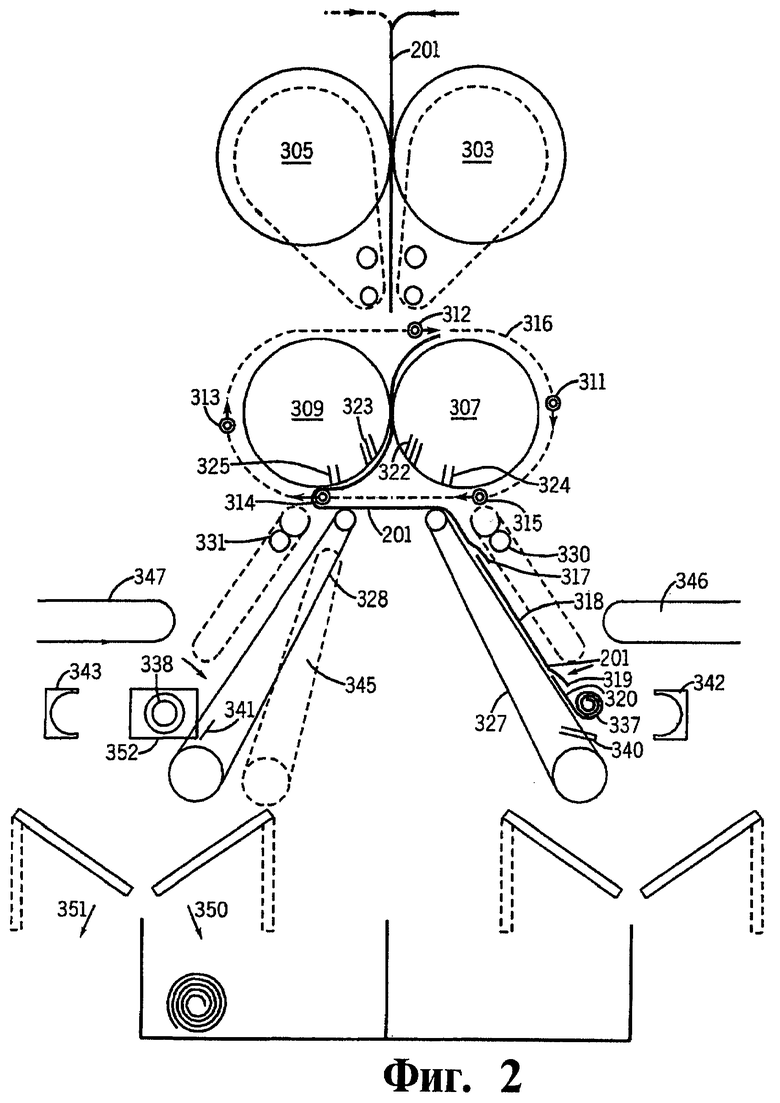
Теперь обратимся к фиг.2, на которой представлена схема машины для намотки 200, в соответствии с предпочтительным вариантом исполнения. Машина для намотки 200 может обеспечивать движение пленки вниз по ее маршруту в установке для производства пакетов 100, представленной на Фиг.1. Как уже говорилось выше, существует много и других подобных устройств, но все их включать в данное описание нет необходимости.
Пленка 201 проходит от перфоратора или ножа 218 (Фиг.1) к подающему узлу захвата, образованному барабанами 203 и 205 (Фиг.2), по крайней мере, один из которых приводится в движение. Подающий узел захвата протягивает пленку или подает ее в машину для намотки 200. (Термин "подающий узел захвата" может относиться к узлу, подающему пленку как в саму установку, так и в ее машину для намотки.) Здесь он также относится к подаче пленки в узел машины для намотки.
В предпочтительном варианте исполнения применяется вертикальная подача ленты через подающий узел захвата. Это обеспечивает универсальность обслуживания машины, независимо оттого, с какой стороны находится оператор, и позволяет использовать как с правосторонней, так и с левосторонней планировкой помещений.
