Изобретение относится к нефтегазовому машиностроению, а именно к процессу производства погружных электрических центробежных насосов для добычи нефти (ЭЦН), и может быть использовано в технологическом процессе изготовления и ремонта указанных насосов.
Известно, что основным критерием оценки механической работоспособности агрегата является его вибрационная характеристика. Вибрационный сигнал обладает широким спектром частот, значительной скоростью распространения и большой информативностью. Анализ вибрационной характеристики позволяет определять работоспособность основных частей агрегата, оценку и прогнозирование их технического состояния, обнаружение дефектов и неисправностей узлов и элементов составных частей агрегата. При этом всегда усилия конструкторов и технологов направлены на снижение уровня (амплитуды) вибрационной характеристики, потому что вибрации, возникающие при работе машин и механизмов, создают дополнительные нагрузки на детали, увеличивают их износ, снижают срок службы изделий. И наоборот, уменьшение уровня вибраций способствует снижению нагрузок и повышению срока службы изделий. Поэтому работа, направленная на уменьшение уровня вибраций, всегда остается актуальной и востребованной в современном машиностроении и приборостроении.
Для уменьшения уровня вибраций машин и механизмов в процессе проектирования при выборе конструкции и технологии изготовления стремятся к достижению весовой симметрии всех движущихся частей путем уравновешивания. Однако в процессе изготовления и эксплуатации деталей и узлов возникают условия, нарушающие симметрию и приводящие к неуравновешенности. Традиционно, для уменьшения неуравновешенности производят балансировку тел вращения путем изменения их массы или геометрии (М.Е.Левит, В.М.Рыженков, Балансировка деталей и узлов, М., Машиностроение», 1986 г., стр.6) [1]. Параметрической характеристикой неуравновешенности является дисбаланс - векторная величина, равная произведению неуравновешенной массы на ее эксцентриситет. Дисбаланс полностью определяется значением и углом (стр.9 [1]). Для уменьшения дисбаланса ротора производят корректировку масс в одной или нескольких точках одной плоскости коррекции, либо в нескольких параллельных плоскостях коррекции одновременно или последовательно в каждой плоскости. Корректировку масс осуществляют удалением, добавлением или перемещением масс ротора (стр.29, 30 [1]), при этом применяют специальные термины, такие как начальный и остаточный дисбаланс, т.е. дисбаланс до и после корректировки масс. Уравновешивание роторов - это очень трудоемкий технологический процесс, требующий специального оборудования и высокой квалификации исполнителя. При этом не всегда возможно осуществлять удаление или добавление массы ротора, связанное с конструктивными особенностями роторов (рабочие лопатки турбомашин) или экономическая нецелесообразность (большое количество рабочих колес ЭЦН), поэтому приходится применять и искать нетрадиционные пути уравновешивания роторов.
Известен, например, способ расстановки лопаток ротора турбомашины, предназначенный для предварительной балансировки рабочих колес роторов в процессе их сборки (RU 2355889, опубл. 2009 г.) [2]. Способ предназначен для статической балансировки роторов турбомашины, на дисках рабочих колес которых смонтированы широкохордные закрученные лопатки. Конструктивной особенностью роторов турбомашин, важной для балансировки, является то, что отношение диаметра рабочего колеса к длине ротора составляет у них от 2-х до 0,5, поэтому известный способ должен учитывать величину дисбаланса диска, разность масс лопаток, а также то, что из-за сложной геометрической формы рабочих лопаток, центр их масс находится в каком-то интервале, лопатки при одинаковой массе, но различных расположениях центра масс создают разные величины центробежных сил при вращении ротора и т.д.
При данном способе сначала измеряют радиальный, тангенциальный и осевой статические моменты лопаток, предназначенных для оснащения ротора, определяют суммарный статический момент каждой лопатки, классифицируют их в пары, отбирая из множества лопаток пары с наибольшими или наименьшими значениями суммарных статических моментов и затем устанавливают выбранные пары лопаток на роторе, начиная с пары с наибольшими значениями суммарных статических моментов лопаток, в порядке убывания значений суммарных статических моментов лопаток в парах, при этом после установки каждой пары лопаток изменяют направление обхода ротора, а лопатки с наибольшими суммарными статическими моментами в соседних парах располагают в противоположных полуплоскостях диска ротора.
Таким образом, на этапе сборки ротора известный способ уравновешивает одно рабочее колесо ротора турбомашины путем такой расстановки лопаток на диске этого колеса, которая позволяет уравновесить его до минимально допустимой величины, то есть добиться его минимального начального дисбаланса. Для этого лопатки раскладывают с учетом (точнее компенсацией) дисбаланса диска, т.е. принимая составное рабочее колесо, состоящее из диска, лопаток и других конструктивных элементов за единую деталь.
