Изобретение относится к области разработки технологии изготовления зарядов смесевого ракетного твердого топлива (СРТТ).
Наиболее эффективно изобретение может быть использовано при изготовлении малогабаритных зарядов к зенитным управляемым ракетам (ЗУР) переносных зенитных комплексов (ПЗРК), которые являются изделиями массового производства и для достижения высоких боевых и технико-экономических характеристик требуют использования высокоэффективных материаловедческих, конструкторских и технологических решений.
Возможно использование изобретения для получения вкладных зарядов СРТТ других систем, когда для повышения местной скорости горения топлива применяются теплопроводящие элементы (ТПЭ) в виде тонких проволок, и в случаях, когда в рецептуре топлива содержится взрывчатое вещество (ВВ) - гексоген или октоген для повышения энергетики.
Для сохранения работоспособности двигателя и обеспечения необходимого газоприхода в случае использования вкладных зарядов, каковыми являются заряды к ЗУР ПЗРК, как правило, проводят бронирование боковой и одной из торцевых поверхностей заряда.
Из известных методов бронирования при производстве малогабаритных изделий из-за высокой производительности предпочтительно бронирование в процессе формования заряда. Методом бронирования в процессе формования получают как жесткоскрепленные с ракетным двигателем заряды, так и вкладные заряды средних и крупных размеров (RU 2230052, С06В 21/00, 20.02.2004, RU 2242451, C06B 21/00, C06D 5/06, 20.12.2004, RU 2170721, C06D 5/06, 20.07.2001).
При получении вкладных зарядов по методу бронирования в процессе формования используются готовые калиброванные бронечехлы. («Энергетические конденсированные системы» под редакцией академика Б.П.Жукова, М.; Янус, 2000, стр.236, 254). В этом случае формование заряда осуществляется непосредственно в бронечехле из резиноподобного материала, который предварительно устанавливается в изложницу, в результате чего после формования и расспрессовки получается готовый забронированный заряд.
Для решения задачи обеспечения адгезии при изготовлении вкладных зарядов иногда используют многослойные бронечехлы, внутренний слой которых адгезионноспособен (патент России №2336259). Однако для малогабаритных зарядов массового производства это нерентабельно.
Техническим критерием качества бронирования является достижение требуемого уровня адгезионной прочности на границе топливо-бронепокрытие, что реализуется, как правило, использованием промежуточного клеевого подслоя. Качество скрепления в этом случае будет определяться не только рецептурой клея, но и технологией его нанесения.
Эффективным способом повышения массовой скорости горения заряда является использование в нем ТПЭ в виде тонких серебряных проволок. (Л.А.Смирнов. Русские стрелы против американских фантомов. Аудитория №29 - 1381, 1999 г.). Необходимость получения стабильных баллистических характеристик заряда делает актуальным изготовление маршевого заряда к ПЗРК по технологии, которая позволит исключить вероятность обрыва ТПЭ и минимизировать их прогибы. Эти дефекты существенно зависят от давления подачи топливной массы, что определяет выбор технологии свободного литья при формовании заряда и исключает другие способы формования, а разработка технологии сборки и установки ТПЭ является одной из приоритетных задач в общем технологическом процессе.
Для повышения эффективности работы ЗУР ПЗРК, в частности повышения поражающего действия ракеты, в рецептуру топлива заряда вводят ВВ, что повышает опасность производства. Проблема заключается в минимизации опасности таких производств.
Некоторые проблемы, связанные с изготовлением малогабаритных зарядов для ЗУР ПЗРК, были решены (Л.А.Смирнов. Русские стрелы против американских фантомов. Аудитория №29 - 1381, 1999 г.).
Был создан агрегат (полуавтомат заливки ПАЗ), на котором производилось заполнение 112 шт. изложниц из заливочного автомата с дозаторами и формование заряда в изложнице. Был также разработан специальной конструкции бронечехол для бронирования боковой и торцевой поверхностей заряда. В целях обеспечения требований, предъявляемых к зарядам ЗУР ПЗРК, была также разработана рецептура топлива, содержащая гексоген (Патент RU 2258057, С06В5/06, С06В 45/10), в качестве теплопроводящих элементов предложены серебряные проволоки для армирования заряда. Нерешенными остались проблемы обеспечения адгезии (прочности скрепления топлива с материалом бронечехла), проблема качества бронечехла и сборки его с ТПЭ и изложницей, а также проблема безопасного использования гексогена.
Промышленное производство крупногабаритных зарядов СРТТ представляет собой комплекс с территориально-технологическим разрывом фаз, размещенных в отдельных зданиях («Энергетические конденсированные системы» под редакцией академика Б.П.Жукова, М.; Янус, 2000, стр.451-465). Технологическая линия для изготовления малогабаритных зарядов СРТТ для ЗУР ПЗРК при поиске не обнаружена.
Прототипом патентуемого способа является способ изготовления малогабаритных зарядов СРТТ, включающий подготовку окислителя (ПХА) со смешиванием и усреднением его фракций, приготовление топливной массы, содержащей взрывчатое вещество, преимущественно гексоген, заливку ее в изложницы с предварительно установленными в них калиброванными бронечехлами из резиноподобного материала и закрепленными ТПЭ, отверждение, распрессовку и дефектоскопирование зарядов (Л.А.Смирнов. Русские стрелы против американских фантомов. Аудитория №29 - 1381, 1999 г.).