После того как пленка 201 пройдет через подающий узел захвата, она поступит в узел захвата на повышенной скорости, образованный барабанами 307 и 309, по крайней мере один из которых приводится в движение. (В различных вариантах исполнения пленка 201 после прохода через подающий узел захвата, сразу или позже, поступает в другие узлы установки.) В предпочтительном варианте вращение на повышенной скорости обеспечивается серводвигателем, при этом процент превышения скорости может свободно меняться пользователем при подстройке под интервал перфорирования, находящийся в широких пределах от 10'' до 250'', без замены деталей.
В прерывистом режиме может двигаться пленка, соединенная в местах перфорации, при этом отделение группы пакетов от их череды за счет включения режима повышенной скорости производится только после отсчета заданного количества пакетов. В постоянном режиме формования каждого пакета может использоваться узел укладки пакетов внахлестку и производится отделение и укладка внахлестку каждого пакета при постоянно включенном режиме повышенной скорости. (Постоянный режим формования каждого пакета не предусматривает возможности отделения в каждом рулоне нескольких пакетов.) Использование захвата на повышенной скорости облегчает переключение ленты на выбранный маршрут за счет того, что во время поступления последнего пакета (перекрытого) рулона режим повышенной скорости включаться не будет. Распознавание перфорации при разделении пакетов не требуется (но может быть предусмотрено).
Узел укладки пакетов внахлестку содержит стержни 311-315, которые могут двигаться, в основном, по эллиптической траектории, которая пересекает маршрут движения ленты 201 в двух местах (в предпочтительном варианте выше и ниже места захвата). Под термином "в основном, эллиптическая", здесь имеется в виду, что траектория не круговая, и не имеет углов. На Фиг.2 эта траектория показана при движении по часовой стрелке, при этом рулон наматывается на шпиндель 337, расположенный по одному из выбранных маршрутов движения пленки. Когда используется шпиндель 338 (расположенный по другому маршруту движения пленки), направление меняется и стержни двигаются в направлении против часовой стрелки. Стержни натягивают пленку в боковом направлении, что облегчает разделение (отделение) пакетов, однако если узел укладки пакетов внахлестку не установлен, то отделение пакетов может производиться с использованием лишь захвата на повышенной скорости. Стержни обеспечивают временный запас пленки, позволяя укладывать внахлестку, следующие друг за другом пакеты. Места, где производится укладка пакетов внахлестку, обозначены позициями 317, 318 и 319, 320.
В предпочтительном варианте используются стальные стержни диаметром 0,5'', которые фиксируются на каждом конце при помощи цепной передачи или зубчатого ремня с использованием ведомой звездочки или звездочки натяжного устройства, с применением сервопривода в предпочтительном варианте. Это позволяет сократить расстояние, через которое должна перескочить пленка в тех местах, где она не удерживается. Для того чтобы облегчить перескок пленки через пространство, образованное стержнями, обеспечивающими механическое перекрытие (нахлестку), может применяться воздушный экран или группа распылителей воздуха. В других вариантах для достижения перекрытия (нахлестки) может использоваться воздух, может применяться большее или меньшее количество стержней, другие траектории, а также другие узлы нахлестки (укладки) известных конструкций.
В предпочтительном варианте исполнения барабаны 307 и 309 узла захвата на повышенной скорости имеют пазы шириной 0.25'', расположенные на передних сторонах обоих барабанов через 1'', которые создают пространство для размещения распылителей воздуха 322-325. Распылители воздуха 322-325 служат для того, чтобы направлять пленку на нужный шпиндель. Верхние распылители воздуха 322 и 323 используются для того, чтобы направлять пленку к противоположному барабану, а нижние распылители воздуха 324 и 325 используются для того, чтобы направить пленку вниз к ближайшей транспортерной ленте 327 или 328, расположенной по маршруту движения пленки. На Фиг.3 распылители воздуха 322 и 325 отключены, а распылители воздуха 323 и 324 включены и направляют пленку 201 к шпинделю 317. Когда пленка направляется к шпинделю 318, распылители 322 и 325 включены, а распылители 323 и 324 отключены.
