Изобретение относится к области машиностроения и может быть использовано в различных отраслях народного хозяйства для суперпрецизионной обработки резанием (например, алмазным шлифованием), преимущественно, тонких пластин с повышенными требованиями по точности и качеству обработки, в частности, полупроводниковых (кремниевых) пластин для производства полупроводниковых интегральных микросхем ("ЧИПов").
Развитие машиностроения в области субмикрометрического и нанотехнологического диапазонов точности является доминирующим фактором последних лет. По мнению зарубежных и отечественных специалистов, к 2000-му году эта проблема станет главной, так как задачи в ряде областей непосредственного жизнеобеспечения людей выдвинут требования к размерной точности до 1 - 2 мкм на длине 1м, к точности формообразования 0,01 мкм па площади 20 х 20 мм2 и параметру шероховатости поверхности Ra = 1 им.
В частности, в течение ближайших 10 - 20 лет будут формироваться новые направления: в области здравоохранения и биологии - электронные сенсоры туннельного типа и фотонный сканирующий микроскоп туннельного типа; в области астрофизики - асферическая оптика; в области машиностроения наноцентры с высоким уровнем автоматизации для обработки определяющих точность деталей станков, элементов гидро- и пневмооборудования, деталей двигателей внутреннего сгорания; в области микроэлектроники и бытовой техники - детали видеотехники, записывающие и считывающие головки для лазерных дисков, полупроводниковые интегральные микросхемы и многое другое.
Перечисленные задачи требуют создания новых технологий, обуславливающих, в свою очередь, применение и создание алмазного инструмента различного типа: от абразивного с различной зернистостью алмазного порошка, до лезвийного алмазного с высоким качеством режущих кромок.
Известен способ и устройство прецизионной двусторонней обработки плоских изделий (полупроводниковых пластин, преимущественно в виде дисков, согласно которому между оппозитно расположенными рабочими поверхностями (торцевыми) двух вращающихся (совместно со шпинделями) режущих инструментов (абразивных кругов) размещают обрабатываемое изделие таким образом, что ось вращения абразивных инструментов (и, соответственно, шпинделей) расположена за пределами обрабатываемой поверхности изделия (т.е. обрабатываемое изделие в процессе его базирования и последующей обработки размещается и периферийной зоне абразивных инструментов). Базирование обрабатываемого изделия, в данном случае, осуществляется по плоскости рабочей поверхности абразивного инструмента (US, N 5110428, кл. C 25 F 3/30, 1992 г.).
К недостаткам данной известной из уровня техники конструкции станка для прецизионной двухсторонней обработки плоских изделий (типа дисков) следует отнести следующее:
рассматриваемая конструкция предусматривает контакт шлифовального круга со всей площадью обрабатываемой поверхности изделия (детали, заготовки), следовательно, в процессе обработки возникают большие нагрузки в зоне резания; в результате этого происходит нагрев детали, снижающий точность обработки (см. Машиностроение, энциклопедия в сорока томах, под редакцией чл.-кор. Академии технологических техн. наук РФ, д-ра техн.наук Б.И. Черпакова, М.: Машиностроение, 15.03.1999 г., том IV-7, стр. 578) /1/;
- обработка изделий больших типоразмеров (например, кремниевых пластин диаметром 300 мм для производства "ЧИПов" полупроводниковых интегральных микросхем) при использовании рассматриваемой конструкции станка повлечет за собой применение абразивных кругов с диаметром, примерно в три раза превышающим диаметр обрабатываемого изделия (т.е. около 900 мм), в связи с чем использование данной конструкции является неприемлемым для обработки изделий большого диаметра с использованием алмазного абразивного инструмента как с экономической точки зрения (высокая стоимость алмазного инструмента), так и с конструкторско-технологической концепции, поскольку основное преимущество алмазного точения (резания), заключается в обеспечении возможности достижения в процессе обработки чистоты (шероховатости) поверхности не ниже 14-го класса при высоких (40 м/с и выше) скоростях резания (т.е. вращения алмазных абразивных инструментов), что является неприемлемым для шлифовальных кругов большого диаметра, ввиду сложности их балансировки для использования при вышеуказанных режимах обработки (скоростях резания).
