Перекрестные ссылки на родственные заявки
По данной заявке испрашивается приоритет на основе предварительных заявок 60/943943317, поданной 12 июня 2007, и 60/952431, поданной 27 июля 2007, содержание которых полностью включено здесь по ссылке.
Область техники, к которой относится изобретение
Изобретение в целом относится к способу и системе, основанным на применении лазера, для гравировки (скрайбирования) графических изображений на материалах, главным образом, строительных материалах, с большими скоростями обработки, пригодными для производства в промышленном масштабе.
Уровень техники
Изделия для жилищного строительства и строительства промышленного назначения включают в себя строительные изделия внутреннего назначения, такие как гипсокартон, столешницы, арматура для ванных комнат (сантехника), кухонные шкафы, внутренние двери, настилы, стеновые панели, потолочные плитки и строительные изделия наружного применения, такие как обшивка, облицовка, отделка, ограждения, окна и наружные двери. Эти изделия изготовлены из гипса, винила, акрила, древесноволокнистых плит высокой плотности, закаленного стекла, отожженного стекла, композитных смол, различных ламинатов, шпона, низкопрофильной ковровой плитки, стекловолокна, керамики, гранита, пластиковых и древесно-пластиковых композитных материалов и многообразных других материалов. Часто существует желание снабдить такие детали декоративной отделкой с различными графическими изображениями, нанесенными на материалы.
Традиционные технологии печатания, такие как тиснение или струйная печать, часто создают непривлекательный внешний вид. Другие процессы, такие как пескоструйная обработка и облицовка шпоном, имеют определенный недостаток, заключающийся в высокой стоимости.
Казалось бы, что лазерная гравировка или скрайбирование на строительных изделиях могла бы предложить привлекательное средство для декорирования строительных изделий. Однако лазеры промышленного производства не использовались для декорирования строительных изделий в крупномасштабном производстве с экономически привлекательными показателями. Полагают, что, по меньшей мере, два фактора объясняют, почему не гравируют строительные изделия с помощью лазера в масштабах массового производства. Этими факторами являются относительно низкие скорости сканирования и относительно низкие мощности промышленных систем лазерной гравировки.
Что касается скоростей сканирования, лазерным лучом можно управлять с помощью линейных индукторных двигателей или с помощью систем подачи с резьбовым копиром на координатном столе при стандартных скоростях лазерного сканирования, обычно составляющих от 0,5 до 3,0 метров в секунду. Этот способ является обычным в отрасли лазерной резки, где используются лазеры мощностью 1000-10000 Вт для резки стали, например. Такие лазерные системы с мощностью 1000-10000 Вт производят компании Amada®, Triumph, Rofin®, Fanuc® и Panasonic®.
Скорости этих традиционных, приводимых в действие линейными индукторными двигателями лазерных систем потребовали бы несколько минут полной обработки, только чтобы выгравировать квадратный фут (0,09 кв.м) материала. Например, в недавней рекламе передовой лазерной системы, Vyteck L-star, заявлено, что система является «самой быстрой в мире лазерной системой для отраслей по изготовлению камня, плитки и стекла». В рекламе далее заявлено, что «L-Star выигрывает соревнование со скоростями гравировки до 150 дюймов в секунду» или 3,8 метров в секунду.
Изобретатели признают, однако, что скорости, полученные с помощью традиционных системы с линейным индукторным двигателем, не позволят произвести экономичную обработку строительных изделий гравировкой, потому что потребуется очень много времени, чтобы задекорировать основу. Признано, что лазеру такого типа с линейно-индукторным двигателем потребуется на квадратный фут несколько минут, чтобы выгравировать графические изображения на строительных материалах. Например, при такой скорости признано, что потребуется около 6 минут, чтобы выгравировать сложный графический рисунок на квадратном футе среды с плотностью фибролита, обычной основы для строительных материалов. Таким образом, себестоимости единицы продукции были бы слишком высокими, чтобы экономично обрабатывать такие строительные материалы в массовом масштабе. Низкая скорость такого линейного индукторного двигателя, видимо, не являлась бы практичным или экономичным способом нанесения графических изображений с помощью лазера на отделку из древесных композитных материалов, настилы, изделия из древесных композитных материалов или любую другую обычную основу для строительного изделия в больших объемах. Потребовалось бы несколько минут на квадратный фут, чтобы нанести с помощью лазера сложный узор древесной структуры на квадратный фут композитного древесного материала или пластмассовых пиломатериалов с помощью существующей технологии лазерной гравировки. Изобретатели полагают, что именно поэтому подобные строительные материалы не гравируют с помощью лазера в больших объемах.
В альтернативном варианте, зеркала, приводимые в действие с помощью гальванометра (или гальвозеркала для краткости), могут быть использованы для управления движением лазерного луча на поверхности материала. Гальвозеркала перемещают с помощью управляющего сигнала, и это перемещение соответствующим образом вызывает выходной луч лазера, который должен перемещаться по материалу вдоль требуемой траектории, обеспечивая за счет этого создание рисунка. Этот способ находит широкое применение в лазерной гравировке разнообразных материалов, включая сталь, дерево и пластики, с использованием лазеров с мощностью 50-250 Вт.