После того как рулон заполнен и его задний конец при помощи распылителей был направлен к одному из шпинделей, происходит переключение, и передний конец следующего рулона будет с помощью распылителей воздуха направлен к другому шпинделю. Таким образом, распылители попеременно направляют пленку по одному из двух маршрутов. Смена направления происходит после того, как будет намотан рулон, содержащий определенное количество пакетов. Если отделитель работает в периодическом режиме, то после отделения рулона распылители изменяют направления. В постоянном режиме формования каждого пакета (укладки внахлестку) они производят смену направления после отсчета заданного количества пакетов.
В предпочтительном варианте исполнения правый и левый шпиндели, а также все связанные с ними узлы являются зеркально отраженными по отношению друг к другу, хотя это условие не является обязательным. Шпиндель 338 производит намотку против часовой стрелки, а шпиндель 337 по часовой стрелке.
В предпочтительном варианте исполнения лента, подходя к шпинделям 337 и 338, удерживается на транспортерных лентах 327 и 328 при помощи круглых эластичных жгутов. Кроме того, в одном из вариантов исполнения для удержания пленки на транспортерных лентах 227 и 228 используются электростатические фиксаторы 330 и 331. В качестве электростатических фиксаторов 330 и 331 могут использоваться биполярные электростатические фиксаторы, которые не только удерживают пленку на транспортерной ленте, но также фиксируют на рулоне конец последнего пакета путем нейтрализации статического электричества во время намотки нескольких последних пакетов. Таким образом, настоящее изобретение обеспечивает электростатическую фиксацию конца последнего пакета на рулоне, облегчая как ручные, так и автоматические операции с рулонами и исключая необходимость приклеивать конец последнего пакета.
В предпочтительном варианте исполнения транспортерные ленты 227 и 228 представляют собой одну широкую ленту или несколько узких, расположенных с промежутком в 1''. Этот промежуток позволяет поднимающимся пальцам 340, 341 (в зависимости от варианта исполнения может использоваться как один палец, так и несколько) направлять передний край первого пакета в воздухонаправляющее устройство 342, 343, обеспечивая его намотку вокруг шпинделя. Поднимающиеся пальцы 340 и 341 периодически направляют пленку к шпинделю и отводятся обратно после переноса первого пакета. Промежуток между транспортерными лентами позволяет также уменьшить вероятность попадания термоклея на транспортерную ленту при его использовании для фиксации конца рулона.
В предпочтительном варианте исполнения транспортерная лента 328 поворачивается со стороны конца, расположенного ближе к узлу подающего захвата, и по мере увеличения в диаметре рулона с пленкой удаляется от неподвижного шпинделя 338, как показано пунктирными линиями и стрелкой 345. Транспортер 327 размещается аналогично.
Каждая машина для намотки может быть снабжена бумажным обвязчиком 346, 347. Поскольку обвязчик одного шпинделя может использоваться во время работы другого, два обвязчика, каждый из которых работает со скоростью 20 об/мин, позволяют обеспечить суммарную скорость работы машины для намотки 40 об/мин. Кроме того, поскольку имеются две машины для намотки, каждая из которых работает со скоростью 20 об/мин, могут применяться пневматические устройства, работающие с суммарный скоростью 40 об/мин.
В предпочтительном варианте исполнения в качестве шпинделей используются известные конструкции в виде гильз марки СМD® или бисерные конструкции, хромированные или подвергнутые дробеструйной обработке, марки Teflon®. Кроме того, поскольку шпиндели неподвижные, они могут использовать простой сталкиватель, не требующий поворота и позволяющий сталкивать рулон со шпинделя, с охватом практически по всем 360 градусам его окружности, что облегчает удаление пленки и уменьшает вероятность ее защемления. Кроме того, неподвижное положение облегчает подведение воздуха к шпинделям.
Поскольку используются две машины для намотки, каждая из которых работает со скоростью 20 об/мин, установка в целом работает со скоростью 40 об/мин и для проверки рулонов, сортировки и отбраковки предоставляется больше времени, чем в случае использования одной установки, производительностью 40 об/мин.
