Изобретение относится к обработке материалов давлением, в частности дорнова- нием, и может быть использовано для обработки отверстий различной длины.
Цель изобретения -улучшение качества обработки и повышение износостойкости инструмента, за счет подачи при дорнова- нии смазочно-охлаждающей жидкости между обрабатываемой поверхностью заготовки и калибрующей поверхностью инструмента.
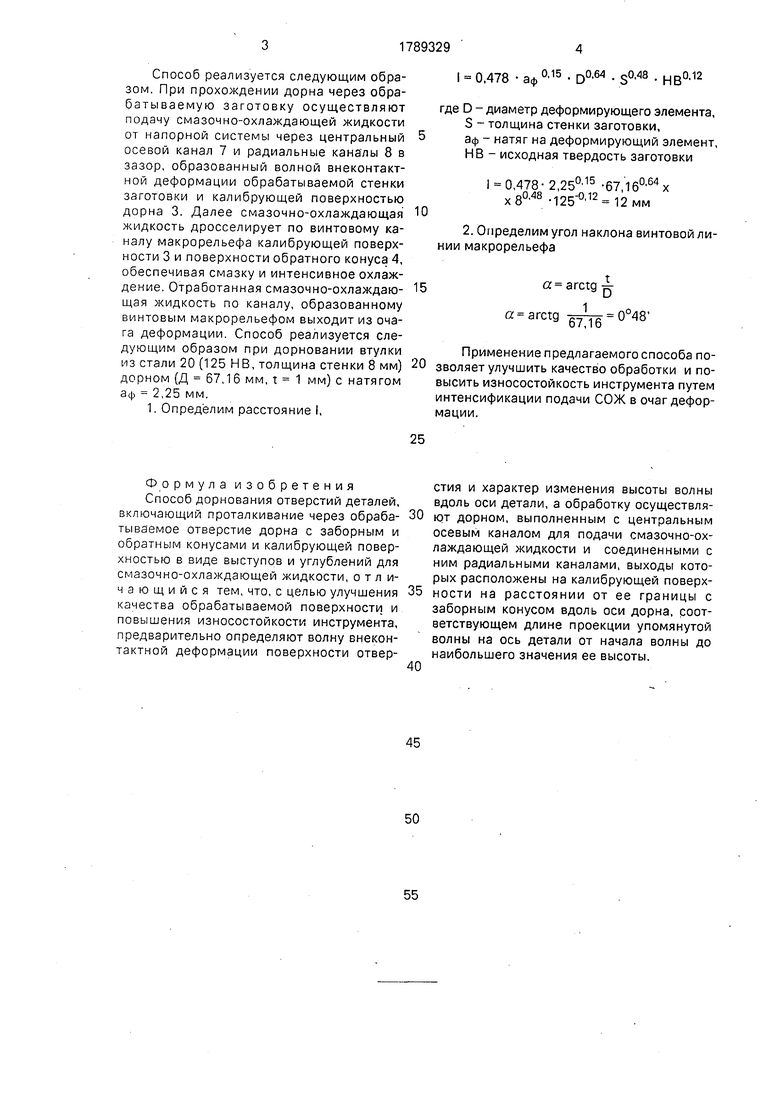
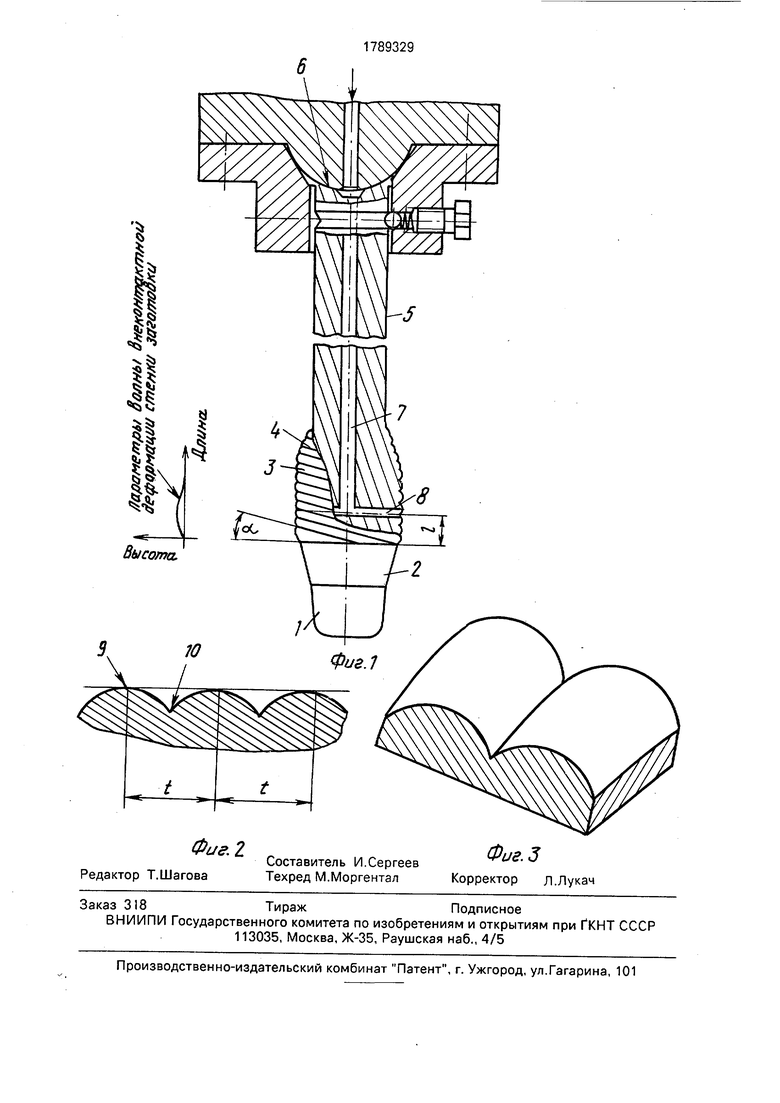
На фиг.1 изображен инструмент и характер изменения параметров волны вне- контактной деформации стенки заготовки относительно границы пересечения заборного конуса с калибрующей поверхностью дорна; на фиг.2 - продольный разрез калибрующей поверхности дорна с винтовым полностью регулярным макрорельефом; на фиг.З - пространственный фрагмент винтового, полностью регулярного макрорельефа,
Дорн состоит из направления 1, заборного конуса 2, калибрующей поверхности 3,
обратного конуса 4, хвостовика 5, нажимной сферической поверхности 6. От нажимной сферической поверхности 6 хвостовика 5 по оси дорна, проходит центральный осевой канал 7 для подачи смазочно-охлаждающей жидкости соединенный с радиальными каналами 8, выходы которых расположены на калибрующей поверхности 3 в точке, удаленной от начала калибрующей поверхности на расстоянии I, соответствующее проекции точки наибольшего значения волны внеконтактной деформации на ось детали. Винтовой полностью регулярный макрорельеф (см.фиг.2) представляет совокупность симметричных выступов 9, соприкасающихся боковыми поверхностями, образуя впадины 10, причем вершины выступов лежат для каждой поверхности на одной линии (пов.З, 4) с равным шагом t. В пространстве (см.фиг.З) вершины образуют винтовой выступ, а впадины - винтовой канал. Угол наклона винтовой линии отравен
arctg -кг, где D - наружный диаметр дорна.
со
с
2
ю
CJ
ГО
о
Способ реализуется следующим образом. При прохождении дорна через обрабатываемую заготовку осуществляют подачу смазочно-охлаждающей жидкости от напорной системы через центральный осевой канал 7 и радиальные каналы 8 в зазор, образованный волной внеконтакт- ной деформации обрабатываемой стенки заготовки и калибрующей поверхностью дорна 3. Далее смазочно-охлаждающая жидкость дросселирует по винтовому каналу макрорельефа калибрующей поверхности 3 и поверхности обратного конуса 4, обеспечивая смазку и интенсивное охлаждение. Отработанная смазочно-охлаждающая жидкость по каналу, образованному винтовым макрорельефом выходит из очага деформации. Способ реализуется следующим образом при дорновании втулки из стали 20 (125 НВ, толщина стенки 8 мм) дорном (Д 67,16 мм, т 1 мм) с натягом аф 2,25 мм.
