ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к электродуговой сварке и более конкретно к устройству для электродуговой сварки стыковых соединений.
УРОВЕНЬ ТЕХНИКИ
Известно устройство для электродуговой сварки, предназначенное для обеспечения контакта обратного кабеля со свариваемым изделием. Устройство представляет собой болт, приваренный к изделию. Электрический контакт обратного кабеля со свариваемым изделием обеспечивался путем соединения конца обратного кабеля с болтом и закрепления при помощи гайки [«Иллюстрированное пособие сварщика», издательство «Соуэло», Москва, 2000 г., сост.: В.А.Лосев, Н.А.Юхин, с.10].
Указанный способ не подходит для сварки цилиндрических конструкций, таких как трубопроводы, так как при приваривании болта к трубе повреждается тело трубы. Кроме того, приваривание к телу трубы каких-либо деталей запрещено руководящими документами компаний ОАО «Газпром» и ОАО «АК «Транснефть» в целях предотвращения повреждений трубопровода. Присоединение к конструкции нескольких обратных кабелей требует приваривания дополнительных болтов, что связано с дополнительным повреждением тела конструкции.
Кроме того, в уровне техники известно другое устройство для обеспечения контакта обратного кабеля со свариваемым изделием, принятое в качестве прототипа (ближайшего аналога) настоящей полезной модели. Известное устройство «контакт магнитный КМ-500 обратного сварочного кабеля» состоит из металлической пластины, механически присоединенной к постоянному магниту (также постоянный магнит может включать в себя пластину). При этом обратный кабель электрически присоединяется к металлической пластине. Контакт пластины со свариваемой трубой обеспечивается путем прижатия ее к телу трубы с помощью постоянного магнита [см. http://tt-spb.ruprom.net/p44819-kontakt-magnitnyj-500a.html, 17.04.2009 г.].
Устройство согласно прототипу обладает некоторыми недостатками. Основной из них заключается в том, что на практике практически невозможно обеспечить качественный электрический контакт пластины с поверхностью трубы. Происходит это из-за наличия на металлических поверхностях окислов, загрязнений, а также из-за неполного прилегания поверхностей пластины и конструкции друг к другу. В результате этого поверхность трубы в месте плохого контакта подгорает и тело трубы повреждается. Повреждения тела трубы также недопустимы по руководящим документам. Кроме того, невозможность обеспечения качественного контакта пластины с поверхностью конструкции обуславливает дополнительное электрическое сопротивление контакта и, соответственно, потери мощности на этом сопротивлении.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задача, стоявшая перед разработчиками заявленного изобретения, заключалась в создании устройства для сварки стыковых соединений, обеспечивающего качественный контакт для приложения потенциала к конструкции, подлежащей свариванию, при работе которого не образуется повреждений тела трубы.
Техническим результатом настоящего изобретения является минимизация повреждений свариваемых конструкций при электродуговой сварке.
Указанный технический результат достигается тем, что устройство для электродуговой сварки соединений включает в себя средство закрепления устройства относительно тела конструкции, подлежащей свариванию, и по меньшей мере одно средство приложения электрического потенциала, выполненное с возможностью электрического контакта непосредственно с разделкой стыкового соединения конструкций, подлежащих свариванию.
Таким образом, потенциал прикладывается не к телу конструкции, а непосредственно к самой разделке стыкового соединения свариваемых конструкций, где подгорание и образование ожогов не является критичным для герметичности конструкции.
Ниже настоящее изобретение в предпочтительном варианте осуществления будет раскрыто более детально со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 показывает вид контактного кулачка в перспективе.