Настоящее изобретение может иметь многочисленные модификации, не выходящие за рамки предполагаемой области притязаний. Очевидно, что способ и устройство для производства и намотки пакетов, предлагаемые в соответствии с настоящим изобретением, полностью соответствуют целям и обеспечивают преимущества, которые были изложены выше. Хотя настоящее изобретение было описано и проиллюстрировано со ссылками на конкретные варианты исполнения, специалисту в данной области должно быть понятно, что оно может иметь многочисленные варианты, модификации и виды. Естественно, оно включает все варианты, модификации и виды, которые соответствуют его сущности и попадают в область притязаний, определенную прилагаемой формулой изобретения.

Предлагается способ и машина для намотки пакетов. Машина включает подающий узел захвата, образованный между двумя подающими барабанами. Первый шпиндель расположен по первому выбранному маршруту движения пленки, в котором пленка после выхода из подающего узла захвата следует по захвату первого выбранного маршрута движения пленки к первому шпинделю и наматывается на первый шпиндель. Второй шпиндель расположен по второму выбранному маршруту движения пленки, в котором пленка после выхода из подающего узла захвата следует по захвату второго выбранного маршрута движения пленки ко второму шпинделю и наматывается на второй шпиндель. Узел захвата повышенной скорости установлен между двумя барабанами повышенной скорости, расположенными по маршруту движения пленки, в котором пленка движется от подающего захвата к узлу захвата на повышенной скорости, а затем по первому или второму выбранному маршруту движения пленки, и выполнен с возможностью работы в прерывистом и постоянном режимах. Узел укладки пакетов внахлестку установлен с возможностью движения пленки по первому или второму выбранному маршруту и содержит группу стержней, расположенных для следования по траектории, пересекающей маршрут движения пленки по меньшей мере в двух местах, и установленных с возможностью движения в первом направлении при движении пленки по первому выбранному маршруту и движения во втором направлении при движении пленки по второму выбранному маршруту. Предложенное изобретение обеспечивает работу машины при более высоких скоростях. 2 н. и 23 з.п. ф-лы, 2 ил.
1. Машина для намотки пакетов, включающая подающий узел захвата, образованный между двумя подающими барабанами, первый шпиндель, расположенный по первому выбранному маршруту движения пленки, в котором пленка после выхода из подающего узла захвата следует по захвату первого выбранного маршрута движения пленки к первому шпинделю и наматывается на первый шпиндель, второй шпиндель, расположенный по второму выбранному маршруту движения пленки, в котором пленка после выхода из подающего узла захвата следует по захвату второго выбранного маршрута движения пленки ко второму шпинделю и наматывается на второй шпиндель, узел захвата повышенной скорости, установленный между двумя барабанами повышенной скорости, расположенными по маршруту движения пленки, в котором пленка движется от подающего захвата к узлу захвата на повышенной скорости, а затем по первому или второму выбранному маршруту движения пленки, и выполненный с возможностью работы в прерывистом и постоянном режимах, и узел укладки пакетов внахлестку, установленный с возможностью движения пленки по первому или второму выбранному маршруту и содержащий группу стержней, расположенных для следования по траектории, пересекающей маршрут движения пленки по меньшей мере в двух местах, и установленных с возможностью движения в первом направлении при движении пленки по первому выбранному маршруту и движения во втором направлении при движении пленки по второму выбранному маршруту.
2. Машина по п.1, в которой первый и второй шпиндели являются неподвижными шпинделями.
3. Машина по п.1, в которой первый выбранный и второй выбранный маршруты движения пленки преимущественно направлены вниз.
4. Машина по п.1, в которой узел захвата на повышенной скорости выполнен с возможностью регулирования значения превышения скорости.
5. Машина по п.1, в которой указанная группа стержней включает по меньшей мере пять стержней, при этом траектория является преимущественно эллиптической.
6. Машина по п.1, в которой узел укладки пакетов внахлестку включает группу распылителей воздуха.
