Настоящая заявка является частичным продолжением находящейся на рассмотрении заявки US 11/700797, которая была подана 31 января 2007 г. и по которой заявитель просит установить конвенционный приоритет для настоящей заявки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится в целом к конструкциям трубопроводов, используемых на летательных аппаратах, и к способам их изготовления.
[0002] Трубопроводы (воздуховоды) используются на летательных аппаратах, например, для передачи воздуха, отбираемого из двигателей, в частности из газотурбинных двигателей, для обеспечения нагретого сжатого воздуха, для обеспечения нормального давления и температуры воздуха в салоне, а также для устранения обледенения передних и задних кромок и других поверхностей крыльев. Такие трубопроводы должны выдерживать внутренние температуры порядка 800°F и выше, и при этом температура их внешних поверхностей не должна превышать 400°F для предотвращения нанесения повреждений конструкциям летательного аппарата, окружающим эти трубопроводы. Кроме того, такие трубопроводы должны быть способны выдерживать в течение длительного времени избыточное давление порядка 60 psig.
[0003] Такие трубопроводы обычно изолируют путем обертывания металлической трубы термоизоляционным материалом, таким как, например, "E-felt", "Q-fiber", "Min-K" или им подобными материалами, который затем покрывают тканью из стекловолокна, импрегнированной силиконовым каучуком.
[0004] Такая конструкция изоляции не предназначена для выполнения функции несущего элемента или для обеспечения герметичной оболочки для нагретых газов под давлением, выходящих из трубопровода в случае его разрыва. Кроме того, поскольку такая изоляция обычно охватывает изолируемый трубопровод неплотно, она может поворачиваться вокруг него в процессе эксплуатации. При использовании систем обнаружения утечек в трубопроводах, в которых датчик может быть установлен в специально предусмотренной полости или пустоте в изоляции, поворот изоляции может приводить к изменению направления выходящих газов, в результате чего такие утечки не будут обнаруживаться.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] В настоящем изобретении предлагается секция трубопровода для транспортировки газообразной текучей среды из первого местонахождения во второе местонахождение. Секция трубопровода может содержать основной компонент, имеющий первый конец и второй конец, а также многослойный защитный кожух, имеющий первый конец и второй конец и охватывающий по периметру по меньшей мере часть основного компонента трубопровода. Первый конец основного компонента трубопровода может быть расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха.
[0006] Поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, может быть расположено прикрепленное к ним первое закрывающее кольцо. Поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, может быть расположено прикрепленное к ним второе закрывающее кольцо.
[0007] Защитный кожух имеет внутреннюю поверхность и внешнюю поверхность, и на внутренней поверхности имеется внутренний слой металлического покрытия. К внешней поверхности внутреннего слоя металлического покрытия может быть приклеен внешний слой покрытия из полимерного материала.
[0008] В настоящем изобретении также предлагается трубопровод для транспортировки газообразной среды из первого местонахождения во второе местонахождение, содержащий по меньшей мере две секции, каждая из которых содержит основной компонент, имеющий первый конец и второй конец, а также многослойный защитный кожух, имеющий первый конец и второй конец и охватывающий по периметру по меньшей мере часть основного компонента трубопровода. Первый конец основного компонента трубопровода может быть расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха.
[0009] Поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, может быть расположено прикрепленное к ним первое закрывающее кольцо. Поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, может быть расположено прикрепленное к ним второе закрывающее кольцо.
[0010] Защитный кожух имеет внутреннюю поверхность и внешнюю поверхность, и на внутренней поверхности имеется внутренний слой металлического покрытия. К внешней поверхности внутреннего слоя металлического покрытия может быть приклеен внешний слой покрытия из полимерного материала.
[0011] Кроме того, к первому и второму концам основного компонента трубопровода прикреплены первый и второй торцевые фланцы соответственно, причем первая и вторая секции трубопровода примыкают торцами друг к другу, так что их торцевые фланцы прижимаются встык друг к другу. Прижатые друг к другу торцевые фланцы охватываются зажимным устройством, прикрепленным к фланцам для формирования соединения между указанными по меньшей мере двумя секциями трубопровода.
[0012] В настоящем изобретении также предлагается способ формирования секции трубопровода для транспортировки газообразной текучей среды из первого местонахождения во второе местонахождение, включающий:
обеспечение основной части трубопровода, имеющей первый конец и второй конец;
обеспечение многослойного защитного кожуха, имеющего первый конец и второй конец и охватывающего по периметру по меньшей мере часть основного компонента трубопровода;
причем первый конец основного компонента трубопровода расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха;
обеспечение первого закрывающего кольца, расположенного поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленного к ним;
обеспечение второго закрывающего кольца, расположенного поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленного к ним;
причем обеспечение многослойного защитного кожуха включает дополнительно обеспечение защитного кожуха внутренним слоем металлического покрытия и внешним слоем покрытия из полимерного материала, приклеенным к внешней поверхности внутреннего слоя металлического покрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
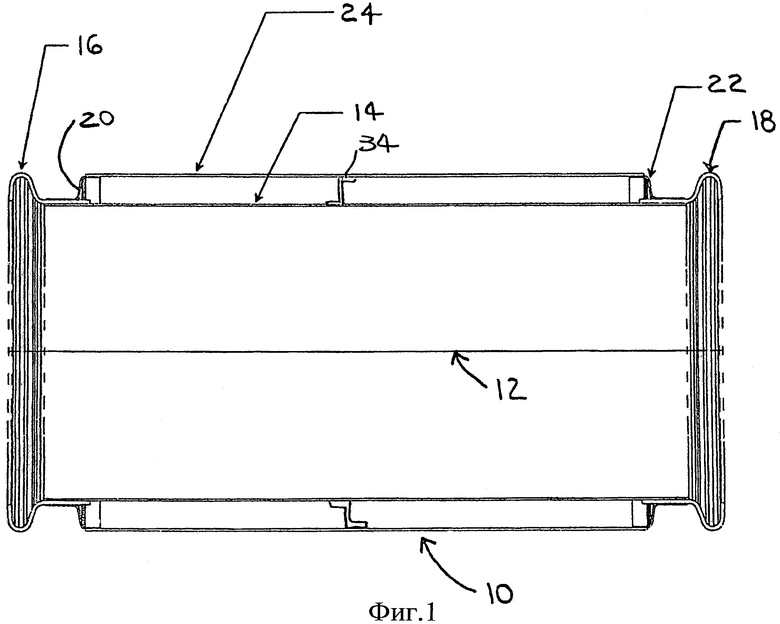
[0013] Фигура 1 - вид сечения вертикальной проекции секции трубопровода в соответствии с одним из вариантов осуществления изобретения.
