СТАНОК ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ВРАЩАЮЩИМСЯ
Заявлено 18 апреля 1960 г. за № 663179/25
в Комитет по делам изобретепий и открытий прп Совете Мпнистров СССР Опубликовано в «Бюллетене изобретений Л9 2 за 1961 г.
Известны станки для обработки заготовок вращающимся инстрзментом, установленным в инструментальной головке, снабженные столом для крепления заготовок, однако, эти станки не обеспечивают высококачественной обработки внутренних и внешних поверхностей тороидов.
Предлагаемый станок дает возможность обрабатывать участки тора благодаря тому, что его инструментальная головка смонтирована на стойке, установленной на поворотной консоли так, что расстояние оси вращения инструмента до центра поворота консоли равно радиусу обрабатываемого участка тора, а стол для крепления заготовкн может перемещаться по дуге окружности в плоскости поворота консоли.
Кроме того на предлагаемом станке можно обрабатывать участки тора с различным радиусом, поскольку инструментальную головку можно перемещать по стойке, а стол для крепления- заготовки - по вертикали в плоскости поворота консоли.
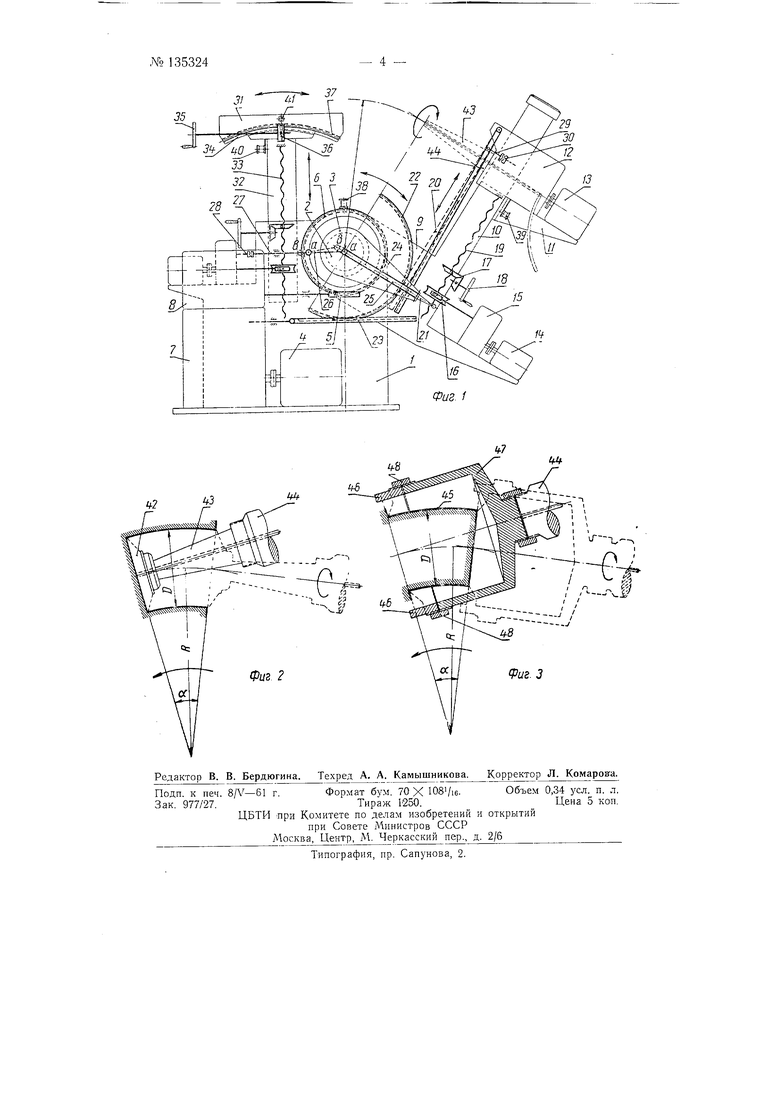
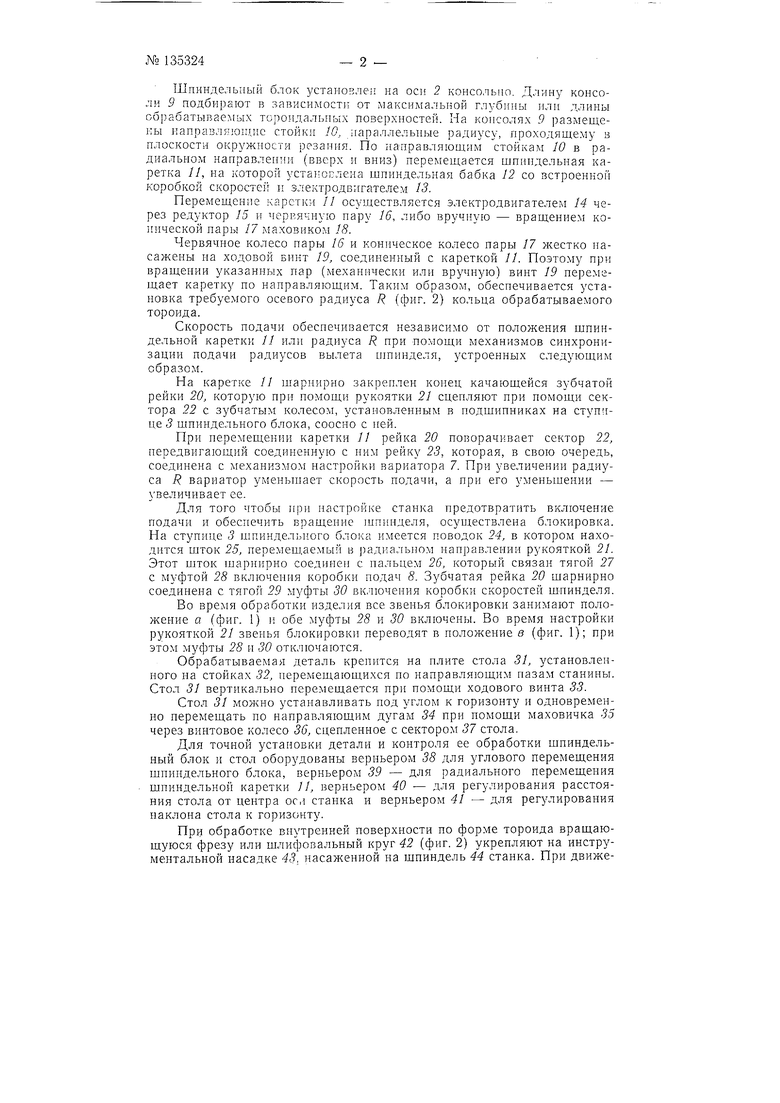
