Область техники, к которой относится изобретение
Данное изобретение касается способа запуска каталитического процесса.
Уровень техники изобретения
Реакции гидрообработки или гидроочистки включают в себя взаимодействие водорода с субстратом, обычно при повышенной температуре и давлении, в присутствии катализатора с целью вызвать физическое или химическое изменение в данном субстрате. Большинство таких реакций гидрообработки происходит в операциях нефтепереработки, где субстрат представляет собой углеводородное сырье.
Обычные катализаторы гидрообработки существуют, как правило, в форме носителя из тугоплавкого оксидного материала, на который нанесены металлы гидрирования, причем выбор и количество каждого компонента определяются конечным применением. Тугоплавкие оксидные материалы, обычные в данной области техники, являются аморфными или кристаллическими формами оксида алюминия, оксида кремния и их комбинаций (хотя для некоторых приложений могут быть использованы такие материалы, как оксид титана). Эти оксидные материалы могут иметь некоторую собственную каталитическую активность, но часто только выполняют роль носителя, на котором удерживаются соединения активных металлов. Данные металлы обычно являются обычными или благородными металлами VIII группы и VIB группы Периодической таблицы, которые наносят в оксидной форме во время изготовления; в случае обычных металлов оксиды затем сульфидируют перед применением, чтобы увеличить их активность.
Альтернативные формы катализаторов были предложены для использования в гидрообработке, например, потоков нефтепереработки. Одна такая группа катализаторов называется "объемные (bulk) металлические катализаторы". Такие катализаторы образованы, главным образом, из соединений металлов, обычно с помощью технологий соосаждения, и не нуждаются в носителе катализатора; смотри, например, WO 00/42119 и US-6162350. Обе публикации описывают объемные металлические катализаторы, содержащие металлы VIII группы и VIb группы. US-6162350 описывает, что такие катализаторы могут содержать один или несколько металлов каждого типа, и примерами являются NiMo, NiW и, наиболее предпочтительно, NiMoW объемные металлические катализаторы.
Приготовление частиц такого триметаллического объемного катализатора, содержащих, по меньшей мере, один металл, по меньшей мере, частично в твердой форме, также описано в WO 00/41810.
Другие объемные металлические катализаторы и способы их получения описаны в WO 2004/073859. Катализаторы, называемые "объемные металлоксидные катализаторы", описанные в данном документе, содержат тугоплавкий оксидный материал, который не используется в качестве носителя катализатора. Например, композиции катализаторов, описанные в WO 2004/073859, имеют форму (Х)b(М)с(Z)d(О)е, где Х обозначает, по меньшей мере, один неблагородный металл VIII группы; М обозначает один неблагородный металл VIb группы; Z обозначает один или несколько элементов, выбранных из алюминия, кремния, магния, титана, циркония, бора и цинка; один индекс из b и с является целой 1; и d и е, и другие b и с представляют собой числа больше чем 0, так что мольное отношение b:с находится в диапазоне от 0,5:1 до 5:1, мольное отношение d:с находится в диапазоне от 0,2:1 до 50:1 и мольное отношение е:с находится в диапазоне от 1:1 до 50:1.
Дополнительные примеры соответствующих композиций катализаторов включают в себя композицию ненанесенного катализатора, которая содержит один или несколько металлов VIb группы, один или несколько металлов VIII группы и тугоплавкий оксидный материал, который содержит 50% масс. или больше оксида титана в расчете на оксид, как описано в WO 2004/073854, и композицию ненанесенного объемного металлоксидного катализатора, которая содержит один или несколько металлов VIb группы, один или несколько неблагородных металлов VIII группы, один или несколько цеолитов и, необязательно, тугоплавкий оксидный материал, как описано в WO 2006/027359.
Далее, для легкости понимания, термин "объемный металлический катализатор" будет использоваться для любого объемного металлического или объемного металлоксидного катализатора.
Для применения в качестве активных катализаторов большинство катализаторов гидрообработки, включая объемные металлические катализаторы, необходимо превращать в их сульфидную форму (т.е. сульфидировать). Такая активация может выполняться как часть запуска реакционных процессов, использующих эти катализаторы. Такой запуск может выполняться при контакте катализатора с многофракционным сырьем, которое обрабатывается данным катализатором.
Однако использование полного сырья во время запуска обычно далеко от идеала. Например, если катализатор гидрообработки является частью каталитического слоя, содержащего более чем один тип катализаторов, запуск процесса с катализатором гидрообработки в контакте с многофракционным сырьем может приводить к отравлению других катализаторов в данном каталитическом слое примесями (например, частицами, содержащими серу, азот и кислород), которые не были удалены неактивированным или частично активированным катализатором гидрообработки.
Кроме того, если полученный углеводородный поток, прошедший сквозь каталитический слой, собирают без разделения или удаления фракции, которая проходила над катализатором гидрообработки до того как он был достаточно сульфидирован, это может приводить к присутствию нежелательных примесей в упомянутом полученном углеводородном потоке.
Таким образом, выгодно начинать реакционный процесс, используя катализатор с сырьем, которое содержит меньше примесей (например, частиц, содержащих серу, азот и кислород), чем многофракционное сырье.
В данной области техники известно, что при использовании сырья, содержащего меньше примесей, некоторое количество серосодержащих частиц необходимо добавлять к данному сырью во время запуска, чтобы гарантировать, что присутствует достаточно серы, чтобы позволить успешное сульфидирование катализатора.