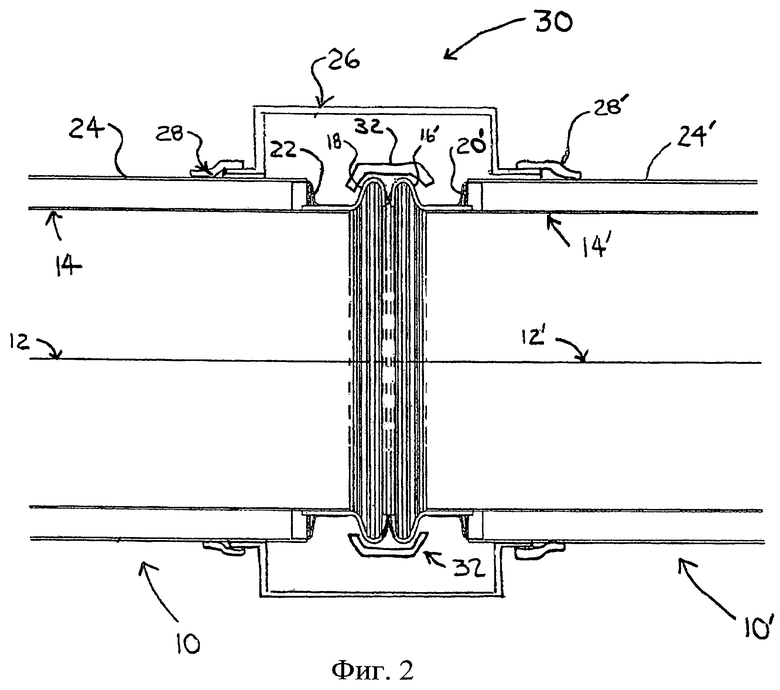
[0014] Фигура 2 - частичный вид сечения вертикальной проекции двух секций трубопровода, одна из которых представлена на фигуре 1, показанных соединенными концами встык в соответствии с одним из вариантов осуществления изобретения.
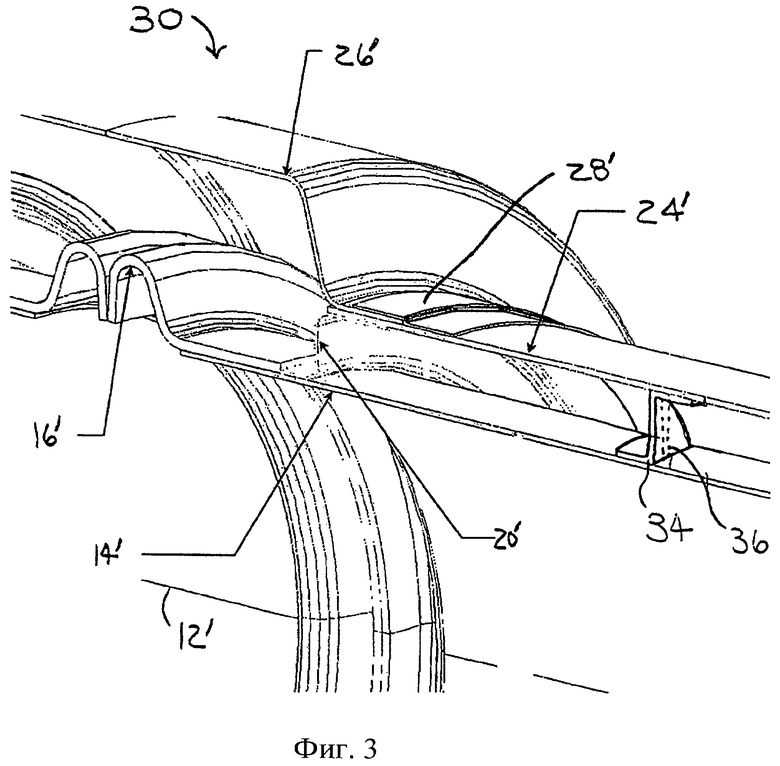
[0015] Фигура 3 - частичный увеличенный вид в перспективе соединения двух секций трубопровода, показанных на фигуре 2.
[0016] Фигура 4 - блок-схема, иллюстрирующая стадии процесса формирования металлических "половинок" или "оболочек" конструкции защитного кожуха в соответствии с одним из вариантов осуществления изобретения.
