Изобретение относится к устройству и способу лазерного спекания, в частности к терморегулируемому лазерному спеканию.
Известен способ стереолитографии, предназначенный для быстрого изготовления опытных образцов пресс-форм или самих изделий. Как известно, в способе стереолитографии используют ультрафиолетовый лазер для сканирования и избирательной полимеризации мономера (то есть для отверждения жидкой пластмассы) с целью получения детали послойным наращиванием (или последовательным нанесением линий) по заданной модели. В частности, лазер фокусируют на часть ванны с жидкой смолой, которую заставляют полимеризоваться (или отверждаться) в том месте, где фокальная точка лазера контактирует с жидкостью (то есть лазерный луч падает на поверхность жидкости). Такая технология обеспечивает возможность быстрого получения детали, для изготовления которой иным способом, например, литьем, потребовалось бы много времени.
Известен также способ быстрого изготовления опытных образцов при использовании инфракрасного лазера для избирательного спекания порошка. Как известно, спекание является процессом, в котором температуру порошкообразного материала повышают до температуры его размягчения нагревом с помощью лазера, заставляя частицы порошка спекаться в этой нагреваемой области. Температура, необходимая для спекания, зависит от спекаемого материала, но, чем выше температура, тем быстрее материал спекается. Например, железный порошок плавится при температуре 1500oC, но спечется при температуре 1000oC, если порошок выдержать при этой температуре в течение достаточно длительного времени.
В процессе спекания лазерный луч, при практически постоянном уровне мощности, направляют на слой порошка и многократным сканированием лазерного луча вдоль последовательных линий по слою порошка до тех пор, пока не будет просканирован весь слой, получают крайний слой детали. Лазер включают в тех точках, где порошок должен быть спечен, а в других - лазер отключают. Когда завершают формирование одного слоя, поверхность спеченного слоя опускают, наносят другой слой порошка поверх предыдущего, уже спеченного слоя, и сканируют следующий слой. Процесс повторяют до тех пор, пока не получат готовую деталь.
В заявке ЕР 0283003 описано устройство для спекания металлического порошка, имеющее детектор отражательной способности для оценки хода процесса спекания по коэффициенту отражения поверхности спекаемого порошка.
В международной заявке WO 92/08566 описано устройство лазерного спекания, содержащее кольцеобразный излучатель-нагреватель для нагрева изделия, получаемого спеканием. Это позволяет избежать нежелательного охлаждения, которое может привести к короблению и скручиванию. Температура излучателя-нагревателя регулируется стационарно установленным температурным датчиком.
Однако, в случае лазерного спекания возникает проблема, заключающаяся в том, что при использовании лазера постоянной мощности некоторые области материала перегреваются и чрезмерно плавятся (приводя к образованию канавок в порошке), а в других областях частицы порошка неполностью сплавляются друг с другом. Такое неравномерное спекание может вызвать деформацию детали, получение неточных размеров детали или неравномерную жесткость или прочность детали.
Таким образом, возникает необходимость в разработке устройства для спекания, которое не обладало бы недостатками известных устройств для спекания и обеспечивало бы получение равномерно спеченных деталей.
Целью настоящего изобретения является создание лазерного устройства для равномерного спекания порошка.
В соответствии с изобретением, устройство для лазерного спекания порошка включает лазерный луч, падающий на поверхность порошка в зоне спекания, детектор для определения температуры порошка в перемещающейся точке детектирования вблизи зоны спекания и средство управления лазером для регулирования мощности лазерного луча, чувствительное к сигналу из детектора, указывающему температуру.
Средство управления лазером может содержать регулятор мощности лазерного луча для поддержания температуры на практически постоянном уровне. В другом варианте настоящего изобретения средство для детектирования может определять тепловые излучения из точки детектирования.
Кроме того, в соответствии с изобретением предусмотрены средства для сканирования лазерного луча по порошку и оптические приборы для направления тепловых излучений через сканирующие средства к детектору.