Авторами настоящего изобретения было обнаружено, что даже после добавления серосодержащих частиц, после контакта объемных металлических катализаторов с углеводородным сырьем, содержащим низкие уровни примесей, во время запуска или сульфидирования наблюдается потеря производительности. Эта наблюдаемая потеря активности, например гидрообессеривания, не может быть компенсирована путем замены на многофракционное сырье или другие потоки более тяжелых дистиллятов после завершения запуска.
Было бы выгодно обеспечить способ запуска, использующий углеводородное сырье, содержащее низкие уровни примесей, в котором такая потеря производительности не происходит.
Сущность изобретения
Настоящее изобретение касается способа запуска процесса гидрообработки, использующего объемный металлический катализатор, причем упомянутый способ содержит этапы:
i) обеспечения потока углеводородного сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих частиц;
ii) добавления азотсодержащего соединения к упомянутому потоку углеводородного сырья; и
iii) контакта полученного потока сырья с данным объемным металлическим катализатором в присутствии водорода и серосодержащих частиц.
Настоящее изобретение дополнительно касается способа гидрообработки углеводородного сырья, причем упомянутый способ содержит этапы:
i) обеспечения потока углеводородного сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих частиц;
ii) добавления азотсодержащего соединения к упомянутому потоку углеводородного сырья; и
iii) контакта полученного потока сырья с объемным металлическим катализатором в присутствии водорода и серосодержащих частиц; и
iv) последующего контакта полученного объемного металлического катализатора с углеводородным сырьем в присутствии водорода.
Краткое описание чертежей
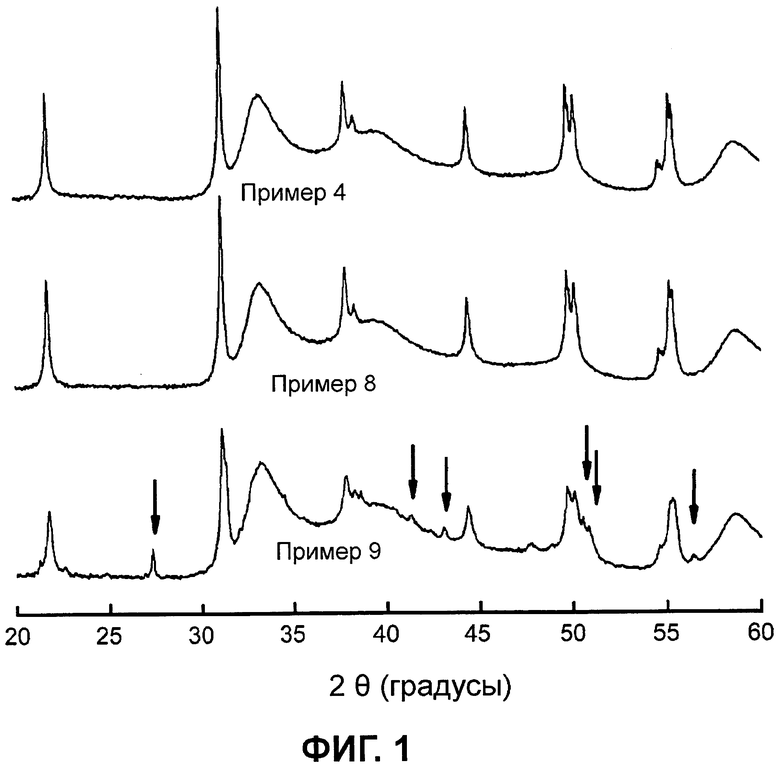
Фиг. 1 показывает спектры рентгеновской дифракции использованных катализаторов, используемых в примерах 4, 8 и 9.
Подробное описание изобретения
Во время запуска или сульфидирования процесса гидрообработки, использующего объемный металлический катализатор, может иметь место значительная потеря производительности, когда упомянутый запуск происходит с использованием потока углеводородного сырья, содержащего низкие уровни примесей, даже когда серосодержащие частицы добавлены к упомянутому потоку сырья. Неожиданно было обнаружено, что такой потери производительности по сравнению с процессом, в котором объемный металлический катализатор запускают в контакте с многофракционным газойлем, можно избежать путем добавления азотсодержащего соединения к данному потоку сырья.
Термины "гидрообработка" и "гидроочистка", используемые здесь, охватывают диапазон процессов гидрообработки, где углеводородное сырье приводят в контакт с водородом для модификации ключевых физических и химических свойств. Они включают в себя гидрообессеривание (ГОС) и гидродеазотирование (ГДА). В области нефтепереработки некоторое число терминов может применяться для обозначения процессов, которые требуют ГОС и ГДА активности в некоторой форме. Эти термины включают в себя гидрообработку, гидроочистку, гидрофайнинг и гидрорефайнинг. Способ настоящего изобретения, следовательно, находит применение во всех этих реакциях гидрообработки. Другие процессы гидрообработки, такие как удаление кислородсодержащих соединений и гидрирование ароматических соединений (также известное в данной области техники как гидродеароматизация), также являются подходящими процессами гидрообработки согласно настоящему изобретению.