Недостатки прототипа:
- не была решена проблема обеспечения адгезии бронечехла к топливу, так как не был подобран клеевой состав и технология, обеспечивающая равнотолщинность клеевого слоя по всей длине бронечехла;
- не удалось избежать превышения предельно-допустимого прогиба ТПЭ и их обрыва, используя технологию установки их в бронечехле после сборки с изложницей, так как согласно технологии прототипа серебряные проволоки (основная часть ТПЭ) припаивали к днищу изложницы, в конструкции которой использовали специальные втулки с отверстиями для припайки проволок к днищу изложницы и специальными компенсаторами напряжения на верхней крышке, что отрицательно сказалось на стабильности выходных характеристик, например скорости горения заряда;
- при использовании составного чехла (труба и дно) происходило просачивание топливной массы по поверхности контакта трубы и дна, что увеличивало процент брака;
- не был решен вопрос безопасного взятия навески ВВ;
- не была обеспечена воспроизводимость качества бронечехла, в части пористости в результате выделения летучих из наполнителя - отвержденной и измельченной фенолформальдегидной смолы.
В основу изобретения положена задача создания способа и технологической линии для изготовления малогабаритных зарядов СРТТ с улучшенными эксплуатационными характеристиками для использования в ПЗРК.
Технический результат от использования изобретения заключается в повышении адгезионных характеристик, повышении качества изделия и минимизации опасности технологического процесса.
Поставленная задача решается, а технический результат достигается тем, что в способе изготовления малогабаритных зарядов СРТТ, включающем подготовку окислителя со смешиванием и усреднением его фракций, приготовление топлива, содержащего ВВ, преимущественно, гексоген, формование зарядов заливкой топливной массы в изложницы с предварительно установленными в них калиброванными бронечехлами из резиноподобного материала на основе бутадиеннитрильного каучука и теплопроводящими элементами, отверждение, распрессовку и дефектоскопирование зарядов, согласно изобретению перед установкой в изложницу на внутреннюю поверхность бронечехла наносят клеевой состав, который сушат для удаления растворителя, после сушки внутри бронечехла закрепляют предварительно собранные ТПЭ, при этом полимерную основу топлива и клеевого состава составляет бутадиеннитрильный каучук с концевыми карбоксильными группами, а используемый клеевой состав содержит следующие компоненты, мас.%:
В преимущественном варианте исполнения клеевой состав наносят на поверхность бронечехла из расчета 0,003-0,007 г/см, что обеспечивает повышенные, на уровне прочности топлива, адгезионные характеристики на границе скрепления топлива с материалом бронечехла за счет улучшения условий удаления растворителя - моноэтилового эфира этиленгликоля.
Сушку клеевого состава осуществляют при температуре 15-35°С не менее суток в токе осушенного воздуха с точкой росы минус 40°С.
При использовании составного чехла, состоящего из сферического дна и трубы, перед нанесением клеевого состава трубу и дно состыковывают, на время сушки клеевого состава их разъединяют, а перед закреплением в бронечехле предварительно собранных ТПЭ скрепляют дно и трубу тем же клеевым составом с добавлением 10% раствора ацетилацетоната железа (ААЖ) в ацетоне в количестве 18-22% от массы клеевого состава.
Скрепление клеем трубы и дна исключает просачивание топливной массы в процессе изготовления заряда.
Операция сборки ТПЭ включает скрепление серебряной проволоки одним концом с зацепом, служащим для скрепления ТПЭ с дном бронечехла, а другим концом со стальной пружиной, которая служит для натяжения ТПЭ в собранном бронечехле.
В материале бронечехла в качестве термостойкого наполнителя используют бакелитовую муку, полученную путем отверждения фенолформальдегидной смолы по ступенчатому режиму, предусматривающему температуру отверждения от 80 до 200°С, с последующим измельчением до получения сыпучего материала с размером частиц в пределах 0,045-0,28 мм.
Поставленная техническая задача решается также с помощью технологической линии изготовления малогабаритных зарядов смесевого ракетного твердого топлива, которая включает устройство для смешивания и усреднения фракций окислителя, установку для безопасного взятия навески взрывчатого вещества, узел подготовки изложниц, камеру полимеризации и рентгенотелевизионную установку, размещенные в отдельных зданиях, связанных транспортными линиями с основным зданием, где расположены вертикальный смеситель со съемным корпусом (чаша смесителя), полуавтоматическая установка для формования топлива в изложницы, контейнеры для порошка алюминия и емкости для жидковязких компонентов, при этом узел подготовки изложниц включает последовательно размещенные установку для нанесения клея, устройство подготовки и сборки ТПЭ, стенд для установки и закрепления ТПЭ и установку для сборки бронечехла с изложницей.
Установка для взятия навески ВВ содержит поворотный, промежуточный и транспортные бункеры с вибраторами. Это обеспечивает безопасность взятия навески.
В технологической линии установлены контейнер для дозирования навесок окислителя и устройство для смешивания и усреднения его фракций.
Используется рентгенотелевизионная установка для дефектоскопии готового заряда, снабженная атласом дефектов заряда.
