Изобретение относится к волоконной оптике, в частности к технологии изготовления точноразмерных труб из кварцевого стекла, необходимых для производства волоконных световодов (ВС), используемых в линиях связи, волоконно-оптических датчиках и лазерной технике.
Известный способ изготовления опорных кварцевых труб для производства ВС модифицированным методом химического парофазного осаждения (MCVD) включает наружное химическое парофазное осаждение частиц кремнезема (OVD) на горизонтально расположенную вращающуюся цилиндрическую углеграфитовую подложку и спекание пористой заготовки, при котором подложка сгорает (Патент РФ №2207989, опубликован 10.07.2003, МПК С03В 37/018).
Несмотря на высокое качество опорных кварцевых труб, изготавливаемых таким способом, они отличаются высокой стоимостью, а процесс формирования пористой заготовки занимает много времени (более 3 часов).
Указанными недостатками не обладает способ получения труб из кварцевого стекла (Патент США №4412853, опубликован 01.11.1983, МПК С03В 23/08). В этом способе на вращающуюся трубку из кварцевого стекла, наплавленного из минерального сырья, методом OVD осаждают из частиц SiO2 пористый слой, требуемой для данной конструкции световода толщины, с последующим его спеканием. Изготавливаемые таким способом трубы существенно дешевле, а длительность процесса формирования пористого слоя существенно меньше. Наружный синтетический слой кварцевого стекла обеспечивает высокие прочностные свойства оптических волокон, а изменение толщины стенки расширяет технологические возможности процесса изготовления заготовок световодов. Этот способ принят нами за прототип, так как является наиболее близким к предлагаемому техническому решению по назначению и решению поставленной задачи.
Недостаток прототипа заключается в том, что при достижении стабильности среднего заданного значения толщины стенки по длине трубы абсолютное значение ее окружной разнотолщинности остается прежним. Использование же опорных труб с повышенной величиной окружной разнотолщинности в MCVD процессе изготовления заготовок ВС приводит к искривлению труб в начальной зоне их нагрева. Изменение толщины стенки опорной трубы по окружности приводит к искажению радиального профиля показателя преломления сердцевины, нарушает осесимметричное ее расположение в ВС, из-за чего увеличиваются оптические потери при их стыковке.
Задача настоящего изобретения состоит в повышении качества опорных кварцевых труб посредством снижения величины их окружной разнотолщинности.
Предлагаемый способ изготовления труб из кварцевого стекла включает операции химического парофазного осаждения из частиц SiO2 до образования пористого слоя, требуемой для данной конструкции световода толщины, на вращающуюся трубу из кварцевого стекла, полученного наплавом природного кварца, и спекания пористого слоя. В отличие от прототипа после осаждения пористого слоя требуемой толщины прерывают вращение трубы, ориентируют ее тонкой стенкой к факелу сырьевой горелки и продолжают осаждение частиц диоксида кремния в течение периода времени, прямо пропорционального окружной разнотолщинности.
Специфика процесса одностадийного процесса вытягивания труб при наплаве природного кварца предопределяет изменение толщины стенки по ее окружности, причем ее азимутальное распределение на длине 1 метра практически не изменяется. Поэтому осаждение частиц диоксида кремния на тонкую стенку трубы приводит к снижению ее окружной разнотолщинности.
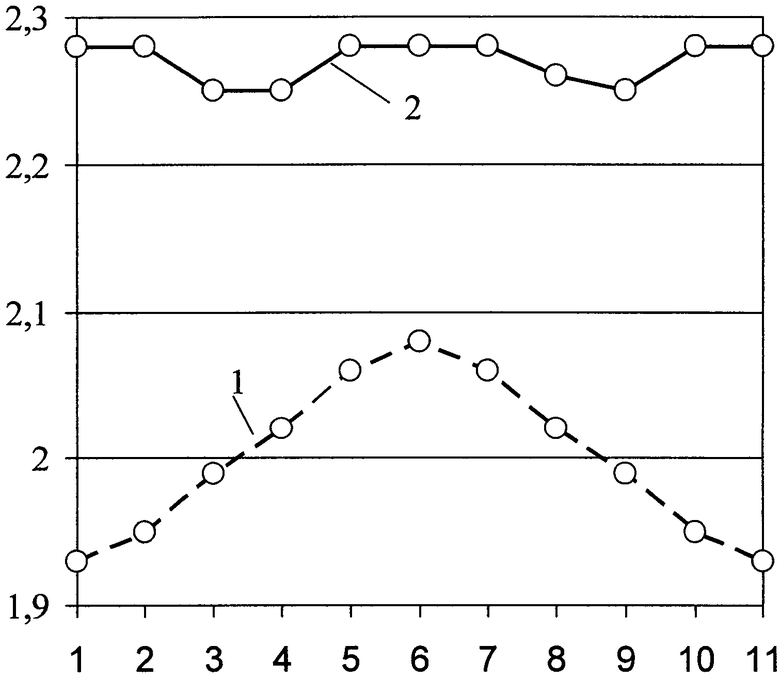
На чертеже представлена зависимость распределения толщины стенки по окружности кварцевой трубы до и после нанесения поверхностного слоя стекла (кривые 1 и 2 соответственно), где по горизонтали - порядковый номер измерения; по вертикали - толщина стенки кварцевой трубы в миллиметрах.