Изобретение представляет собой значительное усовершенствование по сравнению с предшествующим уровнем техники благодаря установлению того факта, что на повышение температуры в каждой зоне спекания влияет наличие рядом спеченного материала вследствие изменений в теплопроводности и оптической отражательной способности соседних спеченных областей. Изобретение может проводить регулирование температуры в зоне спекания посредством текущего контроля инфракрасного теплового излучения (то есть в той зоне, где лазер падает на порошковый слой) и непрерывного регулирования мощности лазера для поддержания практически постоянного теплового излучения, обеспечивая тем самым постоянную температуру спекания. Настоящее изобретение обеспечивает плотное спекание практически в каждой зоне спекания, посредством нагрева, достаточного для сплавления порошка в лазерной зоне, но не слишком высокого, чтобы не перегреть порошок и не вызвать чрезмерное плавление и образование рубцов. В устройстве согласно изобретению для направления (или отражения) теплового излучения на фотоприемник можно использовать те же сканирующие зеркала, которые используют в перемещающих (лазерный луч) сканирующих зеркальных системах для спекания, обеспечивая измерение температуры без дополнительных двигающихся зеркал и связанной с этим синхронизации.
Эти и другие особенности и преимущества настоящего изобретения станут более понятными из приведенного ниже подробного описания иллюстративных вариантов его воплощения, показанных на сопроводительных чертежах.
Фиг.1 - принципиальная схема известного устройства для спекания.
Фиг. 2 - принципиальная схема устройства для спекания по изобретению, имеющая регулирование мощности лазера с обратной связью по тепловым параметрам.
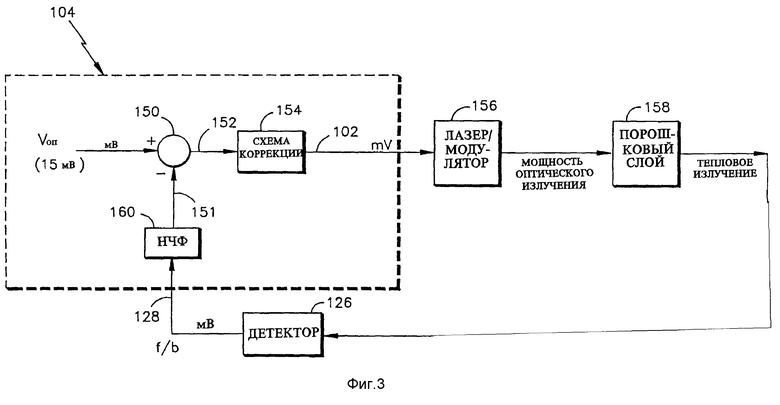
Фиг. 3 - принципиальная блок-схема системы управления, имеющей в соответствии с настоящим изобретением регулирование мощности лазера с обратной связью по тепловым параметрам.
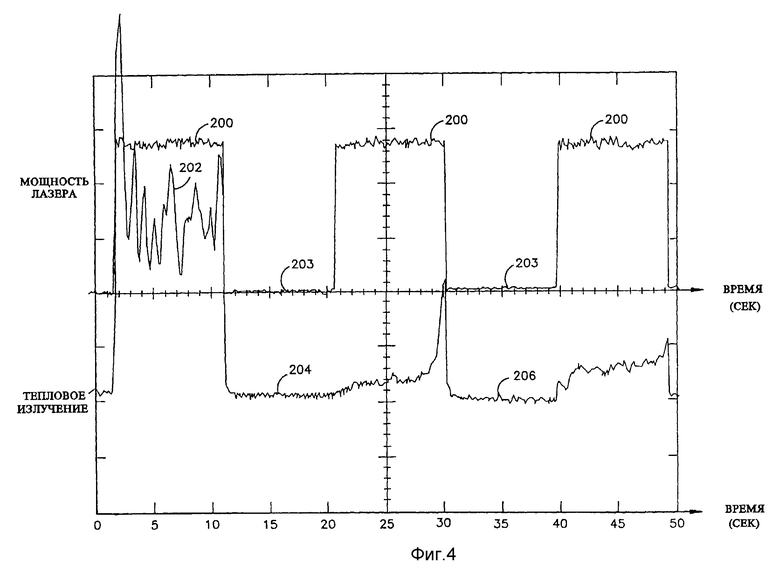
Фиг. 4 - графические зависимости мощности лазера от времени и теплового излучения от времени для известной схемы без обратной связи.
Фиг. 5 - графические зависимости мощности лазера от времени и теплового излучения от времени при регулировании мощности лазера с обратной связью по тепловому излучению в соответствии с настоящим изобретением.
Фиг. 6 - графические зависимости мощности лазера от времени и теплового излучения от времени для алюмосиликатного порошка в известной схеме без обратной связи.
Фиг. 7 - графические зависимости мощности лазера от времени и теплового излучения от времени при регулировании мощности лазера с обратной связью по тепловому излучению в соответствии с настоящим изобретением.