Лазерные системы, приводимые в действие гальвозеркалами, применяются в относительно малых масштабах (главным образом меньше, чем площадь размером 61 кв.∙см (или два фута) и при низких скоростях (менее, чем скорость гравировки, равная 5 метрам в секунду) и с малой мощностью (обычно между 50-250 Вт). Эти системы главным образом производят гравировку на изделиях, таких как бокалы для вина, маленькие латунные втулки, маленькие деревянные дощечки или маленькие гранитные плиты. В отличие от лазеров, управляемых линейными индукторными двигателями, системам, управляемым гальвозеркалами, не хватает мощности лазера, чтобы обрабатывать относительно большие части. Как и в случае лазеров, управляемых линейными двигателями, работа систем с гальвозеркалами является слишком медленной, чтобы экономичным образом изготавливать части строительных изделий.
Сущность изобретения
Первый аспект изобретения направлен на способ гравировки (скрайбирования) графического изображения на материале, в котором выходной сигнал лазера прикладывают к материалу. Выходной сигнал лазера перемещается относительно материала с высокой скоростью, больше чем 10 метров в секунду, при этом лазерный сигнал имеет большую мощность, больше чем 500 Вт, чтобы выгравировать графическое изображение на поверхности материала.
Второй аспект изобретения раскрывает систему для гравировки графического изображения на материале. Система включает в себя лазер, функционирующий с сигналом высокой мощности, больше чем 500 Вт, и систему зеркал для перемещения лазерного сигнала со скоростью больше чем 10 метров в секунду, чтобы выгравировать графическое изображение на поверхности материала.
Третий аспект изобретения направлен на модуль обработки графических изображений, который эффективно обрабатывает графическую картинку, чтобы управлять позиционированием зеркал, чтобы выгравировать графическое изображение и управлять мощностью лазера.
Дополнительные аспекты изобретения, включая дополнительные способы, дополнительные системы, устройства, аппараты, изделия и другое, будут очевидны после рассмотрения сопровождающих чертежей и чтения подробного описания ниже.
Краткое описание некоторых видов фигур чертежей
Сопровождающие чертежи включены в описание и составляют его часть. Чертежи вместе с общим описанием, приведенным выше, и подробным описанием приведенного в качестве примера варианта (вариантов) осуществления системы и способа (способов), приведенных ниже, служат для пояснения принципов изобретения. На этих чертежах:
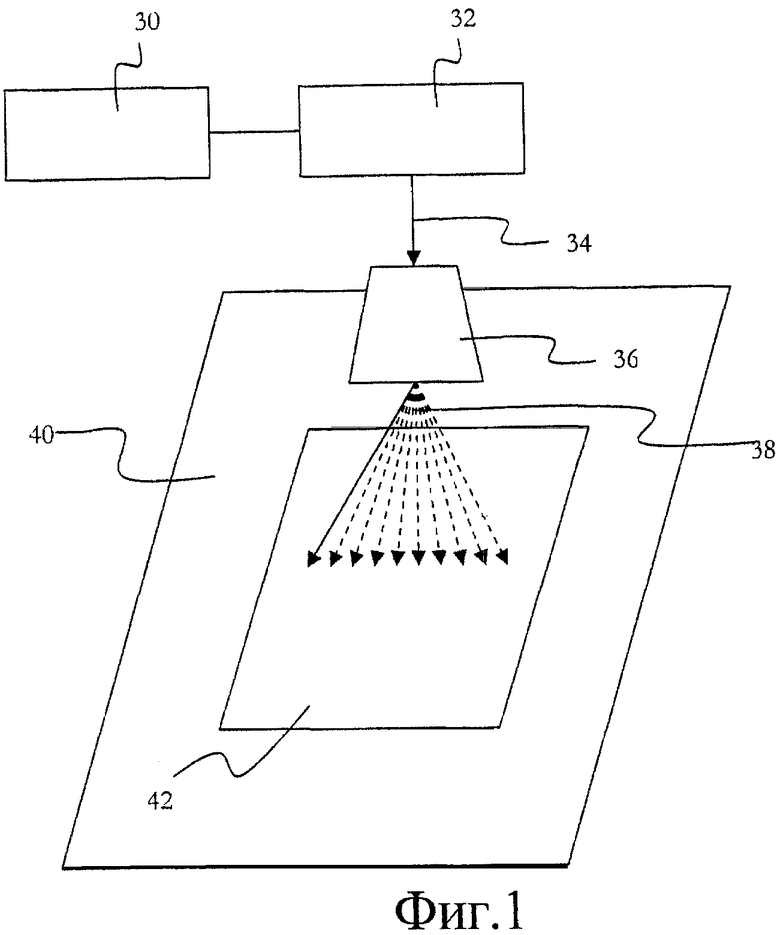
Фиг. 1 представляет собой схематичный вид системы для гравировки графического изображения на материале согласно одному варианту осуществления изобретения;
Фиг.2 представляет собой схематичный вид системы для гравировки графического изображения на материале согласно другому варианту осуществления изобретения.
Подробное описание приведенных в качестве примера варианта (вариантов) осуществления изобретения и приведенного в качестве примера способа (способов)
Теперь ссылки будут подробно сделаны на приведенный в качестве примера вариант (варианты) осуществления изобретения и способ (способы) по изобретению, как они проиллюстрированы на сопровождающих чертежах, на которых подобными ссылочными позициями обозначены подобные или корреспондирующие части на всех чертежах. Необходимо отметить, однако, что изобретение в своих самых широких аспектах не ограничено конкретными деталями, представленными устройствами и способами, и иллюстративными примерами, показанными и описанными в этом разделе подробного описания.