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - схема обработки внутренней поверхности тороида; на фиг. 3 - схема обработки наружной поверхности тороида.
В верхней части стлиины 1 расположена жестко соединенная с ней цилиндрическая ось 2 станка, выходящая по обе стороны станины / консольными цапфами, на которых в подщипниках скольх ения насажены ступицы 3 щпиндельного блока, поворачивающегося вокруг оси 2 и обеспечивающего этим движением подачу инструмента по дуге окружности.
Шпиндельный блок поворачивается от электродвигателя 4 через червячную пару 5 и 6. Скорость вращения щпинделя регулируется бесступенчатым вариатором скоростей 7 и коробкой подач 8. Для равномерности подачи на червячном колесе .5 устаиоплена ксррекционная липейка (на чертеже не показана).
ИНСТРУМЕНТОМ
№ 135324
Шпиндельный блок установлен на осп 2 консольно. Длину консоли 9 подбирают в зависимости от максимальной глубины или длины обрабатывае: ых тороидальных нозерхностей. На консолях 9 размещены направляющие стойки 1G, иараллельиые радиусу, проходящему в нлоскости окружиости резания. По направляющим стойка М 10 в радиальном направлении (вверх и вниз) перемещается шпиндельная каретка //, на которой устаноЕлсиа щпнндельная бабка 12 со встроенной коробкой скоростей и электродвигателем 13.