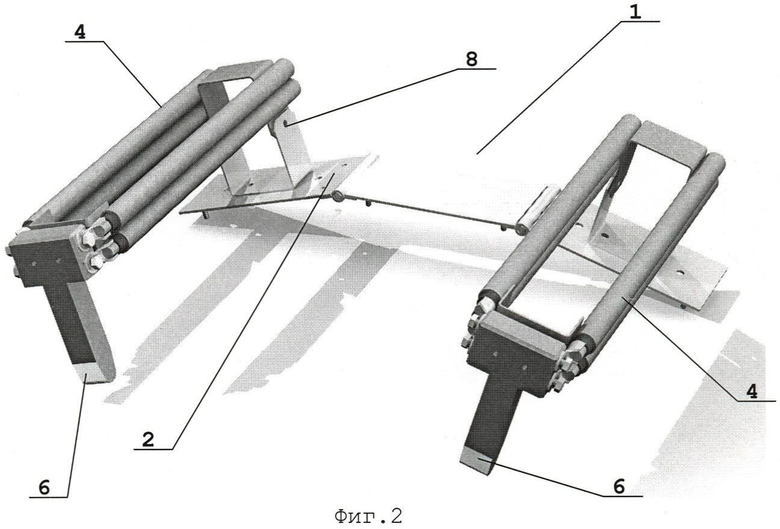
Фиг.2 показывает вид в перспективе устройства для сварки стыковых соединений.
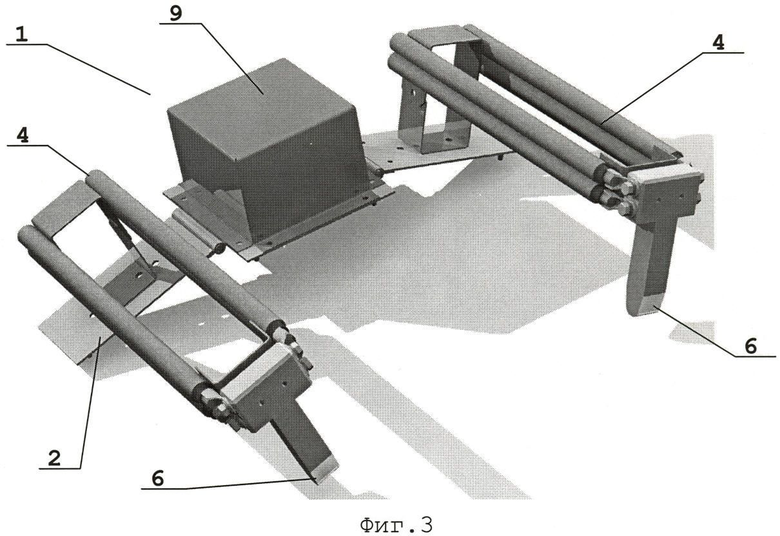
Фиг.3 показывает вид в перспективе устройства для сварки стыковых соединений согласно предпочтительному варианту осуществления изобретения.
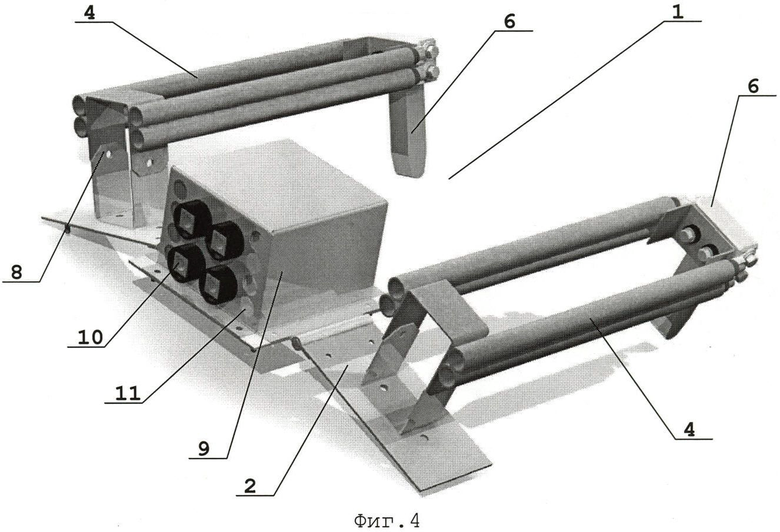
Фиг.4 показывает вид в перспективе устройства для сварки стыковых соединений согласно предпочтительному варианту осуществления изобретения.