Фиг. 8 - графическая зависимость сигнала чувствительного элемента от скорости сканирования для железного порошка в защитной среде газообразного аргона при различных мощностях лазера в соответствии с настоящим изобретением.
Фиг.9 - графическая зависимость повышения температуры на единицу мощности оптического излучения от скорости сканирования в различных защитных газах, иллюстрирующая как теоретические, так и экспериментальные данные, полученные в соответствии с настоящим изобретением.
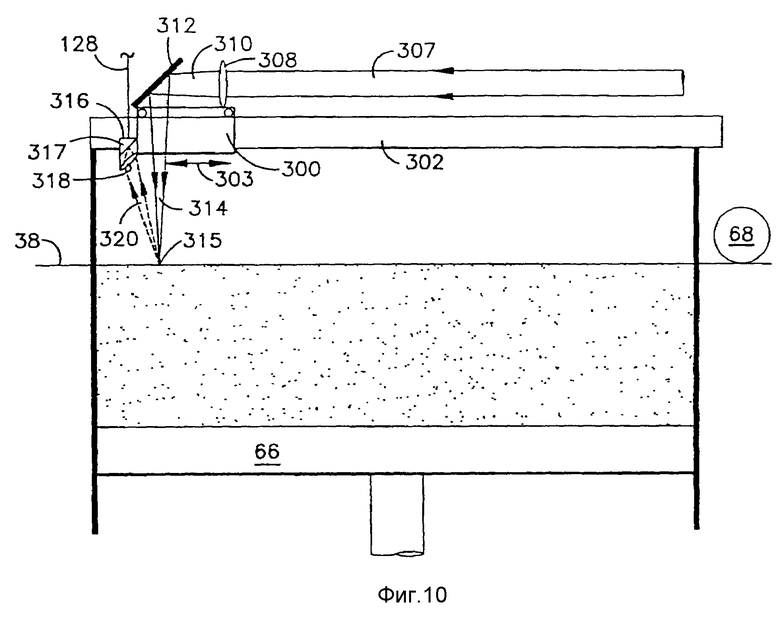
Фиг. 10 - вид сбоку двухкоординатной системы позиционирования, имеющей детектор теплового излучения в соответствии с настоящим изобретением.
Фиг.11 - вид сверху двухкоординатной, показанной на фиг. 10, системы позиционирования, имеющей детектор теплового излучения в соответствии с настоящим изобретением.
Как показано на фиг.1, известное устройство для терморегулируемого спекания содержит лазер 10, который формирует выходной луч 12 к затвору 14, управляемому сигналом по проводу 16 из схемы 17 управления спеканием (описываемой ниже). Затвор 14 является известным узлом, имеющим открытое и закрытое положения. Когда затвор 14 находится в открытом положении, световой луч 12 проходит через этот затвор и выходит из него как световой луч 18. Когда затвор 14 находится в закрытом положении, он не пропускает света. Для управления положением затвора 14 по проводу 16 подается сигнал открыть/закрыть.
Световой луч 18 падает на фокусирующую линзу 26, которая формирует сфокусированный луч 28, падающий на пару сканирующих зеркал 32, 34. Зеркала 32. 34 отражают сфокусированный лазерный луч 28 в виде направленно регулируемого сфокусированного луча 36, который сфокусирован на спекающийся порошковый слой 38.
Сканирующие зеркала 32, 34 направляют выходной сфокусированный луч 36, сканируя его по линиям на порошковом слое 38 для избирательного спекания требуемых областей.
Сканирующие зеркала 32, 34 приводят в движение посредством гальванометрических приводов 40, 42, соответственно, например, модели G325DT производства General Scanning Inc, в ответ на сигналы возбуждения по проводам 44, 46, соответственно, из схемы 17 управления спеканием. Приводы 40, 42 обеспечивают также позиционные сигналы обратной связи по проводам 48, 50, соответственно, к схеме 17 управления спеканием. Провода 44, 46, 48, 50 обобщенно показаны как провод 52, соединенный со схемой 17 управления спеканием.
Процесс спекания осуществляют в камере 60, в которой предварительно создают газовую среду или вакуум. В камере 60 расположен контейнер 62, вмещающий порошок 64, подвергаемый спеканию в заданных областях для формирования детали 63 заданной формы. Контейнер 62 имеет способную перемещаться нижнюю часть, содержащую поршень 66, с помощью которого устанавливают глубину контейнера 62. Когда слой порошка спечен, поршень 66 опускают и ролик 68 подает поверх порошкового слоя 38 еще порошка 64 для спекания. Положение поршня 66 регулируют посредством электродвигателя 70, которым управляют с помощью электрического сигнала по проводу 72 из схемы 17 управления спеканием.