Извести станок дня двухстороннего шлифования плоских изделий, включающий станину с двумя оппозитно расположенными вертикальными стойками, на которых жестко закреплена траверса для установки на ней, по меньшей мере, двух автономно управляемых шпинделей со шлифовальными кругами. В качестве средств базирования обрабатываемых изделий в данной конструкции используются непосредственно рабочие поверхности дополнительных шлифовальных кругов, установленных в смонтированных на станине дополнительных шпинделях (оппозитно вышеупомянутым шпинделям). При этом средства фиксации изделий и подачи их в зону обработки выполнены в виде совершающих плоскопараллельное перемещение (относительно шпинделей) кондукторов с эксцентрично расположенными (относительно их осей вращения и осей вращения шпинделей) отверстиями для установки обрабатываемых изделий (US, N 5123214, кл. В 24 В 49/00, 1992 г.).
К недостаткам данного известного из уровня техники объекта (наряду с вышеупомянутыми) целесообразно отнести то, что вследствие установки (и последующего перемещения между шлифовальными кругами) обрабатываемых изделий в кондукторах накладывается ограничение на минимальную толщину изделий, подлежащих обработки. То есть, ограничиваются функциональные возможности станка ввиду того, что на нем допустимо осуществлять обработку изделий с толщиной, значительно превышающей толщину кондуктора.
Наиболее близким по технической сущности аналогом заявленного изобретения является станок для одностороннего шлифования плоских изделий, включающий станину с двумя оппозитно расположенными вертикальными стойками, расположенный между стойками стол с вращающейся планшайбой, оснащенной средствами базирования и фиксации обрабатываемых изделий, а также два автономно управляемых шпинделя для установки шлифовальных кругов) смонтированных с возможностью возвратно-поступательного перемещения относительно стоек поперек обрабатываемой поверхности изделия (см. /1/, стр. 577).
Как и в ранее описанных случаях, к недостаткам данного известного плоскошлифовального станка с круглым столом и вертикальными шпинделями необходимо отнести следующее:
- вследствие контакта шлифовального круга со значительным участком площади обрабатываемой поверхности изделия в процессе обработки возникают большие нагрузки в зоне резания; в результате этого происходит нагрев детали, снижающий точность обработки (см. /1/);
- обработка изделий больших типоразмеров (например, кремниевых пластин диаметром 300 мм для производства "ЧИПов" полупроводниковых интегральных микросхем) при использовании рассматриваемой конструкции станка повлечет за собой применение абразивных кругов с диаметром, превышающим диаметр обрабатываемого изделия; в связи с чем использование данной конструкции является практически неприемлемым для обработки изделий большого диаметра с использованием алмазного абразивного инструмента как с экономической точки зрения (высокая стоимость алмазного инструмента), так и с конструкторско-технологической концепции, поскольку основное преимущество алмазного точения (резания), заключается в обеспечении возможности достижения в процессе обработки чистоты (шероховатости) поверхности не ниже 14-го класса при высоких (40 м/с и выше) скоростях резания (т.е. вращения алмазных абразивных инструментов), что является технологически малоприемлемым для шлифовальных кругов большого диаметра, ввиду сложности их балансировки для использоания при вышеуказанных режимах обработки (скоростях резания).
В основу заявленного изобретения была положена задача создания такого станка для шлифования (преимущественно - алмазного) плоских изделий (преимущественно, типа пластин с диаметром до 300 мм и толщиной 0,6 - 0,8 мм), который бы позволял осуществлять суперпрецизионную (не ниже 14-го класса /Rt = 0,02... 0,03 мкм/) обработку плоских изделий различных типоразмеров (как по диаметру, так и по толщине) при снижении технико-экономических затрат на осуществление данного вида обработки.
Поставленная задача решается посредством того, что станок для шлифования плоских изделий, включающий станину с двумя оппозитно расположенными вертикальными стойками, расположенный между стойками стол с вращающейся планшайбой, оснащенной средствами базирования и фиксации обрабатываемых изделий, а также два автономно управляемых шпинделя для установки шлифовальных кругов, смонтированных с возможностью возвратно-поступательного перемещения относительно стоек поперек обрабатываемой поверхности изделия, согласно изобретению снабжен траверсой, жестко связанной с вертикальными стойками; каждый шпиндель кинематически связан с траверсой посредством установленной в траверсе с возможностью возвратно-поступательного перемещения оси и рычага, смонтированного на упомянутой оси с возможностью ограниченного поворота вдоль обрабатываемой поверхности изделия совместно со шпинделем; каждый шпиндель установлен в зоне свободного конца соответствующего рычага с возможностью осуществления относительно последнего возвратно-поступательного микроперемещения поперек обрабатываемой поверхности изделия посредством автономного привода микроперемещений, который адаптивно связан с расположенным в зоне обработки датчиком активного контроля обрабатываемой поверхности изделия, а средства базирования и фиксации обрабатываемых изделий выполнены в виде установленной на базовой поверхности планшайбы сменной плиты с эксцентрично встроенными относительно оси вращения планшайбы вакуумными патронами.