Изобретатели не знают никого, кто предложил бы до этого изобретения высокоскоростную обработку гравировкой с помощью лазеров высокой мощности. Изобретатели определили, что лазеры, в которых используется высокая мощность (больше чем 500 Вт) и высокая скорость (больше чем 10 метров в секунду), были бы значительным усовершенствованием традиционных систем и коммерчески оправданным путем, чтобы гравировать графические изображения и рисунки на основах строительных изделий и других материалах в массовом производстве, чтобы достичь низкой себестоимости единицы продукции, и таким образом удовлетворительных экономических аспектов.
В конкретных, приведенных в качестве примеров, вариантах осуществления изобретения лазеры с мощностью 2000 Вт или выше, при этом даже 2500 Вт или выше, соединенные со сверхскоростными сканирующими головками, обеспечивают привлекательную себестоимость и экономические показатели единицы продукции. Изобретатели рассчитали, что со скоростями лазерного сканирования, равными 30-50 метрам в секунду, можно выгравировать графические изображения во временных рамках, измеряемых секундами на квадратный фут, и обеспечить себестоимость единицы продукции, измеряемой в пенни на квадратный фут.
Как упомянуто здесь, «скорость» является скоростью лазерного выходного сигнала (то есть луча) относительно поверхности материала. Относительная скорость может быть переданной путем перемещения лазерного выходного сигнала во время обработки неподвижного материала или путем перемещения материала во время обработки стационарным лазерным выходным сигналом, (лазерным сигналом) или одновременным перемещением лазерного сигнала и материала в разных направлениях и/или при различных скоростях.
Согласно приведенному в качестве примера варианту осуществления изобретения высокоскоростной лазер с большой мощностью используется для создания графических изображений и шаблонов на основе строительного материала. Лазер, представленный под ссылочной позицией 32 на фиг.1, является лазером большой мощности, имеющим выходную мощность больше чем 500 Вт, а в некоторых приведенных в качестве примеров вариантах осуществления изобретения больше чем 1000 (W) Вт 1 (kW) (1 киловатт), 2000(W) Вт (2(kW) (2 киловатта)) или даже больше чем 2500(W) Вт (2,5(kW) киловатт). Выходная мощность лазера, упомянутая здесь, является постоянной, чем отличается от выходной мощности, когда лазер имеет временные выбросы энергии или если лазер является импульсным. Постоянная мощность может быть изменена путем регулировки режима энергоснабжения на лазере. Частота лазера обычно находится в диапазоне, например, от 10 до 60 кГц. Приведенный в качестве примера промышленный лазер поставляется фирмой Rofin-Sinar Technologies, Inc., является лазером CO2 с мощностью 2,5 киловатт, модель номер DC025.
Выходной сигнал 34 лазера 32 связан со сканирующей головкой 36, которая включает в себя управляемое, подвижное, относительно легкое по весу зеркало с покрытием, которое способно сканировать лазерный сигнал с относительно высокой скоростью. В приведенных в качестве примеров вариантах осуществления изобретения скорости составляют больше 10 метров в секунду или даже 30 метров в секунду, или выше на лазерах с большой мощностью. Как описано здесь, могут быть использованы скорости сканирования до 65 метров в секунду или даже выше. Кроме того, лазерный сигнал 38 может быть сканирован поперек обрабатываемой детали на рабочей поверхности 40, как показано на фиг.1. Например, сигнал 38 может сканировать длины, равные 0,9 м (3 фута) или больше.
В лазерных системах согласно этому варианту осуществления изобретения применяют очень высокие скорости сканирования для достижения низкой себестоимости единицы продукции при обработке материалов, таких как конструктивные и декоративные строительные материалы. Примеры материалов, которые могут быть обработаны с использованием систем и способов, которые осуществлены здесь, включают в себя стекло (закаленное стекло и/или отожженное стекло), камень, керамику, гранит, композитную древесину, ламинаты, метал, пластик, гипс, обшивку, пластмассы усиленные стекловолокном, древесные композиты, винил, акрил, древесно-волокнистую плиту высокой плотности, шпон, низкопрофильную ковровую плитку и т. д. В лазерах, которые сканируют при таких высоких скоростях, согласно вариантам осуществления изобретения используют исключительную мощность, чтобы получить высокую плотность мощности на единицу времени для удовлетворительной гравировки графических изображений на строительных материалах и других веществах на промышленном уровне производства. При мощностях лазера меньше 500 Вт лазер, работающий со скоростью сканирования 30-50 метров в секунду, просто не будет иметь достаточной мощности для эффективной гравировки графических изображений на строительных изделиях.