Предлагаемая технологическая линия иллюстрируется чертежами, где:
- фиг.1 изображает технологическую линию изготовления малогабаритных зарядов СРТТ;
- фиг.2 - установку для взятия навески ВВ;
- фиг.3 - установку для нанесения клеевого состава;
- фиг.4 - устройство подготовки и сборки ТПЭ включает стенд изготовления пружины (фиг.4а) и стенд сборки ТПЭ (фиг.4б);
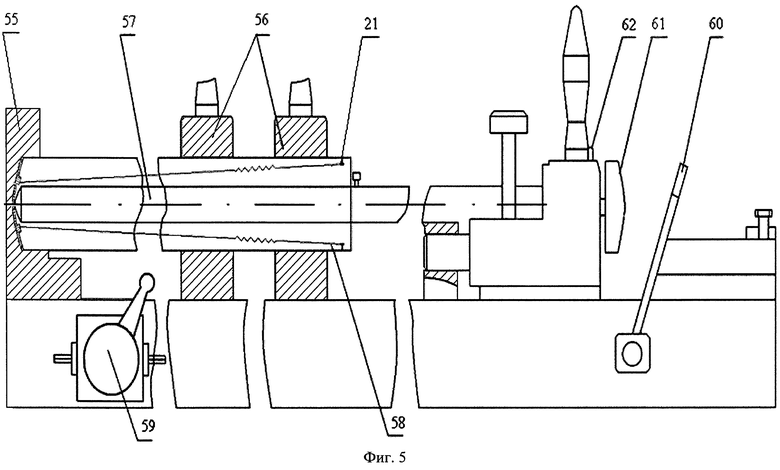
- фиг.5 - стенд для установки и закрепления ТПЭ;
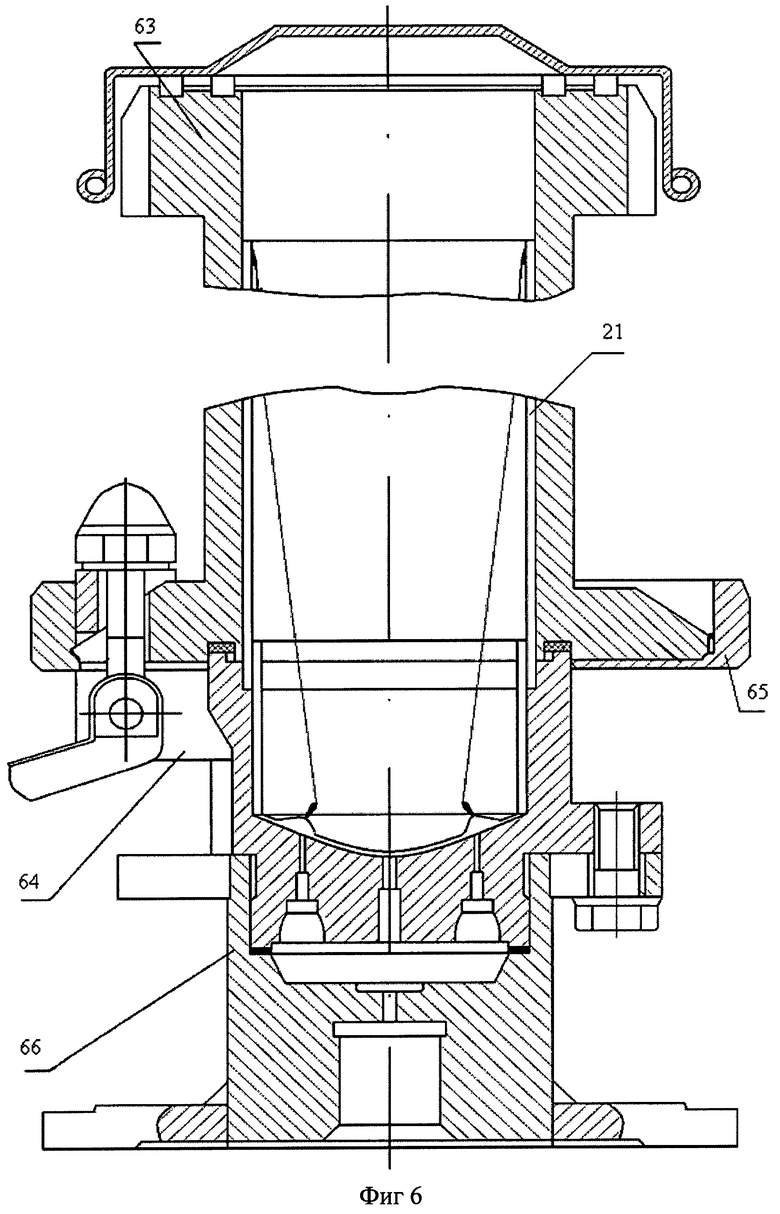
- фиг.6 - установку для сборки бронечехла с изложницей.
Технологическая линия изготовления малогабаритных зарядов из смесевых ракетных твердых топлив (фиг.1) размещена на единой производственной площадке 1, в которой находятся основное здание 2 смешения топливной массы и формования зарядов, здание 3 подготовки окислителя, здание 4 для хранения и взятия навески ВВ, здание 5 подготовки бронечехлов и изложниц к формованию, здание 6 полимеризации и распрессовки зарядов, здание 7 дефектоскопии зарядов и концевых операций. Все здания связаны между собой транспортной системой 8.