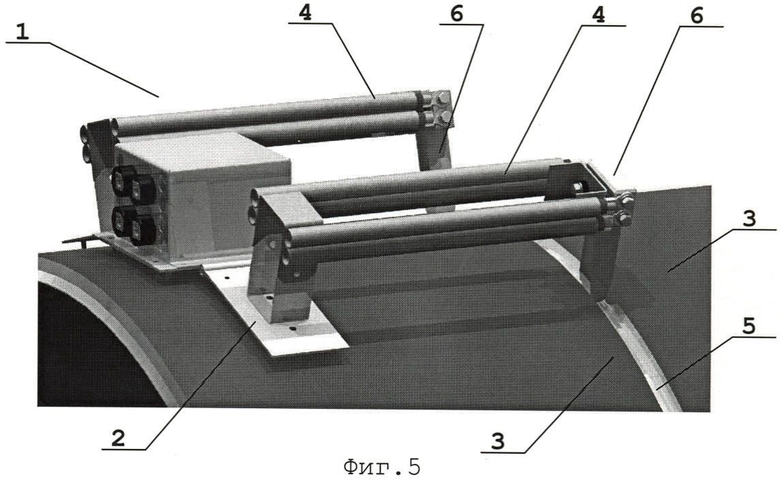
Фиг.5 показывает вид в перспективе устройства для сварки стыковых соединений, установленного на цилиндрической конструкции, согласно предпочтительному варианту осуществления изобретения.
Фиг.6 показывает вид в перспективе устройства для сварки стыковых соединений, установленного на цилиндрической конструкции, с поднятым правым кулачком, согласно предпочтительному варианту осуществления изобретения.
Фиг.7 показывает принципиальную электрическую схему устройства.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Устройство 1 для электродуговой сварки стыковых соединений включает в себя средство 2 закрепления устройства 1 относительно тела конструкции 3, подлежащей свариванию, и по меньшей мере одно средство 4 приложения электрического потенциала, выполненное с возможностью электрического контакта непосредственно с разделкой 5 стыкового соединения конструкций 3, подлежащих свариванию.
Как видно из приложенных чертежей, средство 2 закрепления устройства 1 относительно тела конструкции может содержать шарнирно сочлененные траверсы, на двух из которых установлены средства 4 приложения электрического потенциала. В рабочем состоянии устройство 1 для электродуговой сварки стыковых соединений при помощи средства 2 закрепления устанавливается на конструкции 3, подлежащей свариванию. В предпочтительном варианте осуществления изобретения средство 2 закрепления дополнительно содержит пояс (не показан), закрепленный на средстве 2 закрепления, который, огибая конструкцию 3, фиксирует устройство 1 относительно тела конструкции 3. Пояс служит для более надежной фиксации устройства 1 относительно конструкции 3, повышая безопасность эксплуатации устройства 1.
Средство 4 приложения электрического потенциала в предпочтительном варианте осуществления настоящего изобретения содержит контактный кулачок 6, четыре трубы 7, приспособленные для размещения внутри них кабеля (не показан), и двух пластин 8 и 9, соединяющих вышеуказанные детали между собой.
Контактный кулачок 6 в рабочем состоянии выполнен с возможностью обеспечения электрического контакта непосредственно с разделкой 5 стыкового соединения конструкций 3, подлежащих свариванию. По меньшей мере один кабель, прокладываемый внутри по меньшей мере одной трубы 7, электрически соединен с контактным кулачком 6, чем обеспечивается возможность приложения потенциала к разделке 5 стыкового соединения конструкций 3, подлежащих свариванию.
В предпочтительном варианте осуществления настоящего изобретения устройство 1 для электродуговой сварки стыковых соединений содержит два средства 4 приложения электрического потенциала. По меньшей мере одно средство 4 приложения электрического потенциала может быть дополнительно выполнено с возможностью разрыва электрического контакта. В предпочтительном варианте осуществления изобретения возможность разрыва электрического контакта может обеспечиваться посредством наличия шарнирного соединения 8 средства 4 приложения электрического потенциала и средства 2 закрепления устройства 1 относительно тела конструкции 3. При помощи шарнирного соединения 8 средство 4 приложения электрического потенциала может подниматься относительно разделки 5 стыкового соединения конструкций 3, подлежащих свариванию, как показано на Фиг.6, тем самым разрывая электрический контакт между кулачком 6 и разделкой 5 стыкового соединения конструкций 3, подлежащих свариванию.