Способ реализован с использованием технологического оборудования, предназначенного для изготовления заготовок ВС методом OVD. Кварцевую трубу с наружным диаметром 20 мм, длиной 1 м, средним значением толщины стенки 2,005 мм и окружной разнотолщинностью 0,15 мм, изготовленную методом непрерывного вытягивания из расплава природного кварца, сплавляли с технологическими кварцевыми трубками, установленными в шпинделях тепломеханического станка. Осаждение частиц диоксида кремния на исходную трубу и частично на технологические трубки осуществляли при возвратно-поступательном движении сырьевой горелки, в восходящем пламени которой происходил высокотемпературный гидролиз тетрахлорида кремния. Горелка перемещалась со скоростью 5 мм/сек в прямом и 15 мм/сек в обратном направлениях. Расход водорода и кислорода через коаксиальную горелку составлял 12 и 6 л/мин соответственно. По ее внутреннему каналу пропускали смесь кислорода с парами SiCl4 с расходами 5 и 1,5 л/мин соответственно. Пористые слои из диоксида кремния осаждали в течение 20 минут при вращении трубы со скоростью 45 об/мин, а затем в течение 10 минут осаждение частиц производили без вращения трубы, ориентированной тонкой стенкой к горелке.
Специальными экспериментами было установлено, что время, необходимое для одностороннего осаждения пористого слоя на невращающуюся трубу, прямо пропорционально окружной разнотолщинности исходной трубы.
Пористые слои спекали при их нагреве газовой горелкой, перемещающейся со скоростью 0,3 мм/сек, и вращении трубы со скоростью 30 об/мин. Абразивным кругом отрезали технологические трубки. Толщину стенки трубы измеряли с помощью часового индикатора с ценой деления 2 мкм в 10 точках, равномерно распределенных по окружности на расстоянии 25-30 мм от торца трубы. По результатам измерений до и после нанесения слоя стекла окружная разнотолщинность снизилась со 150 до 30 мкм при толщине осажденного слоя кварцевого стекла 0,2-0,35 мм.
Изложенные сведения подтверждают очевидную целесообразность применения нового технического решения в производстве точноразмерных опорных кварцевых труб для изготовления ВС методом MCVD.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2015 |
|
RU2591856C1 |
| Способ изготовления заготовки для вытягивания кварцевых волоконных световодов | 2016 |
|
RU2649989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2008 |
|
RU2385297C1 |
| MCVD способ изготовления световодов с сердцевиной из кварцевого стекла, легированного азотом | 2018 |
|
RU2668677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОМОДОВЫХ МАЛОДИСПЕРСИОННЫХ СВЕТОВОДОВ | 2014 |
|
RU2547032C1 |
| Способ изготовления радиационно-стойких волоконных световодов | 2021 |
|
RU2764038C1 |
| MCVD способ изготовления одномодовых световодов с сердцевиной из чистого кварцевого стекла | 2017 |
|
RU2639560C1 |
| Способ изготовления заготовок кварцевых световодов | 2019 |
|
RU2724076C1 |
| Способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов (варианты) | 2022 |
|
RU2790075C1 |
| Устройство для удаления порошкообразных отходов при изготовлении световодов | 2019 |
|
RU2712998C1 |
Способ изготовления труб из кварцевого стекла относится к волоконной оптике, в частности к технологии изготовления точноразмерных труб из кварцевого стекла, необходимых для производства волоконных световодов, используемых в линиях связи, волоконно-оптических датчиках и лазерной технике. Изобретение решает задачу повышения качества изготавливаемых опорных кварцевых труб. Способ включает операции наружного химического парофазного осаждения частиц SiO2 на вращающуюся трубу из кварцевого стекла, полученного наплавом природного кварца, до образования пористого слоя требуемой для данной конструкции световода толщины и спекания пористого слоя. После осаждения пористого слоя требуемой толщины прерывают вращение трубы, ориентируют ее тонкой стенкой к факелу сырьевой горелки и продолжают осаждение частиц диоксида кремния в течение периода времени, прямо пропорционального окружной разнотолщинности исходной трубы. Окружная разнотолщинность трубы при этом уменьшается в несколько раз. 1 ил.
Способ изготовления труб из кварцевого стекла, включающий операции химического парофазного осаждения частиц SiO2 до образования пористого слоя требуемой для данной конструкции световода толщины на вращающуюся трубу из кварцевого стекла, полученного наплавом природного кварца, и спекания пористого слоя, отличающийся тем, что после осаждения пористого слоя требуемой толщины прерывают вращение трубы, ориентируют ее тонкой стенкой к факелу сырьевой горелки и продолжают осаждение частиц диоксида кремния в течение периода времени, прямо пропорционального окружной разнотолщинности исходной трубы.
| US 4412853 А, 01.11.1983 | |||
| Способ полировки кварцевых пластин | 1990 |
|
SU1791408A1 |
| SU 13210486 А, 30.05.1994 | |||
| US 7712335 А, 29.06.2006 | |||
| EP 1990125 А, 12.11.2008. | |||