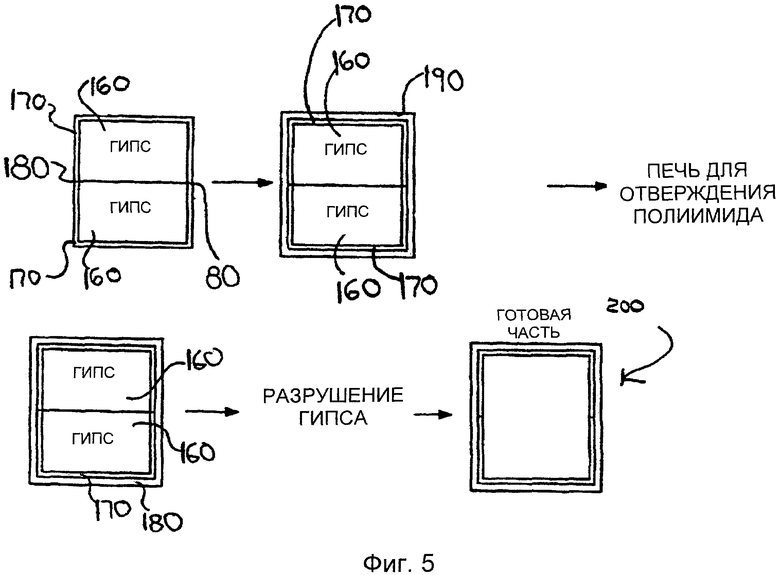
[0017] Фигура 5 - блок-схема, иллюстрирующая стадии процесса сборки металлических "половинок" или "оболочек" конструкции защитного кожуха в соответствии с одним из вариантов осуществления изобретения и последующего формирования на нем внешнего слоя полимерного покрытия.
[0018] Фигура 6 - схематический вид в перспективе, иллюстрирующий другой способ формирования защитного кожуха, на котором показано обертывание оправки слоем металлического покрытия.
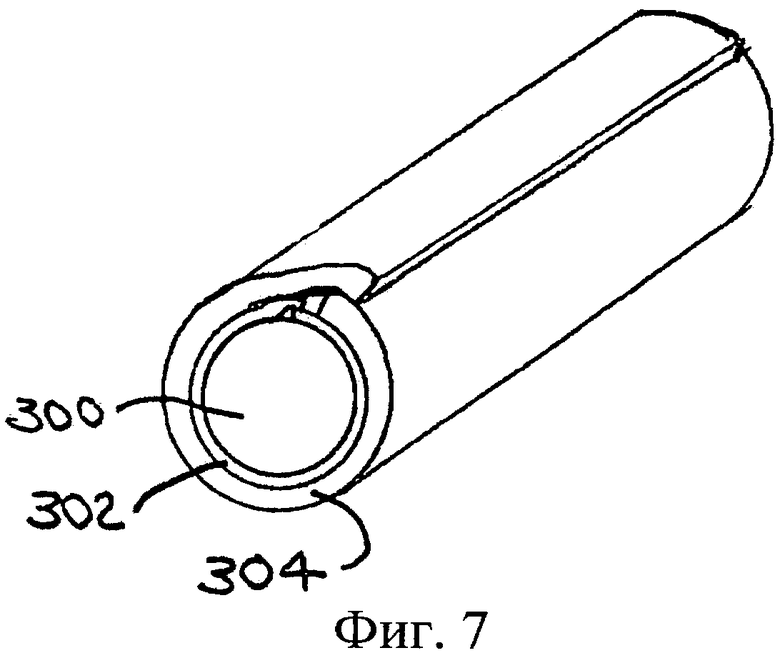
[0019] Фигура 7 - схематический вид в перспективе другого способа, на котором показана последующая стадия обертывания слоя металлического покрытия слоем покрытия из полимерного материала.
[0020] Фигура 8 - схематический вид в перспективе другого способа, на котором показана последующая стадия разделения защитного кожуха в продольном направлении, чтобы снять его с оправки и поместить на основной компонент трубопровода.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0021] Хотя изобретение может быть осуществлено в самых разных формах, однако в описании подробно рассмотрен со ссылками на чертежи один вариант его осуществления, который следует рассматривать лишь как иллюстрацию принципов изобретения, никоим образом не ограничивающую его только указанным вариантом.
[0022] Нижеприведенное описание и прилагаемые чертежи представляют собой иллюстрации изобретения, которые не должны рассматриваться как ограничивающие его объем. Различные конкретные детали описываются для того, чтобы содействовать всестороннему пониманию изобретения. Однако в некоторых случаях хорошо известные или традиционно используемые детали не описываются, чтобы не загромождать описание. Ссылки "один из вариантов осуществления изобретения" или "вариант осуществления изобретения" в настоящем описании могут быть (но не обязательно являются) ссылками на один и тот же вариант, и такие ссылки означают по меньшей мере один из вариантов.
[0023] Ссылка в настоящем описании на "один из вариантов осуществления изобретения" или на "вариант осуществления изобретения" означает, что некоторый признак, конструкция или характеристика, описанные в связи с этим вариантом, включается по меньшей мере в один вариант осуществления изобретения. Все указания "в одном из вариантов осуществления изобретения" в различных местах описания необязательно относятся к одному и тому же варианту и также не являются отдельными или альтернативными вариантами, совместно исключающими другие варианты. Кроме того, описываются различные признаки, которые могут присутствовать в некоторых вариантах и отсутствовать в других. Аналогичным образом, описываются различные требования, которые могут быть требованиями для некоторых вариантов, и не являются требованиями для других вариантов.
[0024] Термины, используемые в настоящем описании, в общем случае имеют их обычные значения, принятые в данной области техники, в контексте сущности изобретения и в конкретном контексте, в котором используется каждый такой термин. Некоторые термины, которые используются для описания изобретения, описываются ниже или в других местах описания для дополнительного указания специалистам в отношении описания изобретения. Некоторые термины для удобства могут быть выделены, например, с использованием курсива и/или кавычек. Использование выделения никоим образом не влияет на объем и значение термина; значение термина будет одним и тем же в одном и том же контексте, независимо от того, выделен он или нет. Необходимо понимать, что одну и ту же вещь можно описать разными словами.
[0025] Соответственно, для одного или нескольких терминов в описании могут использоваться альтернативные определения и описания, причем не имеет особого значения, рассматривается или уточняется некоторый термин в настоящем описании или нет. Для некоторых терминов даются синонимы. Использование одного или нескольких синонимов не исключает использования других синонимов. Примеры в настоящем описания, включая примеры любых использованных в нем терминов, используются исключительно с иллюстративной целью и никоим образом не ограничивают объем и сущность изобретения или любого термина, приведенного в качестве примера. Аналогичным образом, изобретение не ограничивается различными вариантами, рассмотренными в настоящем описании.
