Изобретение относится к волоконной оптике, в частности к способу обработки исходных труб из кварцевого стекла при изготовлении заготовок для световодов модифицированным методом химического парофазного осаждения (modified chemical vapor deposition - MCVD).
Традиционный способ изготовления MCVD методом заготовок для получения световодов включает нагрев исходной кварцевой трубы пламенной горелкой в процессе осаждения стеклообразных слоев и при последующем высокотемпературном сжатии трубки в штабик. Окружная разнотолщинность исходных кварцевых труб (более 2%) существенно влияет на осесимметричное расположение слоев сердцевины в волоконном световоде. По этой причине происходит ее смещение относительно геометрического центра волокна, что приводит к повышенным оптическим потерям при стыковке одномодовых световодов. При изготовлении градиентных многомодовых световодов нарушается симметрия радиального профиля показателя преломления, вызывая увеличение межмодовой дисперсии при окружной разнотолщинноси труб более 2%. В производимых промышленными методами кварцевых трубах трудно обеспечить величину окружной разнотолщинности менее этой величины. Поэтому для изготовления заготовок световодов необходимо калибровать трубы с целью снижения величины их окружной разнотолщинности.
Снизить окружную разнотолщинность кварцевых труб можно методом их травления раствором фтористо-водородной кислоты в процессе ее слива при горизонтальном расположении трубы (Патент РФ №2477713, опубликованный 20.03.2013 по индексу МПК С03С 15/00).
Недостаток этого метода калибровки труб заключается в необходимости использования специального реактора с управляемой системой перекачки кислоты, а также системой удаления и нейтрализации вредных газов.
В наиболее близком к предлагаемому техническому решению способе изготовления труб из кварцевого стекла (Патент РФ №2479495, опубликованный 20.04.2013 по индексу МПК С03В 23/08) заявлена технология изготовления точноразмерных труб, включающая операции наружного химического парофазного осаждения частиц SiO2 на вращающуюся трубу из кварцевого стекла, полученного наплавом природного кварца, до образования пористого слоя требуемой для конструкции световода толщины и спекания пористого слоя.
Здесь не требуется специального оборудования и таких агрессивных реагентов, как фтористо-водородная кислота. Калибровку трубы производят на штатном оборудовании MCVD процесса изготовления заготовок. Этот способ калибровки кварцевых труб включает односторонний нагрев неподвижной кварцевой трубы при осаждении слоя диоксида кремния в процессе пламенного гидролиза паров кремнийсодержащих реагентов.
Недостаток этого способа заключается в необходимости комплектации технологического оборудования MCVD процесса изготовления заготовок сырьевой горелкой для осаждения кварцевого стекла на наружную поверхность трубы.
Задача настоящего изобретения состоит в упрощении способа снижения окружной разнотолщинности труб с использованием штатного MCVD оборудования, без его комплектации дополнительными устройствами.
Технический результат достигается за счет одностороннего раздутия трубы и направленного разогрева проблемной части кварцевой трубы.
Задача изобретения решается в новом способе калибровки труб из кварцевого стекла, включающем односторонний пламенный нагрев неподвижной кварцевой трубы, горизонтально укрепленной в патронах. Нагрев производят с помощью перемещающегося средства пламенного нагрева со стороны толстой части стенки до температуры ее размягчения и повышают давление внутри трубы, обеспечивающее раздутие кварцевой трубы до сравнивания утолщенной части стенки с более тонкими ее участками, после чего производят вращение кварцевой трубы с использованием пламенного нагрева до получения круглого сечения кварцевой трубы по всей длине.
Целесообразно использование средства пламенного нагрева, содержащего две или четыре горелки, которые размещают в одной вертикальной плоскости симметрично относительно утолщенной части трубы, которые перемещают с постоянной скоростью вдоль проблемного, утолщенного участка кварцевой трубы.
При использовании двух сонаправленных горелок происходит узкозонное по окружности раздутие. Использование четырех горелок позволяет охватить большую по окружности зону нижней части трубы.
Использование четного количества горелок - двух или четырех - обусловлено необходимостью равномерного симметричного нагрева толстой части стенки кварцевой трубы.
Заявленный способ реализуется на штатном оборудовании MCVD процесса изготовления кварцевых световодов. В месте раздутия кварцевой трубы ее толщина становится меньше, снижая тем самым окружную разнотолщинность. Степень деформации трубы зависит от температуры ее нагрева и величины избыточного давления. Опытным путем подобраны оптимальные режимы калибровки кварцевой трубы с получением поставленного задачей технического результата.
