Изобретение относитсл к обработке металлов давлением в частности к дорнова- нию и может бь ть использовано для получения повер ности отверстий повышенного качества.
Целью изобретения является улучшение качества обработки за счетуменьшения шероховатости и увеличения микротвердости обрабатываемой поверхности. Для чего на калибрующую поверхность дорна наносят винтовой регулярный микрорельеф, радиус выступов которого рассчитывается по определенным соотношениям исходя из данных о параметрах шероховатости обрабатываемого отверстия. При необходимости удаления окисной пленки с обрабатываемой поверхности отверстия на заборный конус также наносят винтовой регулярный микрорельеф опред -чгчного соотношения.
Предложенный способ поясняется чертежом, изображен взаимодег лоие винтового регулярно э мик рог mi,фа 5 с
поверхностью обрабатываемого отверстия 4. Инструмент для реализации состоит из заборного конуса 1, калибрующего участка 2 и обратного конуса 3. На калибрующий участок дорна 2 наносят регулярный микрорельеф 5 с радиусом вершин RH.
Способ дорнования осуществляется следующим образом: предварительно определяют шероховатость поверхности отверстия и исходя из этого поверхность калибрующего участка 2 дорна выполняет с винтовым микрорельефом радиус выступов RH которого, определяют из соотношения1
RH 3,33 а
где RH - радиус выступов микрорельефа обрабатываемой поверхности;
fit - коэффициент трения;
а - требуемая абсолютная деформация вершин шероховатости заготовки МКМ
При необходимости снятия окисной пленки заборный конус дорна выполнит с винтовым регулярным микрорельефом ; ра(Л
С
xi
О
ю
диусом выступов соответствующим выражению:
.33//Ta.
При взаимодействии в процессе обработки поверхностей 1 и 2 с наличием винтового регулярного микрорельефа происходит пластическая деформация на величину а шероховатости обрабатываемого отверстия и увеличения микротвердости.
Способ реализуется следующим образом. Для уменьшения шероховатости при дорновании отверстий во втулке из материала 12ХНЗА необходимо нанести на калибрующую поверхность дорна регулярный винтовой микрорельеф. Коэффициент трения выбираем равным:
0,7
Радиус выступов выбираем из соотношения:
RH 3,33
RH 3,33x0,7x1,5
RH 3,49 мкм
4 При сравнении способа обработки полированным дорном и дорном с винтовым регулярным микрорельефом наблюдалось снижение в 1,7-2 раза шероховатости.
Формула изобретения
1. Способ дорнования отверстий деталей, включающий проталкивание чесе, отверстие дорна с заборным и обратным конусами и с калибрующим участком с выступами и впадинами на поверхности, отличающийся тем, что, с целью улучшения
качества обработанной поверхности за счет уменьшения шероховатости и увеличения микротвердости, предварительно определяют параметры шероховатости поверхности отверстия, а поверхность калибрующего
участка дорна выполняют с винтовым регу лярным микрорельефом, радиус выступов которого определяют из соотношения
,33(ита, где RH - радиус выступов микрорельефа обрабатываемой поверхности, мкм; ft-t - коэффициент трения; а - требуемая абсолютная деформация вершин шероховатости заготовки, мкм.
2. Способ по п.1,отличающийся тем, что, с целью расширения технологических возможностей за счет обработки отверстий с окисной ПЛСРКОЙ на поверхности, заборный дорна выполняют с винтовым регулярным микрорельефом с радиусом выс упов, соответствующим
,33 /IT a.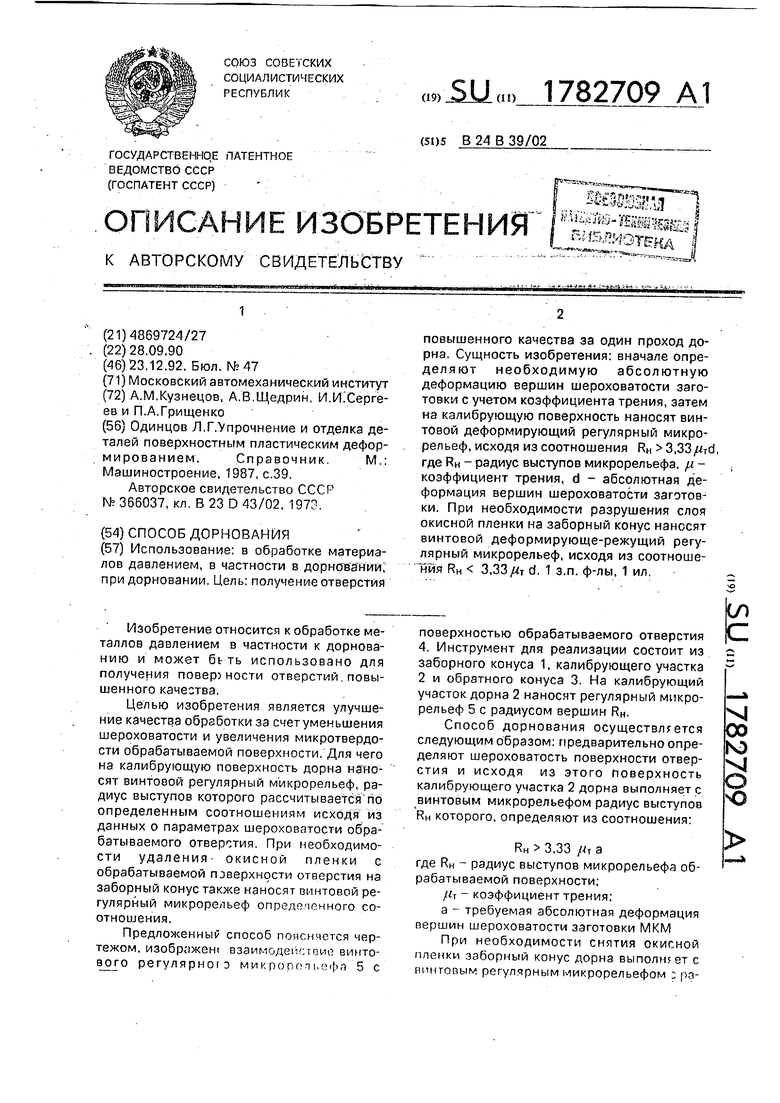

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дорнования | 1990 |
|
SU1789329A1 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Способ определения коэффициента контактного трения при пластическом деформировании заготовки | 1985 |
|
SU1303903A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
Использование: в обработке материалов давлением, в частности в дорновании, при дорновании. Цель: получение отверстия повышенного качества за один проход дорна. Сущность изобретения: вначале определяют необходимую абсолютную деформацию вершин шероховатости заготовки с учетом коэффициента трения, затем на калибрующую поверхность наносят винтовой деформирующий регулярный микрорельеф, исходя из соотношения RH 3,33jUrd, где RH - радиус выступов микрорельефа, р - коэффициент трения, d - абсолютная деформация вершин шероховатости заготовки. При необходимости разрушения слоя окисной пленки на заборный конус наносят винтовой деформирующе-режущий регулярный микрорельеф, исходя из соотноше- нйя RH З. d. 1 з.п. ф-лы, 1 ил,
| Одинцов Л.Г.Упрочнение и отделка деталей поверхностным пластическим деформированием.СправочникМ.: Машиностроение, 1987, с.39 | |||
| ДОРН | 0 |
|
SU366037A1 |