В основном здании 2 размещены емкости 15 с жидковязкими компонентами (ЖВК), контейнер 16 для порошка алюминия, смеситель 17 со съемным корпусом (чаша смесителя) 17', разгрузочное устройство 18, полуавтомат заливки (ПАЗ) 19 - агрегат, в котором находятся изложницы 20 с установленными в них бронечехлами 21. В здании 3 подготовки окислителя установлены контейнер 9 для крупной и мелкой фракций окислителя, устройство 10 для смешивания и усреднения фракций окислителя. В здании 4 смонтирована установка 11 для взятия навески ВВ, содержащая три бункера 12-14. В здании 5 подготовки изложниц 20 к формованию размещены установка 22 для нанесения клеевого состава на внутреннюю поверхность бронечехлов 21, устройство 23 подготовки и сборки ТПЭ, стенд 24 для установки и закрепления ТПЭ, установка 25 для сборки бронечехла с изложницей, а также оборудование для нанесения антиадгезионного покрытия на изложницы (на чертеже позиция не проставлена). В здании 6 установлены камера полимеризации 26 и оборудование 27 для распрессовки зарядов. В здании 7 размещены рентгенотелевизионная установка 28 и оборудование для концевых операций 29.
Установка для взятия навески ВВ (фиг.2), состоит из трех разных бункеров, внутри бункера поворотного 12 имеется штырь 30 с двумя стержнями для насаживания мешков с ВВ. Для поворота бункера вокруг вертикальной оси на 60° с целью высыпания продукта из мешков используется пневмоцилиндр 31. Течка 32 обеспечивает герметизацию при переходе ВВ из бункера 12 в промежуточный бункер 13. Рукав 33 служит для герметизации соединения промежуточного бункера 13 с бункером транспортным 14. Для предотвращения попадания случайных посторонних предметов в верхней части бункера 13 размещена сетка с ячейками в свету 5-10 мм (позиция не проставлена). Для ускорения высыпания ВВ из промежуточного бункера 13 на стенках бункера установлены четыре шариковых вибратора 34. Транспортный бункер 14 содержит вибраторы 35 и затвор 36 Ду=80, а также штуцеры для подачи углекислого газа и выхода воздуха во время загрузки и выгрузки ВВ (на фиг. не обозначены).
Установка для нанесения клеевого состава (фиг.3) на внутреннюю поверхность бронечехлов смонтирована на базе токарно-винторезного станка 37 и содержит устройство подачи клеевого состава 38 в бронечехол 21, закрепленный в кулачках 39, через распылительную головку 40. Устройство подачи клеевого состава 38 состоит из рамы (позиция не проставлена), на которой закреплена герметично закрывающаяся емкость для клея 41 со шлангом 42, идущим к распылительной головке 40. В верхней части рамы закреплены приборы очистки воздуха 43 и редукторы 44, регулирующие давление подаваемого воздуха, и манометры 45, фиксирующие давление в емкости 41 и линии 46, идущей к распылительной головке 40.
Устройство подготовки и сборки ТПЭ (фиг.4) состоит из стенда (фиг.4а) изготовления пружины 48 из нержавеющей стали марки 0,2-Х-12Х18Н9Т или 0,2-Х-12Х18Н10Т, 0.3-Х-Н9Т, 0,3-Х-12Х18Н1, являющейся элементом ТПЭ и стенда сборки ТПЭ (фиг.46), конструкция которого предназначена для скрепления серебряной проволоки 52 диаметром 0,15 мм с зацепом 53 и пружиной. Накопитель 54 служит для размещения собранных ТПЭ. Устройство содержит вертикальные опоры 47, штифты 49, шайбы 50, угольник 51.
В состав стенда для установки и закрепления ТПЭ (фиг.5) входят упор 55 для установки бронечехла 21 и полу обоймы 56 для его закрепления, штанга 57, на которую переносят с накопителя 54 ТПЭ 58. Установка снабжена пневмоцилиндром 59 для перемещения штанги 57, рукоятками 60, 61 и фиксатором 62.
Установка для сборки бронечехла с изложницей (фиг.6) включает корпус 63, в который устанавливают бронечехол 21, собранный с ТПЭ, крышку 64, бандажное кольцо 65, а также подставку 66, на которой монтируется вся конструкция.
Технологическая линия изготовления малогабаритных зарядов СРТТ работает следующим образом.
Жидковязкие компоненты связующего предварительно разогреваются в емкости 15 и поступают в смеситель 17 (см. фиг.1). Затем в смеситель 17 из контейнера 16 вводится порошок алюминия. Эта операция проводится в отведенном месте здания 2, для чего съемный корпус смесителя (чаша смесителя) 17' отстыковывается и перемещается к месту загрузки, которая производится глухим вакуумом. Затем съемный корпус смесителя 17' транспортируется и пристыковывается к основанию смесителя 17.