[0026] Примеры устройства, системы и способа и связанные с ними результаты в соответствии с вариантами осуществления настоящего изобретения, описанные ниже, никоим образом не ограничивают объем изобретения. Следует отметить, что заголовки или подзаголовки, которые могут использоваться для удобства читателя, никоим образом не ограничивают объем изобретения. Кроме того, в настоящем описании могут быть предложены и описаны некоторые теории, однако вне зависимости от того, справедливы они или нет, они никоим образом не должны ограничивать объем изобретения, поскольку изобретение применяется в соответствии с описанием безотносительно к любой конкретной теории или алгоритму действий.
[0027] Если не указано иное, все технические и научные термины, используемые в настоящем описании, имеют значения, которые приняты среди специалистов в области техники, к которой относится настоящее изобретение. В случае возникновения конфликтов определяющими являются определения, данные в настоящем описании.
[0028] Термин "поблизости" означает "возле" или "рядом" с объектом, который модифицируется термином "поблизости". Любое численное значение, указанное в описании, дается лишь в качестве примера, и оно никоим образом не ограничивает объем заявленного изобретения.
[0029] Настоящее изобретение относится отчасти к конструкции трубопроводов для транспортировки газов, давления и температуры которых могут превышать стандартные давления и температуры воздуха на уровне моря. Такие трубопроводы могут найти применение в аэрокосмической промышленности, например, в противообледенительных системах, особенно в системах с устройствами обнаружения утечек, а также и других отраслях промышленности.
[0030] Секция 10 трубопровода в соответствии с одним из вариантов осуществления изобретения показана на фигуре 1. Секция 10 трубопровода предпочтительно представляет собой тело вращения, которое полностью, или же по существу, радиально симметрично относительно продольной оси 12.
[0031] Секция 10 трубопровода содержит цилиндрическую основную часть 14, которая может быть изготовлена из коррозионно-устойчивой стали, например из стали CRES 321, из технически чистого титана или его сплавов, из никелевых сплавов, например из Inconel 625, Inconel 718, или любых других материалов, стойких к действию высоких температур и давлений. К концам основной части 14 и, более конкретно, к внешним поверхностям концов основной части 14 прикрепляются с помощью сварки или пайки торцевые фланцы 16, 18 секции трубопровода, как показано на фигуре 1, хотя при необходимости торцевые фланцы 16, 18 могут иметь такие размеры, чтобы их можно было ввести внутрь и прикрепить к внутренним поверхностям концов основной части 14.
[0032] В варианте, который показан на фигурах 1-3, перед креплением торцевых фланцев 16 и 18 на них устанавливаются закрывающие кольца 20, 22, прикрепляемые к внешним поверхностям торцевых фланцев 16 и 18, которые прикрепляются непосредственно к внешним поверхностям концов основной части 14. Так же, как и в предыдущем случае, может быть использован способ неразъемного крепления, такой как сварка или пайка. В варианте, в котором торцевые фланцы 16 и 18 вводятся внутрь концов основной части 14, закрывающие кольца 20, 22 могут быть непосредственно прикреплены к внешним поверхностям концов основной части 14. Торцевые фланцы 16 и 18 могут иметь любую форму, известную в технике, которая пригодна для обеспечения соединения встык между двумя сопрягающимися торцевыми фланцами секций трубопровода, причем полученное соединение фиксируется с помощью подходящего зажимного устройства, рассмотренного ниже более подробно. Торцевые фланцы 16 и 18 могут быть выполнены из любого подходящего металлического материала, такого как CRES, технически чистый титан или его сплавы, никелевые сплавы, например Inconel 625, Inconel 718, и др.
[0033] Для обеспечения изоляции и защиты основной части 14 трубопровода используется защитный кожух 24, который может также выполнять функцию вспомогательного или резервного трубопровода в случае возникновения неисправности основной части 14. Защитный кожух 24 прикрепляется на его концах к выступающим в радиальном направлении частям закрывающих колец 20, 22, как это показано на фигуре 1. В предпочтительном варианте защитный кожух 24 изготавливается из двухслойного материала, состоящего из внутреннего тонкого (фольга) металлического слоя и внешнего слоя полимерного покрытия, и изготовление такого кожуха рассматривается ниже со ссылками на фигуры 4 и 5 (один из вариантов) и фигуры 6-8 (другой вариант). Защитный кожух 24 прикрепляется к закрывающим кольцам 20, 22 с помощью ленты полимера, используемого при изготовлении двухслойного материала защитного кожуха 24 (ниже описывается более подробно).
[0034] В одном из вариантов осуществления изобретения защитный кожух 24 состоит из одного внутреннего слоя металлического покрытия и одного внешнего слоя покрытия из полимерного материала. В других вариантах могут использоваться несколько слоев полимера для обеспечения возможности выдерживания секцией 10 трубопровода давлений, превышающих 60 psig. В конструкции защитного кожуха 24 обычно используется один слой металлического покрытия.
[0035] Для получения протяженного трубопровода, составленного из множества секций 10 трубопровода, могут использоваться соединения 30, показанные на фигурах 2 и 3. На фигурах 2 и 3 элементы и части, сходные или одинаковые с элементами или частями, показанными на фигуре 1, обозначаются одинаковыми ссылочными номерами со штрихом (').
[0036] Для получения соединения 30 необходимо приставить друг к другу встык концы секций 10, 10' трубопровода и затем прикрепить фланец 18 к сопряженному фланцу 16' с помощью зажимного устройства 32 (показан только на верхней и нижней частях торцевых фланцев 18 и 16' фигуры 2, однако следует понимать, что зажим 32 полностью окружает и охватывает эти фланцы). Зажимные устройства 32 известны в технике и могут иметь самые разные формы, например: 1) две полукруглые секции, которые соединяются шарниром на одной стороне и болтом или другим крепежным элементом на другой стороне; 2) две или несколько дугообразных секций, концы которых соединяются болтами; 3) две кольцевые секции, разделенные в плоскости (не показана), проходящей перпендикулярно продольным осям 12, 12', которые скрепляются друг с другом с помощью болтов или других крепежных элементов. После наложения и фиксации зажимного устройства между соединенными встык торцевыми фланцами формируется уплотнение, практически непроницаемое для газообразных текучих сред.