Углеводородное сырье, которое подвергается процессам гидрообработки, включает в себя любую нефть или ее фракции. Сырье может быть ранее не обработанным или уже подвергаться такой обработке, как фракционирование, например атмосферная или вакуумная перегонка, крекинг, например каталитический крекинг, термический крекинг или гидрокрекинг, или любая другая гидрообработка. Примеры такого углеводородного сырья включают в себя каталитически крекированные легкие и тяжелые газойли, гидрированный газойль, легкий однократный дистиллят, легкий рецикловый газойль, вакуумный газойль, прямогонный газойль, газойль коксования, синтетический газойль и смеси любых двух или более из них. Другое возможное сырье включает в себя деасфальтированные нефти, парафины, полученные из процесса синтеза Фишера-Тропша, широкие и узкие остаточные фракции и синтетические нефтепродукты, возможно происходящие из битуминозного песка, горючих сланцев, процессов повышения остатков и биомассы.
Такое сырье может иметь содержание азота до 10000 масс.ч/млн (массовых частей на миллион), например до 2000 масс.ч/млн, и содержание серы до 6% масс. Обычно содержание азота находится в диапазоне от 5 до 5000 масс.ч/млн, наиболее подходящее в диапазоне от 5 до 1500, или до 500, например, от 5 до 200 масс.ч/млн, и содержание серы находится в диапазоне от 0,01 до 5% масс. Соединения азота и серы обычно присутствуют в форме простых и сложных органических соединений азота и серы.
Поток углеводородного сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих частиц (в расчете на общую массу потока сырья), используемый для запуска способа гидрообработки согласно настоящему изобретению, представляет собой в самом широком смысле поток любого подходящего углеводородного сырья, которое, когда используется при запуске способа гидрообработки, вызывает снижение активности объемного металлического катализатора по сравнению с тем, когда упомянутый катализатор запускают с полным сырьем. Такие потоки сырья включают в себя сырье (например, полное сырье), которое обработали в таком процессе, как гидродеазотирование, который снижает количество азотсодержащих частиц до требуемого уровня. Альтернативно, поток сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих частиц, может быть природным или синтетическим потоком, который содержит такой уровень азотсодержащих частиц без воздействия какой-либо особой обработки для снижения уровней азота.
Подходящие потоки углеводородного сырья включают в себя такие потоки, как легкий газойль и уже гидрообработанный газойль, которые содержат меньше чем 100 масс.ч/млн азотсодержащих соединений.
Применяемый здесь термин "многофракционное сырье" относится к потоку сырья, содержащему потоки легкого, среднего и тяжелого газойля из атмосферного дистиллятора сырой нефти. Такой поток сырья может также содержать вакуумный газойль, полученный из вакуумного дистиллятора сырой нефти.
Объемные металлические катализаторы, используемые в настоящем изобретении, представляют собой композиции, содержащие большое количество металлов VIII группы и VIB группы и, необязательно, ограниченное количество инертного тугоплавкого оксида, например оксида кремния, оксида алюминия, оксида магния, оксида титана, оксида циркония, оксида бора или оксида цинка, или их смесей.
Под термином "объемный металлический" катализатор следует понимать, что данная композиция не является обычной формой, которая имеет заранее сформированный, формованный носитель катализатора, на который затем наносят металлы путем пропитки или осаждения, но представляет собой композицию, в которой металлы и, необязательно, тугоплавкий оксидный материал объединяются вместе, когда данную композицию формируют до любого этапа формования. В отличие от нанесенных катализаторов, в этой композиции объемного металлического катализатора любой присутствующий тугоплавкий оксидный материал не разделяет больше отдельные материалы внутри композиции.
Здесь даются ссылки на периодическую таблицу элементов, которая приведена на внутренней обложке CRC Handbook of Chemistry and Physics ('The Rubber Handbook'), 66th edition, использующей CAS версию обозначений.
Подходящие композиции объемного металлического катализатора имеют общую формулу (I):
Металл Х предпочтительно представляет собой металл VIII группы и подходящим образом представляет собой один или два неблагородных металла, выбранных из никеля, кобальта и железа. Предпочтительно, Х выбирают из одного или двух металлов VIb группы и, более предпочтительно, представляет собой один или два неблагородных металла, выбранных из хрома, молибдена и вольфрама. Еще более предпочтительно, Х выбирают из молибдена, вольфрама и их комбинации. Наиболее предпочтительный металл, обозначенный Х, зависит от температуры, предполагаемой для окончательного применения данного катализатора. В приложениях, где конечное применение происходит при температуре реактора ниже 380°С, предпочтительным является молибден, а где температура конечного применения составляет 380°С или выше предпочтительным является вольфрам или смесь молибдена и вольфрама.
Элемент Y может представлять собой один или несколько элементов, выбранных из О или S. Если присутствует, элемент, обозначенный Z, вместе с кислородным компонентом в виде элемента Y, образует тугоплавкий неорганический оксид. Элемент Z может представлять собой один или несколько элементов, выбранных из алюминия, кремния, магния, титана, циркония, бора и цинка. Предпочтительно, Z обозначает один или несколько элементов, выбранных из алюминия, кремния, титана и цинка. Наиболее предпочтительно, Z обозначает кремний в качестве преобладающего, особенно единственного, элемента. В другом варианте осуществления наиболее предпочтительно Z обозначает титан в качестве преобладающего, особенно единственного, элемента. В этом случае в качестве необязательных дополнительных элементов Z алюминий и кремний являются наиболее предпочтительными. Дополнительные небольшие количества (в диапазоне от 1 до 3% масс.) оксида цинка в тугоплавком материале ZO могут быть выгодны для увеличения площади поверхности композиции катализатора.