Для создания лазерной системы с мощностью 1000-2500 Вт, которая управляется гальваническим методом при высоких скоростях сканирования, например, находящихся в диапазоне 30-50 метров в секунду, в приведенном в качестве примера варианте осуществления изобретения легкие высокотехнологичные системы зеркал с высокотемпературными покрытиями используются как промышленно доступные. Примером промышленно доступной легкой высокотехнологичной системы зеркал является ScanLab AG, Model PowerSCAN33 Be, 3-осный гальванометрический сканнер с 33 мм Be (бериллиевыми) зеркалами. Полагают, что высокотемпературным покрытием должен быть физический сплав, нанесенный с помощью пара. Легкая бериллиевая основа покрыта материалами, обеспечивающими зеркальную поверхность, чтобы отражать более 98% длины волны CO2, 10,6 микрон. Легкая высокотехнологичная система зеркал позволяет гальванометрам (или «гальво» для краткости) перемещать лазерный сигнал (например, луч) повторяемым, но эффективным образом по поверхности основы. Скорость сканирования такой лазерной системы является удивительной с точки зрения величины более высокой, чем скорости лазерного сканирования, достигаемые с любым из линейных индукторных приводов или традиционных гальвозеркал. Используя подобную легкую систему зеркал, изобретатели достигли скоростей лазерного сканирования, превышающих 65 метров в секунду, по сравнению с максимальными скоростями сканирования, равными 4-5 метров в секунду, при традиционной технологии лазерной гравировки.
Система включает в себя устройство управления (контроллер), обозначенное ссылочной позицией 30 на фиг.1, которое способно поддерживать сверхвысокие скорости сканирования, создаваемые легкими зеркалами, и производя необходимые изменения мощности на конкретной скорости. Для создания графических изображений высокого разрешения устройство управления производит эти изменения мощности на высоких скоростях, таких как на каждые несколько миллиметров луча сканирования. Скорость сканирования лазера будет определять величину изменений мощности внутри графического изображения. Тип (например, сложность и запутанность) и глубина графического изображения будут также влиять на то, как оно будет выгравировано на основе. Примером промышленно доступного устройства управления является Model Foresight Controller, Embedded laser process Controller, производимый компанией LasX Industries, Inc. Взаимозависимость изменений мощности, скорости устройства управления и скорости лазерного сканирования проиллюстрирована ниже в таблицах II и III.
На фиг.2 показан второй вариант осуществления системы для гравировки материалов, таких как строительные материалы. Система, в целом обозначенная ссылочной позицией 10, включает в себя лазер 11 для получения лазерного луча 12 в направлении управляемой компьютером системы зеркал.
Проиллюстрированная система зеркал включает в себя зеркало 13 по оси х, установленное с возможностью поворота и приводимое в действие гальванометром 14 оси х. Гальванометр 14 оси х приспособлен, чтобы поворачиваться и вызывать вращение зеркала 13 оси х. Поворот зеркала 13 оси х в то время, когда лазерный луч 12 падает на зеркало 13, заставляет лазерный луч 12 перемещаться вдоль оси х. (Цифровой) компьютер 15 управления управляет сигналом от источника 16 энергии, чтобы управлять поворотом гальванометра 14 оси х зеркала 13 оси х. Лазерный луч 12 отклоняется зеркалом 13 оси х и направляется к зеркалу 17 оси у, установленному с возможностью поворота на гальванометре 18 оси у. Гальванометр 18 оси у приспособлен поворачиваться и вызывать поворот зеркала 17 оси у. Поворот зеркала 17 оси у вызывает перемещение лазерного луча 12, падающего на зеркало 17 оси у. Компьютер 15 управления управляет выходным сигналом источника 16 энергии, подаваемым на гальванометр 18 оси у, для управления поворотом гальванометра 18 оси у.
Лазерный луч 12 отклоняется зеркалом 17 оси у и направляется через фокусирующую линзу 19, приспособленную, чтобы фокусировать лазерный луч 12. Линза 19 может быть многоэлементным плоскостным устройством фокусирующей линзы, которое оптически поддерживает сфокусированное фокальное пятно на плоскости, как только лазерный луч 12 перемещается по материалу, чтобы выгравировать графическое изображение. Линза 19, зеркала 13, 17 и гальванометры 14, 18 оси у могут быть помещены в гальванометрический блок (не показан).
Устройство 10 дополнительно включает в себя рабочую поверхность 20, которая может быть твердой основой, такой как плита или псевдоожиженный слой. Материал (или обрабатываемую деталь 21) размещают на рабочей поверхности 20. Материал 21 включает в себя рабочую поверхность 22, которая подлежит гравировке. Рабочая поверхность 20 может быть отрегулирована вертикально, чтобы отрегулировать расстояние от линзы 19 до поверхности 22 материала 21. Лазерный луч 12 направляют зеркалами 13, 17 к рабочей поверхности 22 материала 21. Обычно лазерный луч 12 направляют главным образом перпендикулярно рабочей поверхности 22, но различные графические изображения могут быть достигнуты путем регулирования угла между лазерным лучом 12 и рабочей поверхностью 22 от около 45° до около 135°. Относительное перемещение между лазерным лучом 12 в контакте с рабочей поверхностью 22 материала 21 заставляет графическое изображение 23 быть выгравированным на рабочей поверхности 22. Перемещения и выбор времени работы зеркал 13, 17 и мощность лазерного луча 12 контролируются цифровым компьютером 15 управления, чтобы выгравировать конкретное требуемое графическое изображение 23. Как обозначено здесь, относительное перемещение может вызвать перемещение лазерного луча 12 (например, с использованием системы зеркал), поскольку рабочая поверхность 22 остается стационарной, движение рабочей поверхности 22, в то время как лазерный луч 12 остается неподвижным, или же сочетание одновременного перемещения лазерного луча 12 и рабочей поверхности 22 в различных направлениях и/или с разными скоростями.
