Это изобретение относится к бейнитной стали и способам ее получения. В частности, оно относится к сталям, пригодным для брони, но не ограничивается данным. Изобретение также относится к переходным микроструктурам, которые позже могут быть переработаны в бейнитную сталь.
В основном бейнитная сталь обычно имеет, по крайней мере, 50% структуры бейнитного феррита. Бейнит классифицируется по двум группам: верхний и нижний бейнит.
Верхний бейнит свободен от карбидных выделений внутри зерен бейнитного феррита, но карбид может выделяться на границах.
Нижний бейнит имеет карбидные выделения внутри зерен бейнитного феррита под характерным углом к границам зерен. Карбиды могут также выделяться у границ.
Позднее был описан свободный от карбида бейнит, в котором содержалось между 90% и 50% бейнита, а остальное составлял аустенит, в котором избыток углерода оставался внутри бейнитного феррита в концентрациях, не соответствующих равновесию; также имеется частичное разделение углерода на остаточный аустенит. Подобная бейнитная сталь имеет очень тонкие бейнитные пластинки (толщиной 100 нм или менее). В данном описании для подобной стали используется выражение «Супербейнитная сталь».
В WO 01/011096А (ГОСУДАРСТВЕННЫЙ СЕКРЕТАРЬ ПО ОБОРОНЕ) - 15/02/2001 - описывается и заявляется в основном бейнитная сталь. Хотя этот материал имеет низкую стоимость сплава по сравнению с другими твердыми бронированными сталями, изготовление включает нагревание в течение длительных периодов, особенно при превращении в бейнит, что приводит к высоким энергетическим затратам и затратам времени на производство. Бейнитная сталь также очень трудно поддается обработке, сверлению или формированию. В результате чего ограничивается ее промышленная полезность.
В японской заявке на патент JP 05-320740А описывается нижняя бейнитная сталь, которая не является свободной от карбида.
Настоящим изобретением предусматривается супербейнитная сталь, которая сравнительно экономична в производстве. Здесь также описываются процессы изготовления, обеспечивающие более простую обработку, сверление и формирование во время производственного процесса.
В настоящем изобретении супербейнитная сталь включает составляющие в весовых процентах: углерод от 0,6% до 1,1%; марганец от 0,3% до 1,8%; никель до 3%; хром от 0,5% до 1,5%; молибден до 0,5%; ванадий до 0,2%; вместе с достаточным количеством кремния и/или алюминия для получения бейнита практически свободного от карбида; при оставшемся количестве железа за исключением случайных примесей.
Подобная сталь может быть очень твердой, с твердостью по Виккерсу от 550 HV до 750 HV.
Кремний предпочтителен по сравнению с алюминием как на основании стоимости, так и простоты производства, поэтому для бронированных сталей алюминий обычно не используется. Практичное минимальное содержание кремния составляет 0,5% по весу, и оно не должно превышать 2% по весу. Избыток кремния делает процесс трудно управляемым.
Предпочтительные диапазоны некоторых других составляющих супербейнитной стали по весовым процентам включают: марганец от 0,5% до 1,5%; хром от 1,0% до 1,5%; молибден от 0,2% до 0,5%; ванадий от 0,1% до 0,25.
Присутствие молибдена замедляет перлитное превращение. Это, следовательно, упрощает окончательное бейнитное превращение, так как снижается риск перлитного превращения. Присутствие ванадия сказывается на пластичности.
Было обнаружено, что путем изменения содержания марганца можно менять скорость перехода в бейнит, при этом, чем выше содержание марганца, тем медленнее переход. Однако с практической точки зрения было обнаружено, что содержание марганца около 1% по весу обеспечивает заметный компромисс между скоростью перехода (и тем самым затратам энергии) и способностью контролировать процесс. В действительности содержание марганца, даже если вы нацелены на 1%, будет колебаться между около 0,9% и 1,1% весовых процента, таким образом, в контексте данного изобретения слово «около» подразумевает возможные колебания + или - 10% от приведенных цифр.
Было обнаружено, что супербейнитная сталь, изготовленная с составляющими в рамках предпочтительных диапазонов, имеет чрезвычайно тонкие пластинки бейнита (толщина пластинок в среднем 40 нм или менее, и обычно толщина составляет около 20 нм) и твердость 630 HV или более.