Перемещение каретки // осуществляется электродвигателем 14 через редуктор 15 и червячную нару 16, либо вручную - вращением конической нары 17 маховиком 18.
Червячное колесо пары 16 и коннческое колесо пары 17 жестко насажены на ходовой винт 19, соединенный с кареткой //. Поэтому прн вращении указанных пар (механически или вручную) винт 19 перемещает каретку но направляющим. Таким образом, обеспечивается установка требуемого осевого радиуса R (фиг. 2) кольца обрабатываемого тороида.
Скорость подачи обеспечивается независимо от положения шпиндельной каретки // или радиуса R при помощи механизмов синхронизации подачи радиусов вылета шпинделя, устроенных следующим образом.
Па каретке // шарнирно закреплен коиец качающейся зубчатой рейки 20, которую при помощи рукоятки 21 сцепляют при помощи сектора 22 с зубчатым колесом, установленным в подшипниках на ступице 3 шпнпдельного блока, соосно с ней.
При неремещении каретки // рейка 20 поворачивает сектор 22, передвигающий соединенную с ним рейку 23, которая, в свою очередь, соединена с механизмом наетройки вариатора 7. При увеличении радиуса R вариатор уменьншет скорость подачи, а прн его уменьшении - увеличивает ее.
Для того чтобы при настройке станка предотвратить включение подачи и обеспечить вращение шпинделя, оеуи1,ествлена блокировка. На ступице 3 шпиндельного блока имеется поводок 24, в котором находится шток 25, перемеш,аемый в {радиальном направлении рукояткой 21. Этот шток шариирно соедипен с пальцем 26, который связан тягой 27 с муфтой 28 включения коробки подач 8. Зубчатая рейка 20 шарнирно соединена с тягой 29 муфты 30 включеиия коробки скоростей щцинделя.
Во время обработки изделия все звенья блокировки занимают положение а (фиг. 1) и обе муфты 28 и 30 включены. Во время настройки рукояткой 21 звеиья блокировки переводят в положение в (фиг. 1); при этом муфты 28 и 30 отключаются.
Обрабатываемая деталь крепится на плите стола 31, установленного на стойках 32, перемещающихся по направляющим пазам станины. Стол 31 вертикально перемещается при помощи ходового винта 33.
Стол 31 можно устанавливать под углом к горизонту и одновременно перемещать но направляющим дугам 34 при помощи маховичка 35 через винтовое колесо 36, сцепленное с сектором 37 стола.
Для точной установки детали и контроля ее обработки щпиндельный блок и стол оборудованы верньером 38 для углового перемещения щниндельного блока, верньером 39 - для радиального перемещения щпиндельной каретки 11, верньером 40 - для регулирования расстояния стола от центра oc,i станка и верньером 41 - для регулирования наклона стола к горизонту.
При обработке внутренней поверхноети по форме тороида вращающуюся фрезу или шлифовальный круг 42 (фиг. 2) укрепляют на инструментальной насадке 43, насалсенной на щпиндель 44 станка. При движеНИИ оси шпинделя по дуге радиуса / (фиг. 2) шлифовальный круг 42 обрабатывает внутреннюю поверхность детали 45 по форме тороида с нормальным диаметром и центральным углом а.
Глубина обработки лимитируется тем, что при повороте оси шпинделя 44 вместе с насадкой 43 на некоторый угол насадка соприкасается с обработанной поверхностью в верхней точке входной кромки. Следовательно, получение требуемых параметров внутреннего торопда зависит от длины инструментальной насадки 43, определяемой по соответствующей формуле.
Для обработки внешней поверхности по форме тороида с диаметром нормального сечения D и центральным углом а кольцо 46 с закрепленными на нем резцами или шлифовальиым кругом жестко соединяется с насадкой 47 посредством муфты. При этом врагцающаяся вместе со шпинделем 44 насадка 48 одновременно перемеш.ается по дуге окружности радиуса R. Длину и диаметр насадки также подбирают по соответствующей формуле в зависимости от длины обработки тороида.