Для осуществления упомянутых микроперемещений целесообразно каждый шпиндель устанавливать в зоне свободного конца соответствующего рычага на мембранной подвеске, а его (шпинделя) автономный привод микроперемещений выполнять в виде пьезоэлектрического или магнитострикционного преобразователя, который неподвижно установлен относительно упомянутого рычага с возможностью силового механического взаимодействия исполнительного элемента преобразователя со шпинделем.
Оптимально оси ограниченного поворота рычагов располагать в одной плоскости с осью вращения планшайбы, а угол упомянутого поворота ограничить 90o.
Совершенно очевидно, что практически каждый признак патентуемою устройства в отдельности широко известен из "уровня техники" (в том числе и используемого Заявителем в материалах настоящей заявки). Однако поставленная задача может быть решена исключительно за счет отраженной в основном пункте (п.1) формулы изобретения совокупности необходимых и достаточных признаков.
Следовательно, отраженнная в формуле изобретения совокупность известных из уровня техники признаков обеспечивает в патентуемом объекте изобретения синергетический (сверхсуммарный) результат за счет определенной (необходимой и достаточной для реализации поставленной задачи) взаимосвязи изложенных в п. 1 формулы изобретения признаков.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками и связями между ними, идентичными всем существенным признакам заявленного изобретения, а выбранный из перечня выявленных аналогов прототип, как наиболее близкий по совокупности признаков аналог, позволил выявить совокупность существенных, по отношению к усматриваемому заявителем техническому результату, отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует критерию патентоспособности НОВИЗНА по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию критерия патентоспособности ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ заявитель провел дополнительный поиск известных технических решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение усматриваемого заявителем технического результата.
В частности, заявленным изобретением не предусматриваются следующие преобразования известного объекта-прототипа:
- дополнение известного объекта каким-либо известным признаком, присоединяемым к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
- замена какого-либо признака известного объекта другим известным признаком для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какого-либо признака известного объекта с одновременным исключением обусловленной наличием этого признака функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных признаков в известном объекте для усиления технического результата, обусловленного наличием в объекте именно таких признаков;
- выполнение известного объекта или его части из известного материала для достижения технического результата, обусловленного известными свойствами материала;
- создание объекта, включающего известные признаки, выбор которых и связь между ними осуществлены на основании известных правил и достигаемый, при этом технический результат обусловлен только известными свойствами признаков этого объекта и связей между ними.
Следовательно, заявленное изобретение соответствует требованию критерия патентоспособности ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ по действующему законодательству.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
- объект, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в промышленности, а именно в области обработки изделий резанием (преимущественно - алмазным шлифованием);
- для заявленного объекта изобретения в том виде, как оно охарактеризовано в независимом пункте нижеизложенной формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники па дату приоритета средств и методов;
- объект, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию критерия патентоспособности ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ по действующему законодательству.
Изобретение иллюстрируется следующими графическими материалами.
На фиг.1 показана принципиальная схема станка.
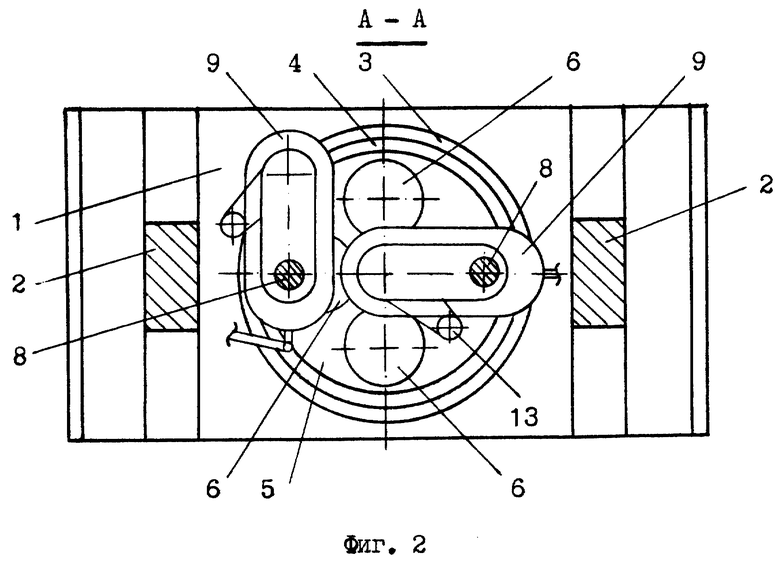
На фиг. 2 - сечение А-А по фиг. 1.