Способ иллюстрируют чертежи.
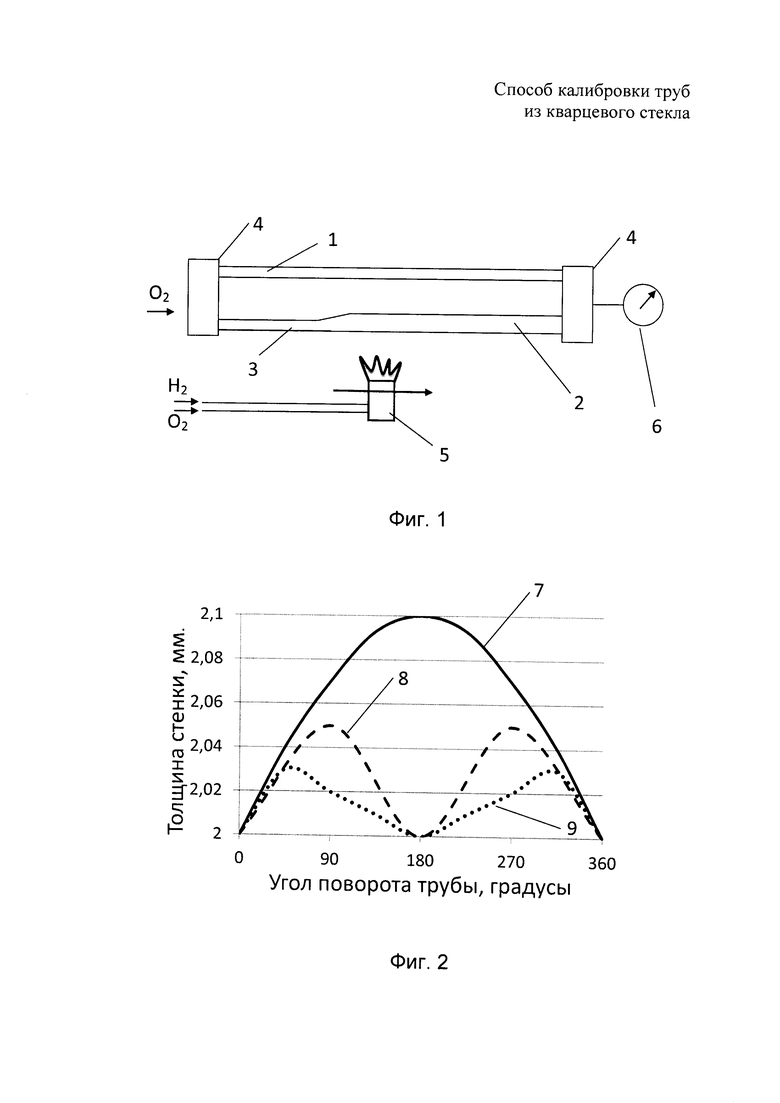
На Фиг. 1 представлена принципиальная схема процесса раздутия кварцевой трубы, где 1 - труба, 2 - нижняя, толстая часть стенки трубы, 3 - раздутая часть стенки трубы, 4 - патроны, 5 - средство пламенного нагрева (серия горелок), 6 - манометр.
На Фиг. 2 представлено азимутальное распределение толщины стенки кварцевой трубы до и после калибровки с использование двух и четырех горелок, где кривая 7 характеризует разнотолщинность стенок кварцевой трубы без обработки горелками; кривая 8 характеризует изменение разнотолщинности трубы после ее обработки двумя горелками; кривая 9 показывает изменение разнотолщинности стенок кварцевой трубы при обработке ее с помощью четырех горелок.
Предлагаемый способ калибровки кварцевой трубы показан на примерах с использованием оборудования MCVD метода изготовления заготовок.
Пример 1. Способ реализован с использованием технологического оборудования, предназначенного для изготовления заготовок MCVD методом. Исходная труба из кварцевого стекла имела следующие размеры: наружный диаметр - 20 мм, толщина стенки - 2 мм, длина 1 м, окружная разнотолщинность 0,1 мм. Утолщенную часть стенки неподвижной кварцевой трубы нагревали до температуры начала раздутия ≈1800°C с помощью двух горелок, расположенных в одной плоскости и перемещающихся со скоростью 100 мм/мин. Внутреннее противодавление кислорода внутри трубки было на уровне 5 мм водного столба. После одного прохода средства пламенного нагрева при описанных выше условиях проводили нагрев вращающейся кварцевой трубы до 1900°С для устранения ее эллиптичной формы, образованной в процессе обработки утолщенной части стенки, до ее сравнивания с остальной более тонкой частью. При этом скорость перемещения средства нагрева и внутреннее противодавление кислорода в кварцевой трубе оставались прежними.