Числа b, с, d и е выражают относительные величины мольного содержания, которые оценивают, беря один компонент в качестве стандарта или сравнения. Здесь один из b и с берется в качестве сравнения и обозначается как целое число 1. Другие величины затем устанавливают как относительные величины из расчета один из металлов Х или М в виде оксида.
Предпочтительно, с является целым числом 1, и отношение b:с находится в диапазоне от 0,75:1 до 3:1, наиболее предпочтительно от 0,8:1 до 2,5:1, особенно 1:1; отношение d:с находится в диапазоне от 0:1 до 20:1, более предпочтительно от 0,5:1 до 20:1, наиболее предпочтительно от 0,75:1 до 10:1, особенно от 0,8:1 до 5:1; и отношение е:с находится в диапазоне от 1:1 до 50:1, наиболее предпочтительно от 4:1 до 20:1, особенно от 5:1 до 10:1.
В зависимости от способа приготовления, которому следуют при приготовлении композиции катализатора для использования в способе настоящего изобретения, там могут присутствовать остаточный аммиак, органические частицы и/или частицы воды; следующие разные способы, разные количества, а также разные типы частиц могут присутствовать. Что касается воды, атмосферные условия также могут влиять на присутствующее количество в композиции катализатора.
Следовательно, чтобы гарантировать, что заданная композиция катализатора не нарушается атмосферными условиями или условиями приготовления, используемое здесь определение и на элементной основе и в процентном содержании дается в расчете на оксиды.
Предпочтительно, количество металла(ов) Х лежит в диапазоне от 15 до 35% масс., вычисленных, как если бы данный металл присутствовал в его оксидной форме и в расчете на полную массу катализатора, но более предпочтительно лежит в диапазоне от 20 до 35% масс. и особенно от 25 до 33% масс. Металл М подходящим образом присутствует в наибольшем количестве из двух типов металлов; предпочтительно, металл М присутствует в количестве в диапазоне от 40 до 75% масс., как если бы данный металл присутствовал в его оксидной форме и в расчете на полную массу катализатора, более предпочтительно от 45 до 60% масс. и особенно от 50 до 55% масс. Если остаток катализатора в расчете на оксид содержит тугоплавкий оксидный материал, упомянутый тугоплавкий оксидный материал подходящим образом будет присутствовать в количестве в диапазоне от 5, предпочтительно от 10, более предпочтительно от 15 до 40% масс., предпочтительно до 30, более предпочтительно до 25, особенно до 20. Предпочтительные композиции содержат от 10 до 30% масс., более предпочтительно от 15 до 25% масс. и особенно, по существу, 20% масс.
В композиции катализатора для использования в данном изобретении может быть, в диапазоне от 0 до 10% масс. в расчете на весь катализатор, остальных частиц, например органических частиц, частиц аммиака и/или воды, и чаще всего от 5 до 8% масс. Присутствие и количество таких компонентов может быть определено стандартными технологиями анализа.
Объемные металлические катализаторы для использования в способе настоящего изобретения могут быть приготовлены с помощью любого подходящего способа, известного в данной области техники. Такие способы включают в себя способы, описанные в WO 00/42119, US 6162350, WO 00/41810, WO 2004/073859, WO2004/073854 и WO 2006/027359.
Предпочтительно, азотсодержащее соединение, используемое в способе настоящего изобретения, выбирают из группы, состоящей из аминов (включая многофункциональные амины), пиридинов и их производных, соединений четвертичного аммония, других N-гетероароматических соединений (таких как пирролы, индолы, карбазолы, имидазолы, пиразолы, оксазолы и S,N- гетероароматические соединения), амидов, нитрилов и N-содержащих комплексообразующих агентов (таких как EDTA, NTA, EGTA и DPTA). Более предпочтительно, азотсодержащее соединение выбирают из аминов (включая многофункциональные амины), пиридинов и их производных, и соединений четвертичного аммония. Еще более предпочтительно, азотсодержащее соединение представляет собой амин. Наиболее предпочтительно, азотсодержащее соединение представляет собой С4-С20 амин.
Азотсодержащее соединение добавляют к потоку углеводородного сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих частиц, в таком количестве, что полученный поток углеводородного сырья содержит больше чем 100 масс.ч/млн, предпочтительно, по меньшей мере, 150 масс.ч./млн, более предпочтительно, по меньшей мере, 200 масс.ч/млн, еще более предпочтительно, по меньшей мере, 500 масс.ч/млн, наиболее предпочтительно, по меньшей мере, 1000 масс.ч/млн азотсодержащих частиц (в расчете на общую массу потока сырья).
Применяемое здесь выражение "никаких существенных потерь в производительности" относится к объемному металлическому катализатору, имеющему после запуска активность не больше чем на 10% меньшую активности гидрообессеривания, чем такой же катализатор, подвергнутый способу запуска в контакте с многофракционным сырьем. Предпочтительно, снижение активности составляет меньше чем 8%, более предпочтительно меньше чем 5%, еще более предпочтительно меньше чем 2%. Специалисту в данной области техники будет понятно, что 0% потери активности, т.е. одинаковая активность или даже увеличение активности является приемлемым для способа настоящего изобретения.