Для обеспечения безопасности производства взятие навески ВВ для загрузки в смеситель 17 осуществляется в отдельном здании 4 на установке 11 (фиг.2). В бункер поворотный 12 на стержни (в количестве 2 шт.) штыря 30 насаживают вскрытые мешки с ВВ. После поворота бункера с помощью пневмоцилиндра 31 в верхнее положение ВВ через герметичную течку 32 высыпается в промежуточный бункер 13, в котором на сетке происходит отделение крупных кусков и посторонних включений, а посредством вибраторов 34 ускоряется процесс просеивания продукта. Просеянный продукт через герметичный рукав 33 поступает в среде углекислого газа в основной транспортный бункер 14. Основной бункер 14 с затвором 36 после заполнения транспортируется к герметичной загрузочной линии. Выгрузка ВВ в смеситель 17 в здании 2 осуществляется в среде углекислого газа.
В здании 3 готовится рабочая смесь порошков (РСП), состоящая из навесок крупной и мелкой фракций окислителя ПХА. Навески ПХА помещаются в безопасный контейнер 9, исключающий влагопоглощение, и смешиваются в этом контейнере на устройстве 10 гравитационным способом в течение 30 мин. После усреднения контейнеры 9 с окислителем транспортируются на фазу смешения, где производится загрузка окислителя в смеситель 17.
Работы по операциям в здании 5 проводятся предварительно, до начала загрузки смесителя компонентами.
Работа установки для нанесения клеевого состава (фиг.3). Перед нанесением клеевого состава труба и дно бронечехла стыкуются. Для проведения операции нанесения клеевого состава собранный бронечехол закрепляют в кулачках 39 передней бабки токарно-винторезного станка 37 и запуском шпинделя станка начинают его вращение. Затем включают подачу сжатого воздуха в линию 46 и к устройству подачи клеевого состава 38, в частности к емкости для клеевого состава 41, из которой клеевой состав по шлангу 42 должен поступать в распылительную головку 40. Воздух в обе линии поступает через приборы очистки 43 и редукторы 44, регулирующие его давление для обеспечения дозирования клеевого состава. Манометры 45 фиксируют подачу давления в обе линии.
Подачей суппорта станка производят нанесение клеевого состава на внутреннюю поверхность бронечехла в 2 прохода. Режимы нанесения клеевого состава: частота вращения шпинделя станка - 500 об/мин; скорость движения распылительной головки - 5 мм/с; давление сжатого воздуха на распыление клеевого состава - 0,1-0,15 МПа; давление сжатого воздуха на подачу клеевого состава - 0,025-0,05 МПа. После нанесения клеевого состава бронечехол снимают с установки и расстыковывают вручную трубу и дно. Сушку клеевого состава проводят в термошкафу в течение 24-48 часов в токе осушенного воздуха с точкой росы не выше минус 40°С. Стыковку труб и доньев проводят с использованием того же клеевого состава с добавкой катализатора отверждения: 10%-ного раствора ацетилацетоната железа (ААЖ) в ацетоне. Скрепление дна с трубой происходит в течение 15 минут при температуре 15-35°С, при этом чехлы располагаются дном вниз в специальных кассетах.
Работа устройства подготовки и сборки ТПЭ (фиг.4). На стенде (фиг.4а) готовят пружину 48, которая обеспечит натяжение серебряной проволоки в бронечехле. Первой готовят нижнюю петлю сцепления пружины с серебряной проволокой. Для этого, оставив прибыль 15-20 мм, натягивают проволоку и навивают петлю в 3 оборота вокруг оси. Надев полученную петлю сцепления на штифт 49 (слева), перекидывают проволоку из нержавеющей стали через горизонтальную ось, осуществляют 20-25 оборотов шайбы 50, получая таким образом пружину 48. Подтягивают конец пружины вдоль оси и оборачивают проволоку вокруг штырей 49 справа, вставляют концы проволоки в прорези угольника 51, осуществляют 5 оборотов шайбы 50 справа, при этом образуется петля верхняя.
Сборку ТПЭ, включающего зацеп, серебряную проволоку и пружину, производят на стенде сборки (фиг.46). Один конец серебряной проволоки 52 крепят к зацепу 53, продев и закрепив ее в отверстие зацепа. На верхнем конце проволоки делают петлю через штифт 49 справа. Снимают проволоку и пружину со стендов и вручную осуществляют их зацепление. Каждый собранный ТПЭ переносят на накопитель 54.
На стенде для установки и закрепления ТПЭ (фиг.5) проводят окончательную подготовку бронечехлов к сборке с изложницей. Бронечехол устанавливают так, чтобы дно бронечехла прилегало к упору 55 стенда, а его цилиндрическая часть закреплялась в полу обоймы 56. Четыре ТПЭ переносят с накопителя 54 на штангу 57 и устанавливают в пазы головки штанги. Верхние петли ТПЭ 58 надевают на вилки штанги (позиция не проставлена). С помощью пневмоцилиндра 59 устанавливают расход воздуха, обеспечивающий минимальную скорость движения штанги 57 для плавного подвода и центровки ее головки относительно буртика (позиция не проставлена) дна бронечехла. Поворачивая рукоятку пневмоцилиндра 59, подводят штангу до срабатывания фиксатора 62, затем досылают штангу рукояткой 60 до упора. Верхние петли ТПЭ с помощью проволочного крючка перекидывают со штанги 57 на крючки бронечехла, не нарушая клеевого покрытия. Отворачивают винт цангового захвата с помощью рукоятки 61, поднимают фиксатор 62 за кольцо и возвращают штангу с помощью пневмоцилиндра или вручную в исходное положение. Бронечехол в сборе с ТПЭ снимают со стенда, убеждаются в надежности крепления зацепов и целостности ТПЭ, осматривают дно на отсутствие нарушения целостности. До сборки с изложницей бронечехлы хранят в кассетах в вертикальном положении.