В частном случае реализации этого способа для ротора, имеющего не менее двух рабочих колес, определяют направление вектора суммы векторов суммарных статических моментов лопаток каждого рабочего колеса и расставляют рабочие колеса таким образом, чтобы векторы сумм суммарных статических моментов лопаток соседних колес были противоположно направлены. Иными словами, для того чтобы компенсировать статические части неуравновешенности ротора, два рабочих колеса разворачивают относительно друг друга таким образом, чтобы их начальные дисбалансы были направлены в противоположные стороны. Этот прием позволит уменьшить статическую составляющую величины начального дисбаланса ротора и количество балансировочных грузов, и этим снизить массу ротора. Однако, принимая во внимание конструктивные особенности ротора турбомашины, а именно отношение диаметра рабочего колеса к длине ротора, при разворачивании двух рабочих колес относительно друг друга таким образом, чтобы остаточные их дисбалансы были направлены в противоположные стороны, увеличивается величина моментной составляющей начального дисбаланса ротора, которая потребует компенсации на втором этапе его балансировки. В пользу необходимости второго этапа балансировки в известном способе свидетельствует и стремление в нем к уменьшению количества балансировочных грузов.
Таким образом, частный случай использования известного способа для ротора, имеющего не менее двух рабочих колес, не уравновешивает ротор на этапе его сборки, т.к. добиться компенсации дисбалансов каждого из рабочих колес расстановкой лопаток крайне трудоемко, если вообще возможно. Поэтому дисбалансы соседних рабочих колес компенсируют удалением или добавлением массы ротора.
Однако, если конструкция рабочих колес с лопатками и отношением диаметра рабочего колеса к длине ротора от 2-х до 0,5 позволяет использовать такой прием компенсации, то безлопаточная конструкция рабочих колес ЭЦН с отношением диаметра рабочего колеса к длине ротора от 0,012 до 0,008 - нет. Более того, конструкция центробежного насоса вообще не предусматривает возможности уравновешивания ротора в сборе. По этим причинам известный способ для уравновешивания роторов скважинных центробежных насосов неприменим.
Роторы ЭЦН, имеющие большую длину и малые диаметры, особенно трудно поддаются уравновешиванию и, возможно, по этой причине при изготовлении и ремонте вообще не балансируются. Между тем, практические работы по определению величины дисбаланса после изготовления и ремонта рабочих колес ЭЦН показали наличие дисбаланса в интервале значений 5,7-31,4 г*мм, что при массе рабочего колеса в 163-165 г является столь значительным, что будет оказывать основное влияние на величину виброскорости собранного ЭЦН. Рабочее колесо ЭЦН представляет собой деталь сложной геометрической формы, диаметр которой в 3-5 раз превышает ширину. Наличие дисбаланса у такой детали неизбежно, притом, что величина и угол дисбаланса рабочих колес носят случайный характер. Конструкция ЭЦН такова, что, например, при длине насоса 6000 мм с 217-ю ступенями и 13-ю промежуточными подшипниками, расстояние между соседними рабочими колесами составляет 26 мм. Известные на практике, традиционные технологические процессы изготовления и ремонта насосов ЭЦН операций по уравновешиванию рабочих колес и роторов не содержат. Обычно после сборки насосы подвергают испытанию на наличие вибраций на специальных испытательных стендах и те насосы, виброскорость которых превышает допустимую, подвергают простой переборке до тех пор, пока не добьются допустимой величины виброскорости. Даже если конструктивно предусмотреть возможность корректировки массы рабочего колеса насоса, то технологический процесс по уменьшению дисбаланса каждого из предназначенных для насоса рабочих колес будет трудоемким, из-за большого числа рабочих ступеней.
Заявленный способ разработан с учетом конструктивных особенностей ЭЦН, позволяющих принять за единую деталь пару рабочих колес с общим минимальным дисбалансом. Для этого при сборке ротора на вал насоса устанавливают пары рабочих колес, которые подбирают таким образом, чтобы в каждой паре колеса имели равный или близкий по величине, но противоположный или близкий к нему по направлению дисбаланс. Статическая составляющая величины дисбаланса каждой такой пары будет близка к нулю, а величина моментной составляющей - незначительной из-за малого расстояния между рабочими колесами. В результате, заявленный способ позволяет уравновесить ротор в процессе его сборки без необходимости уравновешивания каждого из его рабочих колес и последующего уравновешивания уже собранного ротора (Примечание: поскольку предлагаемый способ не предусматривает изменение дисбаланса рабочих колес, а только определение его величины, то в данном случае понятия начального и остаточного дисбаланса тождественны, поэтому применяемый термин «дисбаланс» означает величину замеренного имеющегося дисбаланса рабочих колес).