Предмет изобретения
1.Станок для обработки заготовок вращающимся инструментом, установленным в инструментальной головке, снабженный столом для крепления заготовки, о т л и ч а ю нд и и с я тем, что, с целью обработки участков тора, инструментальная головка смонтирована на стойке, установленной на поворотной консолн так, что расстояние оси вращения инструмента до центра поворота консоли равно радиусу обрабатываемого участка тора и стол для крепления заготовки выполнен перемещаемым по дуге окружности в плоскости поворота консоли.
2.Станок по п. 1, отличающийся тем, что, с целью обработки участков тора различного радиуса, инструментальная головка выполнена переставной по стойке, а стол для крепления заготовки - переставным по вертикали в плоскости поворота консолп.
Ло 135324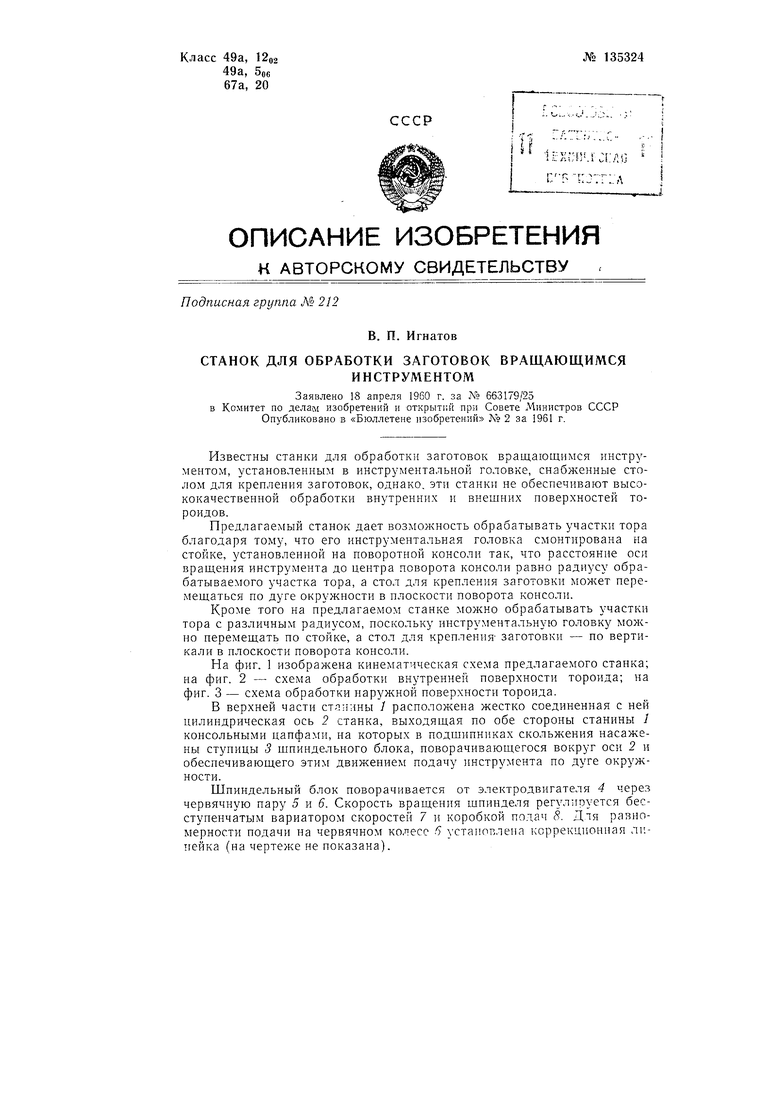
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный станок-автомат | 1974 |
|
SU520022A3 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Металлорежущий станок | 1982 |
|
SU1052362A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Фрезерный станок | 1975 |
|
SU645533A3 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |