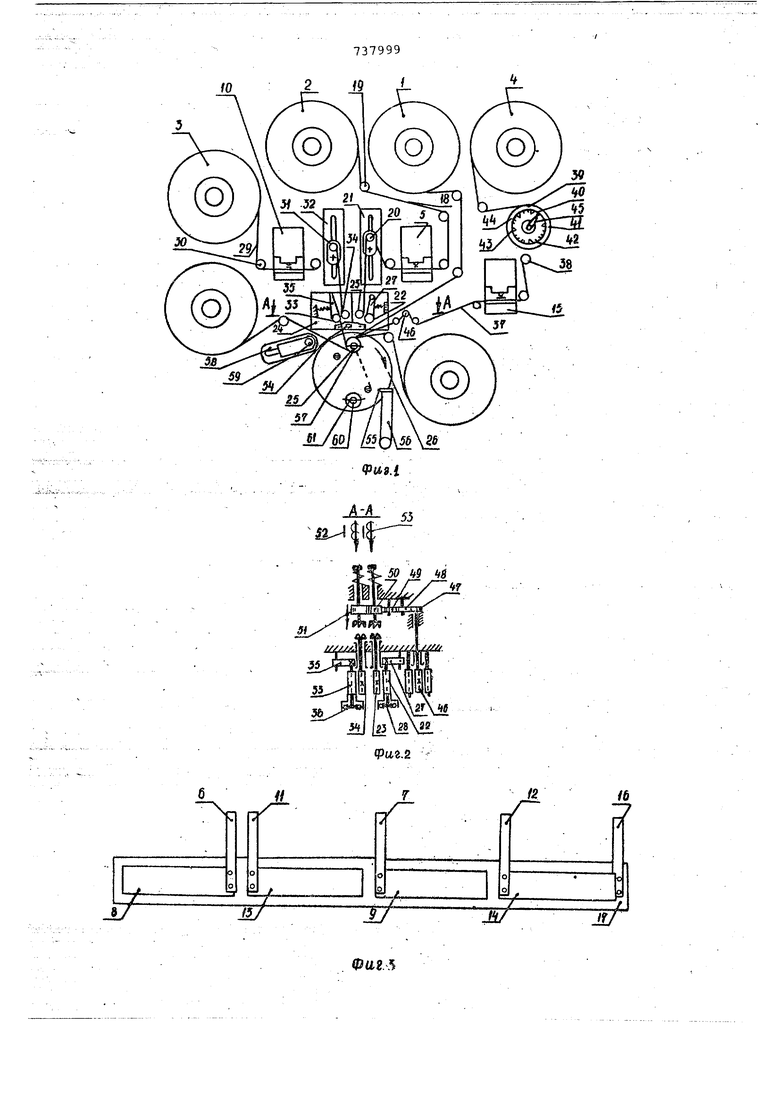
(54) УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ Изобретение относится к кондесаторостроению, в частности к текнологическому оборудованию для производства рулонных конденсаторов с вывго-. дами, преимущественно с несколькими анодами. Известно устройство для намотки секций рулонных конденсаторов с несколькими анодами, содержащее установленные на станине бобины лент Диэлектрика, анодной и катодной фольги механизмы приварки выводов, намоточные оправки, ролики подачи анодной фольги к оправкам, один иэ которых установлен на неподвижной оси, а дру гой - на подпружиненном рычаге 1. Однако это устройство малопроийво дительно, так как при намотке секции состоящей из нескольких анодов с выводами, необходимо за цикл намотки секции несколько раз а именно, по числу анодов, входящих в секцию., останавливать вращение оправки для заправки очередной анодной ленты/ в связи с чем производительность- устройства, даже при автоматизации всех операций, не высока, так как машинное время намотки меньше времени на вспомогательные операции, которые не совмещены по времени с намоткой,. РУЛОННЫХ КОНДЕНСАТОРОВ Цель изобретения - повышение про-; изводительности оборудования Sa счет исключения остановок вращения оправок во время заправки анодных лент в наматываемуюсекцию. , Поставленная цель достигается тем, ЧТО устройство для намотки секций рулонных конденсаторов с выводами, й йёймутдёственно с несколькими анодами, содержащее установленные на сТанйне бобины лент диэлектрика, анодной и катодной фольги, механизмы приварки выводов, намоточные оправки, ролики подачи анодной фольги к оправкам, одни из которых установлены на неподвижных осях, а другие - на подпружиненных рычагах, электроконтактный датчик длины катодной фольги, снабжено фрикционным роликом и электромагнитными муфтами, а расположенные на подпружиненных рычагах подающие ролики снабжены односторонней обгонной муфтой, причем фрикционный ролик Кинематически связан с подающими роликами на неподвижных осях че рез электромагнитные муфты, электрически соединённые с электроконтактныйГЖаФчйксм Длины катодной фольги. На фиг. 1 схематически изображено предлагаемое устройство, общий вид;.
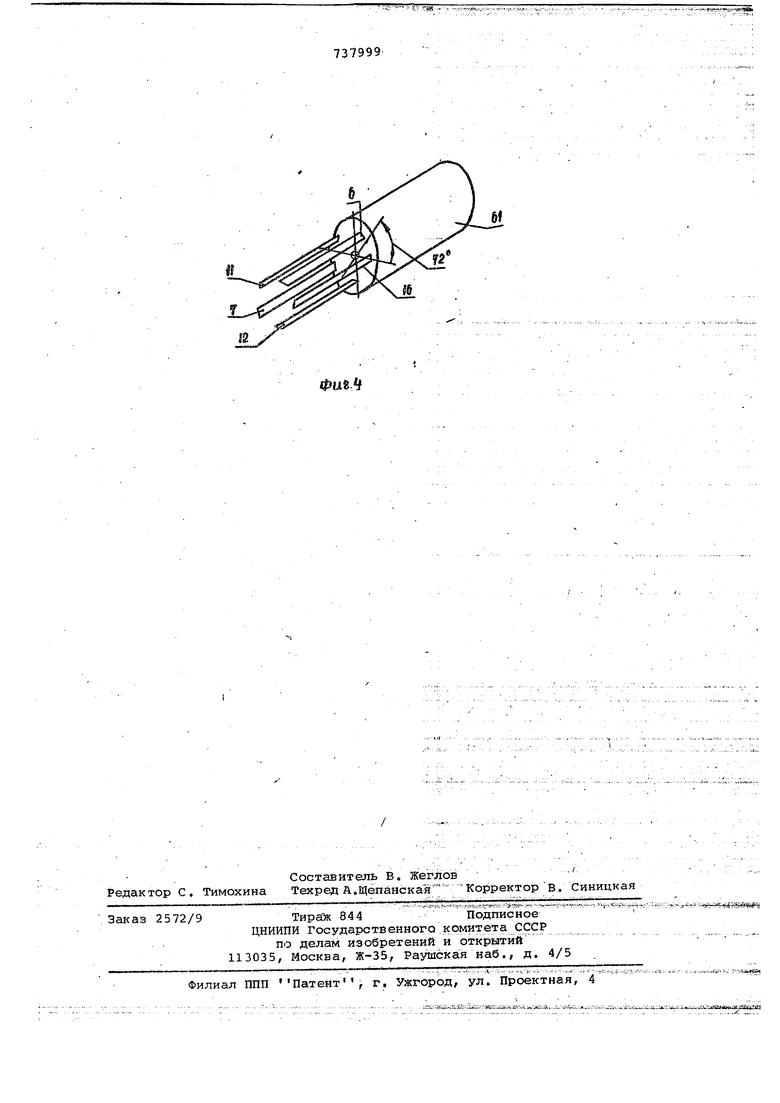
а фиг, 2 - разрез А-А на фиг. 1; а фиг. 3 - развертка четыреханодной екции конденсатора; на фиг. 4 - наЪтанМая секция с выводами, общий ид..
Устройство содержит установленные а смоточньае шпиндели с трея, бобинами 1 лент диэлейтрййа, я бобинами 2 и 3 лент анодной фольги и одной бобиной 4 ленты катодной фольги. .
Устройство содержит также установленные на станине механизм 5 приварки ля присоединения выводов б и 7 к отрёэк.ам 8 и 9 ленты анодной фольги, сматываемой с бобины 2,,механизм 10 приварки для присоединения выводов 11 и 12 к отрезкам 13 и 14 ленты анодной фольги, сматываемой с бобины 3, и. механизм 15 приварки для присоедййё нйя вывбда 16 к отрезку 17 ленты катодной фольги, сматываемой с бобины 4.
