1. Область изобретения
Настоящее изобретение в целом относится к материалу для изготовления трубопроводов для газотурбинных двигателей и к способу его получения.
2. Известный уровень техники
В газотурбинных двигателях, особенно в авиационных двигателях, используются трубы для отвода воздуха от одной части двигателя, например, для получения источника охлаждающего воздуха, который должен быть возвращен к другой части двигателя.
Одна такая конструкция, которая требует целой системы труб, известна как воздушно-масляный радиатор (для охлаждения смазочного масла для двигателя). Это устройство снабжено входным каналом, по которому передается охлаждающий воздух от передней (входной) части турбины из потока, создаваемого лопатками, до воздушно-масляного радиатора. На входной стороне более холодного корпуса теплообменника выходной канал передает "использованный" охлаждающий воздух назад в поток, создаваемый лопатками.
Трубы, которые используются в воздушно-масляном радиаторе (и другие такие механические структуры системы труб), как правило, должны соответствовать определенным параметрам: (1) трубы должны выдерживать температуры в пределах от около -65°F до около 700°F; (2) трубы должны выдерживать относительно низкое давление, например приблизительно 8-18 psig; (3) трубы должны быть несгораемыми и/или огнеупорными; (4) трубы должны быть стойкими к вибрации; (5) трубы должны быть невоспламеняемыми и (6) трубы должны иметь минимальный вес.
Такие внутримашинные трубопроводы, обычно изготавливаемые из металла, часто состоят из одного или нескольких высокопрочных материалов, таких как антикоррозионная нержавеющая сталь или титан.
Например, Пейтон, патент США 3911961 раскрывает многослойный материал для изготовления высокотемпературных труб для самолета, включая внешний изоляционный рукав, который выполнен из многослойной металлической фольги и пропитанной смолой ткани, и внутреннюю металлическую трубу, отделенную воздушным зазором. Фишер и другие, патент США 4934412 раскрывают охлаждающий трубопровод для газотурбинного двигателя, имеющий внутренний несущий слой из термообработанной армированной волокном смолы, окруженный изоляционным термоизоляционным слоем из армированной волокном смолы.
Норек, патент США 7047615 B2 раскрывает способ изготовления корпусов переходных трубопроводов газотурбинного двигателя без продольных сварных швов гидроформированием корпусов двух труб с открытыми концами, охваченными устройствами типа мехов. Это позволяет выпускать корпусы труб с заданными характеристиками и под высоким давлением, не используя цилиндры сжатия. Многослойный корпус переходной трубы также может быть собран со слоями из различных материалов, например, имея теплостойкий слой внутри и высокопрочный слой снаружи. Они могут быть собраны, используя холодную усадку и расширение при высокой температуре. Кроме того, между слоями могут быть нанесены антиотслаивающее и антивибрационное покрытия для надежной работы.
Было бы желательно обеспечить структуру трубопроводов, например, для газотурбинных двигателей, которая является легкой, долгосрочной и стойкой к нагреванию и вибрации.
Эти и другие желательные характеристики изобретения станут очевидными при чтении настоящего описания, включая формулу изобретения и приложенные чертежи.
КРАТКОЕ СОДЕРЖАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение включает, частично, слоистую структуру трубопровода, используемого для передачи воздуха от первого местоположения до второго местоположения в газотурбинном двигателе. Структура трубопровода включает металлический внутренний слой и полимерный внешний слой, соединенный с внешней поверхностью металлического внутреннего слоя. Один такой полимерный внешний слой может быть стеклотканью, пропитанной полиимидной смолой.
Металлический внутренний слой может быть изготовлен из одного из следующих материалов: нержавеющая сталь или титан. Как упомянуто выше, один предпочтительный полимерный внешний слой может состоять из стеклоткани, пропитанной полиимидной смолой.
Настоящее изобретение также частично включает способ создания слоистой структуры трубопровода для передачи воздуха от первого местоположения до второго местоположения в газотурбинном двигателе.
