(54) ФРЕЗЕРНЫЙ СТАНОК
В шпиндели фрезерных головок 7 вставляют фрезы 10 и шаровые опоры И, при помощи которых обеспечивают постоянную, заданную глубину фрезерования.
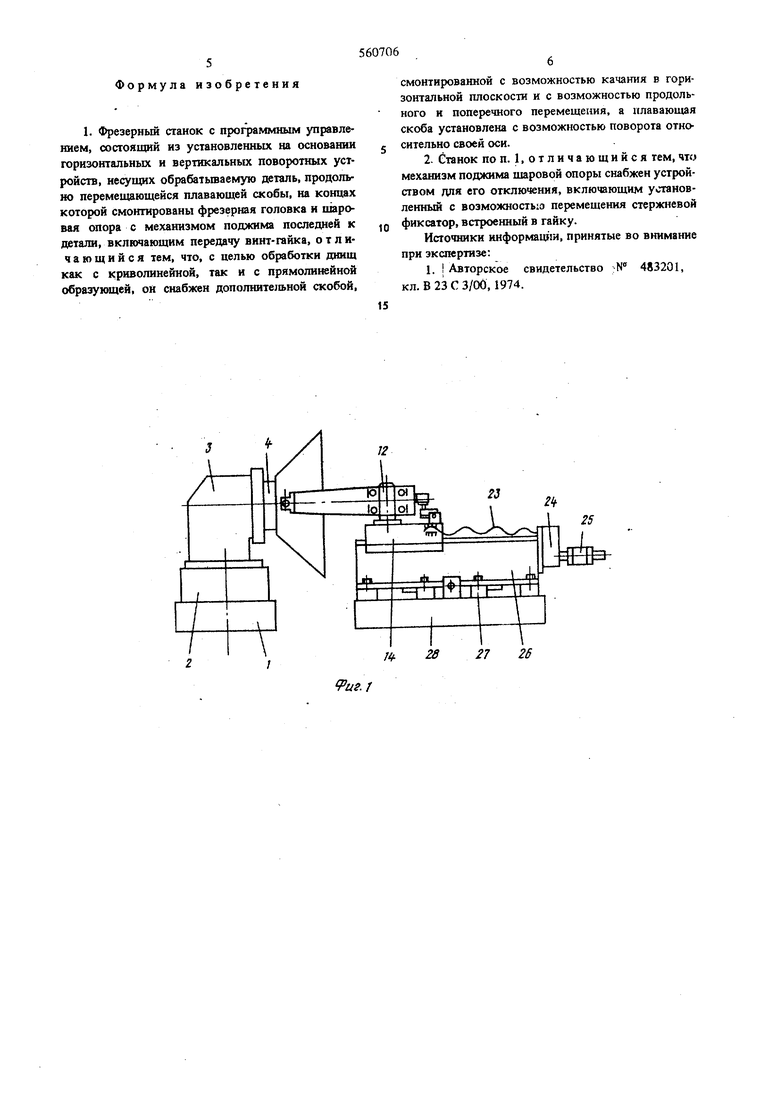
Скобы 8 и 9 смонтированы с возможностью свободного перемещения (покачивания) в горизонтальной плоскости. Покачивание обеспечивается за счет шарнирного закрепления каждой скобы на своей оси 12. Ось 12 основной скобы жестко связана с неподвижными санями 13, имеющими возможность установочного перемещения (позиция обработки сферического днища), а ось дополнительной скобы - с подвижной кареткой 14 (позиция обработки конического днища). Сани 13 смонтированы на неподвижной станине 15, в которую встроен винт 16 для подналадочного перемещения скобы 8 на определенньш радиус обработки сферического дшща.