Сфокусированный луч 36 падает на слой 38 в точке 74. Тепло лазерного луча заставляет частицы порошка 64 сплавляться (или спекаться), поскольку благодаря энергии лазерного луча 36 повышается температура.
Схема 17 управления спеканием подает выходные сигналы по проводу 16 для приведения в действие затвора 14, по проводу 72 для приведения в действие электродвигателя 70, который приводит в движение поршень 66, и по проводам 44, 46 для приведения в движение сканирующих зеркал 32, 34, соответственно.
Схема 17 управления спеканием устанавливает сфокусированный луч 36 в заданное положение на порошковом слое 38 и управляет сканированием сфокусированного луча 36 по порошковому слою 38. Кроме того, схема 17 управления спеканием открывает и закрывает затвор 14 в соответствующие промежутки времени для спекания заданных участков для получения данной детали.
Схема 17 управления спеканием может быть цифровым компьютером, имеющим в своем запоминающем устройстве топологию послойного формирования (или топологию каждого цикла сканирования) получаемой детали, который определяет, когда лазер должен быть включен или выключен с помощью затвора 14. Для создания схемы 17 управления спеканием можно использовать множество различных приборов, причем тип используемой схемы управления не влияет на эффективность настоящего изобретения. Схема 17 управления спеканием хорошо известна в технике и не будет далее описываться в этой заявке.
Обнаружено, что мощность лазера, необходимая для сплавления порошка в зоне сфокусированного луча, зависит от предыстории спекания предшествующего слоя порошка. В частности, если лежащий ниже порошок был спечен, его теплопроводность будет выше, чем у неспеченного порошка. Следовательно, мощность лазера, необходимая для повышения температуры верхнего слоя порошка до соответствующей температуры, требуемой для спекания, будет больше, чем в том случае, если лежащий ниже смежный слой порошка неспечен. Если лазерный луч также находится в области, которая недавно сканировалась и спекалась, ее температура может быть еще повышенной от предшествующего сканирования, что требует меньшей мощности лазера для достижения соответствующей температуры спекания. Кроме того, спеченный материал вблизи лазерного луча может больше отражать лазерный луч, чем неспеченный порошок, оказывая в соответствии с этим влияние на нагрев порошка лазером.
Принимая это во внимание, также установлено, что регулирование мощности лазера с обратной связью по тепловому излучению, испускаемому из области фокальной точки лазерного луча, как показано на фиг.2, обеспечивает практически равномерное спекание.
В частности, устройство очень похоже на устройство, показанное на фиг.1, соответствующее предшествующему уровню техники, со следующими дополнительными узлами. Лазер 10 и затвор аналогичны лазеру и затвору, используемым в устройстве, показанном на фиг. 1. В частности, этот лазер является газовым CO2 лазером, имеющим длину волны излучения, равную приблизительно 10,6 мкм, мощность приблизительно 100 Вт и диаметр примерно 8 мм. При необходимости обеспечения адекватного нагрева для требуемого спекания могут быть использованы другие лазеры, длины волн, мощности и диаметры. Выходной луч 18 из затвора 14 падает на электрооптический модулятор 100, расположенный между затвором 14 и фокусирующей линзой 26 и управляемый сигналом по проводу 102 из схемы 104 регулирования мощности (описываемой ниже). Модулятор 100 является известным прибором, который модулирует мощность оптического излучения падающего светового луча 18 и формирует выходной световой луч 106, имеющий выходную мощность, которая меняется в зависимости от сигнала на проводе 102.
Световой луч 106 падает на фокусирующую линзу 26, которая направляет модулированный сфокусированный луч 108 через дихроичный светоделитель 110, который пропускает световой луч при длине волны лазера на сканирующие зеркала 32, 34. Сканирующие зеркала 32, 34 направляют фокусируемый модулированный луч 112, который сфокусирован на поверхность спекающегося порошкового слоя 38 таким же образом, как описано выше в связи с фиг. 1. Сканирующими зеркалами 32, 34 управляют посредством сигналов по проводам 52 из схемы 17 управления спеканием, как описано выше. Схема 17 управления спеканием управляет также затвором 14 и электродвигателем 70 таким же образом, как описано в связи с фиг. 1.