7. Машина по п.1, которая включает также первую группу распылителей воздуха, направляющую пленку по первому выбранному маршруту движения пленки, и вторую группу распылителей воздуха, направляющую пленку по второму выбранному маршруту движения пленки.
8. Машина по п.1, которая включает также первую транспортерную ленту, расположенную по первому выбранному маршруту движения пленки, и вторую транспортерную ленту, расположенную по второму выбранному маршруту движения пленки.
9. Машина по п.8, в которой первая и вторая транспортерные ленты установлены с возможностью поворота со стороны конца, расположенного ближе к узлу подающего захвата.
10. Машина по п.8, которая включает также первый электростатический фиксатор, расположенный по первому выбранному маршруту движения ленты, и второй электростатический фиксатор, расположенный по второму выбранному маршруту движения ленты.
11. Машина по п.10, в которой первый и второй электростатические фиксаторы являются биполярными электростатическими фиксаторами.
12. Машина по п.1, которая включает также первый поднимающий палец, расположенный по первому выбранному маршруту движения ленты в зоне первого шпинделя, и второй поднимающий палец, расположенный по второму выбранному маршруту движения ленты в зоне второго шпинделя.
13. Машина по п.1, которая включает также первый бумажный обвязчик, расположенный в зоне первого шпинделя, и второй бумажный обвязчик, расположенный в зоне второго шпинделя.
14. Машина по п.1, которая включает также пневматическое устройство, установленное для обеспечения воздухом по крайней мере первого и второго шпинделей.
15. Машина по п.1, которая включает также первый сталкиватель, установленный для сталкивания рулона с первого шпинделя с охватом его практически по всей окружности 360°, и второй сталкиватель, установленный для сталкивания рулона со второго шпинделя с охватом его практически по всей окружности 360°.
16. Способ намотки пакетов из сплошной пленки, включающий подачу пленки в машину для намотки и попеременное направление пленки по первому выбранному маршруту на первый шпиндель и по второму выбранному маршруту движения пленки на второй шпиндель, отделение каждого пакета от череды пакетов перед сменой направления и укладку внахлестку следующих друг за другом пакетов, при этом изменение маршрута производят после намотки некоторого количества пакетов, а укладку внахлестку производят посредством группы стержней, которые перемещают по траектории, пересекающей маршрут движения ленты по меньшей мере в двух местах, в первом направлении при движении пленки по первому выбранному маршруту и во втором направлении при движении пленки по второму выбранному маршруту.
17. Способ по п.16, при котором исключают перемещение первого и второго шпинделей из своих неподвижных положений.
18. Способ по п.16, при котором выбирают первый маршрут движения ленты и второй маршрут движения ленты преимущественно направленными вниз.
19. Способ по п.16, в котором также отделяют перед сменой направления движения пленки один набор пакетов от череды пакетов, создают рулон из пакетов и меняют направление движения пленки, при этом передний конец рулона пакетов направляют к первому либо ко второму шпинделю, отличному от того, на котором остался задний конец предыдущего рулона.
20. Способ по п.16, при котором движение осуществляют, в основном, по эллиптической траектории.
21. Способ по п.16, в котором направляют пленку по маршруту движения посредством воздуха.
22. Способ по п.16, в котором перемещают пленку по первому и второму маршрутам движения посредством первой и второй транспортерных лент соответственно.
23. Способ по п.22, в котором первая и вторая транспортерные ленты поворачиваются со стороны конца, расположенного ближе к подающему узлу захвата.
24. Способ по п.23, в котором также электростатически фиксируют конец последнего пакета в рулоне к этому рулону.
25. Способ по п.16, в котором также периодически направляют пленку в зону первого шпинделя первым поднимающим пальцем и периодически направляют пленку в зону второго шпинделя вторым поднимающим пальцем.
| US 6364241 B1, 02.04.2002 | |||
| US 5377929 A, 03.01.1995 | |||
| US 5318237 A, 07.06.1994 | |||
| US 6746389 A1, 25.04.2002 | |||
| US 3030750 A2, 24.04.1962 | |||
| US 6186436 B1, 13.02.2001 | |||
| US 6117058 A, 12.09.2000. |