1. Определим расстояние I,
0
I 0,478 аф ° 15 DaM-S° 48 ИВ0 12
где D - диаметр деформирующего элемента, S - толщина стенки заготовки, аф - натяг на деформирующий элемент, НВ - исходная твердость заготовки
1 0,478-2,25° 15 -67, 16аб4х х8°-48-125-° 12 12мм
2. Определим угол наклона винтовой линии макрорельефа
15
a arctg-g- a arctg 57113 0°48
Применение предлагаемого способа по- зволяет улучшить качество обработки и повысить износостойкость инструмента путем интенсификации подачи СОЖ в очаг деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дернования отверстий деталей | 1990 |
|
SU1782709A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2074808C1 |
Использование: обработка отверстий различной длины. Сущность изобретения: определяют параметры волны внеконтактной деформации и характер изменения высоты волны вдоль оси детали. Дорнование осуществляют инструментом, выполненным с центральным осевым каналом для подачи смазывающе-охлаждающей жидкости и соединенными с ним радиальными каналами. Выходы радиальных каналов располагают на калибрующей поверхности на расстоянии от ее границы с заборным конусом, вдоль оси дорна, соответствующем длине проекции волны на ось детали от начала волны до наибольшего значения ее высоты. 3 ил.
Формула изобретения Способ дорнования отверстий деталей, включающий проталкивание через обрабатываемое отверстие дорна с заборным и обратным конусами и калибрующей поверхностью в виде выступов и углублений для смазочно-охлаждающей жидкости, отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности и повышения износостойкости инструмента, предварительно определяют волну внекон- тактной деформации поверхности отверстия и характер изменения высоты волны вдоль оси детали, а обработку осуществляют дорном, выполненным с центральным осевым каналом для подачи смазочно-охлаждающей жидкости и соединенными с ним радиальными каналами, выходы которых расположены на калибрующей поверхности на расстоянии от ее границы с заборным конусом вдоль оси дорна, соответствующем длине проекции упомянутой волны на ось детали от начала волны до наибольшего значения ее высоты.
Фие,2
Редактор Т.Шагова
Составитель И.Сергеев Техред М.Моргентал
Фиг.З
Корректор Л.Лукач
| ДОРН | 0 |
|
SU366037A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