Нагрев порошка в точке 74 на спекающемся слое 38 вызывает тепловое излучение (или эмиссию), направленное радиально наружу, часть которого показана пунктирными линиями 114. Тепловые излучения имеют широкий диапазон длин волн, включающий ближнее инфракрасное излучение (ИК), например, длиной волны 1-1,8 мкм, и видимое излучение. Тепловое излучение 114 из точки 74 на спекающемся слое 38 попадает на сканирующие зеркала 32, 34. Сканирующие зеркала 32, 34 формируют отраженный световой луч 116 к дихроичному светоделителю 110, который отражает свет, имеющий длины волн тепловых излучений в виде расходящегося луча 118.
Луч 118 попадает на фокусирующую линзу 120, которая направляет сфокусированный луч (излучение) 122 через диафрагму 124 на фотодетектор 126 инфракрасного излучения. Линза 120 формирует изображение поверхности порошкового слоя 38 на плоскости около диафрагмы 124. Фотодетектор 126 должен быть способным измерять мощность в диапазоне длин волн теплового излучения 114, например, германиевый детектор может воспринимать излучение в диапазоне 1- 1,8 мкм. При желании диафрагма 124 может быть удалена, хотя она перекрывает излучения от соседних участков спекающегося слоя 38 на фотодетектор 126, создающих искажения считываемого излучения.
Фотодетектор 126 формирует электрический сигнал, передаваемый по проводу 128 к схеме 104 регулирования мощности. Схема 104 регулирования мощности формирует электрический сигнал, передаваемый по проводу 102, для регулирования мощности лазерного луча 106 и, соответственно, сфокусированного луча 112. В частности, схема 104 регулирования мощности формирует электрический сигнал, передаваемый по проводу 102, для поддержания величины теплового излучения 114 из спекаемого порошка на постоянном уровне.
На фиг.3 показана принципиальная схема системы управления для схемы 104 регулирования мощности и управляемого силового агрегата. Схема 104 регулирования мощности имеет опорное напряжение Vоп(мВ), которое подают на положительный вход сумматора 150. На отрицательный вход сумматора 150 по проводу 151 подают отфильтрованный сигнал обратной связи. Выходной сигнал сумматора 150 подают по проводу 152 к известной схеме 154 коррекции, например, пропорциональным усилением и смещением. Схема 154 коррекции управления может быть простым усилением и смещением или простым интегратором или, при необходимости, более сложной для получения требуемой реакции системы.
Выходной сигнал из схемы 154 коррекции подается по проводу 102 и приводит в действие модулятор 100 (фиг.2), который в свою очередь регулирует мощность оптического излучения лазера. Только для иллюстрации, лазер 10 и модулятор 100 показаны в виде одного блока 156, который выполняет функцию преобразования сигналов в мВ, подаваемых из схемы 104 регулирования мощности, в энергию оптического излучения лазерного луча 112 (фиг.2). Энергия оптического излучения подается на порошковый слой 38 (фиг.2), который для иллюстрации показан в виде блока 158 (фиг.3), представляющего функцию порошкового слоя 38, заключающуюся в преобразовании фотонов входного оптического излучения в выходное тепловое излучение.
Тепловое излучение детектируют с помощью детектора 126, который посылает сигнал обратной связи в мВ по проводу 128 к низкочастотному фильтру 160, имеющему, например, частоту сопряжения 1 кГц, в схеме 104 регулирования мощности. Фильтр 160 отфильтровывает высокочастотные помехи из сигнала обратной связи от детектора 126 и выдает отфильтрованный сигнал обратной связи на провод 151. При необходимости могут быть использованы другие фильтры или частоты согласования. Выходной сигнал фильтра 160 подают на отрицательный вход сумматора 150 по проводу 151, обеспечивая в соответствии с этим отрицательную обратную связь.
Для обеспечения функций, показанных на блок-схеме фиг.3, схема 104 регулирования мощности содержит известные электрические компоненты, например, операционные усилители и транзисторы. Однако часть всей схемы 104 регулирования мощности может быть реализована с помощью программного обеспечения цифрового компьютера.
Из фиг.4 следует, что, когда спекание осуществляют в известной установке без обратной связи, как показано на фиг. 1, мощность лазера остается практически постоянной, как показано кривой 200, а тепловое излучение от участков спекания, как показано кривой 202, вначале очень неустойчиво для первого цикла сканирования по неспеченному порошку в порошковом слое. Малые уровни 203 мощности соответствуют отключению лазера между циклами сканирования.