Способ создания слоистой структуры трубопровода включает следующие стадии:
формирование первой и второй частей металлического внутреннего слоя, каждая из которых имеет внутреннюю поверхность и внешнюю поверхность;
формование первого и второго хрупких опорных элементов для размещения в первой и второй частях металлического внутреннего слоя;
размещение первого и второго опорных элементов в первой и второй частях металлического внутреннего слоя, чтобы структурно поддерживать каждой из первой и второй частей внутренней металлической поверхности, соответственно;
выравнивание первой и второй частей металлического внутреннего слоя;
постоянное соединение первой и второй частей металлического внутренний слоя;
формование полимерного внешнего слоя на внешних поверхностях первой и второй частях металлического внутреннего слоя;
отверждение полимерного внешнего слоя и
удаление первого и второго хрупких опорных элементов.
Один предпочтительный полимерный слой включает стеклоткань, пропитанную полиимидной смолой.
Стадия формирования первого и второго элементов металлического внутреннего слоя может дополнительно включить стадию формирования первого и второго элементов металлического внутреннего слоя из одного из следующих материалов: нержавеющая сталь или титан. Стадия формирования первого и второго хрупких опорных элементов может дополнительно включить стадию формирования первого и второго хрупких опорных элементов из материала типа гипса.
Стадия постоянного соединения первого и второго элементов металлического внутреннего слоя может включать стадию сварки первого и второго элементов металлического внутреннего слоя.
Стадия формирования полимерного внешнего слоя на внешних поверхностях первой и второй частей металлического внутреннего слоя может дополнительно включить стадию формирования полимерного полиимидного внешнего слоя, предпочтительно используя полиимидную смолу для пропитывания стеклоткани.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
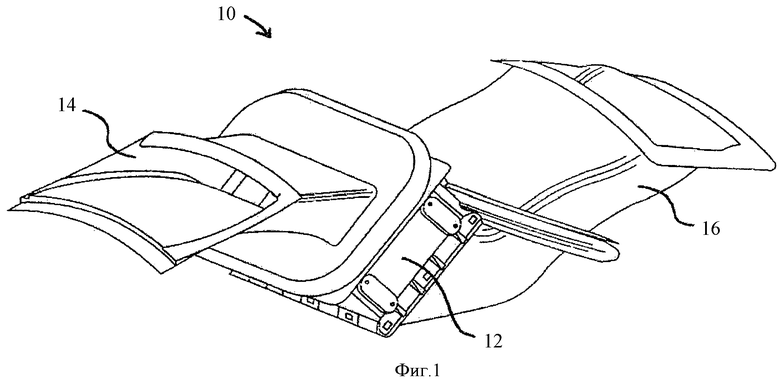
Фигура 1 - перспективное представление воздушно-масляного радиатора для газотурбинного двигателя, на которой показаны возможные структуры входной и выходной труб.
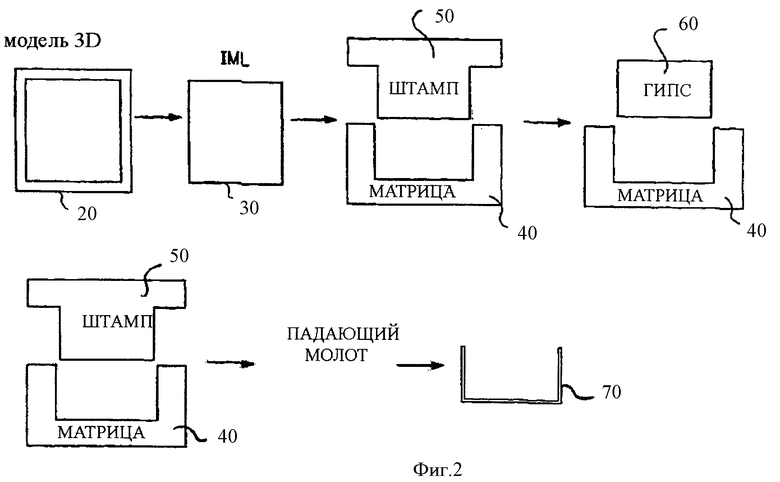
Фигура 2 - технологическая схема, иллюстрирующая стадии процесса формирования металлических "половин" или "оболочек" трубопроводов, согласно предпочтительному примеру осуществления изобретения.