Для обеспечения надежного соединения устройства 1 с источником электрического потенциала устройство 1 дополнительно может содержать блок 9 распределения питания. В предпочтительном варианте осуществления изобретения блок 9 распределения питания установлен на средстве 2 закрепления устройства 1. Блок 9 распределения питания, согласно предпочтительному варианту осуществления настоящего изобретения содержит средство 10 подключения обратных силовых сварочных кабелей в виде контактных гнезд. Обратные силовые сварочные кабели предназначены для подвода электрического потенциала от источника электрического потенциала, например от источника питания сварочного тока (одного или нескольких сварочных постов). Далее потенциал посредством по меньшей мере одного кабеля, прокладываемого от блока 9 распределения питания через отверстия 11 и далее внутри труб 7, подается на по меньшей мере один контактный кулачок 6, обеспечивая возможность протекания сварочного тока. Важной особенностью электрической схемы является то, что каждый обратный сварочный кабель электрически соединен с каждым кулачком 6, как показано на принципиальной электрической схеме устройства 1 на Фиг.7. То есть каждый сварочный пост, подключенный к устройству 1, подает потенциал на оба кулачка 6.
В предпочтительном варианте осуществления настоящего изобретения устройство 1 выполнено с возможностью подключения до 4 обратных кабелей, то есть с возможностью подвода потенциала к контактным кулачкам посредством от 4 сварочных постов. Это обусловлено тем, что источники сварочного тока обычно содержат 4 сварочных поста, и при обеспечении подвода потенциала со всех сварочных постов электрическая нагрузка будет распределена по всем сварочным постам.
Необходимо также отметить, что конструкция раскрытого устройства предполагает контакт нескольких обратных сварочных кабелей непосредственно (в отличие от прототипа, где контакт опосредован пластиной) на два кулачка 6, обладающих малым электрическим сопротивлением. Таким образом, общая площадь сечения проводника сварочного тока значительно больше, чем в прототипе, и, соответственно, больше его проводимость. Большая же проводимость обеспечивает более стабильную вольт-амперную характеристику, что крайне важно для обеспечения стабильного напряжения на сварочной дуге.
Для приведения устройства 1 в рабочее состояние, траверсы средства 2 закрепления устанавливаются на конструкцию 3 так, чтобы при опускании средства 4 приложения электрического потенциала контактные кулачки 6 могли входить в электрический контакт с разделкой 5 стыкового соединения конструкций 3. При помощи пояса устройство 1 фиксируется относительно тела конструкции, подлежащей свариванию. По меньшей мере одно средство 4 приложения электрического потенциала опускаются в рабочее положение, обеспечивая электрический контакт по меньшей мере одного контактного кулачка 6 с разделкой 5 стыкового соединения, и на контактные кулачки 6 с по меньшей мере одного источника обратного сварочного тока подается электрический потенциал.
Наличие двух средств 4 приложения электрического потенциала, выполненных с возможностью разрыва электрического контакта, обеспечивает возможность распределения сварочной цепи по двум сторонам стыкового соединения, как того требует технология сварки (одновременно двумя или четырьмя сварщиками). При сварке стыкового соединения устройство 1 не создает помехи в работе двух или четырех электросварщиков за счет откидывания поочередно одного из контактных кулачков в зависимости от того, какой полупериметр стыкового соединения они заваривают.
Условно разделим периметр стыкового соединения на четыре по существу равные части вертикальной и горизонтальной осями (плоскость стыкового соединения при этом разделится на 4 квадранта). Так, если правый контактный кулачок 6 поднят (Фиг.6), при работе двух электросварщиков одновременно могут свариваться части периметра, находящиеся в правом верхнем и в левом нижнем квадрантах. Далее, для сварки остальных частей периметра, правый контактный кулачок 6 опускается, а левый поднимается. Таким образом, при смене точек приложения потенциала сварочная цепь не разрывается.