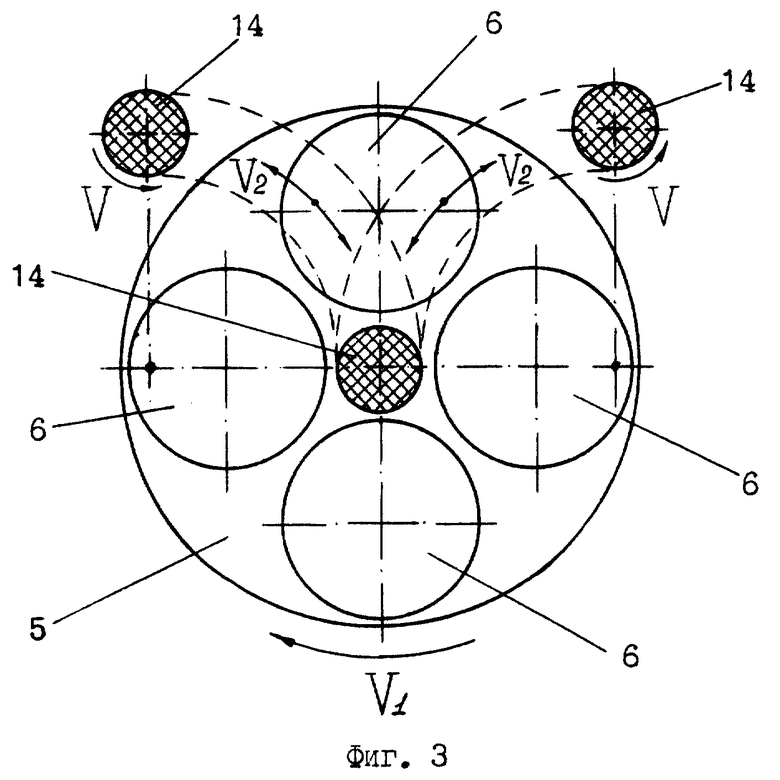
На фиг. 3 - принципиальная схема обработки.
Станок для шлифования плоских изделий включает следующие основные детали и узлы.
На станине 1 между вертикальными стоиками 2 размещена опора в виде стола 3, на котором смонтирована вращающаяся (преимущественно, в гидростатических подшипниках) по стрелке V1 планшайба 4. Обеспечение вращения планшайбы 4 может быть, например, осуществлено посредством привода от электродвигателя через двухступенчатую зубчатую передачу (на чертежах условно не показаны). На планшайбе 4 жестко закреплена сменная (в зависимости от диаметра обрабатываемых изделий) плита 5 с эксцентрично (относительно оси вращения планшайбы 4) встроенными в нее вакуумными патронами 6. Вакуумный прижим обрабатываемых изделий к установочной поверхности патронов 6 осуществляется через систему каналов откачки и систему отверстий (или пор) в патронах 6, связанных с вакуумным насосом (на чертежах условно не показаны).
На вертикальных стойках 2 жестко закреплена траверса 7, в которой смонтированы с возможностью автономного возвратно-поступательного макроперемещения (т.е. перемещения на величину более 1 мм) по стрелке S оси 8. Механизмы автономных макроперемещений осей 8 встроены в траверсу 7 и могут приводится в действие, например, от электродвигателя через червячную и винтовую передачи (на чертежах условно не показали).
Оси 8 служат для подвески (преимущественно, на гидростатических опорах) качающихся (преимущественно в пределах 90o) вдоль поверхности обрабатываемых изделий рычагов 9. Качательное перемещение (по стрелке V2) рычагов 9 может быть осуществлено, например, посредством гидроцилиндров 10, закрепленных на вертикальных стойках 2. Как правило, оси ограниченного поворота рычагов 9 располагают в одной плоскости с осью вращения планшайбы.