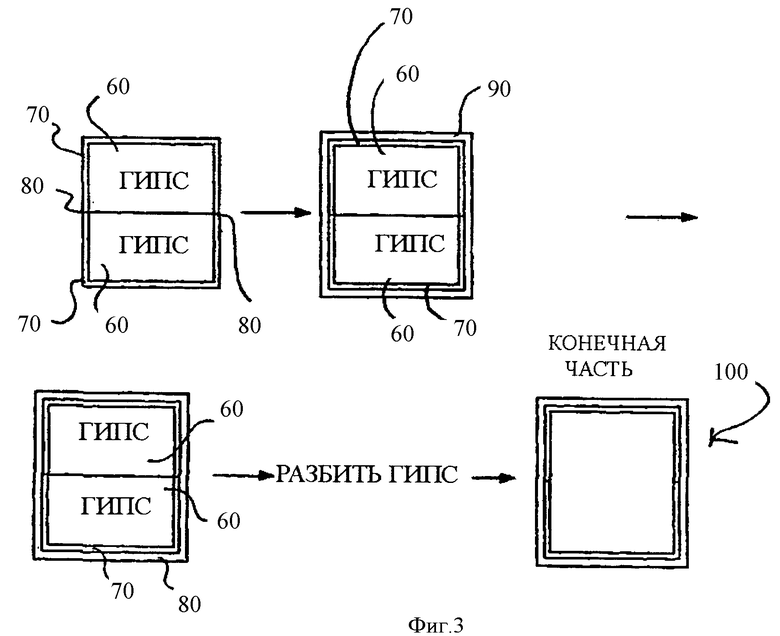
Фигура 3 - технологическая схема, иллюстрирующая процесс сборки металлических "половин" или "оболочек" трубопроводов, согласно предпочтительному примеру осуществления изобретения, и дальнейшее формирование внешнего полимерного слоя.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Хотя изобретение может быть осуществлено во многих различных формах, здесь подробно описан и показан на чертежах конкретный пример его осуществления, с пониманием того, что настоящее раскрытие следует считать иллюстрацией принципа изобретения, и оно не ограничивает изобретение данным иллюстрированным примером осуществления.
Настоящее изобретение частично включает новую слоистую структуру трубопровода, подходящую для использования в газотурбинных двигателях, таких как авиационные газотурбинные двигатели. Еще одной целью настоящего изобретения является способ создания слоистой структуры трубопровода.
Воздушно-масляный радиатор 10 для газотурбинного двигателя показан на фигуре 1. Радиатор 10 включает теплообменник 12 вместе с входным каналом 14 и выходным каналом 16, через которые проходит поток воздуха в двигатель, перед поступлением в камеру (камеры) сгорания двигателя. Конфигурация теплообменника 12 и входных и выходных каналов 14 и 16, соответственно, показана просто в качестве примера, и, будучи функцией архитектуры двигателя, в целом, она изменяется от двигателя к двигателю. Таким образом, конкретная форма и конфигурация входного канала 14 и выходного канала 16 не являются частью рассмотренного здесь изобретения, кроме как описано и охвачено формулой изобретения.
На фигуре 2, в соответствии с предпочтительным примером осуществления изобретения, трубопровод сформирован путем первоначального создания с помощью компьютера трехмерного изображения 20 трубы, используя известный способ автоматизированного проектирования ("CAD"). Трехмерное изображение, в свою очередь, используется для определения внутренней теоретической линии или контура внутренней поверхности ("IML") и внешней теоретической линии или контура внешний поверхности контур ("OML") (все вместе обозначаются позицией (30) верхних и нижних частей (альтернативно известные как "оболочки" или "половины", хотя и не в буквальном смысле) трубы). Эти изображения затем используются для создания матрицы штампа (например, матрицы 40) для каждой из верхних и нижних частей трубы. Хотя на фигурах 2 и 3 части металлического внутреннего слоя трубопровода показаны регулярными и симметричными, практически компоненты металлического трубопровода, вероятно, будут асимметричны (как это отражено на фигуре 1). Как правило, для каждой металлической части структуры трубопровода, как правило, две части будут сформированы отдельно и затем объединены.