[0037] Над зоной соединения встык торцевых фланцев 18, 16' устанавливается кожух 26, изготовленный из однослойной или многослойной стеклоткани, импрегнированной силиконовым каучуком, который прикрепляется к внешним поверхностям защитных кожухов 24, 24', например, с помощью самоотверждающейся ленты на основе силикона (например, ленты, продаваемой под торговым наименованием МОХ-Таре™ и поставляемой компанией Arlon, Inc.).
[0038] Закрывающие кольца 20, 22 могут быть изготовлены из таких материалов, как GRES, титан, или любого другого подходящего металлического материала. Закрывающие кольца 20, 22 обеспечивают опору и жесткость для защитного кожуха 24, а также предотвращают вращение кожуха 24 относительно основной части 14 трубопровода. В одном из вариантов осуществления изобретения закрывающие кольца 20, 22 предпочтительно полностью перекрывают кольцевой зазор между основными частями 14 и соответствующими им защитными кожухами 24.
[0039] Дополнительно к закрывающим кольцам 20, 22 используется одна или несколько опор (см. фигуры 1-3), устанавливаемых по длине каждой секции трубопровода (количество опор зависит, по меньшей мере отчасти, от длины секции трубопровода) для опоры защитного кожуха 24 с целью выдерживания необходимого зазора между основной частью 14 и защитным кожухом 24. Кроме того, каждая опора 34 имеет прорезь или другое отверстие 36 (см. фигуру 3). В секциях 10 трубопровода, которые могут быть снабжены системами обнаружения утечек, как это рассматривается более подробно ниже и описывается, например, в публикации патента US 7155961 В2, выданного Fernandes и др., заборный трубопровод системы обнаружения утечек будет расположен по длине защитного кожуха, либо в разрыве кожуха, либо в специально выполненных в нем отверстиях. Однако, поскольку повреждение основной секции трубопровода может произойти в таком месте, которое удалено от места расположения заборного трубопровода, то должен быть проход для газов, выходящих из поврежденного места основной секции, к отверстию или разрыву в защитном кожухе, связанному с заборным трубопроводом. Прорези или отверстия 36 в опорах 34 обеспечивают прохождение нагретых сжатых газов по всей длине воздушного зазора между основной секцией 14 и защитным кожухом 24. Обычно давление в этом воздушном зазоре в отсутствие повреждения основной секции будет существенно ниже давления в основной секции, и, таким образом, при возникновении повреждения сжатые газы, выходящие в результате утечки из основной секции, будут распространяться по всему воздушному зазору, проходя сквозь опоры 34, и попадать в заборный трубопровод системы обнаружения утечек. В другом варианте осуществления изобретения вместо кольцевого опорного элемента могут использоваться отдельные опоры (не показаны), расположенные по периметру основной секции, в результате чего между ними формируются дугообразные проходы, выполняющие функцию прорезей, выполненных в сплошных кольцевых опорных элементах.
[0040] В применениях, в которых основная секция 10 должна быть изогнутой, опорные элементы 34 также будут располагаться в одном или нескольких подходящих местах изгибов, например в середине дуги, для обеспечения опоры для защитного кожуха и поддержания зазора между защитным кожухом и находящейся под ним основной секцией.
[0041] Характерным признаком настоящего изобретения является обеспечение защитного кожуха. Вместо того чтобы просто обматывать основную часть трубопровода слоем термоизоляционного материала, например слоем материала E-felt и силиконового каучука, используется защитный кожух 24/24', представляющий собой многослойную структуру, выполняющую как функцию термоизоляции, так и функцию несущей конструкции. На фигурах 4 и 5 иллюстрируется способ изготовления защитного кожуха в соответствии с одним из вариантов осуществления изобретения.
[0042] Как показано на фигуре 4, в соответствии с одним из вариантов осуществления изобретения для формирования защитного кожуха сначала может быть создано трехмерное изображение 120 трубопровода с использованием известной системы автоматизированного проектирования (САПР). Трехмерное изображение используется для определения контуров 130 внутренней поверхности верхней и нижней частей ("половинок" или "оболочек") формы для изготовления защитного кожуха, которые затем используются для изготовления мастер-штампов, например матрицы 140, для верхней и нижней частей защитного кожуха. Хотя на схематических иллюстрациях фигур 4 и 5 секции металлического внутреннего слоя защитного кожуха показаны имеющими правильную геометрическую форму, прямоугольную и симметричную, однако на практике металлические компоненты защитного кожуха могут иметь круговое или дугообразное сечение или даже могут быть ассиметричными. Обычно для каждой металлической секции защитного кожуха необходимо по отдельности сформировать только две части и затем их соединить.
[0043] Как уже указывалось, внутренний слой металлического покрытия предпочтительно имеет малую толщину, например, предпочтительно его толщина составляет примерно 0,003 дюйма, так что зазор между внешней поверхностью штампа 150 и внутренней поверхностью форм будет иметь примерно такую же величину, хотя указанное значение является лишь примером и не должно ограничивать объем изобретения.
[0044] Формы 140 используются не только для штамповки металлических секций защитного кожуха, но также в качестве форм для опорных блоков 160, использование которых будет рассмотрено ниже. Опорные блоки 160 могут быть изготовлены из любого подходящего разрушающегося материала, такого как, например, гипс.