Способ настоящего изобретения может выполняться с композициями объемного металлического катализатора, применяемыми в реакторе любого типа, предпочтительно в реакторе с неподвижным слоем. Если необходимо, два или больше реакторов, содержащих данный катализатор, могут использоваться последовательно.
Композиции объемного металлического катализатора могут применяться в конфигурациях с одним слоем и упакованным слоем, когда композиции загружают вместе со слоями другого катализатора обработки в один или ряд реакторов в последовательном порядке. Такой другой катализатор может представлять собой, например, дополнительный катализатор гидрообработки или катализатор гидрокрекинга.
Способ данного изобретения может быть запущен с потоком газообразного водорода, сонаправленным или противонаправленным к потоку сырья.
Во время запуска реакционного процесса катализатор, в необязательном первом этапе, высушивают путем нагрева при температуре в диапазоне от 100 до 150°С в воздухе. Катализатор затем контактирует с потоком углеводородного сырья до того как парциальное давление водорода повышают до давления, подходящего для сульфидирования катализатора. Предпочтительно, парциальное давление водорода повышают до давления в диапазоне от 2 до 10 МПа (от 20 до 100 бар), более предпочтительно в диапазоне от 3 до 8 МПа (от 30 до 80 бар), наиболее предпочтительно в диапазоне от 4 до 8 МПа (от 40 до 80 бар).
Затем к катализатору применяют температурную программу, чтобы увеличить температуру до требуемой температуры реакции. Такая температурная программа может содержать одну или несколько фаз увеличения температуры, и во время каждой фазы температура может увеличиваться со скоростью в диапазоне от 1 до 50°С/час, предпочтительно в диапазоне от 10 до 40°С/час, наиболее предпочтительно в диапазоне от 15 до 30°С/час. Если используется больше чем одна фаза увеличения температуры, фазы могут разделяться периодом, во время которого не происходит дополнительного увеличения температуры. Альтернативно, фазы могут работать непосредственно одна после другой.
После завершения запуска способ гидрообработки данного изобретения осуществляется при повышенной температуре и давлении, которые являются обычными для предполагаемой значимой реакции гидрообработки. Обычно, подходящие температуры реакции лежат в диапазоне от 200 до 500°С, предпочтительно от 200 до 450°С и особенно от 300 до 400°С. Подходящее полное давление реактора лежит в диапазоне от 1,0 до 20 МПа.
Типичные парциальные давления водорода (на выходе реактора) находятся в диапазоне от 1,0 до 20 МПа (от 10 до 200 бар) и предпочтительно от 5,0 до 15,0 МПа (от 50 до 150 бар), при которых было обнаружено, что композиции настоящего изобретения и для использования в настоящем изобретении имеют особенно улучшенную активность по сравнению с обычными катализаторами.
Скорость потока газообразного водорода в реакторе наиболее предпочтительно находится в диапазоне от 10 до 2000 Нл/кг жидкого сырья, например, от 100 до 1000 Нл/кг, более предпочтительно от 150 до 500 Нл/кг.
Типичная объемная часовая скорость жидкости находится в диапазоне от 0,05 до 10 кг сырья на литр катализатора в час (кг/л/ч), подходящим образом от 0,1 до 10, предпочтительно до 5, более предпочтительно от 0,5 до 5 кг/л/ч.
Во время процесса запуска добавки, иные чем азотсодержащее соединение, могут добавляться к потоку углеводородного сырья. Более конкретно, серосодержащее соединение может добавляться, чтобы гарантировать присутствие надлежащего количества серы в контакте с объемным металлическим катализатором для достаточного сульфидирования. Обычно подходящее количество серы в контакте с объемным металлическим катализатором составляет, по меньшей мере, 1% масс., предпочтительно, по меньшей мере, 1,5% масс. в расчете на полную массу сырья. Приемлемо, когда количество серы в контакте с объемным металлическим катализатором составляет не больше чем 10 % масс., предпочтительно не больше чем 8 % масс. в расчете на полную массу сырья.
Настоящее изобретение будет теперь проиллюстрировано с помощью последующих, неограничивающих примеров.
Пример 1 - Катализатор
Объемный металлический катализатор готовили путем контакта подходящих солей никеля и молибдена, суспензированных в воде при 80°С с аммиаком и Sipernat 50 (Sipernat является товарным знаком). После времени настаивания 30 минут данную суспензию подвергали распылительной сушке. Полученный порошок повторно смачивали водой и измельчали в дробильных вальцах до получения смеси, подходящей для экструзии. Полученную смесь экструдировали в трехлепестковую форму. Полученные зеленые экструдаты сушили при 120°С в течение 1 часа и прокаливали при 300°С в течение дополнительного часа.
Элементный состав полученного твердого вещества в этом примере был (Ni)1,0(Mo)1,0(Si)0,9(O)5,8 с номинальной композицией катализатора Ni-Мо-SiO2 (27% масс., 53% масс., 20% масс. в расчете на оксиды соответственно % масс. NiO, МоО3 и SiO2 в данном образце).
Во всех примерах ниже, если не оговорено особо, установлено, что прямогонный газойль представлял собой смесь арабского тяжелого и арабского легкого газойлей из потока перегонки с признаками, показанными в таблице 1:
Прямогонный газойль
Загрузка
В каждом примере катализатор, приготовленный в примере 1, сушили при 200°С в течение 15 минут, чтобы удалить слабосвязанные компоненты. Катализатор затем разбавляли SiC, чтобы обеспечить надлежащий вытесняющий поток до конверсии 99,95% в условиях гидрообработки, и помещали в реактор пилотной установки.