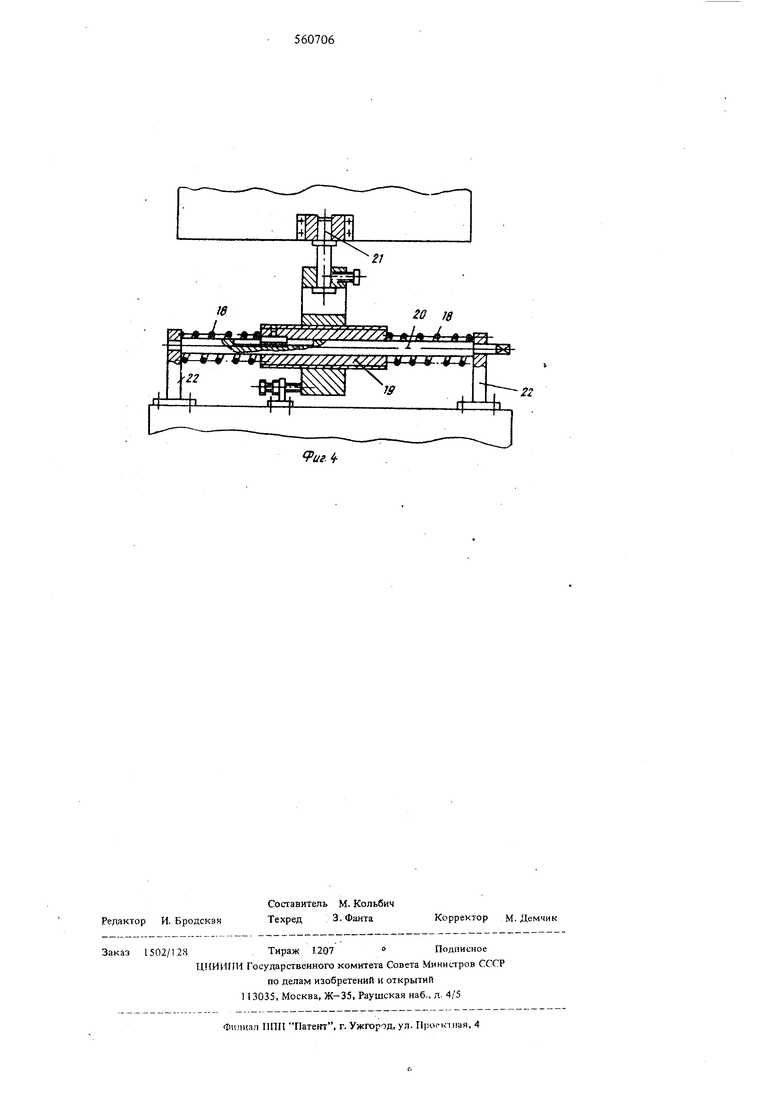
Контакт шаровой опоры 11 с обрабатываемыми изделиями S или 6 осуществляется при помощи мехаиизма 17 поджима (см. фиг. 4), включающего нагрузочные пружины 18, полый винт 19, вал 20, гайку с подвижным фиксатором 21, контактирующим со скобами 8 н 9. опорные стойки 22, связанные с санями 13 и с кареткой 14.
Каретка 14 в процессе обработки ячеек дш1ща с прямолинейной образующей соверщаег возвратно-поступательные движения от привода, управляемого системой программного управления.
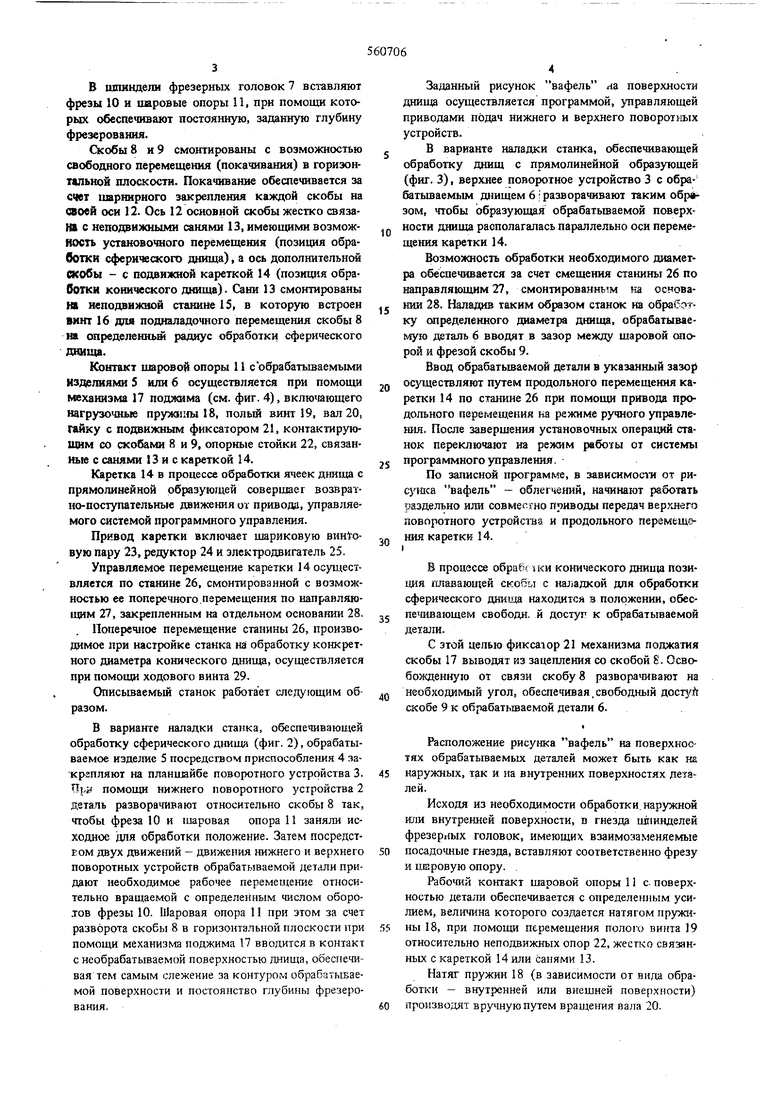
Привод каретки включает шариковую вин овую пару 23, редуктор 24 и электродвигатель 25.