Для второго цикла сканирования по порошковому слою, смежному со сканированным в первом цикле, тепловое излучение, как показано кривой 204, значительно падает и, таким образом, температура в зоне 74 сфокусированного лазерного луча намного ниже при той же мощности лазера. Для третьего цикла сканирования, тепловое излучение, как показано кривой 206, немного увеличивается по сравнению с тепловым излучением второго цикла вследствие плохого спекания от второго цикла. Однако и в этом случае оно много меньше, чем тепловое излучение 202 при первом сканировании по неспеченному порошку. Следует отметить, что для всех трех циклов сканирования, мощность 200 лазера остается практически одинаковой. Кроме того, спекание осуществляли по всей траектории сканирования (т. е. лазер был включен), но в большинстве случаев для придания изготавливаемой детали требуемой формы лазер выключают в различных точках траектории сканирования. Скорость сканирования составляла приблизительно 9 сек/скан, однако при необходимости могут быть использованы другие скорости сканирования.
Детектор 126 (фиг. 2) не должен быть чувствительным к длине волны лазерного излучения (например, 10,6 мкм) для избежания значительных сигналов вследствие отражения оптического излучения. В альтернативном варианте для устранения случайных помех и сигналов обратной связи вследствие отражений, перед фотодетектором 126 может быть предусмотрен оптический фильтр (не показан) для отфильтровывания светового излучения длины волны лазера.
Как показано на фиг.5, в режиме регулирования с обратной связью в соответствии с настоящим изобретением, электрический сигнал 220, 222, 224 теплового излучения из детектора 126 (фиг.2) имеет практически постоянное значение для каждого из трех циклов сканирования и мощность лазера изменяют от первого цикла 226 ко второму циклу 228 и к третьему циклу 230 с учетом изменений в теплопроводности и оптической отражательной способности спекаемой поверхности. Таким образом, тепловое излучение с поверхности поддерживается постоянным и, следовательно, процесс спекания ведется при практически постоянной температуре. Более низкие уровни 231 мощности, показывают, что лазер выключают (или значительно уменьшают мощность) между циклами сканирования.
Для циклов, показанных на фиг.4 и 5, используемым порошком была смесь вольфрам/медь. Кроме того, три последовательных сканирования частично перекрывались. Диаметр каждого из сканов в фокальной точке 74 составлял приблизительно 0,30 мм, а перекрытие составляло 0,05 мм. Для получения кривых, показанных на фиг.4 и 5 использовали германиевый детектор.
На фиг.6 показан один цикл сканирования для спекания в известной установке без обратной связи, как показано на фиг. 1. Включенная мощность лазера показана кривой 240, а соответствующее тепловое излучение показано кривой 242. Этот график показывает, что при использовании известной установки тепловое излучение 242 имеет спорадический характер, тогда как включенная мощность 240 лазера практически постоянна.
Как показано на фиг.7, при использовании схемы регулирования с обратной связью в соответствии с настоящим изобретением, тепловое излучение во время сканирования, показанное кривой 244, практически постоянно, а включенная мощность лазера, показанная кривой 246, регулируется для поддержания соответствующего теплового излучения 244 постоянным. Эксперименты, результаты которых приведены на фиг.6 и 7, были проведены на алюмосиликатном порошке при использовании германиевого детектора 126.
Как показано на фиг.8, величина сигнала детектора записана при различных мощностях лазера и различных скоростях сканирования в защитной среде газообразного аргона. Обнаружено, что при использовании железного порошка в разных защитных газах, спекание происходит приблизительно при 15 мВ для всех мощностей лазера и всех скоростей сканирования, показанных на графике фиг.8. Наличие некоторого количества переплавленного железа (т. е. железного порошка, который расплавился и затем вновь отвердел) указывает на то, что температура при выходном напряжении чувствительного элемента 15 мВ соответствует приблизительно 1500oC, то есть температуре плавления железа.
Как показано на фиг.9, увеличение температуры для данной мощности лазера (ΔT/P) будет зависеть от газовой среды в камере 60 (фиг. 1), поскольку порошок имеет небольшие газовые полости между частицами. Таким образом, газ с большей теплопроводностью даст меньшее увеличение температуры для данной мощности лазера при данной скорости сканирования. Кроме того, при увеличении скорости сканирования, увеличение температуры на 1 Вт мощности оптического излучения уменьшается. На графике, представленном на фиг.9, показано семейство кривых для гелия, аргона и вакуума в камере, причем теоретические данные показаны пунктирными и сплошной линиями, а экспериментальные данные - квадратами, кругами и треугольниками.