[0045] Как уже указывалось, металлическая часть защитного кожуха будет очень тонкой и может быть сформирована из коррозионно-устойчивой стали (CRES) или из титана (Ti), хотя могут также использоваться и другие металлы с аналогичными характеристиками, соответствующими конкретному применению. После того как по отдельности отштампованы две металлические части (или "оболочки"), например оболочки 170, их соединяют двумя противолежащими сварными соединениями 180, проходящими в продольном направлении, причем внутрь соответствующих металлических оболочек вставляют два опорных блока 160.
[0046] Опорные блоки 160 обеспечивают опору и жесткость для металлических частей защитного кожуха в процессе выполнения нижеописанных стадий способа. Полимерное покрытие 190, предпочтительно из стеклоткани, импрегнированной полиимидной смолой (один или несколько слоев, толщина каждого из которых составляет примерно 0,010 дюйма), наносят на внешнюю поверхность слоя металлического покрытия и отверждают нагреванием в соответствующей среде при соответствующей температуре в течение достаточного времени для используемого материала, чтобы полиимидная смола надежно приклеилась к внешним поверхностям металлических оболочек.
[0047] В предпочтительном варианте стеклоткань, импрегнированная полиимидной смолой, нарезается на части требуемой формы, соответствующие форме внутреннего слоя металлического покрытия. Для обеспечения дополнительной прочности или способности выдерживать повышенное давление может использоваться несколько слоев этой ткани. В качестве составной части процесса отверждения всю сборку "металлическая оболочка/полиимидная оболочка" обертывают термоусадочной лентой, термоусадочной пленкой или используют метод вакуумного мешка, чтобы сжать слои металла и полиимидной смолы для обеспечения их склеивания друг с другом.
[0048] В другом способе осуществления изобретения, который иллюстрируется на фигурах 6-8 (без соблюдения масштаба), сначала слой 300 металлического покрытия обертывают вокруг оправки 302, которая может быть изготовлена из политетрафторэтилена (продается под торговым наименованием Teflon®) или из другого подходящего материала. Слой 300 металлического покрытия обычно обертывают вокруг оправки 302 таким образом, чтобы его концы немного перекрывались. Перекрывающиеся концы могут быть соединены друг с другом с использованием клеящего состава или сварного шва, полученного с использованием сварочного карандаша, и др., в зависимости от требований конкретного применения. После этого одним слоем 304 полимерного покрытия (или несколько слоев, при необходимости) обертывают внешнюю поверхность слоя 302 металлического покрытия (см. фигуру 7) и полученную сборку нагревают для отверждения полимерного слоя 304 и приклеивания его к внутреннему слою 302 металлического покрытия.
[0049] После отверждения ламинированный защитный кожух 306 разрезают в продольном направлении, например, по линии 308 для снятия его с оправки (см. фигуру 8). Разрез 308 затем используется для надевания ламинированного защитного кожуха 306 на основную часть трубопровода. Затем разрез заделывается лентой, которая может иметь ширину, например, 1 дюйм и изготовлена из того же полиимидного материала, что и внешний слой 304 защитного кожуха. После этого собранная секция подвергается на месте следующей операции отверждения для отверждения ленты, используемой для уплотнения разреза защитного кожуха.
[0050] В одном из вариантов, который не ограничивает объем изобретения, секция трубопровода, разработанного в соответствии с принципами настоящего изобретения, может иметь диаметр основной части порядка 3 дюймов и толщину порядка 0,016 дюйма, причем величина воздушного зазора, формируемого между внешней поверхностью основной части трубопровода и внутренней поверхностью защитного кожуха, может быть равна 0,20 дюйма, толщина защитного кожуха может быть равна 0,013 дюйма, и толщина закрывающих колец может быть равна 0,012 дюйма. Можно ожидать, что вес такого трубопровода немного увеличится (примерно на 8-10%) по сравнению с традиционными стальными трубопроводами с изоляцией из силиконового каучука и материала E-felt, но такой трубопровод может обеспечивать "резервное" удерживание воздуха/газа в случае утечки из основной части трубопровода (за счет способности выдерживать внутреннее давление, которое существенно превышает давление внешнего воздуха) и в то же время удовлетворяет требованиям в отношении термоизоляции, обеспечивает возможность обнаружения трещин в основной части трубопровода (если используется вместе с системой обнаружения утечек), предотвращает вращение изолирующего кожуха и способствует предотвращению возникновения повреждений на основной части трубопровода.
[0051] Кроме того, поскольку ламинированный защитный кожух прочно прикреплен к основной части трубопровода по закрывающим кольцам, то исключается вращение конструкции изолирующего и защитного кожуха относительно основной части трубопровода.
[0052] Дополнительно можно предположить, что секции трубопровода, изготовленные в соответствии с принципами настоящего изобретения, могут иметь стоимость, которая аналогична или сравнима со стоимостью традиционных трубопроводов с термоизоляцией, имеющих аналогичные размеры. Кроме того, учитывая используемые материалы, можно предположить, что конструкция секции трубопровода в соответствии с настоящим изобретением будет удовлетворять требованиям Федеральных авиационных правил, касающимся воспламеняемости.
[0053] Секция трубопровода в соответствии с настоящим изобретением также может применяться вместе с системой обнаружения утечек, например с системой, предложенной и описанной в публикации патента US 7155961 В2, выданного Fernandes и др., полное описание которого вводится ссылкой, как если бы оно было полностью изложено в настоящем описании. В таком варианте в выбранных секциях трубопровода, изготовленного в соответствии с настоящим изобретением, могут быть выполнены разрывы в защитном кожухе, в которые помещаются манжеты 10 для установки заборного трубопровода 30 системы обнаружения утечек газа, показанного и описанного со ссылками на фигуру 6 публикации патента US 7155961 В2, выданного Fernandes и др., для сбора и направления газов, выходящих из повреждения основной части 14 трубопровода, через трубопровод 30 к проводникам 6 детекторов утечек. Установка и крепление манжеты 10 может быть выполнено в соответствии со способами, описанными в публикации патента US 7155961 В2, выданного Fernandes и др. Необходимо понимать, что система обнаружения утечек в соответствии с публикацией патента US 7155961 В2, выданного Fernandes и др., указана в настоящем описании лишь в качестве примера, и что с конструкцией секции трубопровода в соответствии с настоящим изобретением могут быть использованы любые другие устройства обнаружения утечек, без выхода за пределы объема изобретения.