Второй компьютер, такой как компьютер рабочей станции (не показан), может быть использован в способе, чтобы облегчить создание требуемого графического изображения. Например, графическое изображение может быть отсканировано в компьютер рабочей станции, конвертировано в соответствующий формат и затем введено в компьютер 15 управления. Цифровой компьютер 15 управления затем управляет гальванометрами 14, 18 и зеркалами 13, 17, а также сигналом мощности лазерного луча 12, чтобы создать графическое изображение на поверхности материала рабочей поверхности 22 при соответствующей мощности и скорости перемещения для высокой производительности.
Система 10 может также включать в себя резервуар 24 для впрыскивания газа, такого как инертный газ, в рабочую зону. Количество газа может контролироваться цифровым компьютером 15 управления или другим средством.
Термин «гравировать», как он использован здесь, означает контактировать с материалом с помощью лазерного луча 12, чтобы создать графическое изображение. В ходе гравировки лазерный луч 12 прикладывает энергию к основе, тем самым вызывая видимое значительное изменение основы, такое как путем удаления покрытия основы, удаление материала основы и т. д. Результатом является трансформация основы, которая заметна визуально. Термин графическое изображение относится к декоративным и художественным рисункам, недекоративным рисункам, шаблонам, графическим картинкам, видам, буквенно-цифровым знакам, логотипам, другим обозначениям и т.д.
Две технологии лазерной гравировки графических изображений на материалах включают в себя растровую и векторную технологии. Растровая технология может быть определена, как лазерное рисование графического изображения либо в горизонтальном, либо в вертикальном направлении путем сканирования непрерывным образом назад и вперед, пока графическое изображение не обработано. Векторное рисование может быть определено, как рисование лазером контура каждой отдельной части графического изображения, пока все графическое изображение не выполнено.
Величина мощности лазера, требуемая, чтобы создать приемлемый рисунок на высокой скорости, будет определяться природой основы. Мощность лазера может находиться в любой точке в диапазоне выше 500 Вт, и такой высокой, как, например, 5000 Вт. Например, мощность, необходимая, чтобы нанести лазерный рисунок на хлопчатобумажных майках или шелке, при высоких скоростях сканирования, может потребовать только 500 Вт, тогда как может потребоваться более высокая мощность, такая как 2500 Вт или больше, чтобы эффективно нанести лазерный рисунок на пластмассовые пиломатериалы, композитную древесину или джинсовую ткань при аналогичных скоростях сканирования. Этот принцип можно также применить к основам меньшего размера, таким как для массового потребления.
Согласно варианту осуществления изобретения контрольная информация для управления лазером может быть сохранена заранее в устройстве 30 управления. Хранящаяся контрольная информация может быть связана с одним или многими различными графическими изображениями, например шаблонами.
Изобретатели получили многочисленные материалы и строительные материалы, включая пластмассовые пиломатериалы, виниловую наружную обшивку, древесные композиты, гипсокартон, изделия из ламинатов, шпон, древесноволокнистую плиту высокой плотности, закаленное стекло, отожженное стекло, гипсокартон, винил, потолочные плитки, половые настилы, составные элементы из стекловолокна и пластмассы, ковровые плитки, и предприняли попытки нанести графические изображения на эти элементы с использованием высокой скорости (больше чем 10 метров в секунду, при этом предпочтительно 30 метров в секунду) и лазеров с большой мощностью (больше чем 500 Вт, и в некоторых приведенных в качестве примеров вариантах осуществления изобретения, 2000 Вт или больше, или такой большой, как 2500 Вт). Результаты экспериментов не принесли ничего удивительного в том, что в каждом случае лазер был способен нанести замечательные и художественные рисунки на эти изделия в течение секунд. Следовательно, оборудование, описанное в вариантах осуществления изобретения, обеспечивает, в первый раз, экономический прорыв для лазерной гравировки графических изображений на строительных изделиях.
Изобретатели были удивлены привлекательными и замысловатыми графическими изображениями и структурой изображаемого предмета, которые могли бы быть выгравированы при высоких скоростях на деталях строительных изделий из акрила, винила и стекловолокна, пластмассовых пиломатериалах и древесных композитах. Разнообразие графических изображений и рисунки волокон древесины были выгравированы на этих строительных изделиях во временных рамках, измеряемых секундами на квадратный фут. Изделия традиционного декора превратились в декоративные детали в течение секунд. Рисунки волокон древесины дуба, ореха, кедра и красного дерева были нанесены лазером на пластмассовые пиломатериалы и древесные композиты, чтобы создать реально имитирующие дерево детали настила. Даже экзотические рисунки волокон древесины, такие как леопардовые рисунки волокон древесины, и другие цветочные и графические шаблоны были нанесены лазером на пластмассовые пиломатериалы и древесные композиты с высокими скоростями производительности, чтобы создать поразительные новые графические изображения. Наиболее важно, что такие графические изображения были созданы в такие короткие временные рамки, что процесс лазерной гравировки был бы несомненно экономичным для крупномасштабного производства. Графические изображения, нанесенные лазером на гипсокартон, добавили новую степень свободы в эстетику дизайна внутренних стен и представляют собой другую неожиданность. Нанесение лазером различных структур волокон на изделия для половых настилов, находящихся в диапазоне от древесноволокнистых плит высокой плотности и мягких древесноволокнистых плит до керамических плиток, обеспечивает новые дешевые альтернативы для декорирования и дизайна половых настилов. Выгравированные графические изображения и шаблоны могут быть также выгравированы лазером на зеркалах, чтобы создать совершенно новый эстетический приятный внешний вид в масштабах массового производства.