Управляемое перемещение каретки 14 осуществляется по станине 26, смонтированной с возможностью ее поперечного .перемещения по направляющим 27, закрепленным на отдельном основании 28.
Поперечное перемещение станины 26, производимое при настройке станка на обработку конкретного диаметра конического днища, осуществляется при помощи ходового винта 29.
Описываемьш станок работает следующим образом.
В варианте наладки станка, обеспечивающей обработку сферического днища (фиг. 2), обрабатываемое изде;ше 5 посредством приспособления 4 закрепляют на планшайбе поворотного устройства 3. помощи нижнего поворотного устройства 2 детачь разворачивают относительно скобы 8 так, чтобы фреза 10 и шаровая опора И заняли исходное для обработки положение. Затем посредством двух движений - движения нижнего и верхнего поворотных устройств обрабатываемой детали придают необходимое рабочее перемещение относительно вращаемой с определенным числом оборотов фрезы 10. Шаровая опора 11 при этом за счет разворота скобы 8 в горизонтальной плоскости при помощи механизма поджима 17 вводится в контакт с необрабатьгеаемой поверхностью даища, обеспечивая тем самым слежение за контуром обрабатываемой поверхности и постоянство глубины фрезерования.
Заданный рисунок вафель на поверхности днища осуществляется программой, управляющей приводами подач нижнего и верхнего поворот}Ш1Х устройств.
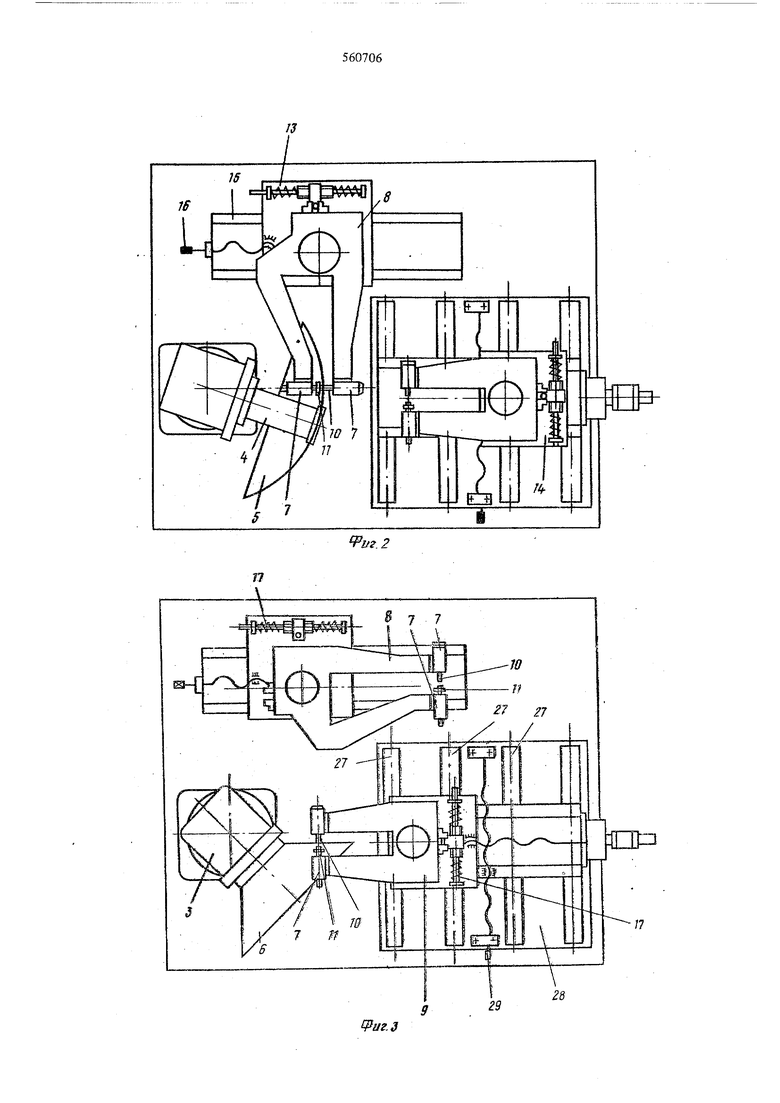
В варианте наладки станка, обеспечивающей обработку днищ с прямолинейной образующей (фиг. 3), верхнее поворотное устройство 3 с обрабатываемым днищем 6; разворачивают таким обре зом, чтобы образующая обрабатьюаемой поверхности днища располагалась параллельно оси перемещения каретки 14.
Возможность обработки необходимого диаметра обеспечивается за счет смещения станины 26 по направляющим 27, смонтированным на основаНИИ 28. Наладив таким образом станок на обработку сшределенного диаметра дннща, обрабатываемую деталь 6 вводят в зазор мечсду щаровой сшорой и фрезой скобы 9.
Ввод обрабатываемой детали в указанный зязор осуществляют путем продольного перемещения каретки 14 по станине 26 при помощи привода продольного перемещения на режиме ручного управления. После завершения установочных операций станок переключают на режим работы от системы программного управления.