Пример 2 (Сравнительный)
Запуск
После загрузки катализатор смачивали путем его контакта с прямогонным газойлем при достаточно высокой объемной скорости до наблюдения проскока смачивающего сырья. После проскока объемную скорость устанавливали на 1,5 ч-1, и Н2 и H2S подавали в реактор. Количество газообразного водорода в составе сырья устанавливали на 200 Нл·кг-1, в то время как давление увеличивали до парциального давления водорода 40 бар. Содержание газообразного H2S в сырье устанавливали на 3 Нл·кг-1.
Следующую температурную программу применяли для завершения превращения оксидного предшественника в каталитически активную, сульфидированную форму: температуру увеличивали от комнатной температуры до 130°С при скорости нагрева 20°С/час. После времени выдерживания 10 часов температуру дополнительно увеличивали до 280°С с такой же скоростью нагрева. После дополнительного времени выдерживания 10 часов температуру дополнительно увеличивали до температуры реакции 345°С. Как только достигали этой температуры, прекращали подачу потока H2S выключали, но поддерживали поток водорода.
Тестирование активности
Каталитическую активность измеряли, используя прямогонный газойль при 345°С, парциальное давление водорода 55 бар и LHSV 1,5 ч-1. Образцы продукта отбирали каждые 24 часа. Непрерывную отгонку использовали, чтобы устранить большую часть растворенного H2S. Автономную отгонку, завершающую процедуру устранения H2S перед анализом, выполняли с помощью XPS.
Пример 3 (Сравнительный)
Запуск
После загрузки катализатора Н2 подавали в реактор, и давление устанавливали до парциального давления водорода 40 бар. Исходный прямогонный газойль не вводили непосредственно в реактор. Температуру повышали до 135°С. После времени выдерживания 2 часа прямогонный газойль вводили при 135°С и при достаточно высоких объемных скоростях, чтобы обеспечить надлежащее смачивание. После проскока объемную скорость устанавливали на 1,5 ч-1. Количество газообразного водорода в составе сырья устанавливали на 200 Нл·кг-1. Температуру поддерживали при 135°С. После не более чем 5 часов времени всего при 135°С температуру дополнительно увеличивали до 280°С при скорости нагрева 30°С/час. После времени выдерживания 10 часов температуру опять увеличивали до температуры реакции 345°С. Не осуществляли подачу H2S в реактор на протяжении всего процесса запуска.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 4 (Сравнительный)
Запуск
После загрузки катализатора применяли способ запуска согласно примеру 3 со следующими отличиями. После загрузки давление устанавливали до парциального давления водорода 55 бар. В качестве компенсации для более высокого парциального давления водорода добавочное количество серы в форме Sulfrzol (Sulfrzol является товарным знаком) добавляли к прямогонному газойлю перед его контактом с катализатором. Это добавление давало общего количества серы в 1,5% масс.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 5 (Сравнительный)
Запуск
После загрузки катализатора применяли способ запуска, описанный в примере 2, со следующими отличиями. Вместо использования прямогонного газойля для процесса запуска использовали прямогонный газойль, который уже был подвергнут гидрообработке. Это сырье имело свойства, показанные в таблице 2.
Газойль, подвергнутый гидрообработке
Чтобы компенсировать меньшее количество серы, присутствующей в сырье, добавляли дополнительное количество серы в серы в форме Sulfrzol (Sulfrzol является товарным знаком), чтобы увеличить содержание серы до 1,5% масс.
Тестирование активности
После завершения процесса запуска сырье переключали на прямогонный газойль. Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 6 (Сравнительный)
Запуск
После загрузки применяли способ запуска, описанный в примере 5, за исключением того, что Sulfrzol (Sulfrzol является товарным знаком) добавляли к прямогонному газойлю, который уже был подвергнут гидрообработке, чтобы компенсировать недостаток серы, необходимой для завершения сульфидирования во время данной процедуры, с количеством, приводящим к 0,5% масс. добавленной серы.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 7 (Сравнительный)
Запуск
После загрузки катализатора применяли способ запуска, описанный в примере 5, за исключением того, что никакого потока газообразного H2S не подавали на катализатор во время процедуры запуска.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 8
Запуск
После загрузки катализатора применяли способ запуска, описанный в примере 4, со следующими отличиями. Вместо использования прямогонного газойля для процесса запуска использовали прямогонный газойль, который уже был подвергнут гидрообработке. Это сырье имело свойства, показанные в таблице 2.
Это сырье легировали Sulfrzol (Sulfrzol является товарным знаком), достаточным чтобы обеспечить 1,5% масс. дополнительной серы, присутствующей в сырье (как в примере 4), а также легировали дециламином до уровня 1800 масс.ч./млн.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 9 (Сравнительный)
Запуск
После загрузки катализатора применяли способ запуска, описанный в примере 4, со следующими отличиями. Вместо использования прямогонного газойля для процесса запуска использовали легкий газойль ближневосточного происхождения. Это сырье имело свойства, показанные в таблице 3.
Легкий газойль
Sulfrzol (Sulfrzol является товарным знаком) добавляли к данному сырью, чтобы обеспечить 1,5% масс. серы, присутствующей в период запуска.