Изобретатели полагают, что лазерная система, приведенная в качестве варианта осуществления изобретения здесь, может обеспечить почти безграничные характеристики в отношении моды и дизайна строительных изделий в первый раз в экономичном процессе производства. Изобретатели продемонстрировали, что лазеры с мощностью 2500 Вт, управляемые гальванометрическими зеркалами, могут несомненно декорировать строительные изделия за секунды и, таким образом, являются очень экономичными, если не революционными, для структуры себестоимости. Чтобы дополнительно улучшить экономические показатели, изделия могут быть выгравированы с помощью лазера с высокой скоростью (например, больше чем 10 метров в секунду) и большой мощностью ( например, больше чем 500 Вт) и одновременно быть соединенными с простой системой конвейерного перемещения. Лазерная система может «печатать на лету» в течение непрерывного процесса лазерной гравировки. Также существует несколько других средств улучшить экономические показатели, такие как: многочисленные лазеры могут быть размещены вдоль производственной линии, чтобы удвоить или утроить производительность; сканирующая головка может быть прикреплена к линейному индукторному двигателю и будет гравировать с помощью лазера более широкий материал по секциям, пока вся деталь не будет обработана; при этом расстояние от лазера до рабочей поверхности может быть увеличено, чтобы позволить гравировку лазером более широких деталей или многочисленных деталей за один прием.
Например, лазерная гравировка пластмассовых пиломатериалов в непрерывном способе для массового производства может потребовать один лазер мощностью 2500 ватт, направленный на рабочую поверхность, равную 50,8 см (20 дюймов), который работает на высоких скоростях, чтобы соответствовать линейной скорости способа. Но чтобы выполнить лазерную гравировку внутренних дверей для массового производства, которые имеют размеры 3 фута на 8 футов (0,91 м на 2,44 м), может быть более эффективным применить многочисленные лазеры или линейный индукторный двигатель, чтобы покрыть всю рабочую поверхность. Несмотря на установку, изобретатели определили, что мощность лазера, равная 500 ватт или больше (например, 500-2500 Вт) и скорости лазерного сканирования, равные 10 метрам в секунду или выше (например, от 10 до 50 метров в секунду), дают удовлетворительные экономические показатели на единицу себестоимости продукции для лазерной гравировки графических изображений на строительных изделиях. Современная себестоимость единицы продукции могла бы быть уменьшена с долларов за квадратный фут до центов за квадратный фут путем увеличения скорости лазера, начиная со стандартной промышленной скорости, равной 3, 8 метрам в секунду, до, например, 50 метров в секунду.
Мощность и скорости должны контролироваться, чтобы избежать любых нежелательных последствий сверхобработки, таких как полное обугливание, прожог и/или расплавление материала, на который наносят гравировку.
Необходимо понимать, что способы и системы, описанные здесь, могут быть использованы для нанесения гравировки на материалы, отличные от строительных материалов. Другие материалы, на которые может быть нанесена гравировка, в соответствии с вариантами осуществления изобретения, описанными здесь, включают в себя: джинсовую ткань или кожу, такие как используются в отделочной промышленности.
Компьютерное аппаратное обеспечение и программное обеспечение для осуществления вариантов осуществления изобретения, описанных здесь, может быть любого рода, например, либо общего назначения, либо предназначенным для некоторых конкретных задач, такие как рабочие станции. Компьютеры могут быть компьютерами класса Pentium ®, рабочими программами Windows XP®, Windows Vista® или Linux®, или компьютером может быть компьютер Macintosh®. Компьютер также может быть карманным, таким как (Personal Digital Assistant) персональный цифровой секретарь, сотовый телефон или небольшой портативный компьютер.
Программы могут быть написаны на языках программирования С, Java, Brew или любом другом языке программирования. Программы могут быть резидентными программами на носителе информации, например, магнитном или оптическом, например, на жестком диске компьютера, сменном диске или носителе, таком как карта памяти или SD носитель, или другом съемном носителе. Программы могут прогоняться по сети, например, с помощью сервера или другого устройства, посылающего сигналы на одно или более локальных устройств, что позволяет локальному устройству (устройствам) осуществлять операции, описанные здесь.
Примеры
Чтобы продемонстрировать влияние основы материла и шаблона графического изображения на лазерную мощность и скорость сканирования, ниже в Таблице I перечислены опыты, которые были проведены на различных подложках.
Эффекты управления скоростью на диапазон изменения мощности лазера для двух отдельных графических изображений продемонстрированы в Таблицах II и III ниже.