В зоне свободного конца каждого рычага 9 установлен (преимущественно, в аэростатических подшипниках) шпиндель 11 (с приводом вращения по стрелке V, например, от электродвигателя 12 через ременные передачи 13), несущий шлифовальный круг 14 (преимущественно, чашечный алмазоносный шлифовальный круг). Кроме того, каждый шпиндель 11 установлен с возможностью осуществления (относительно соответствующего рычага 9) автономного возвратно-поступательного микроперемещения (по стрелке S1) посредством собственного (автономного) привода микроперемещений, который, в свою очередь, адаптивно связан с расположенным в зоне обработки датчиком активного контроля (на чертежах условно не показан) обрабатываемой поверхности изделия.
В случае установки шпинделей 11 в рачатах 9 на мембранной подвеске автономные приводы микроперемещений шпинделей 11 могут быть выполнены в виде пьезоэлектрических или магнитострикционных преобразователей 15 (позиционеров), которые неподвижно закрепляются относительного соответствующего рычага 9 с возможностью силового механического взаимодействия исполнительных элементов этих преобразований со шпинделями 11.
Принцип работы заявленного станка для шлифования плоских изделий заключается в следующем.
Обрабатываемые изделия устанавливаются на базовую поверхность каждого из вакуумных патронов 6 (выполненных, преимущественно, из пористой керамики) и прижимаются к упомянутой поверхности вакуумом с регулируемым разряжением 0,5 - 0,2 атм. Планшайба 4 (например, диаметром 800 мм) приводится во вращение с регулируемым (в диапазоне 50 - 300 об/мин) числом оборотов. Алмазный инструмент (преимущественно в виде чашечного шлифовального круга 14 с диаметром 150 мм) устанавливается в каждый шпиндель 11, также с регулируемой до 5100 об/мин скоростью вращения (при этом скорость резания составит до 40 м/с). При этом на один из шпинделей 11 устанавливается алмазный (алмазоносный) инструмент для предварительного шлифования со снятием основной части припуска, а на другой шпиндель 11 устанавливается алмазный инструмент для чистовой обработки изделия с особо тонкой зернистостью алмазного абразива для получения высокого класса шероховатости и точности обрабатываемой поверхности.
Перемещение шпинделей 11 осуществляется поочередно по дуговой траектории (по стрелке V2). На каждый ход шпинделя 11 (для предварительной обработки со снятием основной части припуска) от периферии планшайбы 4 к ее центру и обратно осуществляется микроподача шпинделя 11 на изделие. Последний двойной ход этого шпинделя 11 осуществляется без упомянутой подачи (процесс выхаживания). Пока рассматриваемый шпиндель 11 осуществляет свой полный съем припуска, второй шпиндель 11 (для чистовой обработки) выведен за периферию планшайбы 4 и наоборот.
Перемещающийся по дуговой траектории (по стрелке V2) бесконтактный датчик системы активного контроля отслеживает соответствующие параметры поверхности шлифования и по его информации осуществляется микроперемещение шпинделя 11 (по стрелке S1) в заданном направлении во время рабочего хода шпинделя по дуговой траектории (например, посредством привода микроперемещений выполненного в виде магнитострикционного позиционера). Это позволяет обеспечить компенсацию температурных, силовых и иных погрешностей (как поверхности изделия, так и системы СПИД станка) в процессе цикла обработки.
Чистовая обработка изделия (осуществляемая вторым шпинделем 11), а также правка алмазного инструмента осуществляется теми же движениями (перемещениями) инструмента.
Обработка противоположной плоской поверхности обрабатываемого изделия осуществляется аналогичным (вышеописанному) способом после базирования изделия (посредством его переворота) на установочной поверхности вакуумного патрона 6 по ранее обработанной поверхности этого изделия.
Совершенно очевидно, что данный станок целесообразно использовать в совокупности с широко известной системой числового программного управления.
Экспериментальная проверка промышленной реализации патентуемого изобретения была осуществлена при обработке кремниевых пластин с диаметром 300 мм и толщиной 800 мкм. Величина припуска на сторону составляла 30 мкм. Обработка осуществлялась чашечным алмазным шлифовальным кругом (на керамической связке) с диаметром 150 мм. Скорость резания (вращения инструмента по стрелке "V") составляла 40 м/с, скорость вращения планшайбы составляла 150 об/мин, дуговая подача (по стрелке "V2") изделия в зону обработки - 3 м/мин.
В результате произведенной обработки кремниевой пластины обработанные поверхности (по всей площади обработки) соответствовали 14-му классу чистоты (Rt = 0,02...0,03 мкм), а локальная неплоскостность на квадрате 20 x 20 мм2 (также по всей площади обработки) составляла не более 0,1 мкм.