График, приведенный на фиг.9, получен по данным на фиг.8, при допущении, что 15 мВ электрического сигнала детектора соответствуют 1500oC. Соответствие между эмпирическими и теоретическими данными показывает, что детектор фактически измеряет тепловое излучение, а не что-либо иное. Зависимость величины и длины волны излучения также согласуется с зависимостью для теплового излучения. Это подтверждено на многих материалах. Кроме того, теоретические кривые, приведенные на фиг.9, были получены на основе опубликованных для аналогичных веществ данных о величинах общей удельной теплопроводности (Кт) порошка с защитным газом.
Хотя настоящее изобретение показано, как детектирование теплового излучения через сканирующие зеркала посредством отражения теплового излучения назад через сканирующие зеркала к фотодетектору, очевидно, что может быть приемлемой любая методика измерения температуры в фокальной точке сфокусированного луча на порошковом слое в точке спекания.
Например, как показано на фиг. 10 и 11, вместо использования сканирующих зеркал переменного шага для установки координат и сканирования лазерного луча может быть использовано устройство типа двухкоординатного графопостроителя. В этом случае, направляющие оптические приборы размещают на установленном с возможностью скольжения корпусе 300, который монтируют на направляющей 302, дающей возможность корпусу перемещаться в направлении X, как показано стрелками 303 на фиг. 10 и 11. Кроме того, направляющая 302 может перемещаться в направлении Y, как показано стрелками 304 на фиг. 11.
Коллимированный луч 305 из лазера (не показано) попадает на поворачивающее луч зеркало (или пластину) 306 (фиг. 11) и дает отраженный луч 307, который проходит вдоль и выше несущей направляющей 302. Луч 307 попадает на фокусирующую линзу 308, которая направляет сфокусированный луч 310 к поворачивающему луч зеркалу 312. Зеркало 312 отражает сфокусированный луч 314 на поверхность спекающегося слоя 38 (как показано на фиг. 10) в фокальной точке 315.
Корпус 316 детектора, прикрепленный к способному перемещаться корпусу 30, имеет детектор 317 излучения и фокусирующую линзу 318, сфокусированную на фокальной точке 315 сфокусированного лазерного луча 314. Детектор 317 замеряет тепловые излучения 320 из точки 315 передаваемые посредством линзы 318. Как показано на фиг.2, может быть использована также диафрагма (не показана) для предотвращения попадания излучения от других точек на поверхности спекающегося слоя 38.
Схема управления спеканием (не показана) регулирует положение луча на спекающемся слое 38 посредством позиционирования корпуса 300 и направляющей 302, как известно в технике. Схема регулирования мощности (не показана) по существу подобна схеме, показанной на фиг.2, и выполняет ту же функцию, т. е. она осуществляет текущий контроль сигнала детектирования на проводе 128 из детектора 317 и выдает управляющий сигнал для регулирования мощности сфокусированного лазерного луча 314. Детектор может быть таким же, как описано выше в связи с фиг.2.
Вместо зеркал, в одном или нескольких направлениях по горизонтали может перемещаться сама платформа для спекания.
Изобретение может быть использовано для спекания материалов любого типа, например, пластмасс, воска, металлов, керамики и других материалов. Можно спекать также два или более порошковых материалов, например, металл-бронза. Кроме того, вместо применения для спекания сходящегося (сфокусированного) пучка для луча 36, может быть использован коллимированный луч при условии, что уровень мощности достаточно высок, а диаметр луча достаточно мал для обеспечения спекания.
Хотя модулятор 100, затвор 14 и лазер 10 показаны на фиг.2 как отдельные узлы очевидно, что некоторые или все эти узлы могут быть установлены в одном лазерном модуле, который обеспечивает регулирование мощности и/или быстрое управление включением/выключением луча.
Вместо определения температуры строго в фокальной точке лазерного луча, детектор может измерять температуру в точках, находящихся спереди, сзади или сбоку от фокальной точки, чтобы помочь предсказать или иначе определить соответствующую мощность лазерного луча для обеспечения требуемого спекания.