[0054] Вышеприведенное описание и чертежи всего лишь поясняют и иллюстрируют изобретение, и изобретение не ограничивается описанными вариантами, поскольку специалисты в данной области техники после ознакомления с настоящим описанием смогут предложить модификации и изменения описанных вариантов без выхода за пределы объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ СТРУКТУРА ТРУБОПРОВОДА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2450195C2 |
| КОЖУХ СОЕДИНЕНИЯ И КОЛЛЕКТОР ДЛЯ ТРУБОПРОВОДА | 2011 |
|
RU2561242C2 |
| СЕКЦИЯ ТРУБОПРОВОДА | 2012 |
|
RU2519528C2 |
| Трубопровод из многокомпонентных труб | 2019 |
|
RU2727545C1 |
| Секционированный криогенный трубопровод | 2022 |
|
RU2795634C1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ ФУТЕРОВАННОГО ТРУБОПРОВОДА, СЕКЦИЯ ФУТЕРОВАННОГО ТРУБОПРОВОДА И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА НА МОРСКОЕ ДНО | 2016 |
|
RU2712322C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| ТРУБОПРОВОД | 2008 |
|
RU2345269C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |



Изобретение относится к конструкциям трубопроводов для применения в аэрокосмической промышленности. Секция трубопровода включает многослойный защитный кожух, действующий в качестве вспомогательного трубопровода. Конструкция трубопровода содержит основную металлическую трубу с многослойным защитным кожухом, окружающим эту трубу, и отделенным от нее кольцевым зазором. Многослойный кожух содержит внутренний слой металлического покрытия и слой внешнего покрытия из полимерного материала. Предпочтительно тонкий слой металлического покрытия выполняется из коррозионно-устойчивого материала, такого как коррозионно-устойчивая нержавеющая сталь и или титан. В одном из вариантов осуществления изобретения полимерное покрытие выполнено из полиимидного материала, такого как стеклоткань, импрегнированная полиимидной смолой. Описан способ изготовления трубопровода. Изобретение повышает надежность соединения трубопровода. 3 н. и 23 з.п. ф-лы, 8 ил.
1. Секция трубопровода для транспортировки газообразной текучей среды из первого местонахождения во второе местонахождение, содержащая:
основной компонент трубопровода, имеющий первый конец и второй конец; многослойный защитный кожух, имеющий первый конец и второй конец и окружающий по периметру, по меньшей мере, часть основного компонента трубопровода; причем первый конец основного компонента трубопровода расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха; первое закрывающее кольцо, расположенное поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленное к ним; второе закрывающее кольцо, расположенное поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленное к ним; причем защитный кожух имеет внутреннюю поверхность и внешнюю поверхность, и на внутренней поверхности имеется внутренний слой металлического покрытия; и к внешней поверхности внутреннего слоя металлического покрытия приклеено внешнее покрытие из полимерного материала.
2. Секция трубопровода по п.1, содержащая дополнительно первый и второй торцевые фланцы, прикрепленные к первому и второму концам основного компонента трубопровода.
3. Секция трубопровода по п.1, в которой основной компонент трубопровода изготовлен, по меньшей мере, из одного из следующих материалов: коррозионно-устойчивая сталь и титан.
4. Секция трубопровода по п.1, в которой внутренний слой металлического покрытия защитного кожуха состоит из одного из следующих материалов: коррозионно-устойчивая сталь и титан.
5. Секция трубопровода по п.1, в которой внешнее покрытие из полимерного материала защитного кожуха изготовлено из полиимида.
6. Секция трубопровода по п.5, в которой внешнее покрытие из полимерного материала содержит по меньшей мере один слой стеклоткани, импрегнированной полиимидной смолой.
7. Трубопровод для транспортировки газообразной текучей среды из первого местонахождения во второе местонахождение, содержащий: по меньшей мере, две секции трубопровода, каждая из которых имеет основной компонент трубопровода с первым и вторым концами; многослойный защитный кожух, имеющий первый конец и второй конец и окружающий по периметру, по меньшей мере, часть основного компонента трубопровода; причем первый конец основного компонента трубопровода расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха; первое закрывающее кольцо, расположенное поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленное к ним; второе закрывающее кольцо, расположенное поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленное к ним; причем защитный кожух имеет внутреннюю поверхность и внешнюю поверхность, и на внутренней поверхности имеется внутренний слой металлического покрытия; и к внешней поверхности внутреннего слоя металлического покрытия приклеено внешнее покрытие из полимерного материала; и первый и второй торцевые фланцы, прикрепленные к первому и второму концам основного компонента трубопровода; причем первая и вторая секции трубопровода примыкают торцами друг к другу, так что их торцевые фланцы прижимаются встык друг к другу; зажимное устройство, охватывающее прижатые друг к другу торцевые фланцы и прикрепленное к ним для формирования соединения между двумя секциями трубопровода.
8. Трубопровод по п.7, который содержит дополнительно соединительную крышку, расположенную вокруг соединения первой и второй секций трубопровода и прикрепленную к внешним поверхностями защитных кожухов указанных, по меньшей мере, двух секций.