Как упомянуто выше, металлический внутренний слой трубы предпочтительно является очень тонким, например порядка 0,006 дюйма, таким образом, зазор между внешней поверхностью штампа 50 и внутренней поверхностью матрицы будет иметь подобный же размер, хотя этот размер является только примерным, и изобретение не должно рассматриваться с таким ограничением.
Матрица 40 используется не только для штамповки фактических металлических частей трубы, но также как матрица для опорных блоков 60, использование которых будет описано ниже более подробно. Предпочтительно, опорные блоки 60 изготавливаются из любого подходящего хрупкого материала, например из гипса.
Как описано выше, металлическая часть трубы будет очень тонкой (например, предпочтительно, толщиной порядка 0,006" дюйма), и предпочтительно изготовлена из нержавеющей стали или титана (Ti), хотя также могут использоваться другие металлы, имеющие подобные характеристики и подходящие для данного применения. После того, как обе металлические части (или "оболочки"), например, оболочки 70 были отдельно отштампованы, они объединяются с двумя противоположно направленными оболочками продольной сваркой 80 (например, непрерывным швом), после того, как два соответствующих опорных блока 60 были помещены в соответствующие металлические оболочки.
Опорные блоки 60 служат для создания опоры и жесткости для металлического материала на стадиях процесса изготовления описанного выше трубопровода. Слой 90 из полимерного материала предпочтительно является стеклотканью, пропитанной полиимидной смолой, в виде оного слоя (нескольких слоев, в которых каждый слой имеет толщину приблизительно 0,010 дюйма), нанесенного на внешнюю поверхность металлической трубы, и отвержденной под высокой температурой в соответствующей атмосфере, в течение достаточного количества времени, соответствующего материалу, чтобы гарантировать, что полиимид надежно связывает внешние поверхности металлических оболочек.
Предпочтительно, стеклоткань с полиимидной смолой в ее необработанном состоянии разрезана по желательному шаблону, чтобы соответствовать металлическому внутреннему слою. Многократные слои этой ткани могут использоваться для армирования или увеличения несущей способности по давлению. Как часть процесса отверждения всей металлической/полиимидной сборки, она обертывается усадочной лентой или помещается в вакуум, чтобы спрессовать слои металла/полиимида и связать их друг с другом.
После окончания процесса отверждения гипсовые опоры 60 разрушаются на заключительной части 100, и внутренняя поверхность металлического слоя очищается от остатков органических веществ и антиадгезионного материала (если он применяется).
Приведенное выше описание и чертежи просто объясняют и иллюстрируют изобретение, и изобретение не ограничено этим описанием, что позволяет квалифицированному специалисту осуществить модификацию и изменения, не выходя из объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОПРОВОД, СЕКЦИЯ ТРУБОПРОВОДА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2476751C2 |
| СЛОИСТЫЙ АКУСТИЧЕСКИЙ МАТЕРИАЛ | 2005 |
|
RU2297916C1 |
| ПОКРЫТИЕ ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ ЭТОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2000 |
|
RU2174640C1 |
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВХОДНОГО НАСАДКА ДЛЯ ВХОДНОГО УСТРОЙСТВА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ГАЗОПЕРЕКАЧИВАЮЩИХ АГРЕГАТОВ | 2022 |
|
RU2782763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ФИТИНГОВЫЙ ЭЛЕМЕНТ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВОССТАНОВЛЕНИИ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2753377C2 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2483924C2 |
| МНОГОСЛОЙНАЯ ЛАМИНАТНАЯ ПАНЕЛЬ | 2016 |
|
RU2770825C2 |
Изобретение относится к слоистой структуре трубопровода для газотурбинных двигателей и способу ее изготовления. Структура трубопровода включает самонесущий металлический внутренний слой и полимерный внешний слой. Предпочтительно, тонкий металлический слой представляет собой материал, устойчивый к действию коррозии, такой как антикоррозийная нержавеющая сталь или титан. В предпочтительном примере осуществления изобретения опорный внешний полимерный слой представляет собой стеклоткань, пропитанную полиимидной смолой. Описан способ изготовления слоистой структуры. Изобретение повышает надежность трубопровода. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Слоистая структура трубопровода для передачи воздуха от первого местоположения до второго местоположения в газотурбинном двигателе, содержащая:
металлический внутренний слой; и
полимерный внешний слой, соединенный с внешней поверхностью металлического внутреннего слоя, выполненного самонесущим.
