Изобретение относится к авиационной промышленности, в частности, к способу изготовления моноблочного лопаточного диска (блиска) преимущественно для использования в роторе газотурбинного двигателя.
Известен способ изготовления блиска (патент СШЛ №7410089, МПК В23К 20/12, опубл. 2008-08-12), содержащего множество лопаток, присоединенных к диску радиалыю, включающий:
- формирование лопатки, имеющей выступ для соединения с диском, выступ имеет форму с плоскими концами и широкую и узкую части поперек длины лопатки,
- соединение выступа лопатки с диском посредством линейной сварки трением,
- машинную обработку припуска лопатки для ее формирования.
Наиболее близким к изобретению но технической сущности и достигаемому результату является способ изготовления блиска, содержащего множество лопаток, присоединенных к диску радиалыю и направленных наружу, который включает: моделирование процесса линейной сварки трением, в котором лопатка присоединяется к диску; лопатка имеет выступ для присоединения к диску, где моделирование обеспечивает результат, который показывает силу сварки в местах вдоль выступа в процессе сварки; получение лопатки, имеющей выступ с определенными насгройкам; присоединение полученной лопатки к диску способом линейной сварки трением (ЕР 2409807, МПК В23К 20/12, опубл. 2012-01-25).
Недостатком известных способов является недостаточное качество сварки ввиду перекосов сварочного шва, вызванных неполным контактом свариваемых поверхностей лопатки и диска, связанным с неточностью установки лопатки в оснастке ввиду погрешности ее изготовления.
Задачей изобретения является повышение качества сварки за счет устранения перекосов сварочного шва, достигаемого полнотой контакта свариваемых поверхностей лопатки и диска.
Задача решается способом изготовления моноблочного лопаточного диска, включающим получение лопатки с выступом, имеющим определенные параметры для присоединения к диску посредством линейной сварки трением. В отличие от прототипа на лопатке выполняют припуск для удержания ее в оснастке в процессе линейной сварки трением, причем предварительно осуществляют моделирование геометрии припуска для выполнения условия удержания лопатки в процессе линейной сварки трением без пластических деформаций этого припуска, а опорные поверхности припуска, по которым осуществляют удержание лопатки в процессе линейной сварки трением, в направлении хорды лопатки выполняют с наклоном относительно вертикальной оси лопатки и расширением в сторону свариваемого сечения, при этом лопатку в оснастку сварочной машины устанавливают с зазором, а посадочные поверхности оснастки выполнены с таким же наклоном относительно ее вертикальной оси, как и опорные поверхности припуска лопатки, затем фиксируют лопатку в оснастке сварочной машины в направлении ее осцилляции для осуществления линейной сварки трением.
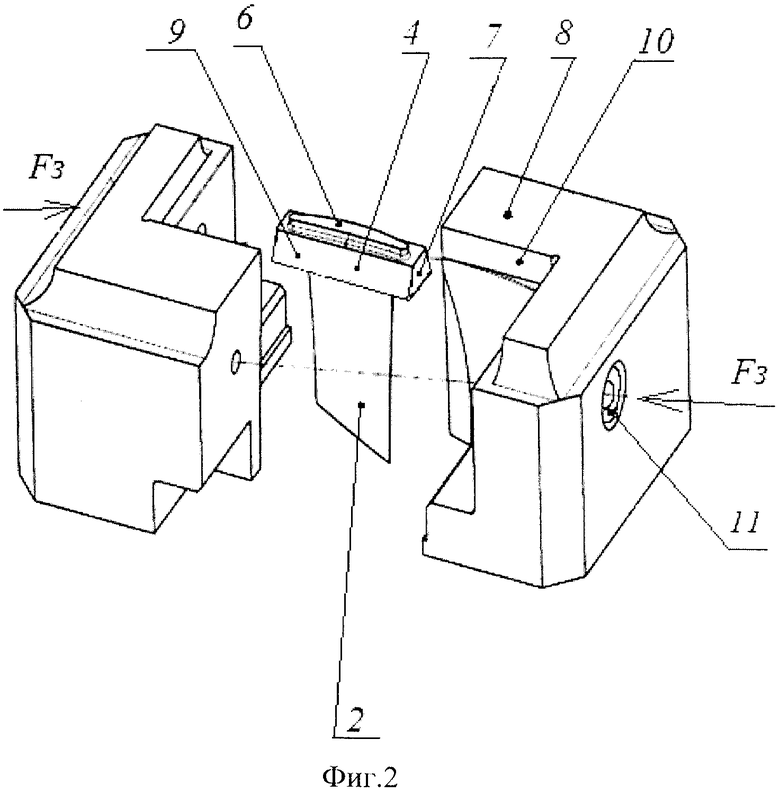
Сущность изобретения поясняется чертежами, где на фиг.1 показан диск, содержащий множество лопаток;
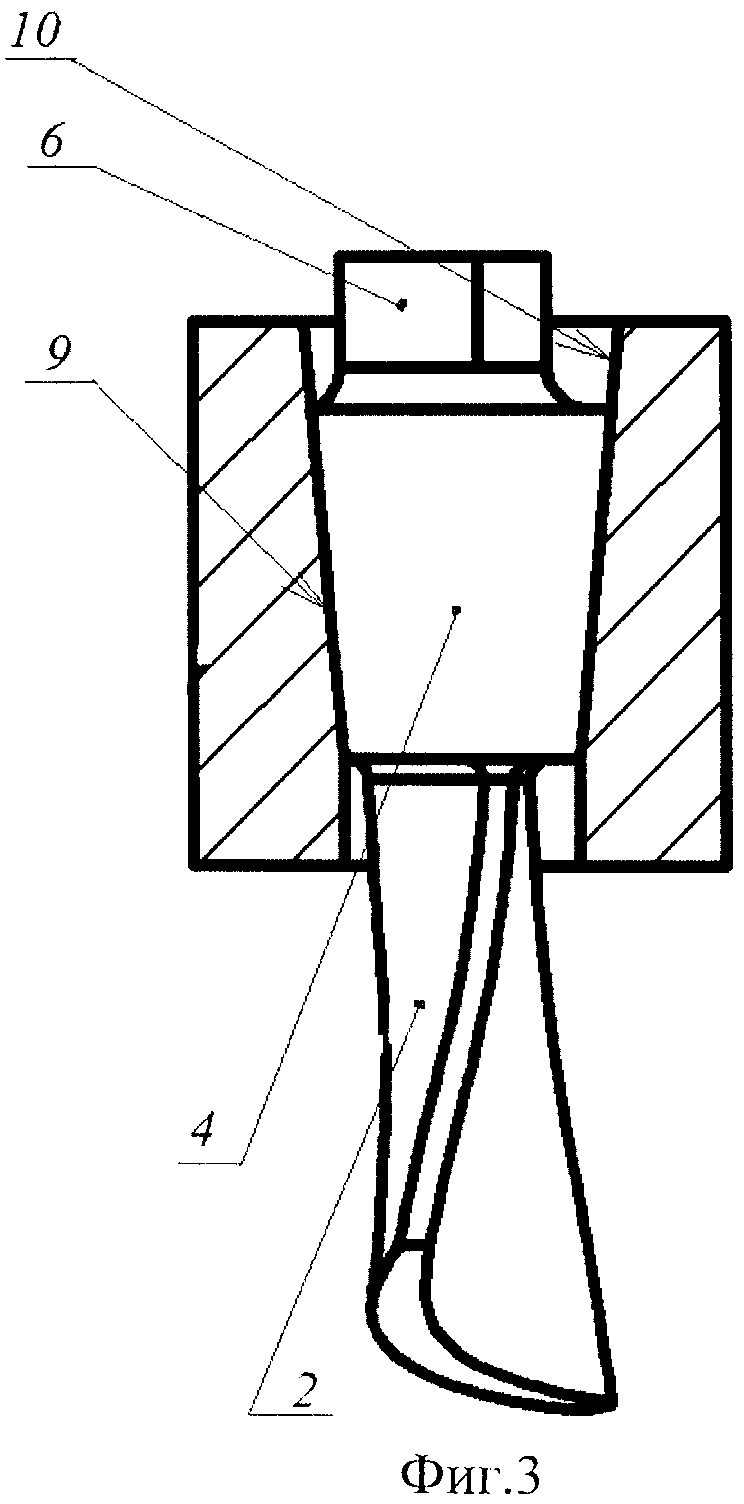
на фиг.2 - оснастка, в которую устанавливают лопатку, в разобранном состоянии;
на фиг.3 - лопатка, установленная в оснастке, оснастка показана в разрезе.
На фиг.1 позицией 1 обозначен диск, позицией 2 - лопатки. Диск 1 и лопатка 2 имеют выступы 3 и 4, содержащие соответственно плоские поверхности 5 и 6, но которым диск и лопатку вводят в соприкосновение. Лопатка 2 содержит технологический припуск 7, предназначенный для ее закрепления в оснастке 8 (фиг.2). Позицией 9 обозначены опорные поверхности припуска 7, которые в направлении хорды лопатки выполняют с наклоном относительно вертикальной оси лопатки и расширением в сторону свариваемого сечения (поверхности 6). Позицией 10 на фиг.2 и 3 обозначены посадочные поверхности 10 оснастки 8, которые выполнены с таким же наклоном, как и опорные поверхности 9 припуска 7. На фиг.2 - позицией 11 обозначены винты крепления, предназначенные для закрепления лопатки в оснастке. Кроме того, па фиг.1 показано Fсж - сварочное усилие (усилие сжатия), а на фиг.2 Fз - усилие зажатия.
Изобретение осуществляют следующим образом.
Сначала моделируют геометрию припуска 7 для выполнения условия удержания лопатки 2 в оснастке в процессе линейной сварки трением без пластических деформаций припуска. Поверхности 9 выполняют под разными углами к вертикальной оси лопатки и расширением в сторону плоской поверхности 6 (свариваемого сечения). Наиболее оптимальный угол между вертикальной осью лопатки и поверхностями 9-4°. Опорные поверхности 9 припуска 7 выполнены с таким же наклоном относительно вертикальной оси лопатки как и посадочные поверхности 10 оснастки 8. Лопатку 2 устанавливают с зазорами в оснастку 8 и закрепляют винтами 11 в направлении осцилляции усилием Fз, равным 40 кП.
Диск 1, установленный на сварочной машине, сближается с лопаткой и вводится с пей в соприкосновение поверхностью 5 по поверхности 6 с усилием, равным Fсж=60 кН (сварочное усилие). В процессе приложения к лопатке 2 нагрузки наклонные опорные поверхности 9 и посадочные поверхности 10 оснастки 8 проскальзывают относительно друг друга, в результате чего происходит расклинивапие и устранение установочных зазоров. Это ведет к более полному контакту свариваемых поверхностей лопатки и диска в процессе линейной сварки трением.
Далее к лопатке прикладывается возвратно-поступательное движение (осцилляция). При достижении определенной величины осадки осцилляция прекращается, усилие сжатия Fсж выдерживается некоторое время. После снятия усилия сжатия Fсж сварка завершается.
Таким образом, применение изобретения позволяет повысить качество сварки за счет устранения перекосов сварочного шва, достигаемого полнотой контакта свариваемых поверхностей лопатки и диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЛОПАТОК С ДИСКОМ ДЛЯ ПОЛУЧЕНИЯ БЛИСКА | 2012 |
|
RU2496989C1 |
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ БЛИСКОВ | 2014 |
|
RU2563615C1 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ | 2014 |
|
RU2574566C1 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2012 |
|
RU2524037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЛИ РЕМОНТА МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА И ДИСК ДЛЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА | 2004 |
|
RU2364728C2 |
| УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ МОНОКОЛЕС | 2024 |
|
RU2824952C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ЛОПАТОК С ДИСКОМ | 2011 |
|
RU2478946C1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ДЕТАЛЕЙ В СПОСОБЕ РЕМОНТА ЛОПАТКИ МОНОБЛОЧНОГО ТУРБИННОГО ДИСКА ТУРБИНЫ | 2007 |
|
RU2446931C2 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2013 |
|
RU2551045C1 |
Изобретение может быть использовано при изготовлении моноблочного лопаточного диска (блиска), преимущественно, для ротора газотурбинного двигателя. Получают лопатку с выступом, параметры которого обеспечивают присоединение к диску посредством линейной сварки трением. На лопатке выполняют припуск для удержания ее в оснастке в процессе сварки. Предварительно осуществляют моделирование геометрии припуска для выполнения условия удержания лопатки в процессе линейной сварки трением без пластических деформаций этого припуска. Опорные поверхности припуска, по которым осуществляют удержание лопатки в процессе линейной сварки трением, в направлении хорды лопатки выполняют с наклоном относительно вертикальной оси лопатки и расширением в сторону свариваемого сечения. Лопатку устанавливают с зазором в оснастку сварочной машины. Посадочные поверхности оснастки имеют такой же наклон относительно се вертикальной оси, как и опорные поверхности припуска лопатки. Фиксируют лопатку в оснастке сварочной машины в направлении ее осцилляции для осуществления линейной сварки трением. Изобретение обеспечивает высокое качество сварки за счет устранения перекосов сварочного шва, достигаемого полнотой контакта свариваемых поверхностей лопатки и диска. 3 ил.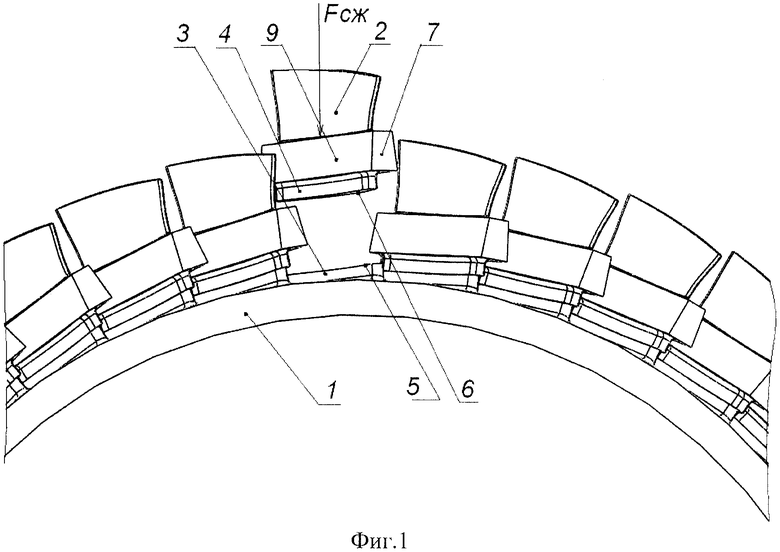
Способ изготовления моноблочного лопаточного диска, включающий получение лопатки с выступом для присоединения к диску посредством линейной сварки трением, отличающийся тем, что на лопатке выполняют припуск для удержания ее в оснастке в процессе линейной сварки трением, причем предварительно осуществляют моделирование геометрии припуска для выполнения условия удержания лопатки в процессе линейной сварки трением без пластических деформаций этого припуска, а опорные поверхности припуска, по которым осуществляют удержание лопатки в процессе линейной сварки трением, в направлении хорды лопатки выполняют с наклоном относительно вертикальной оси лопатки и расширением в сторону свариваемого сечения, при этом лопатку устанавливают с зазором в оснастку сварочной машины, посадочные поверхности которой выполнены с таким же наклоном относительно ее вертикальной оси, как и опорные поверхности припуска лопатки, а затем для осуществления линейной сварки трением фиксируют лопатку в оснастке сварочной машины в направлении ее осцилляции.
| СТЕНД ДЛЯ ИСПЫТАНИЯ ГИДРАВЛИЧЕСКИХ АМОРТИЗАТОРОВ | 2010 |
|
RU2409807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ДИСКА, СНАБЖЕННОГО СИСТЕМОЙ ЛОПАТОК | 2007 |
|
RU2434728C2 |
| СПОСОБ СБОРКИ ЦЕЛЬНЫХ ОБЛОПАЧЕННЫХ ДИСКОВ И УСТРОЙСТВО ДЛЯ ДЕМПФИРОВАНИЯ КОЛЕБАНИЙ ЛОПАТОК ТАКИХ ДИСКОВ | 2005 |
|
RU2371587C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2009 |
|
RU2426632C1 |
| US 6524072 B1, 25.02.2003. | |||