Тестирование активности
Условия реакции и сырье, использованные для определения каталитической активности, были идентичны условиям, использованным в примере 2.
Пример 10
Каталитическую активность обычно выражают в виде температуры, требуемой для 10 масс.ч/млн серы в продукте согласно промышленным стандартам, используя кинетику реакции псевдопервого порядка для описания удаления серы и для коррекции небольших изменений в параметрах способа.
Таблица 4 показывает различие ГОС каталитической производительности, выраженной в относительной объемной активности, вычисленной из константы скорости реакции псевдопервого порядка скорости реакции ГОС, полученной для примера 2. В отношении методов см., например, Ind. Eng. Chem. Res., 30, (1991) 2021-2058; J. Catal., 219 (2003) 442-451; и Appl. Catal., 114 (1994) 127-139.
Относительная объемная активность в ГОС в операции ULSD (пример 2 взят в качестве базового случая для вычисления)
Константы скорости реакции псевдопервого порядка получали при относительно коротком времени в потоке после недельного времени стабилизации. Средняя величина, наблюдаемая после 5 и 7 дня, показана в таблице 4. Все активности измеряли в операции ULSD, что означает, что при целевых условиях не было проскока серы ниже 5 масс.ч/млн или выше 60 масс.ч/млн. Это делает возможным полное соответствие с ULSD операциями и идеальными условиями вытесняющего потока.
Из таблицы 4 легко заключить, что условия запуска и прямогонный газойль, примененные в примерах 2, 3 и 4, являются идеальными для запуска способа, использующего высокопроизводительный объемный металлический катализатор, специально приспособленный для операции ULSD. Применение теплого предварительного смачивания может дополнительно немного увеличить наблюдаемую производительность в ГОС при среднем и высоком парциальном давлении водорода, присутствующего во время запуска.
Однако, как установлено выше, применение прямогонного газойля во время запуска такого способа нежелательно из-за загрязнения конечного продукта и потенциального отравления других катализаторов в слое реактора.
Из таблицы 4 также очевидно, что применение уже гидрообработанного сырья в качестве сырья запуска не рекомендуется для запуска высокопроизводительного объемного металлического катализатора, так как относительная объемная активность ГОС газойля снижается от 30 до 40% по сравнению с таким же запуском, использующим полный газойль (см. примеры 5-7).
Пример 8 демонстрирует неожиданный эффект добавления дециламина к нежелательному в ином случае сырью запуска. Вместо получения плохой ГОС производительности активность в примере 8 возвращается к уровням, почти идентичным базовому случаю (пример 2). Такие высокие уровни активности достигаются, несмотря на то, что не возникает загрязнение желаемого продукта.
Пример 9 демонстрирует, что использование легкого газойля вместо полного прямогонного газойля во время запуска также будет очень вредно для ГОС производительности катализатора в режиме ULSD.
Пример 11
Отработанные катализаторы из примеров 4, 8 и 9 извлекали из пилотной установки, используя специальную процедуру, которая предотвращает контакт кислорода с образцом сульфидированного катализатора. В конце каталитического теста реактору позволяли остывать от температуры тестирования до 200°С в потоке тестового сырья и потоке Н2. Затем поток сырья останавливали, и реактор дополнительно охлаждали в потоке Н2. Когда реактор охлаждался достаточно, реактор извлекали из тестового узла и забирали на рабочее место, где его промывали бензином, а затем азотом, чтобы выполнить достаточную осушку.
Отработанный катализатор извлекали из реактора. Частицы катализатора отделяли от SiC заполнения путем отсева на воздухе. Извлеченные экструдаты катализатора сохраняли в стеклянных сосудах на воздухе при окружающей температуре без доступа света.
Рентгеновские порошковые дифрактограммы отработанных образцов регистрировали на дифрактометре X'Pert Pro. Cu-Kα излучение использовали и детектировали при помощи детектора с линейной решеткой X'Celerator без монохроматора и 20 мкм Ni-фильтром в пучке дифракции. Автоматическая отклоняющая щель обеспечивала облучение постоянной поверхности образца. Полученное увеличение измеренного объема образца от 2θ приводило к увеличенному фоновому уровню из-за флуоресценции. Данный эффект исправляли сначала путем конвертации дифрактограмм к фиксированным щелям, а затем путем вычитания фона с неоднородностью 70 и фактором изгиба 0.
Полученные таким образом рентгеновские дифрактограммы примеров 4, 8 и 9 показаны на фиг. 1. Дифрактограммы 4 и 8 выглядят идентичными, без какой-либо дополнительной или пропущенной присутствующей кристаллической фазы, которая могла бы дать дополнительные пики в дифрактограмме. Пики в данных дифрактограммах можно идентифицировать как типичные отражения сульфидов молибдена и никеля, часто наблюдаемые в материалах, приготовленных с низким количеством инертного оксида в высокосерных условиях. Дифрактограмма отработанного образца из примера 9 демонстрирует дополнительные пики по сравнению с дифрактограммами из примеров 4 и 8. Дополнительные пики помечены стрелками на фигуре 1. Эти пики соответствуют присутствию дополнительно рентгеноактивного упорядоченного материала в образце, идентифицированного как подсульфид никеля Ni7S6.