2. Слоистая структура трубопровода по п.1, в которой металлический внутренний слой изготовлен из одного из следующих материалов: нержавеющая сталь, титан.
3. Слоистая структура трубопровода по п.1, в которой полимерный внешний слой изготовлен из полиимида.
4. Слоистая структура трубопровода по п.3, в которой полимерный внешний слой включает, по меньшей мере, один слой стеклоткани, пропитанной полиимидной смолой.
5. Способ создания слоистой структуры трубопровода для передачи воздуха от первого местоположения до второго местоположения в газотурбинном двигателе, включающий следующие стадии:
формирование первой и второй частей металлического внутреннего слоя, каждый из которых имеет внутреннюю поверхность и внешнюю поверхность;
формирование первого и второго хрупких опорных элементов для размещения их в первой и второй частях металлического внутреннего слоя;
размещение первого и второго опорных элементов в первой и второй частях металлического внутреннего слоя, чтобы структурно поддерживать внутреннюю поверхность каждой из первой и второй частей металлического внутреннего слоя соответственно;
выравнивание первой и второй частей металлического внутреннего слоя;
постоянное соединение вместе первой и второй частей металлического внутреннего слоя;
формирование полимерного внешнего слоя на внешних поверхностях первой и второй частей металлического внутреннего слоя;
отверждение полимерного внешнего слоя; и
удаление первого и второго хрупких опорных элементов.
6. Способ по п.5, в котором стадия формирования первого и второго элементов металлического внутреннего слоя включает стадию формирования первого и второго элементов металлического внутреннего слоя из одного из следующих материалов: нержавеющая сталь, титан.
7. Способ по п.5, в котором стадия формирования первого и второго хрупких опорных элементов дополнительно включает стадию формирования первого и второго хрупких опорных элементов из материала типа гипса.
8. Способ по п.5, в котором стадия соединения первого и второго элементов металлического внутреннего слоя включает стадию сварки первого и второго элементов металлического внутреннего слоя.
9. Способ по п.5, в котором в качестве первой и второй частей полимерного внешнего слоя на внешних поверхностях металлического указанного используют полиимид.
10. Способ по п.9, в котором в качестве полимерного внешнего слоя на внешних поверхностях металлического слоя используют стеклоткань, пропитанную полиимидной смолой.
11. Способ по п.10, дополнительно содержащий стадию разрезания необработанной стеклоткани, пропитанной полиимидной смолой, по шаблону, чтобы она соответствовала первой и второй частям металлического внутреннего слоя.
12. Способ по п.5, в котором формирование осуществляют под давлением сборки металл/полимер из соединенных вместе внутреннего и внешнего слоев.
13. Способ по п.12, в котором давление обеспечивают за счет обертывания сборки металл/полимер усадочной лентой.
14. Способ по п.12, в котором формирование сборки металл/полимер осуществляют в вакууме.
15. Способ по п.5, в котором отверждение внешнего полимерного слоя осуществляют введением собранных внутреннего и внешнего слоев в печь и их нагреванием до отверждения внешнего полимерного слоя.
| US 4934412 А, 19.06.1990 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЭКСТРУДИРОВАННОЙ МНОГОСЛОЙНОЙ ТРУБЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ТРУБА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2182868C1 |
| US 3911961 A, 14.10.1975 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 4316072 A, 16.02.1982. | |||