Таблица II содержит данные для 32 лазерных линий на дюйм, при этом Таблица III содержит данные для 60 лазерных линий на дюйм. Например, графическое изображение с 32 линиями на дюйм, требующее изменять мощность лазера каждые 2 пикселя, может достичь максимальной скорости лазерного сканирования, равной 15 м/сек при скорости устройства управления 10000 пикселей в секунду (см. таблицу II). Чтобы удвоить скорость лазера до 30 м/сек в этом случае, устройство управления должно иметь мощность обработки, равную 20000 пикселей в секунду. Поскольку лазерные линии на дюйм увеличиваются (сравнение таблицы II с Таблицей III), скорость устройства управления становится более важной для обеспечения высокой линейной скорости лазера.
Предшествующее подробное описание определенных приведенных в качестве примеров вариантов осуществления изобретения было выполнено с целью объяснить принципы изобретения и его практическое применение, вследствие чего оно позволяет специалистам в данной области техники понять изобретение для различных вариантов осуществления изобретения и с выполненными различными изменениями, которые подходят для конкретного использования. Это описание не предназначено быть исчерпывающим или ограничивать изобретение конкретными описанными вариантами осуществления изобретения. Несмотря на то что только несколько вариантов осуществления изобретения были подробно описаны выше, другие варианты осуществления изобретения возможны и предназначены изобретателями быть включенными в это описание и в объем приложенной формулы изобретения. Описание описывает конкретные примеры для достижения более общей цели, чем та, которая может быть достигнута другим путем. Изменения и эквиваленты будут очевидны для специалистов-практиков в данной области техники и включены в сущность и объем изобретения согласно приложенной формуле изобретения и ее соответствующим эквивалентам. Это описание предназначено быть примером, при этом формула изобретения предназначена защищать любое изменение или альтернативный вариант, которые могут быть предсказаны специалистом, имеющим традиционный опыт. Например, другие виды лазеров и другие потребляемые мощности лазеров в ваттах, находящиеся за пределами описанных выше, могли бы быть использованы с помощью этого устройства.
Только та формула изобретения, в которой использованы слова «средство для», должна интерпретироваться согласно положениям раздела 35 ГК США параграфа 112, шестого пункта. Кроме того, никакие ограничения из описания не должны быть перенесены в любой пункт формулы изобретения, за исключением того, когда эти ограничения определенно включены в формулу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Применение способа и системы использования лазера для создания изображения | 2020 |
|
RU2756663C1 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| СПОСОБ ЛАЗЕРНОГО ПРОЕЦИРОВАНИЯ | 2019 |
|
RU2705182C1 |
| СПОСОБ РЕЛЬЕФНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2472629C2 |
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ | 1997 |
|
RU2146200C1 |
| СПОСОБ ЛАЗЕРНОЙ ГРАВИРОВКИ МЕТАЛЛА ИЛИ СПЛАВА | 2010 |
|
RU2460619C2 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ПОРОШКА | 1994 |
|
RU2141887C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОФОРМАТНОГО ХУДОЖЕСТВЕННОГО РИСУНКА НА ЛИЦЕВОЙ ПОВЕРХНОСТИ НАТУРАЛЬНОЙ КОЖИ С ПРИМЕНЕНИЕМ ЛАЗЕРНО-ГРАВИРОВАЛЬНОГО СТАНКА | 2014 |
|
RU2561904C2 |
| Способ лазерной маркировки изделий | 2021 |
|
RU2766210C1 |
Изобретение относится к способу и системе гравировки графического изображения на материале с помощью выходного лазерного сигнала, который прикладывают к материалу. Выходной лазерный сигнал перемещают относительно материала с высокой скоростью, больше чем 10 м в секунду, и осуществляют гравировку с постоянной мощностью выходного лазерного сигнала более 500 Вт. Система для гравировки содержит лазер, систему зеркал для перемещения выходного сигнала лазера и устройство управления, выполненное с возможностью управлять мощностью и скоростью выходного сигнала лазера. Устройство управления выполнено таким образом, что его вычислительная мощность составляет 10000 пикселей в секунду. Изобретение позволяет осуществлять гравировку на строительных изделиях. 2 н. и 37 з.п. ф-лы, 2 ил., 3 табл.
1. Способ гравировки графического изображения на материале, включающий в себя этап, на котором прикладывают выходной сигнал лазера к материалу, причем выходной сигнал лазера перемещают относительно материала с высокой скоростью более 10 м/с, при этом выходной сигнал лазера имеет высокую постоянную мощность более 500 Вт на протяжении всего периода времени гравировки, чтобы выгравировать графическое изображение на поверхности материала.
2. Способ по п.1, дополнительно включающий в себя этап, на котором сохраняют графическое изображение и в котором упомянутый этап приложения выходного сигнала лазера включает в себя этап, на котором используют информацию, указывающую на хранящееся графическое изображение, чтобы задавать информацию управления для выходного сигнала лазера.
3. Способ по п.1, в котором материал представляет собой строительное изделие.
4. Способ по п.3, в котором строительное изделие представляет собой, по меньшей мере, один из следующих материалов: материал внешней отделки, материал внешних площадок для спортивных игр и материал для внешней отделки дома.
5. Способ по п.3, в котором строительное изделие представляет собой композитный строительный материал, изготовленный из многочисленных различных материалов.
6. Способ по п.3, в котором строительное изделие представляет собой, по меньшей мере, один из следующих материалов: пластмассы, усиленную стекловолокном, сталь с покрытием или панель из древесного композита.