В результате такой обработки окружная разнотолщинность, измеренная с помощью часового индикатора, снижалась с 0,1 до 0,05 мм (Фиг. 2). При этом кварцевая труба распиливалась на отрезки длиной 5-7 см для удобства измерения.
Пример 2. Способ реализован с использованием технологического оборудования, предназначенного для изготовления заготовок MCVD методом. Отличие от предыдущего примера заключалось в использовании не двух, а четырех горелок, оптимально расположенных в одной плоскости с прогревом 50-70% поверхности кварцевой трубы по окружности. При этом окружная разнотолщинность уменьшилась с 0,1 до 0,03 мм (Фиг. 2).
Таким образом, предложенный метод раздутия кварцевых труб при оптимальном расположении кислородо-водородных горелок может снизить окружную разнотолщинность в 3 раза.
Изложенные сведения подтверждают очевидную промышленную применимость нового способа калибровки кварцевых труб.
Совокупность изложенных признаков и анализ отличий от прототипа по существующему уровню техники позволяет сделать вывод о «новизне» и «изобретательском уровне» нового способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовки для вытягивания кварцевых волоконных световодов | 2016 |
|
RU2649989C1 |
| СПОСОБ ХИМИЧЕСКОГО ТРАВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2011 |
|
RU2477713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2011 |
|
RU2479495C1 |
| Конструкция горелки для получения кварцевого стекла из жидких кремнийорганических соединений | 2018 |
|
RU2691216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2009 |
|
RU2396580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА С МАЛЫМИ ОПТИЧЕСКИМИ ПОТЕРЯМИ | 2011 |
|
RU2462737C1 |
| Способ изготовления заготовок кварцевых световодов | 2019 |
|
RU2724076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ СВЕТОВОДОВ | 2013 |
|
RU2542061C1 |
| Способ изготовления фоторефрактивых световодов | 2017 |
|
RU2657323C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ЗАГОТОВОК КВАРЦЕВЫХ СВЕТОВОДОВ | 2015 |
|
RU2609579C1 |
Изобретение относится к MCVD технологии изготовления заготовок для получения волоконных световодов. Технический результат изобретения заключается в снижении разнотолщинности труб. Способ калибровки кварцевых труб включает односторонний нагрев кварцевой трубы перемещающимся средством пламенного нагрева со стороны утолщенной части стенки кварцевой трубы до температуры ее размягчения. Одновременно создают избыточное давление, обеспечивающее ее раздутие, приводящее к сравниванию всех участков стенки кварцевой трубы. Затем производят вращение кварцевой трубы с использованием пламенного нагрева до получения круглого сечения кварцевой трубы по всей длине. 2 з.п. ф-лы, 2 ил.
1. Способ калибровки труб из кварцевого стекла, включающий односторонний пламенный нагрев неподвижной кварцевой трубы с помощью перемещающегося вдоль кварцевой трубы средства пламенного нагрева, отличающийся тем, что кварцевую трубу нагревают со стороны толстой части стенки до температуры ее размягчения, одновременно создают избыточное давление, обеспечивающее раздутие кварцевой трубы до сравнивания утолщенной части стенки с более тонкими ее участками, после чего производят вращение кварцевой трубы с использованием пламенного нагрева до получения круглого сечения кварцевой трубы по всей длине.
2. Способ по п. 1, в котором кварцевую трубу нагревают с использованием средства пламенного нагрева, содержащего две горелки, которые размещают в одной вертикальной плоскости симметрично относительно утолщенной части стенки трубы и перемещают с постоянной скоростью вдоль кварцевой трубы.
3. Способ по п. 1, в котором кварцевую трубу нагревают с использованием средства пламенного нагрева, содержащего четыре горелки, которые размещают в одной вертикальной плоскости симметрично относительно утолщенной части трубы и перемещают с постоянной скоростью вдоль кварцевой трубы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КВАРЦЕВОГО СТЕКЛА | 2011 |
|
RU2479495C1 |
| Устройство для калибрования стеклянных трубок | 1987 |
|
SU1435550A1 |
| Механизм калибровки стеклоцилиндров | 1983 |
|
SU1154223A1 |
| US 4298364 A1, 03.11.1981 | |||
| US 4247319 A1, 27.01.1981. | |||