Таким образом, заявленное изобретение может быть широко использовано в различных областях техники для получения изделий с повышенными требованиями по точности и качеству обработки, например, при обработки кремниевых пластин для производства полупроводниковых интегральных микросхем ("ЧИПов").
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕЦИЗИОННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ РЕЗАНИЕМ | 1999 |
|
RU2167041C1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ИЗДЕЛИЙ РЕЗАНИЕМ | 1999 |
|
RU2165349C1 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ ПРОИЗВОДСТВА ЦЕННЫХ БУМАГ | 2000 |
|
RU2172679C1 |
| ВАКУУМНОЕ УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ИЗДЕЛИЙ | 1998 |
|
RU2139179C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ | 1997 |
|
RU2129960C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| МАГНИТОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ (ВАРИАНТЫ) | 1997 |
|
RU2120177C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА НА ПОВЕРХНОСТИ ФУНКЦИОНАЛЬНОГО СЛОЯ | 1999 |
|
RU2164707C1 |
Изобретение относится к области машиностроения и может быть использовано в различных отраслях народного хозяйства для суперпрецизионной обработки резанием преимущественно тонких пластин. Станок содержит станину с двумя оппозитно расположенными вертикальными стойками, между которыми расположен стол с вращающейся планшайбой. Средства базирования и фиксации обрабатываемых изделий выполнены в виде установленной на базовой поверхности планшайбы сменной плиты с эксцентрично встроенными относительно оси вращения планшайбы вакуумными патронами. Два автономно управляемых шпинделя для установки шлифовальных кругов смонтированы с возможностью возвратно-поступательного перемещения относительно стоек поперек обрабатываемой поверхности. Каждый шпиндель кинематически связан с траверсой, жестко связанной с вертикальными стойками, посредством оси, установленной с возможностью возвратно-поступательного перемещения, и рычага, смонтированного на упомянутой оси с возможностью ограниченного поворота вдоль обрабатываемой поверхности совместно со шпинделем. Последний установлен в зоне свободного конца соответствующего рычага с возможностью возвратно-поступательного микроперемещения поперек обрабатываемой поверхности посредством автономного привода микроперемещений, связанного с датчиком активного контроля обрабатываемой поверхности изделия. Использование указанной конструкции позволяет обеспечить высокое качество обработанной поверхности, компенсацию температурных, силовых и иных погрешностей. 2 з.п. ф-лы, 3 ил.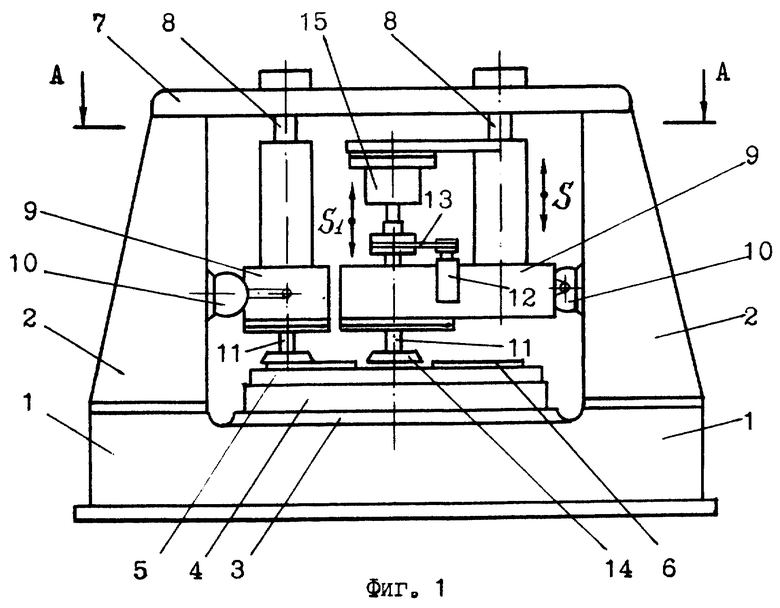
| Машиностроение, энциклопедия в сорока томах/Под ред | |||
| Черпакова Б.И | |||
| - М.: Машиностреоние, 15.03.99, т.IV-7, с.578 | |||
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ ТЕЛ | 2008 |
|
RU2417368C2 |
| US 3704555, 05.12.1972 | |||
| Устройство для шлифования плоских поверхностей изделий | 1983 |
|
SU1114526A1 |
| Плоскошлифовальный станок | 1977 |
|
SU973312A1 |
| Плоскошлифовальный станок | 1983 |
|
SU1093492A1 |