По записной программе, в зависимое™ от рисушса вафель - облегчений, начинают работать раздельно или совместно приводы передач верхнего поворотного устройства и продольного перемещения каретки 14. I
В процессе обраб конического днипи позиция плавающей скобы с на))адкой для обработки сферического днища находится з положении, обеспешвающем свободн. и доступ к обрабатываемой детшш.
С зтой целью фиксаюр 21 механизма поджатия скобы 17 выводят из зацепления со скобой 8. Освобожденную от связи скобу 8 разворачивают на
необходимый угол, обеспечивая, свободный достуЛ скобе 9 к обрабатьшаемой детали 6.
4
Расположение рисунка вафель на поверхностях обрабатьгааемых деталей может быть как кг наружных, так и на внутренних поверхностях деталей.
Исходя из необходимости обработки, нарзокной
или внутренней поверхности, в гнезда илшнделей
фрезерных головок, имеющих взаимозаменяемые
посадочные гнезда, вставляют соответственно фрезу
и шаровую опору.
Рабочий контакт щаровой опоры 11 с. поверхностью детали обеспечивается с определенным усилием, величина которого создается натягом лружины 18, при помоада перемещения полого винта 19 относительно неподвижных опор 22, жестко связанных с кареткой 14 или санями 13.
Натяг пружин 18 (в зависимости от вида обработки - внутренней или внешней поверхности) производят вручную путем вращения вала 20.
Формула изобретения
1. Фрезерный станок с программным управлением, состоящий из установленных на основании горизонтальных и вертикальных поворотных устройств, несущих обрабатьтаемую деталь, продольно перемещающейся плавающей скобы, на концах которой смонтированы фрезерная головка и шаровая опора с механизмом поджима последней к детали, включающим передачу винт-гайка, отличающийся тем, что, с целью обработки днищ как с криволинейной, так и с прямолинейной образующей, он снабжен дополнительной скобой.
смонтированной с возможностью качания в горизонтальной плоскости и с возможностью продольного к поперечного перемещения, а нлавающая скоба установлена с возможностью поворота относительно своей оси.
2. Станок по п. 1,отличающийся тем, что механизм поджима щаровой опоры снабжен устройством для его отключения, включающим установленный с возможностыэ перемещения стержневой фиксатор, встроенный в гайку.
Источники ииформац1 И, принятые во внимание при экспертизе:
1. I Авторское свидетельство ;№ 483201, кл. В 23 С 3/00,1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
г
25
FDI:
