Изобретение относится к области авиационного двигателестроения и может быть использовано для ремонта лопаток моноколес с применением лазерной наплавки и линейной сварки трением.
Известно, что при линейной сварке трением в связи поступательным перемещением одной из свариваемых деталей происходит периодическое нарушение контакта соединяемых деталей по периферии свариваемых поверхностей, что приводит к появлению на периферии шва дефектов сварного соединения типа несплавлений. Для исключения таких дефектов в окончательно обработанном изделии предназначен технологический припуск, накладываемый по периферии выступов свариваемых деталей. При механической обработке после сварки вместе с технологическим припуском удаляются вышеуказанные дефекты, и получается бездефектное соединение.
Известен способ приварки трением новой лопатки к выступу лопатки на диске турбомашины, при котором диск ротора содержит выступ, имеющий внешнюю поверхность, к которой приваривается лопатка включающий проведение процесса наплавки, по меньшей мере, на части периферии выступа в области внешней поверхности, механическую обработку наружной поверхности выступа и наплавки с целью их выставления на одном уровне и получения увеличенной поверхности сварки, сварку трением между увеличенной поверхностью и лопаткой, при этом может применяться лазерная наплавка (US 10689989 B2 B23K 28/02 опубл. 23.06.2020).
Недостатком известного способа является то, что наплавка на части периферии выступа в области внешней поверхности для хорошего формирования наплавленного слоя требует направления лазерного луча наплавочной головки близкого к перпендикулярному, по отношению к боковой поверхности выступа. Но, поскольку, в подавляющем большинстве случаев, расстояние между смежными лопатками моноколес авиационных газотурбинных двигателей всего несколько сантиметров, то это технологическое требование на таких моноколесах невозможно реализовать из-за больших размеров лазерных головок предлагаемых на мировом рынке.
Наиболее близким к заявленному является способ замены поврежденной лопатки моноколеса, включающий удаление поврежденной лопатки с оставлением ее части в виде выступа из диска, формирование металлического воротника вокруг выступа лопатки путем нанесения расплавленного металла лазерной наплавкой проволоки, присоединение сменной лопатки к выступу линейной сваркой трением и последующее удаление воротника, при этом воротник не соприкасается с диском и окружает исходную плоскость сварного шва, воротник может быть выполнен кольцевым с отверстием для выступа лопатки и насаживаться на этот выступ (EP 1604770 B1 B23K 20/12, B23P 6/00, F01D 5/00 опубл. 01.04.2012 г).
Недостатком известного способа является то, что формирование воротника наплавкой в верхней части выступа лопатки, при отсутствии предварительно нанесенного материала на нижней части выступа лопатки, требует направления лазерного луча наплавочной головки близкого к перпендикулярному по отношению к боковой поверхности выступа, что в межлопаточном пространстве моноколес невозможно реализовать в подавляющем большинстве случаев из-за больших размеров лазерных головок, предлагаемых на мировом рынке.
Еще одним недостатком известного способа является то, что применение кольцевого воротника с отверстием для выступа лопатки, который насаживается на выступ лопатки при отсутствии на выступе в качестве опоры для воротника материала, располагаемого между воротником и диском, приведет к сползанию воротника вниз при выходе грата из свариваемого стыка от усилия осадки. При этом металл кольцевого воротника с отверстием не будет задействован в необходимой для получения качественного сварного соединения очистке периферии стыка от загрязнений соединяемых поверхностей.
Технический результат - обеспечение возможности замены поврежденной лопатки моноколеса с применением линейной сварки трением и с формированием необходимого для сварки металлического воротника вокруг верхней части выступа лопатки в ограниченном межлопаточном пространстве моноколеса.
Технический результат достигается способом ремонта моноколеса двигателя, включающим удаление поврежденной лопатки с оставлением ее части в виде выступа из диска моноколеса, при этом на выступ насаживают воротник и формируют на воротнике вокруг выступа лопатки слои наплавленного металла путем лазерной наплавки проволоки, а после механической обработки наплавленных слоев приваривают сменную лопатку линейной сваркой трением, в котором, в отличие от прототипа, насаживаемый воротник выполняют из того же металла, что и металл моноколеса, устанавливают его на выступе лопатки до начала радиусного перехода и прихватывают к выступу сваркой, при этом отверстие воротника соответствует контуру выступа лопатки, толщину воротника выбирают больше, чем глубина его проплавления при формировании на нем слоев наплавленного металла, а его ширину по периметру выбирают превышающей ширину наплавляемых слоев, причем высоту оставляемой части выступа при удалении лопатки выбирают из условия обеспечения его выхода из воротника на длину, равную сумме величины припуска на механическую обработку наплавленных слоев перед сваркой и величины осадки выступа при линейной сварке трением.
Согласно изобретению, воротник может быть изготовлен лазерной резкой для снижения трудоемкости.
Согласно изобретению, воротник может быть установлен на выступе лопатки с опорой на прокладки, устанавливаемые между воротником и диском, для точного позиционирования.
Согласно изобретению, прихватка воротника к выступу лопатки может быть осуществлена лазерной сваркой без подачи присадочной проволоки для предотвращения коробления тонкостенного воротника при наплавке.
Согласно изобретению, при формировании слоев наплавленного металла положение сварочной лазерной головки может быть выбрано, исходя из обеспечения направления подачи присадочной проволоки и направления выходящего из головки лазерного луча в плоскости с углом наклона не более тридцати градусов относительно боковой поверхности выступа лопатки.
Технический результат достигается благодаря следующему.
Размещение на выступе лопатки металлического воротника с толщиной большей, чем глубина его проплавления при наплавке на нем слоев металла, и с шириной его стенки по периметру, превышающей ширину наплавляемых слоев, позволяет выполнять наплавку на боковой поверхности выступа лопатки при угле наклона сварочной головки относительно плоскости наплавляемой поверхности, обеспечивающим возможность перемещения сварочной головки в межлопаточном пространстве моноколеса.
При таком положении сварочной лазерной головки направление подачи присадочной проволоки и направление выходящего из головки лазерного луча происходит в плоскости с углом наклона до тридцати градусов относительно боковой поверхности выступа. При наплавке на первом проходе происходит оплавление воротника, присадочной проволоки и боковой стенки выступа. На последующих проходах наплавки оплавляется уже наплавленный слой, присадочная проволока и боковая стенка выступа.
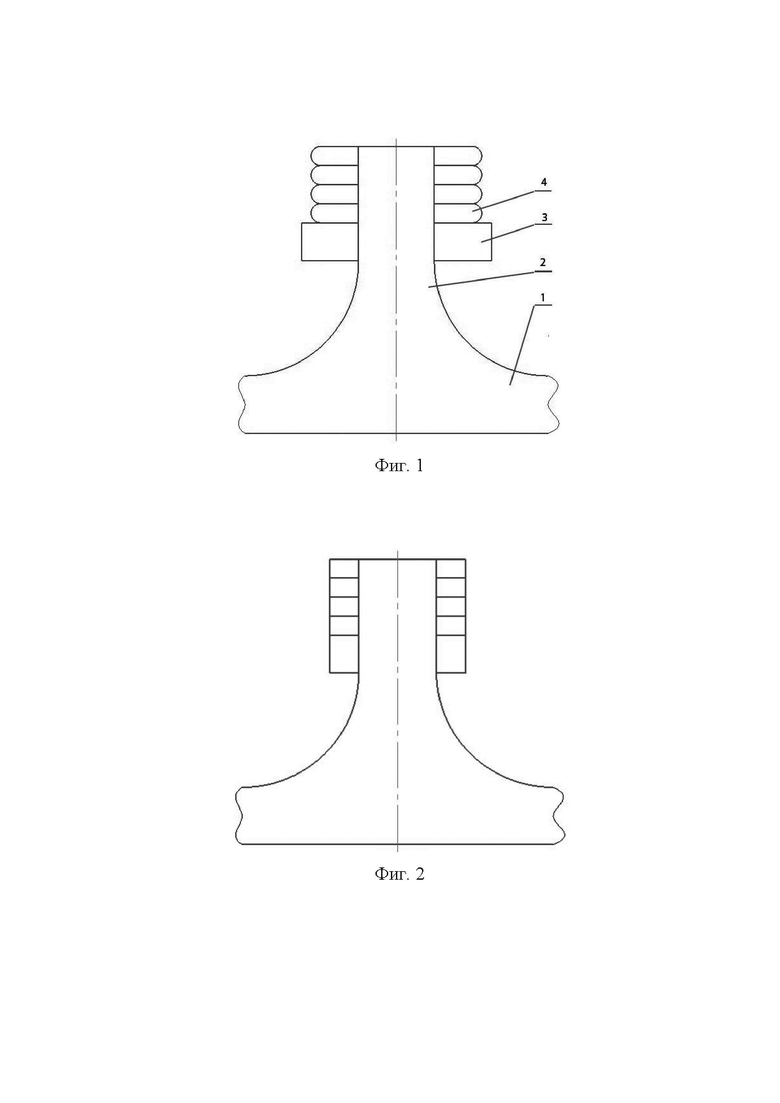
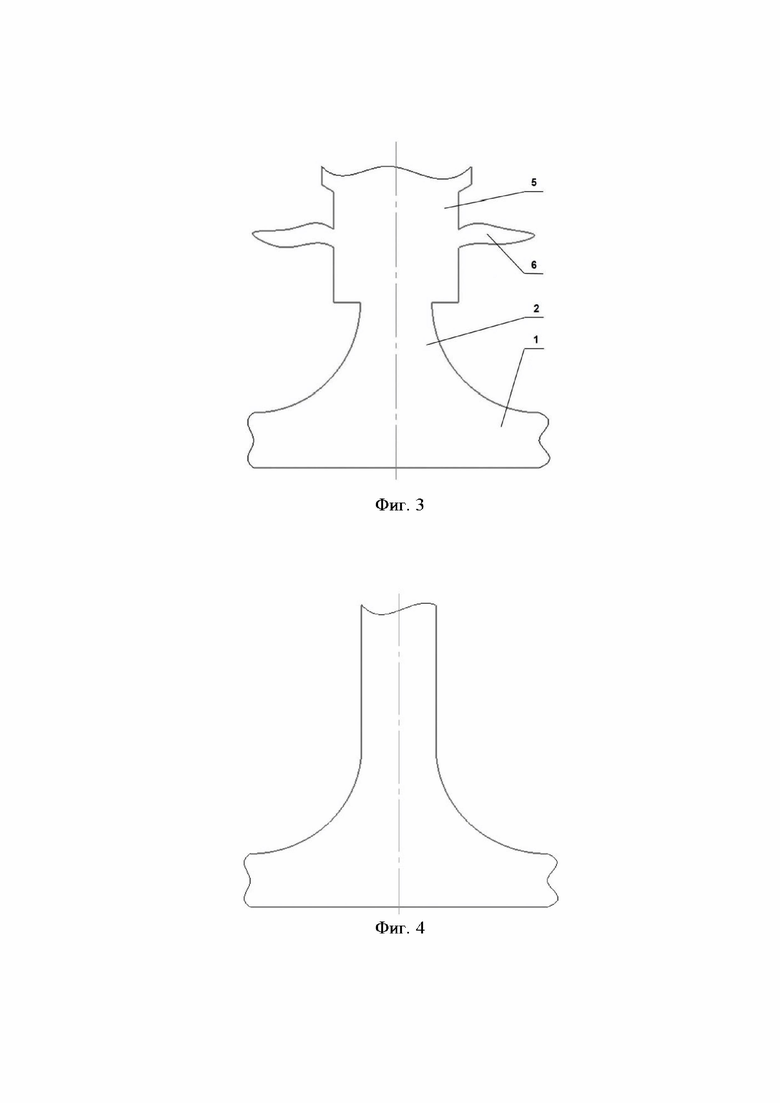
Сущность изобретения поясняется чертежами, где: на фиг. 1 показан в разрезе вид выступа лопатки после выполнения на нем многослойной наплавки; на фиг. 2 показан в разрезе вид выступа лопатки после выполнения на нем механической обработки перед линейной сваркой трением; на фиг. 3 показан в разрезе вид сварного соединения после линейной сварки трением; на фиг. 4 показан в разрезе вид полученного соединения лопатки после окончательной механической обработки.
На фиг. 1 показана часть моноколеса 1, выступ лопатки 2, установленный на выступе лопатки металлический воротник 3, слои наплавленного металла 4. На фиг. 2 показан в разрезе вид выступа лопатки после выполнения на нем механической обработки перед линейной сваркой трением.
На фиг. 3 показана также часть приваренной линейной сваркой трением к выступу 2 моноколеса новой лопатки 5 с припуском на ее последующую механическую обработку и выдавленный из стыка при сварке грат 6. На фиг. 4 показана форма полученного соединения лопатки после окончательной механической обработки.
Пример конкретной реализации способа.
На опытном образце моноколеса было выполнено удаление лопатки с оставлением выступа ее части из моноколеса. Высота выступа обеспечивала установку металлического воротника с выходом выступа из воротника на длину равную сумме величины припуска 2 мм на механическую обработку наплавленного выступа для сварки и величины осадки выступа 2 мм при линейной сварке трением.
На этот выступ был установлен до начала радиусного перехода выступа лопатки в тело моноколеса воротник, изготовленный лазерной резкой их материала той же марки, что и моноколесо. Воротник из листового металла имел толщину 2 мм и толщину его стенок по периферии выступа лопатки не менее 3 мм. Для точного позиционирования воротника на выступе лопатки перед наплавкой он был установлен с опорой на две прокладки между воротником и диском с двух сторон выступа лопатки, и была выполнена прихватка его к выступу диска в четырех местах лазерной сваркой при мощности лазерного излучения 0,7 кВт без подачи присадочной проволоки. После выполнения прихватки прокладки были удалены.
На выступе с установленным воротником была выполнена лазерная многопроходная наплавка проволокой диаметром 1,6 мм при одинаковой скорости подачи проволоки и наплавки 9 мм в секунду, и при мощности лазерного излучения 1,5 кВт. На боковой поверхности выступа по всей его периферии был получен слой наплавленного металла толщиной не менее 1,8 мм. При наплавке положение сварочной лазерной головки обеспечивало направление подачи присадочной проволоки и направление вывода лазерного луча в плоскости с углом наклона не более тридцати градусов, относительно боковой поверхности выступа лопатки.
После выполнения наплавки выступа наплавленный слой и воротник механически обрабатывали для получения контура сварного стыка такого же, как у присоединяемой новой лопатки, при этом на выступе минимальная толщина наплавленного слоя была не менее 1,5 мм. Затем механически удаляли на торцевой поверхности выступа наплавленный металл и припуск 2 мм на обработку торца перед линейной сваркой трением.
После подготовки выступа лопатки к сварке была выполнена линейная сварка трением новой лопатки с осадкой наплавленного выступа на 2 мм и механическая обработка зоны сварного соединения до проектной формы лопатки. Затем был проведен контроль сварного соединения, который показал отсутствие несплавлений на периферии сварного шва.
Таким образом, предлагаемое техническое решение позволяет обеспечить возможность замены поврежденной лопатки моноколеса с применением линейной сварки трением и с формированием необходимого для сварки металлического воротника вокруг верхней части выступа лопатки в ограниченном межлопаточном пространстве моноколеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2330750C2 |
| СПОСОБ НАПЛАВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ И СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078655C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов | 2016 |
|
RU2641210C1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ линейной сварки трением двух частей лопатки моноколеса при ремонте | 2022 |
|