9. Способ изготовления секции трубопровода для транспортировки газообразной текучей среды из первого местонахождения во второе местонахождение, включающий: обеспечение основной части трубопровода, имеющей первый конец и второй конец; обеспечение многослойного защитного кожуха, имеющего первый конец и второй конец и окружающего по периметру, по меньшей мере, часть основного компонента трубопровода; причем первый конец основного компонента трубопровода расположен поблизости от первого конца многослойного защитного кожуха, и второй конец основного компонента трубопровода расположен поблизости от второго конца многослойного защитного кожуха; обеспечение первого закрывающего кольца, расположенного поблизости от первых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленного к ним; обеспечение второго закрывающего кольца, расположенного поблизости от вторых концов основного компонента трубопровода и многослойного защитного кожуха, соответственно, и прикрепленного к ним; причем обеспечение многослойного защитного кожуха включает дополнительно обеспечение защитного кожуха внутренним слоем металлического покрытия и внешним покрытием из полимерного материала, приклеенным к внешней поверхности внутреннего слоя металлического покрытия.
10. Способ по п.9, в котором обеспечение многослойного защитного кожуха, включающее дополнительно обеспечение защитного кожуха внутренним слоем металлического покрытия и внешним покрытием из полимерного материала, приклеенным к внешней поверхности внутреннего слоя металлического покрытия, включает дополнительно:
формирование первой и второй частей внутреннего слоя металлического покрытия, каждая из которых имеет внутреннюю поверхность и внешнюю поверхность; формирование первого и второго разрушаемых опорных элементов для размещения внутри первой и второй частей внутреннего слоя металлического покрытия; установку первого и второго опорных элементов внутри первой и второй частей внутреннего слоя металлического покрытия для обеспечения опоры для внутренних поверхностей первой и второй частей внутреннего слоя металлического покрытия, соответственно; выравнивание первой и второй частей внутреннего слоя металлического покрытия относительно друг друга; выполнение неразъемного соединения первой и второй частей внутреннего слоя металлического покрытия; формирование внешнего покрытия из полимерного материала на внешних поверхностях первой и второй частей внутреннего слоя металлического покрытия; отверждение внешнего покрытия из полимерного материала; и удаление первого и второго разрушаемых опорных элементов.
11. Способ по п.10, в котором формирование первой и второй частей внутреннего слоя металлического покрытия включает дополнительно формирование первой и второй частей внутреннего слоя металлического покрытия из одного из следующих материалов: коррозионно-устойчивая сталь и титан.
12. Способ по п.10, в котором формирование первого и второго разрушаемых опорных элементов включает дополнительно формирование первого и второго разрушаемых опорных элементов из гипса.
13. Способ по п.10, в котором выполнение неразъемного соединения первой и второй частей внутреннего слоя металлического покрытия включает соединение первой и второй частей внутреннего слоя металлического покрытия сваркой.
14. Способ по п.10, в котором формирование внешнего покрытия из полимерного материала на внешних поверхностях первой и второй частей внутреннего слоя металлического покрытия включает дополнительно формирование внешнего полимерного покрытия из полиимида.
15. Способ по п.13, в котором формирование внешнего покрытия из полимерного материала на внешних поверхностях первой и второй частей внутреннего слоя металлического покрытия включает дополнительно формирование внешнего полимерного покрытия из стеклоткани, импрегнированной полиимидной смолой.
16. Способ по п.13, включающий дополнительно разрезание стеклоткани, импрегнированной полиимидной смолой, которая находится в неотвержденном состоянии, на части, форма которых соответствует форме первой и второй частей внутреннего слоя металлического покрытия.
17. Способ по п.10, включающий дополнительно прижатие внутреннего и внешнего покрытий друг к другу после формирования внешнего покрытия из полимерного материала на внешних поверхностях первой и второй частей внутреннего слоя металлического покрытия для формирования сборки "металлическое покрытие/полимерное покрытие".
18. Способ по п.17, в котором прижатие внутреннего и внешнего покрытий друг к другу включает обертывание сборки "металлическое покрытие/полимерное покрытие" термоусадочной лентой или термоусадочной пленкой.
19. Способ по п.17, в котором прижатие внутреннего и внешнего покрытий друг к другу включает использование способа вакуумного мешка для сборки "металлическое покрытие/полимерное покрытие".
20. Способ по п.17, в котором отверждение внешнего покрытия из полимерного материала включает помещение внутреннего и внешнего покрытий, собранных вместе, в печь и их нагрев, пока внешнее полимерное покрытие не отвердеет с приклеиванием к внутреннему слою металлического покрытия.
21. Способ по п.9, в котором формирование многослойного защитного кожуха включает дополнительно: обертывание слоя металлического покрытия вокруг оправки; обертывание, по меньшей мере, одного слоя покрытия из полимерного материала, вокруг обернутого слоя металлического покрытия.
22. Способ по п.21, включающий дополнительно отверждение, по меньшей мере, одного слоя покрытия из полимерного материала на обернутом слое металлического покрытия с использованием нагрева для приклеивания, по меньшей мере, одного слоя покрытия из полимерного материала к металлическому покрытию для формирования защитного кожуха.
23. Способ по п.22, включающий дополнительно снятие защитного кожуха с оправки путем его разрезания в продольном направлении и разматывания с оправки; размещение защитного кожуха вокруг основного компонента трубопровода; и уплотнение продольного разреза защитного кожуха лентой из полимерного материала.
24. Секция трубопровода по п.1, которая содержит дополнительно, по меньшей мере, один опорный элемент, расположенный между внутренней поверхностью защитного кожуха и основным компонентом трубопровода и прикрепленный к защитному кожуху и к основному компоненту трубопровода в положении между первым и вторым концами основного компонента трубопровода и защитного кожуха.
25. Секция трубопровода по п.24, в которой, по меньшей мере, один опорный элемент охватывает по периметру основной компонент трубопровода.
26. Секция трубопровода по п.24, в которой, по меньшей мере, один опорный элемент снабжен отверстием для обеспечения прохождения через опорный элемент газообразной текучей среды.
| US 4615359 А, 07.10.1986 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ И ТРУБА | 1999 |
|
RU2230248C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСТЕННЫХ СВАРНЫХ ТРУБ | 2003 |
|
RU2235616C1 |
| US 3911961 A, 14.10.1975 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