Сведений об уравновешивании роторов ЭЦН путем упорядоченной расстановки рабочих колес ЭЦН в соответствии с каким-либо параметром имеющегося дисбаланса заявителем не обнаружено. Новый технический результат, достигаемый заявленным способом, заключается в увеличении межремонтного периода насоса за счет снижения виброскорости насоса при минимальной трудоемкости технологического процесса уравновешивания его ротора.
Способ осуществляли следующим образом. Уравновешивание ротора производили на ЭЦН 2 ВННП 5-59 1200/01-00, не прошедшего испытание по превышению виброскорости, величина которой составила 5,3 мм/с.
Данные насоса: тип - центробежно-вихревой; габарит - 5-й; марка 2ВННП 5-59 1200/01-001, ТУ 3665-015-12058737-2006; масса 218 кг; производительность 59 м3/сут; напорность - 1200 м (водяного столба); рабочие ступени двухопорной конструкции; изготовлены методом порошковой металлургии; длина насоса 6 метров; количество ступеней 217; промежуточных подшипниковых опор - 13; допустимая виброскорость - не более 4,0 мм/с.
После разборки насоса рабочие колеса укладывали в так называемые «сортовики» с пронумерованными ячейками от №1 до №217 в порядке возрастания. Последовательно, согласно номерам ячеек, на дорезонансном балансировочном станке методом статической балансировки в динамическом режиме определяли величину и направление вектора дисбаланса каждого из уложенных в ячейки сортовика колес. Величины измерений были сведены в таблицу. По данным таблицы методом сортировки и перебора (с применением Excel) были подобраны пары рабочих колес, имеющих близкий по величине, но противоположный или близкий к нему по направлению дисбаланс.
Перед сборкой насоса для исключения ошибок и большей технологичности операции, отобранные таким образом пары рабочих колес, были переложены в другой «сортовик». При нечетном количестве рабочих колес без пары оставляли рабочее колесо с наименьшей величиной дисбаланса.
Собранный таким образом насос имел виброскорость 1,1 мм/с.
Аналогичным образом было проведено уравновешивание ротора насоса 2ВННП 5-79 1450/01-001, не прошедшего испытание по превышению виброскорости, величина которой составила 4,9 мм/с.
Данные насоса: тип - центробежно-вихревой; габарит - 5-й; марка 2ВННП 5-79 1450/01-001, ТУ 3665-015-12058737-2006; масса 255 кг; производительность 79 м3/сут; напорность - 1450 м (водяного столба); рабочие ступени двухопорной конструкции; изготовлены методом порошковой металлургии; длина насоса 6 метров; количество ступеней 223; промежуточных подшипниковых опор - 13; допустимая виброскорость - не более 4,0 мм/с. После сборки виброскорость насоса составила 0,9 мм/с.
Таким образом, результатом практического применения заявленного способа является снижение вибраций насосов в 5 раз, что позволит увеличить межремонтный период ЭЦН в 1,5-2 раза.
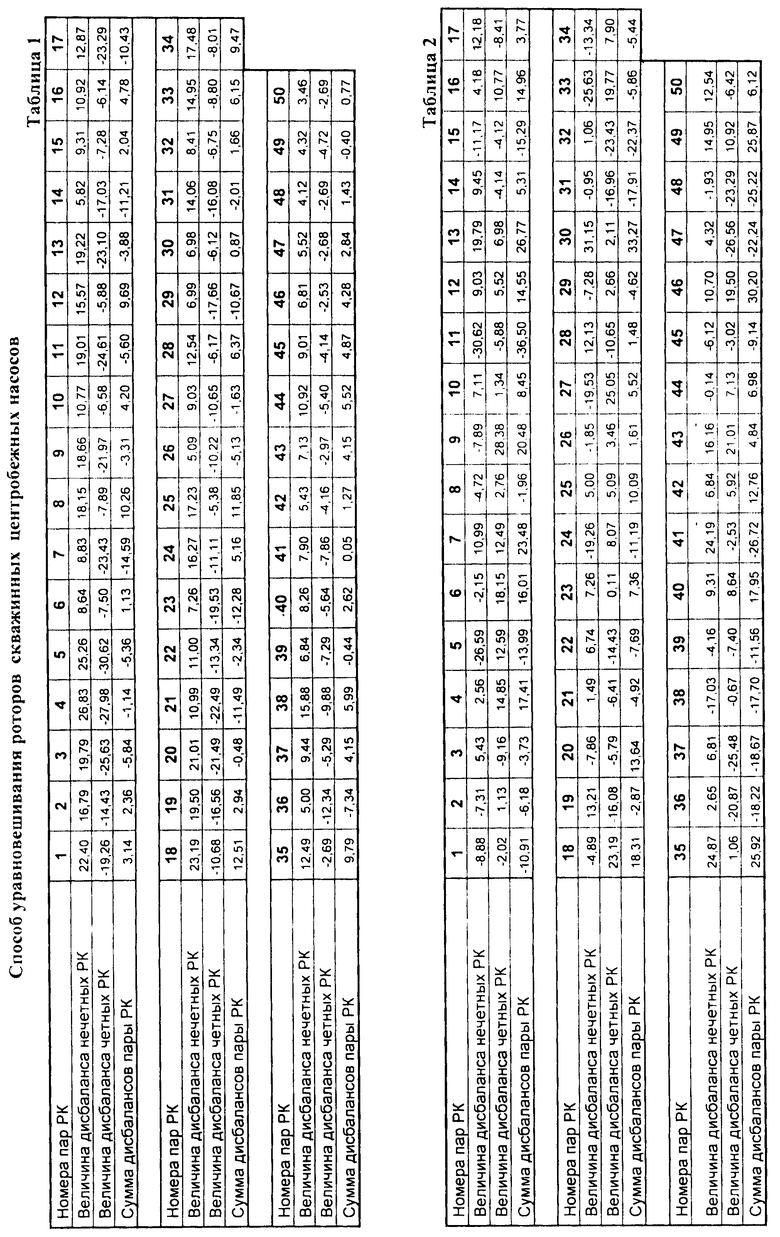
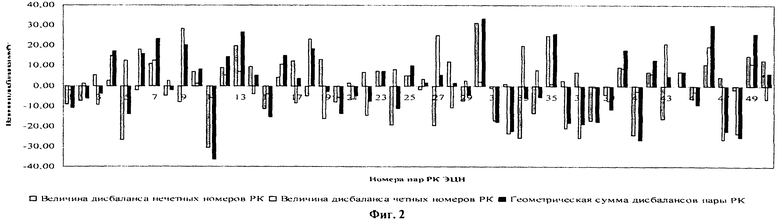
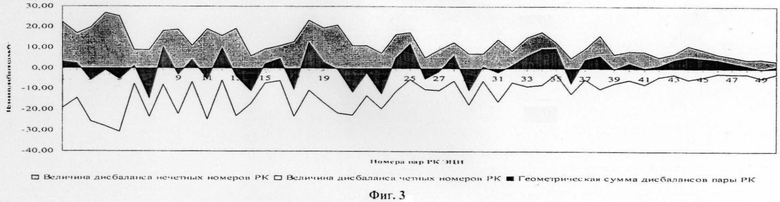
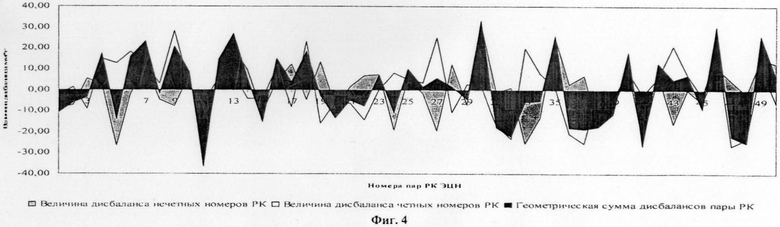
Заявленный способ иллюстрируется таблицами и диаграммами, содержащими данные о дисбалансе 100 первых рабочих колес ротора (РК), то есть 50 пар РК. В таблице 1 приведены данные о величине дисбаланса нечетных и четных РК, а также о сумме дисбалансов пар рабочих колес, установленных в процессе сборки согласно новому способу. В таблице 2 приведены аналогичные данные для 50 пар РК, собранных без использования заявленного способа, то есть до переборки насоса. Данные таблиц проиллюстрированы диаграммами дисбалансов (фиг.1-4), где по оси абсцисс обозначены номера пар РК, а на оси ординат - величина дисбаланса, при этом серым цветом обозначены столбики или области, отражающие величину дисбаланса нечетных номеров РК, белым - величину дисбаланса четных номеров РК, черным цветом - геометрическую сумму дисбалансов пар РК. На фиг.1 приведена линейчатая диаграмма, наиболее наглядно отражающая величины и направление дисбалансов 50 пар колес, собранных с использованием заявленного способа, на фиг.2 - то же без использования способа. Из представленных данных видно, что суммарные дисбалансы пар РК, собранных с использованием нового способа, имеют максимальное значение от минус 14,59 до плюс 12,51 (пары 7 и 19), а суммарные дисбалансы пар РК, собранных без использования нового способа - от минус 36,50 до плюс 33,27 (пары 11 и 30). На фиг.3 представлена так называемая диаграмма с областями, отражающая сумму дисбалансов соседних пар РК, собранных с использованием заявленного способа по всей длине линейки из 50 пар РК. На фиг.4 - то же без использования нового способа. Из диаграммы на фиг.3 наглядно видно, что дисбалансы колес в парах компенсируются, что приводит к уравновешиванию ротора в целом.
В приведенном примере представлены данные по дисбалансам разобранных рабочих колес, принадлежащим только ремонтируемым насосам. Однако для уравновешивания роторов заявленным способом при ремонте и изготовлении насосов могут подбираться рабочие колеса не с одного и того же насоса, а из банка данных, который может быть создан для этих целей. В этом случае можно подбирать пары рабочих колес с полным совпадением величины и противоположности вектора дисбаланса, то есть с нулевым суммарным дисбалансом, что позволит добиться наиболее полного уравновешивания ротора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ балансировки рабочих колес роторов турбомашин | 1984 |
|
SU1185140A1 |
| Способ автоматической многовекторной балансировки рабочих колёс турбомашин и устройство для его реализации | 2022 |
|
RU2789214C1 |
| Способ сборки и балансировки высокооборотных роторов и валопроводов авиационных газотурбинных двигателей и газоперекачивающих агрегатов | 2022 |
|
RU2822671C2 |
| СПОСОБ РАССТАНОВКИ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2007 |
|
RU2355889C2 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ЛОПАТОК РАБОЧЕГО КОЛЕСА ТУРБОМАШИНЫ | 2014 |
|
RU2590983C2 |
| Способ уравновешивания рабочих колес роторов лопаточных машин | 1984 |
|
SU1185139A1 |
| СПОСОБ НИЗКООБОРОТНОЙ БАЛАНСИРОВКИ МАССЫ И АЭРОДИНАМИКИ ВЫСОКООБОРОТНОГО ЛОПАТОЧНОГО РОТОРА | 2009 |
|
RU2419773C2 |
| СПОСОБ РАССТАНОВКИ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2006 |
|
RU2317418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Способ балансировки зубчатого механизма | 1975 |
|
SU578573A1 |
Заявленное изобретение относится к машиностроению, в частности к процессам изготовления и ремонта центробежных насосов. Способ характеризуется тем, что при сборке ротора на вал насоса устанавливают пары рабочих колес, подобранных таким образом, чтобы в каждой паре колеса имели равный или близкий по величине, но противоположный или близкий к нему по направлению дисбаланс. Технический результат заключается в увеличении межремонтного периода насоса за счет снижения вибраций насоса при уменьшении трудоемкости процесса уравновешивания ротора. 4 ил.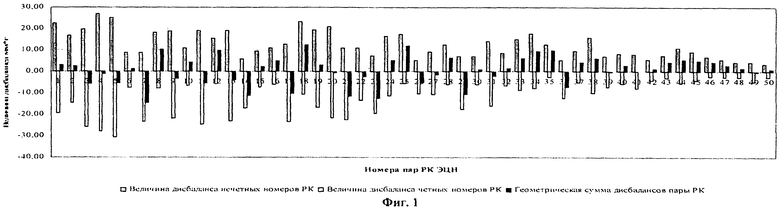
Способ уравновешивания роторов скважинных центробежных насосов, характеризующийся тем, что при сборке ротора на вал насоса устанавливают пары рабочих колес, подобранных таким образом, чтобы в каждой паре колеса имели равный или близкий по величине, но противоположный или близкий к нему по направлению дисбаланс.
| СПОСОБ РАССТАНОВКИ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2007 |
|
RU2355889C2 |
| СПОСОБ РАССТАНОВКИ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2006 |
|
RU2317418C1 |
| Способ балансировки роторов | 1985 |
|
SU1260703A1 |
| Способ балансировки ротора | 1986 |
|
SU1320674A1 |
| Способ балансировки рабочих колес роторов турбомашин | 1984 |
|
SU1185140A1 |