RU2795514C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ЛОПАТОК ТУРБОМАШИН | 2006 |
|
RU2317182C1 |
Изобретение может быть использовано в авиационном двигателестроении при ремонте моноколес. Удаляют поврежденную лопатку с оставлением ее части в виде выступа из диска моноколеса. На выступ насаживают воротник из того же металла, что и металл моноколеса, до начала радиусного перехода и прихватывают сваркой. Формируют на воротнике вокруг выступа слои лазерной наплавкой. После механической обработки наплавленных слоев приваривают сменную лопатку линейной сваркой трением. Отверстие воротника соответствует контуру выступа лопатки, толщина воротника больше, чем глубина проплавления при формировании на нем слоев наплавленного металла, а ширина по периметру превышает ширину наплавляемых слоев. Высоту оставляемой части выступа при удалении лопатки выбирают из условия обеспечения его выхода из воротника на длину, равную сумме величины припуска на механическую обработку наплавленных слоев перед сваркой и величины осадки выступа при линейной сварке трением. Способ обеспечивает возможность замены поврежденной лопатки в ограниченном межлопаточном пространстве моноколеса. 4 з.п. ф-лы, 4 ил.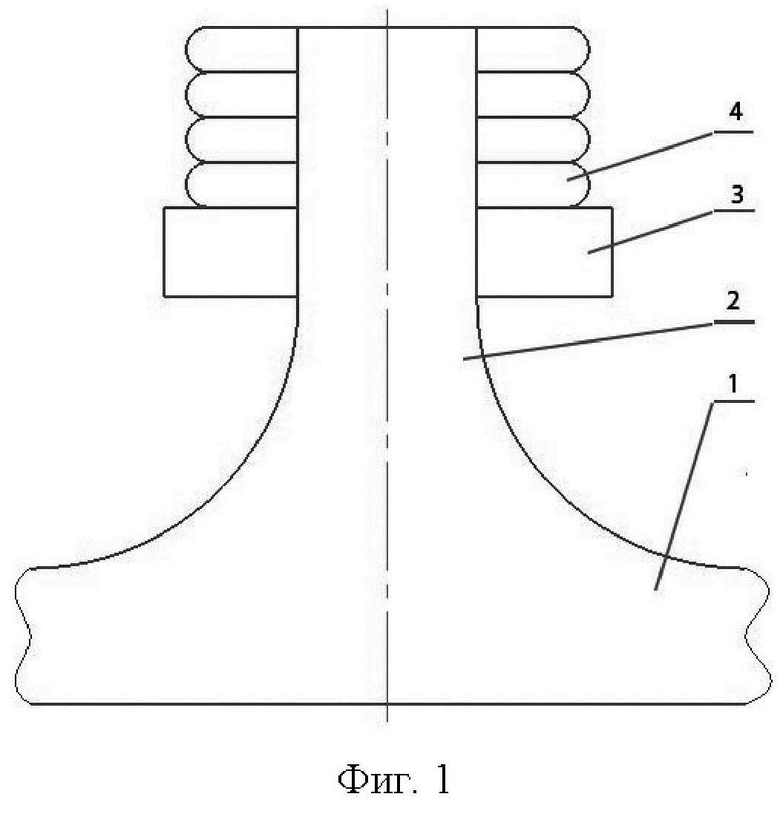
1. Способ ремонта моноколеса двигателя, включающий удаление поврежденной лопатки с оставлением ее части в виде выступа из диска моноколеса, при этом на выступ насаживают воротник и формируют на воротнике вокруг выступа лопатки слои наплавленного металла путем лазерной наплавки проволоки, а после механической обработки наплавленных слоев приваривают сменную лопатку линейной сваркой трением, отличающийся тем, что насаживаемый воротник выполняют из того же металла, что и металл моноколеса, устанавливают его на выступе лопатки до начала радиусного перехода и прихватывают к выступу сваркой, при этом отверстие воротника соответствует контуру выступа лопатки, толщину воротника выбирают больше, чем глубина его проплавления при формировании на нем слоев наплавленного металла, а его ширину по периметру выбирают превышающей ширину наплавляемых слоев, причем высоту оставляемой части выступа при удалении лопатки выбирают из условия обеспечения его выхода из воротника на длину, равную сумме величины припуска на механическую обработку наплавленных слоев перед сваркой и величины осадки выступа при линейной сварке трением.
2. Способ по п. 1, отличающийся тем, что воротник изготавливают лазерной резкой.
3. Способ по п. 1, отличающийся тем, что воротник устанавливают на выступе лопатки с опорой на прокладки, устанавливаемые между воротником и диском.
4. Способ по п. 1, отличающийся тем, что прихватку воротника к выступу лопатки осуществляют лазерной сваркой без подачи присадочной проволоки.
5. Способ по п. 1, отличающийся тем, что при формировании слоев наплавленного металла положение сварочной лазерной головки выбирают, исходя из обеспечения направления подачи присадочной проволоки и направления выходящего из головки лазерного луча в плоскости с углом наклона не более тридцати градусов относительно боковой поверхности выступа лопатки.
| Способ обработки известняка | 1987 |
|
SU1604770A1 |
| Способ линейной сварки трением двух частей лопатки моноколеса при ремонте | 2022 |
|
RU2795514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИГНАННЫХ ГИДРОАЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2199015C2 |
| US 5551623 A, 03.09.1996 | |||
| WO 2003020469 A1, 13.03.2003. | |||