Для сборки бронечехла с изложницей 20 используется установка 25 (фиг.6). В корпус 63, не допуская проворота трубы относительно дна, устанавливают собранный с ТПЭ бронечехол. Поворачивают корпус нижним фланцем вверх и собирают его с крышкой 64, надевают бандажное кольцо 65. Подставку 66 устанавливают на крышку 64, после чего переворачивают изложницу верхним торцом вверх.
Формование зарядов производится в здании 2 на полуавтомате заливки 19 путем слива готовой топливной массы из смесителя 17 в изложницы 20 с бронечехлами 21. Изложницы размещаются в гнездах подвесок, установленных на транспортере, по 4 шт. в подвеске (позиция не проставлена).
Для проведения заполнения изложниц вакуум в смесителе сбрасывается, съемный корпус 17' смесителя с топливной массой отсоединяется от основания, опускается на тележку (позиция не обозначена), закрывается технологической транспортной крышкой и транспортируется к разгрузочному устройству 18, где устанавливается над гидроподъемником (позиция не обозначена). Крышка предварительно снимается и корпус фиксируется упором (позиция не обозначена). Корпус с гидроподъемником дистанционно поднимается и состыковывается с разгрузочным устройством 18. Снимается заглушка с патрубка гидрозатвора чаши. К патрубку крепится переходник с узлом подсоединения (позиция не обозначена). Узел подсоединения дистанционно состыковывается с массопроводом (позиция не обозначена).
Включается установка. Изложницы первой подвески подходят и поджимаются к узлу заливки, включается вакуум-насос и изложница вакуммируется до остаточного давления 5 мм рт. ст., затем производится вакуммирование всей установки (от изложницы до закрытого гидрозатвора смесителя). Не сбрасывая вакуум из систем, включают вакуум-насос и производят дистанционное опускание поршня разгрузочного устройства до его контакта с «зеркалом» топливной смеси со скоростью 40-70 мм/мин.
Установка ПАЗ в дистанционном автоматическом режиме осуществляет все операции по заполнению изложниц топливной смесью. По окончании заполнения изложницы извлекаются вручную из гнезд подвесок и устанавливаются в металлические контейнеры (позиция не обозначена), а в гнезда подвесок устанавливаются новые изложницы.
Заполненные топливной массой изложницы отправляют в камеру полимеризации 26 для отверждения топлива. В процессе полимеризации топлива происходит и отверждение клеевого состава, предварительно нанесенного на внутреннюю поверхность бронечехла 21, в результате чего образуется прочное адгезионное соединение топлива с бронепокрытием - материалом бронечехла.
Необходимым условием обеспечения качества зарядов из смесевых твердых ракетных топлив является 100% контроль их геометрических размеров и неразрушающий контроль на наличие внутренних дефектов: пор, трещин и отслоений бронепокрытия. Неразрушающий контроль проводится с использованием входящей в технологическую линию рентгенотелевизионной установки 28, комплектуемой атласом дефектов, в котором описаны типовые дефекты, указаны способы их классификации и оценки опасности.
Рентгенотелевизионная установка позволяет выявить такие дефекты, как нарушение крепления ТПЭ к бронечехлу, обрыв ТПЭ, прогиб ТПЭ более 1 мм на длине 750 мм. Количественное значение предельного прогиба было установлено экспериментально путем огневых испытаний зарядов с прогибами ТПЭ различной величины.
Выполнение способа иллюстрируется следующими примерами.
Пример 1. В смеситель 17 последовательно загружают и перемешивают ЖВК связующего (каучук СКН-10КТР, смола ЭД-20, диоктилсебацинат, продукт ДАФ-2, лецитин), порошок алюминия АСД-4, ВВ (гексоген) и окислитель (перхлорат аммония) вместе с аэросилом и окисью свинца. Предварительно компоненты ЖВК разогревают в емкости 15. Подготовка окислителя заключается в смешивании и усреднении его фракций: крупной, размером -315+160 мкм, и мелкой, размером менее 50 мкм с использованием контейнера 9 и устройства 10. Контейнер 9 исключает влагопоглощение, а устройство 10 обеспечивает смешение гравитационным способом в течение 30 мин. После усреднения контейнеры с окислителем транспортируют на фазу смешения (приготовления топливной массы) в вертикальный смеситель 17. После смешения топливо формуют в изложницы с предварительно установленными в них калиброванными бронечехлами.
Фаза подготовки изложниц содержит следующие операции: нанесение клеевого состава на внутреннюю поверхность бронечехла с использованием установки 22; подготовку и сборку ТПЭ на устройстве 23, размещение и закрепление ТПЭ в бронечехле с использованием стенда 24, установка бронечехлов с ТПЭ 21 в изложницах 20 с использованием установки 25.