7. Способ по п.3, в котором строительное изделие представляет собой стеклянное изделие.
8. Способ по п.7, в котором стеклянное изделие представляет собой стекло,
9. Способ по п.7, в котором стеклянное изделие представляет собой зеркало.
10. Способ по п.3, в котором строительное изделие представляет собой изделие для настила.
11. Способ по п.3, в котором строительное изделие представляет собой изделие потолочной плитки.
12. Способ по п.3, в котором строительное изделие представляет собой изделие из гипсокартона.
13. Способ по п.3, в котором строительное изделие представляет собой материал из прозрачного пластика.
14. Способ по п.1, в котором упомянутый этап приложения выходного сигнала лазера включает в себя этап, на котором перемещают выходной сигнал лазера с помощью управляемого зеркала.
15. Способ по п.14, в котором управляемое зеркало содержит бериллиевую подложку, которая имеет покрытие.
16. Способ по п.14, в котором постоянная мощность выходного сигнала лазера больше, чем 1000 Вт, при этом управляемое зеркало способно перемещать выходной сигнал лазера со скоростью более 20 м/с.
17. Способ по п.14, в котором постоянная мощность выходного сигнала лазера больше, чем 2000 Вт, при этом управляемое зеркало способно перемещать выходной сигнал лазера со скоростью более 30 м/с.
18. Способ по п.1, в котором упомянутый этап приложения выходного сигнала лазера включает в себя этап, на котором прикладывают выходной сигнал лазера к материалу на площади 0,9 м или больше.
19. Способ по п.1, в котором упомянутый этап приложения выходного сигнала лазера включает в себя этапы, на которых прикладывают выходной сигнал лазера для обработки первой части материала, причем этот выходной сигнал лазера представляет собой первый выходной сигнал лазера, испускаемый из первого лазера, и прикладывают другой второй выходной сигнал лазера, испускаемый из второго лазера для обработки другой части материала.
20. Способ по п.1, дополнительно включающий в себя этап, на котором изменяют скорость перемещения выходного сигнала лазера с помощью устройства управления.
21. Способ по п.1, дополнительно включающий в себя этап, на котором изменяют мощность выходного сигнала лазера с помощью устройства управления.
22. Способ по п.1, в котором упомянутый этап приложения выходного сигнала лазера включает в себя этап, на котором непрерывно перемещают выходной сигнал лазера относительно материала.
23. Способ по п.1, в котором упомянутый этап приложения выходного сигнала лазера осуществляют согласно параметрам, которые создают шаблон на материале без нежелательного повреждения материала.
24. Система для гравировки графического изображения на материале, включающая в себя:
лазер, выполненный с возможностью выдавать выходной сигнал лазера с высокой мощностью более 500 Вт;
систему зеркал для перемещения выходного сигнала лазера со скоростью более 10 м/с, чтобы выгравировать графическое изображение на поверхности материала; и
устройство управления, выполненное с возможностью управлять мощностью и скоростью выходного, сигнала лазера, причем устройство управления выполнено таким образом, что его вычислительная мощность составляет 10000 пикселей/с.
25. Система по п.24, в которой устройство управления выполнено с возможностью хранить информацию, указывающую на графические изображения, чтобы задавать информацию управления для лазера.
26. Система по п.24, в которой материал представляет собой строительное изделие.
27. Система по п.26, в которой строительное изделие представляет собой, по меньшей мере, один из следующих материалов: материал внешней отделки, материал внешних площадок для спортивных игр или материал для внешней отделки дома.
28. Система по п.26, в которой строительное изделие представляет собой композитный строительный материал, изготовленный из многочисленных различных материалов.
29. Система по п.26, в которой строительное изделие представляет собой, по меньшей мере, один из следующих материалов: пластмассу, усиленную стекловолокном, сталь с покрытием или панель из древесного композита.
30. Система по п.26, в которой строительное изделие представляет собой стеклянное изделие.
31. Система по п.30, в которой стеклянное изделие представляет собой стекло.
32. Система по п.30, в которой стеклянное изделие представляет собой зеркало.
33. Система по п.26, в которой строительное изделие представляет собой изделие для настила.
34. Система по п.26, в которой строительное изделие представляет собой изделие потолочной плитки.
35. Система по п.26, в которой строительное изделие представляет собой изделие из гипсокартона.
36. Система по п.26, в которой строительное изделие представляет собой материал из прозрачного пластика.
37. Система по п.24, в которой система зеркал содержит бериллиевую подложку, которая имеет покрытие.
38. Система по п.24, в которой мощность выходного сигнала лазера больше, чем 1000 Вт, при этом система зеркал способна перемещать выходной сигнал лазера со скоростью более 20 м/с.
39. Система по п.24, в которой мощность выходного сигнала лазера больше, чем 2000 Вт, при этом система зеркал способна перемещать выходной сигнал лазера со скоростью более 30 м/с.
| Узел крепления штампа к ползуну пресса | 1983 |
|
SU1123772A2 |
| СПОСОБ ЛАЗЕРНОГО ГРАВИРОВАНИЯ | 1994 |
|
RU2080971C1 |
| Способ лазерной гравировки | 1990 |
|
SU1704990A1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2003 |
|
RU2248266C2 |
| US 4535218 А, 13.08.1985 | |||
| US 4468551 А, 28.08.1984. | |||