Траектория движения ленты анодной фольги 18 проходит по направляющим роликам -19, .через механизм приварки 5, компенсационный ролик 20, закрепленный на направляющей 21, и между Подающих роликрв 22 и 23 лентозаправочного механизма 24 к намЬ- . точной оправке 25, установленной на поворотной планшайбе 26, Ролик 22 установлен на подпружиненном рычаге 27 и снабжен самовьжлючаЮщейся односторбнней обгонной муфтой 28, а ролик 23 - на неподвижной оси. Траектория движения ленты анодной фольги 29 проходит по направлянвдим роликам 30, через механизм 10 приварки, компенсационный ролик 31, закрепленный на направляющей 32, имежду парой подающих роликов 33 и 34 лентозаправочного механизма 24 к намоточной оправке 25, причем ролик 33 установлен на подпружиненномрычаге 35 и снабжен обгонной муфтой 36, ролик 34 - на неподвижной оси.
Тра.ектория движения ленты катод- ной фольги 37 с бобины 4 проходит по направляющим роликам 38, мерному, шкиву 39 электроконтактного датчика , длины наматьшаемого в секцию отрезка 17 ленты катодной фольги 37, имеющему неподвижные контакты 40-44, и подвижный контакт 45, а затем - через механизм 15 приварки.
В.устройство дополнительно.введен ведущий фрикционНый ролик 46, приводимый фрикционно во вращение лентой 7- катодной фольги и кинематически связанный через зубчатые колеса 47, 48, 49, 50 и 51 и электромагнитные зубчатые муфты 52 и 53 с подиющими роликами 23 и 34 лентозаправоч;.ногр. механизма 24. . .
Муфты 52 и 53 электрически соединены с электроконтактным датчиком длины наматываемой на оправку 25 йатодной фольги.
Для отрезки лент анодной фольги 1Q и 29 служит нож 54 с электромагнитным приводом (на чертеже не показан) , а для отрезки лент диэлектрика и катодной фольги 37 - нож 55, закрепленный на рычаге 56.
Для сведения наматываемых в секцию 57 лент деэлектрика анодной и катодной фольги в пучок служит установленный на ползуне 58 ролик 59.
Кроме оправки 25 на поворотной планшайбе 26 установлена намото.чная оправка 60. Цифрой 61 обозначена намотанная секция конденсатора.
Устройство работает следующим образом. -.
Первоначальная заправка лент диэлектрика бобин 1 шпинделей смоточных,катодной фольги 37 с бобины 4, анодных лент 18 и 29 с соответствующих бобин 2 и 3 (см. фиг. 1) по на0 25 3D 35 правляющим роликам 19, 30, 38, механизмам 5, 10, 15 приварки и лентозаправочному механизму 24, осуществляется вручную, а все последующие операции устройство выполняет в автоматическом режиме. При включении вращения намоточных оправок 25 начинается намотка лент бумаги, катодной фольги 17 (см. фиг. 3), анодной фольги 8 с заранее приваренным выводом 6 механизма приварки 5 на заданном расстоянии от начала анодной ленты 18 при помощи установки компенсационного ролика 20 с закреплением его стационарно по направляющей 21. В процессе намотки лента катодной фольги 37 приводит в движение мерный шкив 39 электроконтактного датчика длины, охваченного этой лентой, а подвижный контакт 45 кинематически связан со шкивом.
После того как подвижный контакт замкнется с первым неподвижным контактом 40, подается команда на включение привода ножа 54 и приварку анодного вывода 7 механизмом 5 приварки к ленте 18.
5 50 55 «О
После отрезки анодной фольги 8 от ленты 18 ее конец оказывается зажатым между ведущим роликом 23 и ведомым фрикционным роликом 22,- закрепленным на подпружиненном рычаге 27, причем-односторонняя муфта 28 обгона, находящаяся в ведомом ролике, пропускает движение ленты анодной фольги 18 к оправке 25 во время намотки и не пропускает обратное движение ленты фольги из-под роликов 22 и 23 после отрезки ленты под действием силы натяжения.
После захвата анодной фольги 29 в карман, образованный движущимися лентами и диаметром наматываемой секции 57 электр 1агнитная зубчатая муф-та 52 отключается.