Использовался неизвестный ранее клеевой состав, содержащий следующие серийные компоненты (мас.%):
Клеевой состав наносили на поверхность бронечехла из расчета 0,003 г/см2, сушку осуществляли при комнатной температуре 15-35°С в течение 24 часов в токе осушенного воздуха. При этом использовали бронечехол из резиноподобного материала на основе бутадиеннитрильного каучука и термостойкого наполнителя - бакелитовой муки, полученной путем отверждения по ступенчатому режиму, указанному в таблице 4, фенолформальдегидной смолы марки БЖ-1 по ГОСТ 4559-78 с последующим измельчением до размера частиц 0,045-0,28 мм.
После нанесения клеевого состава составные части бронечехла выдерживали для сушки (удаления растворителя) в провялочном шкафу при температуре 15-35°С в токе осушенного воздуха (точка росы минус 40°С). Затем их скрепляли посредством того же клеевого состава с добавлением 10% раствора катализатора ААЖ в количестве 20% от массы клеевого состава.
Подготовленные изложницы 20 отправляли на фазу формования. Формование топлива осуществляли методом свободного литья с использованием полуавтомата заливки 19.
Для формования заряда использовали ранее разработанное топливо вязкостью 6000-7500 пуаз (Патент RU 2258057, С06В5/06, С06В45/10) для обеспечения возможности изготовления длинномерных зарядов, армированных тонкими теплопроводящими проволоками, методом свободного литья.
Использовали серийные компоненты известной рецептуры при следующем соотношении (мас.%):
Отверждение топлива проводили по ступенчатому режиму: 12 часов при 70°С, 12 часов при 80°С и 120 часов при 90°С.
После отверждения топлива забронированный малогабаритный заряд извлекали из изложницы распрессовкой на стандартном оборудовании, подвергали неразрушающему контролю на наличие внутренних дефектов: пор, трещин и отслоений бронепокрытия, а также на отсутствие запредельных отклонений ТПЭ с использованием карты допустимых дефектов.
Пример 2 и пример 3 отличаются от примера 1 рецептурой клеевого состава.
В примере 2 используется клеевой состав, содержащий 38,44% по массе каучука СКН-10КТР; 9,60% смолы марки ЭХД; 0,06% 1,3 фенилендиамина; 5,77% углерода технического марки П-803; 46,13% этилцеллозольва.
В примере 3 используется клеевой состав, содержащий 36,19% по массе каучука СКН-10КТР; 7,84% смолы марки ЭХД; 0,07% 1,3 фенилендиамина; 5,88% углерода технического марки П-803; 47,02% этилцеллозольва.
Пример 4 отличается от примера 1 тем, что клеевой состав наносят на поверхность бронечехла из расчета 0,007 г/см2. Разброс адгезионных характеристик по сравнению с примером 1 находится в пределах ошибки опыта.
В таблице 1 приведены характеристики клеевого состава при различных соотношениях компонентов. Колонки 3, 4, 5 соответствуют клеевым составам, которые обеспечивают наиболее высокую прочность адгезионного соединения топливо-клеевой состав-бронечехол с когезионным разрушением (по топливу). Именно эти рецептуры приведены в примерах 1, 2, 3 осуществления изобретения и рекомендуются для использования.
В таблице 2 приведены характеристики прочности адгезионного соединения топлива с бронечехлом в зависимости от количества нанесенного клеевого состава. Толщина клеевого состава, соответствующая расходу 0,003-0,007 г/см2 (строки 5, 6), обеспечивает максимальную прочность скрепления топлива с бронечехлом. Именно этот расход клеевого состава был использован в примерах 1, 4.
В таблице 3 приведены характеристики адгезионного соединения материала трубы с дном при различном количестве катализатора ААЖ в клее. Колонки 2-4 соответствуют клею, который обеспечивает наиболее высокую прочность крепления и сравнительно малое время отверждения. Именно эти рецептуры использованы в примерах 1-4 осуществления изобретения и рекомендуются к применению.
В таблице 4 приведены характеристики бронечехла в зависимости от режимов отверждения инертного наполнителя - фенолформальдегидной смолы марки БЖ-1 и размеров частиц полученной из нее бакелитовой муки. Строка 2 соответствует режиму отверждения фенолформальдегидной смолы марки БЖ-1, который обеспечивает высокое качество бронечехла: отсутствие пористости и включений неизмельченной смолы, выходящих за пределы 0,045-0,28 мм. Именно этот режим был использован в примерах 1-4 осуществления изобретения и рекомендуется к применению.
Промышленная применимость: использование при серийном изготовлении зарядов к ЗУР ПЗРК.