Данные различия в рентгеновских дифрактограммах означают, что катализаторы, использованные согласно способу запуска настоящего изобретения, являются такими же, как катализаторы, использованные в способе запуска, в котором применяли прямогонный газойль, и что путем добавления дециламина с сырью запуска предотвращается образование дополнительной фазы сульфида никеля на катализаторе. Без привязки к теории предполагается, что присутствие дополнительной фазы сульфида никеля ответственно за меньшую активность ГОС газойля, наблюдаемую с образцами, запущенными в легком или уже подвергнутом гидрообработке сырье.
Настоящее изобретение относится к способу запуска каталитического процесса. Изобретение касается способа запуска процесса гидрообработки на объемном металлическом катализаторе, включающего следующие этапы, где: i) обеспечивают поток углеводородного сырья, содержащего меньше чем 100 масс.ч/млн азотсодержащих соединений; ii) добавляют азотсодержащее соединение к упомянутому потоку углеводородного сырья; и iii) приводят в контакт полученный поток сырья с данным объемным металлическим катализатором в присутствии водорода и серосодержащих соединений, где при этом объемный металлический катализатор представляет собой композицию с общей формулой (I):
(X)b(M)c(Z)d(Y)e
где X представляет собой, по меньшей мере, один металл VIII группы, М представляет собой металл группы VIb, Y представляет собой один или несколько элементов, выбранных из кислорода и серы, Z, вместе с кислородным компонентом в виде элемента Y, образует тугоплавкий неорганический оксид, и b, с, d и е выражают относительные величины мольного содержания. Изобретение касается также другого способа гидрообработки углеводородного сырья. Технический результат - предотвращение образования сульфида никеля на катализаторе, не происходит потеря производительности продукта. 2 н. и 5 з.п. ф-лы, 1 ил., 4 табл., 11 пр.
1. Способ запуска процесса гидрообработки на объемном металлическом катализаторе, причем упомянутый способ включает этапы, где
i) обеспечивают поток углеводородного сырья, содержащего меньше чем 100 мас.ч/млн азотсодержащих соединений;
ii) добавляют азотсодержащее соединение к упомянутому потоку углеводородного сырья; и
iii) приводят в контакт полученный поток сырья с данным объемным металлическим катализатором в присутствии водорода и серосодержащих соединений,
где при этом объемный металлический катализатор представляет собой композицию с общей формулой (I):
(X)b(M)c(Z)d(Y)e,
где X представляет собой, по меньшей мере, один металл VIII группы, М представляет собой металл группы VIb, Y представляет собой один или несколько элементов, выбранных из кислорода и серы, Z, вместе с кислородным компонентом в виде элемента Y, образует тугоплавкий неорганический оксид, и b, с, d и е выражают относительные величины мольного содержания.
2. Способ по п.1, где поток углеводородного сырья, содержащего меньше чем 100 мас.ч/млн азотсодержащих соединений, представляет собой поток сырья, которое уже было обработано в способе, который снижает количество содержащегося в нем азота.
3. Способ по п.1, где с является целым числом 1, отношение d:c находится в диапазоне от 0:1 до 20:1, отношение d:c находится в диапазоне от 0:1 до 20:1, и отношение е:с находится в диапазоне от 1:1 до 50:1.
4. Способ по любому из пп.1-3, где азотсодержащее соединение выбирают из группы, состоящей из аминов.
5. Способ по любому из пп.1-3, где полученный поток сырья приводят в контакт с указанным объемным металлическим катализатором в присутствии водорода и серосодержащих частиц при парциальном давлении водорода в диапазоне от 2 до 10 МПа.
6. Способ по любому из пп.1-3, где, когда полученный поток сырья приводят в контакт с объемным металлическим катализатором в присутствии водорода и серосодержащих частиц, температуру увеличивают во время одной или нескольких фаз, и во время каждой фазы температуру увеличивают со скоростью в диапазоне от 1 до 50°С/ч.
7. Способ гидрообработки углеводородного сырья, причем упомянутый способ содержит следующие этапы:
i) обеспечивают поток углеводородного сырья, содержащего меньше чем 100 мас.ч/млн азотсодержащих частиц;
ii) добавляют азотсодержащее соединение к упомянутому потоку углеводородного сырья;
iii) приводят в контакт полученный поток сырья с объемным металлическим катализатором в присутствии водорода и серосодержащих частиц; и
iv) затем приводят в контакт полученный объемный металлический катализатор с данным углеводородным сырьем в присутствии водорода,
где объемный металлический катализатор представляет собой композицию с общей формулой (I):
(X)b(M)c(Z)d(Y)e,
где X представляет собой, по меньшей мере, один металл VIII группы, М представляет собой металл группы VIb, Y представляет собой один или несколько элементов, выбранных из кислорода и серы, Z, вместе с кислородным компонентом в виде элемента Y, образует тугоплавкий неорганический оксид, и b, с, d и е выражают относительные величины мольного содержания.
| US 3308054 А, 07.03.1967 | |||
| WO 2004073859 А1, 02.09.2004 | |||
| WO 2006027359 А1, 16.03.2006 | |||
| WO 2004073854 A1, 02.09.2004 | |||
| Устройство для выравнивания железнодорожного балласта | 1933 |
|
SU42119A1 |
| Т.С.Но, R.R.Chianelli, A.J.Jacobson, Promotion effects in bulk metal sulfide catalysts, Applied catalysis A: General 114 (1994), 127-139 | |||
| Teh С.Ho, Inhibiting effects in hydrodesulfurization of | |||