Когда подвижный контакт 45 дости(55 гнет второго неподвижного контакта
41, подается команда на включение привода ножа 54 и приварку к этой же ленте 29 анодного вывода 12 механиэмом Ю приварки на заданном расстоянии от начала анодной ленты 29 при помощи установки компен сационного ролика 31с закреплением стационарно на направляющей 32.
После отрезки анодной фольги 13 от ленты 29 ее конец оказывается зажатым между ведущим роликом 34 и ведомым роликом 33, закрепленным на подпружиненном рычаге 35, причем односторонняя муфта 36 обгона, находящаяся в ведомом ролике, пропускает движение ленты фольги 29 анода к оправке 25 во время намотки и не пропускает обратное движение ленты фольги из-под роликов 33 и 34 после отрезки ленты анодной фольги под действием силы натяжения ленты, что дает четкую фиксацию анодной ленты по отношению к положению заранее приваренных выводов анодов б, 11, 7, 12,
Одновременно с отрезкой анодной фольги 13 включается электромагнитная зубчатая муфта 53 вращения ролика 23 подачи анодной фольги 9.
, При вращении оправок 25 ленты фолги с бобин 2, 3, 4 и диэлектрика 1 наматываются, образуя секцию 57, в то время как на другой оправке 60 осуществляется домотка уже намотанной секции 61.
При достиженииподвижным контактом 45 третьего неподвижного контакта 42 отрезается анодная фольга 9 и заправляется анбдная фольга 14 аналогично предыдущим, причем скорость движения ленты при заправке отрезков анодной фольги 8, 13, 9, 14 осуществляется на синхронных скоростях движения лент в наматываемую- секцию, чт обеспечивается одинаковыми -по диаметру роликами 46, 23, 34 и передаточным отношением, равным 1 1 зубча-: тых колес 47, 48, 49, 50, 51 от ведущего ролика 46 к подающим роликам 23 или 34, что позволяет осуществлять точную заправку лент анодной фольги с приваренным выводом по отношению к уже намотанным лентам с выводами 6, 11, 7, 12, 16, расположенными в определенном заданном.положении контактами 40-44 электроконтактного датчика длины катодной фольги.
737999
При Достижении подвижным контакTP I чЪтвЪртого нёподвйзйнОго контакта осуществляете я п рйварка KatoSffO -го вывода 16 механизмом приварки 15.
Когда подвижный контакт 45 достйгает пятого неподвижного контакта 44, включается электромагнитный ПРИВОД отрезного ножа 54, который отрезает анодную-фольгу 14, после чего вращение оправок 25 и 60 прекращается. После этого Т;тла ншайба 26 поОворачивается на 180°, ролик 59 на ползуне 58 механизма формирования пучка лент прижимает пакет лент к полуоправке 25, вторая половинка полуоправки осевым движением прижимает
5 пакет лент, после чего нож 55 на рычаге 56 разрубает пакет лент.
Съем намотанной секции 61 с оправки 60 производится в нижней частей планшайбы 26 за счет ухода оправки
0 внутрь планшайбы.
Формула изобретения
Устройство для намотки секций рулонных конденсаторов с выводами, преимущественно с несколькими анодами, содержащее установленные на станине бобины лент диэлектрика, анодной и катодной фольги, механизмы приварки вь&одов, намоточные оправки, ролики подачи анодной фольги к оправкам, одни из которых установлены на неподвижных осях, а другие - на подпружиненных рычагах, и электроконтактный датчик длины катодной фольги, отличающеес я тем, что, с целью повышения производительности оборудования за счет исключения остановок вращения оправок во время заправки .анодных лент в наматываемую секцию/ оноснабжено фрикционным роликом и электромагнитными муфтами, арасположенные на подпружиненных рычагах подающие ролики снабжены одно.сторонней обгонной муфтой, причем фрикционный ролик кинематически связан с подающими роликами на неподвижных осях через электромагнитные муфты, электрически соединенные с электроконтактным датчиком длины катодной: фольги.
Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2114527, кл. Н 01 G 13/02, 10,05,69 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для изготовления секций рулонных конденсаторов | 1974 |
|
SU652634A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для намотки секции электрических рулонных конденсаторов | 1976 |
|
SU736194A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU750589A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
/о |Ы|||
JL/
JV
-A: 53
ffg
«Раг.2 TS/
Jf/
У
азаг5
Фиг
737999