ный
ный
ный
ный
| название | год | авторы | номер документа |
|---|---|---|---|
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ | 2012 |
|
RU2487852C1 |
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336259C2 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА | 2015 |
|
RU2602120C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2315741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЧЕХЛА ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2014 |
|
RU2557629C1 |
| СМЕСЕВОЕ ТВЕРДОЕ РАКЕТНОЕ ТОПЛИВО | 2003 |
|
RU2258057C2 |
| УСТРОЙСТВО ФОРМОВАНИЯ ЗАРЯДОВ ТОРЦЕВОГО ГОРЕНИЯ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2012 |
|
RU2502716C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К КОРПУСУ РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2338916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2212395C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОРГАНИЧЕСКОГО ТЕРМОСТОЙКОГО НАПОЛНИТЕЛЯ ДЛЯ ТЕРМОЭРОЗИОННОСТОЙКОГО БРОНЕПОКРЫТИЯ ВКЛАДНОГО ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2013 |
|
RU2540642C1 |
Способ включает подготовку окислителя со смешиванием и усреднением его фракций, приготовление топлива, содержащего ВВ, формование зарядов заливкой топливной массы в изложницы, собранные с калиброванными бронечехлами из резиноподобного материала на основе бутадиеннитрильного каучука, теплопроводящими элементами (ТПЭ) и клеевым составом на внутренней поверхности бронечехла, отверждение, распрессовку и дефектоскопирование зарядов, при этом предварительно собранные ТПЭ закрепляют в самом бронечехле после сушки клея, причем полимерную основу топлива и клеевого состава составляет бутадиеннитрильный каучук с концевыми карбоксильными группами. Изобретение позволяет в полуавтоматическом режиме изготавливать малогабаритные заряды с оптимальными конструкторскими, технологическими и эксплуатационными характеристиками с обеспечением безопасных условий при работе с ВВ. 2 н. и 9 з.п. ф-лы, 6 ил., 4 табл., 4 пр.
1. Способ изготовления малогабаритных зарядов смесевого ракетного твердого топлива (СРТТ), включающий подготовку окислителя со смешиванием и усреднением, его фракций, приготовление топлива, содержащего взрывчатое вещество (ВВ), преимущественно гексоген, формование зарядов заливкой топливной массы в изложницы с предварительно установленными в них калиброванными бронечехлами из резиноподобного материала на основе бутадиеннитрильного каучука и теплопроводящими элементами (ТПЭ), отверждение, распрессовку и дефектоскопирование зарядов, отличающийся тем, что перед установкой в изложницу на внутреннюю поверхность бронечехла наносят клеевой состав, который сушат для удаления растворителя, после сушки внутри бронечехла закрепляют предварительно собранные ТПЭ, при этом полимерную основу топлива и клеевого состава составляет бутадиеннитрильный каучук с концевыми карбоксильными группами, а используемый клеевой состав содержит следующие компоненты, мас.%:
2. Способ по п.1, отличающийся тем, что клеевой состав наносят на поверхность бронечехла из расчета 0,003-0,007 г/см2.
3. Способ по п.1, отличающийся тем, что при использовании составного чехла, состоящего из сферического дна и трубы, перед нанесением клеевого состава дно и трубу состыковывают, на время сушки клеевого состава их разъединяют, а перед закреплением в бронечехле предварительно добранных ТПЭ трубу и дно скрепляют клеевым составом.
4. Способ по п.3, отличающийся тем, что сушку клеевого состава осуществляют при температуре 15-35°С не менее суток в токе осушенного воздуха с точкой росы минус 40°С.
5. Способ по п.3, отличающийся тем, что для скрепления деталей бронечехла используют рецептуру клеевого состава, нанесенного на внутреннюю поверхность бронечехла, с добавлением 10%-ного раствора ацетилацетоната железа (ААЖ) в ацетоне в количестве 18-22%.
6. Способ по п.1, отличающийся тем, что операция сборки ТПЭ включает сборку его составных частей: серебряной проволоки, зацепа, служащего для скрепления ТПЭ с дном бронечехла, и стальной пружины, которая служит для натяжения ТПЭ в собранном бронечехле.
7. Способ по п.1, отличающийся тем, что в материале бронечехла используют бакелитовую муку в качестве термостойкого наполнителя, полученную путем отверждения фенолформальдегидной смолы по ступенчатому режиму, предусматривающему температуру отверждения от 80 до 200°С, с последующим измельчением до получения сыпучего материала с размером частиц в пределах 0,045-0,28 мм.
8. Технологическая линия изготовления малогабаритных зарядов СРТТ, включающая устройство для смешивания и усреднения фракций окислителя, установку для взятия навески взрывчатого вещества, узел подготовки изложниц, камеру полимеризации и рентгенотелевизионную установку, размещенные в отдельных зданиях, транспортными линиями связанных с основным зданием, где расположены вертикальный смеситель со съемным корпусом, полуавтоматическая установка для формования топлива в изложницы, контейнер для порошка алюминия и емкости с жидковязкими компонентами, при этом узел подготовки изложниц включает последовательно размещенные установку для нанесения клея, устройство подготовки и сборки ТПЭ, стенд для установки и закрепления ТПЭ и установку для сборки бронечехла с изложницей.
9. Технологическая линия по п.8, которая для безопасного взятия навески взрывчатого вещества содержит поворотный, промежуточный и транспортные бункеры с вибраторами.
10. Технологическая линия по п.8, в которой установлен контейнер для дозирования навесок окислителя и устройства для смешивания и усреднения фракцией окислителя.
11. Технологическая линия по п.8, в которой имеется рентгенотелевизионная установка с атласом дефектов заряда.
| СПОСОБ ФОРМОВАНИЯ ЗАРЯДОВ | 0 |
|
SU201177A1 |
| RU 99125764 А, 27.10.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2220935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2230052C2 |
| US 4776993 А1, 11.10.1998. | |||