Таким образом, устройство в предпочтительном варианте осуществления, позволяя разрывать непосредственный электрический контакт одного контактного кулачка 6 со стыком свариваемых конструкций независимо от положения другого контактного кулачка, обеспечивает возможность выполнения сварки трубопровода по всей окружности стыка непрерывно.
Необходимо также отметить, что конструкция раскрытого устройства предполагает контакт нескольких обратных сварочных кабелей непосредственно (в отличие от прототипа, где контакт опосредован пластиной) на два кулачка 6, обладающих малым электрическим сопротивлением. Таким образом, общая площадь сечения проводника сварочного тока значительно больше, чем в прототипе, и, соответственно, больше его проводимость. Большая же проводимость обеспечивает более стабильную вольт-амперную характеристику, что крайне важно для обеспечения стабильного напряжения на сварочной дуге.
Настоящее изобретение было подробно описано со ссылкой на предпочтительный вариант его осуществления, однако очевидно, что оно может быть осуществлено в различных вариантах, не выходя за рамки заявленного объема правовой охраны, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ сварки | 1990 |
|
SU1706814A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФОРМАЦИЙ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ СТАЛИ | 1999 |
|
RU2173594C2 |
| Способ дуговой сварки трубопроводов | 2015 |
|
RU2643120C2 |
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
Изобретение относится к электродуговой сварке. Устройство содержит средство закрепления устройства относительно тела конструкции, подлежащей свариванию. Также оно содержит средство приложения электрического потенциала и блок распределения нагрузки. Средство приложения электрического потенциала содержит контактный кулачок. Контактный кулачок выполнен с возможностью обеспечения электрического контакта с разделкой стыкового соединения свариваемых конструкций. Блок распределения нагрузки выполнен с возможностью подключения к нему сварочного кабеля и с возможностью приложения электрического потенциала к контактному кулачку. Техническим результатом изобретения является минимизация повреждений свариваемых конструкций при электродуговой сварке. 2 з.п. ф-лы, 7 ил.
1. Устройство для приложения обратного электрического потенциала к телу свариваемой конструкции в процессе электродуговой сварки, включающее в себя средство закрепления устройства относительно тела конструкции, подлежащей свариванию, по меньшей мере одно средство приложения электрического потенциала, содержащее контактный кулачок, выполненный с возможностью обеспечения электрического контакта непосредственно с разделкой стыкового соединения конструкций, подлежащих свариванию, и блок распределения нагрузки, выполненный с возможностью подключения к нему по меньшей мере одного сварочного кабеля и с возможностью приложения электрического потенциала к по меньшей мере одному контактному кулачку.
2. Устройство по п.1, отличающееся тем, что по меньшей мере одно средство приложения электрического потенциала выполнено с возможностью разрыва электрического контакта.
3. Устройство по п.1, отличающееся тем, что оно включает в себя два средства приложения электрического потенциала и блок распределения нагрузки, выполненный с возможностью подключения к нему по меньшей мере одного сварочного кабеля и с возможностью приложения электрического потенциала к обоим контактным кулачкам, при этом каждое средство приложения электрического потенциала выполнено с возможностью разрыва непосредственного электрического контакта кулачка со стыком свариваемых конструкций независимо от положения контактного кулачка другого средства приложения электрического потенциала.
| ГЛИЗМАНЕНКО Д.Л | |||
| Сварка и резка металлов | |||
| - М.: Высшая школа, 1974, с.14, рис.3, с.15, рис.5а | |||
| Устройство контроля положения дуги на торце ленточного электрода | 1984 |
|
SU1217601A1 |
| Сушилка многократного насыщения для свекловичной стружки | 1929 |
|
SU21033A1 |
| WO 2008108728 А1, 12.09.2008 | |||
| СИСТЕМА ПОДАЧИ ГАЗА В ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2131990C1 |