Кроме того, хотя настоящее изобретение описано для тех случаев, когда определение температуры основано на измерении теплового излучения, очевидно, что вместо или помимо измерения теплового излучения могут определяться другие параметры, связанные с температурой, например, плазма (излучение энергии при переходе в основное состояние возбужденных лазером атомов окружающего газа) или факел (свечение вследствие нагрева или флуоресценции испаренного вещества или частичек материала, вылетевших из порошкового слоя).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| ДИАГНОСТИЧЕСКАЯ СИСТЕМА С ОПТИЧЕСКИМИ ДАТЧИКАМИ (ВАРИАНТЫ) | 1994 |
|
RU2141102C1 |
| СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2569279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2497978C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2539135C2 |
| СПОСОБ СПЕКАНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВ | 2008 |
|
RU2393056C1 |
| Устройство для получения изделий из порошковых материалов | 2023 |
|
RU2825246C1 |
| Установка селективного лазерного спекания и способ получения крупногабаритных изделий на этой установке | 2019 |
|
RU2717761C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ ОБЪЕМНОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2595072C2 |







Изобретение относится к области порошковой металлургии. Технический результат - повышение равномерности спекания порошка. Сущность изобретения заключается в том, что устройство для терморегулируемого лазерного спекания фокусирует лазерный луч на спекаемом слое порошка с помощью фокусирующей линзы и набора сканирующих зеркал. Тепловое излучение от спекаемого слоя отражается к сканирующим зеркалам и к светоделителю, который отражает это излучение, но пропускает излучение длины волны лазерного луча. Излучение, сфокусированное на фотодетекторе, формирует сигнал, подаваемый к схеме регулирования мощности. Схема регулирования мощности управляет модулятором, меняющим мощность лазерного луча так, чтобы поддерживать тепловое излучение (и, таким образом, температуру зоны спекания) на постоянном уровне. 2 с. и 9 з.п. ф-лы, 11 ил.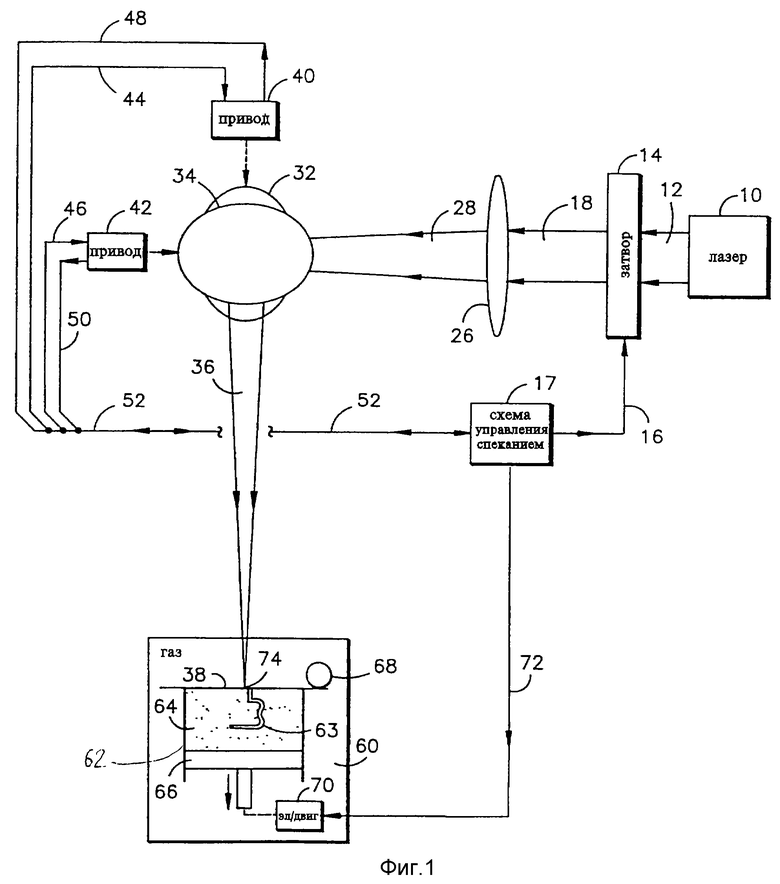
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| SU 1048628 A1, 07.02.92 | |||
| Устройство для спекания изделий из металлических порошков | 1983 |
|
SU1148709A1 |
| Способ изготовления ферритовых изделий | 1991 |
|
SU1787686A1 |
| ТАРА ДЛЯ ПЕРЕВОЗКИ И СКЛАДИРОВАНИЯ ГОРЯЧИХ ГРУЗОВ | 0 |
|
SU283003A1 |
| DE 3644871 A1, 15.10.87 | |||
| US 4407775 A, 04.10.83. | |||