Описанные здесь супербейнитные стали практически свободны от массивного аустенита.
В другом аспекте изобретения, способ производства супербейнитной стали включает следующие этапы: достаточно быстрое охлаждение стали, имеющей состав, охарактеризованный в предшествующих параграфах, для того чтобы избежать образования перлита, от температуры, превышающей температуру ее аустенитного перехода, до температуры, превышающей начало ее мартенситного превращения, но ниже температуры начала бейнитного превращения; и выдерживание стали при температуре внутри указанного диапазона в течение до 1 недели.
Могут быть включены дополнительные этапы: первоначальное охлаждение стали, имеющей состав, охарактеризованный в предшествующих параграфах, до полностью перлитного состояния; и повторный нагрев стали до полностью аустенитного состояния. Затем сталь охлаждается и превращается, как описано в предшествующем параграфе.
Температура начала мартенситного превращения значительно отличается в зависимости от точного состава сплава. Иллюстративные примеры для нескольких составов показаны на описанных ниже фигурах. Для практических целей температура перехода будет около 190°C, чтобы превращение произошло достаточно быстро.
Могут быть включены дополнительные этапы: повторный нагрев стали в ее перлитной форме для ее аустенизации; и предоставление стали возможности снова медленно охладиться до полностью перлитной фазы.
Этот этап может быть повторен.
Другим возможным этапом является отжиг стали в ее перлитной форме. Это лучше всего делать в качестве этапа, предшествующего окончательной аустенизации и последующих этапов превращения.
Обычно на практике при выполнении этапов образования перлита, сталь доводится до температуры окружающей среды.
Отличительной чертой процесса, описанного в предшествующих параграфах, является то, что в перлитной форме сталь может быть обработана, просверлена и формирована с относительной легкостью. В своей перлитной форме стальной сплав является полезным коммерческим продуктом, который может продаваться сам по себе. Он может резаться, обрабатываться, сверлиться или формироваться до продажи, при этом покупателю остается только выполнить окончательную аустенизацию и этапы превращения, или же производитель может осуществить обработку, сверление или формирование, а покупателю остается предпринять окончательные этапы для превращения стали в супербейнитную сталь.
Сталь может подвергаться горячей прокатке, находясь в аустенитной фазе.
Обычно изготовленная таким образом катаная сталь разрезается по длине до превращения в супербейнитную сталь.
Было обнаружено, что превращение в супербейнитную сталь лучше всего производится в промежуток времени между 8 часами и 3 днями, хотя наиболее экономично производить это за 8 часов. Хороший компромисс между экономичным производством и получаемой твердостью достигается, если этап трансформации проходит в рамках температурного диапазона 220°C до 260°C и идеально при 250°C.
Если сталь находится в толстых пластинах (толщиной около 8 мм), температурное распределение внутри стали, когда она достигает температуры бейнитного превращения, может быть неоднородной. Температура в центре пластины, в частности, может быть выше желаемой температуры превращения, при этом достигаются неравномерные свойства превращения. Чтобы преодолеть это, имеющаяся в виду сталь охлаждается с ее температуры аустенизации до температуры, немного превышающей температуру, при которой начнется превращение в бейнит, удерживается над этой температурой до тех пор, пока сталь не будет практически однородной по температуре, и затем возобновляется процесс охлаждения до температурного диапазона бейнитного превращения.
Следует отметить, что супербейнитная сталь в соответствии с изобретением включает временные рамки этапов превращения, которые значительно короче описанных в WO01/011096, при значительном снижении потребляемой энергии.
В случаях, когда супербейнитная сталь изготавливается, как описано выше, и температура превращения не превышает 250°С, получаемая в результате супербейнитная сталь имеет от 60% до 80% по объему бейнитного феррита с избытком углерода в растворе. Оставшаяся часть представляет собой практически обогащенную углеродом сталь аустенитной фазы. Изготовленная таким образом супербейнитная сталь очень твердая, имеет очень высокое баллистическое сопротивление и особенно пригодна в качестве броневой стали. Супербейнитная сталь не имеет блокирующего аустенита.
Проводились сравнительные испытания различных бейнитных сталей. Составы сталей, использованные с целью иллюстрации, приводятся в таблице 1.
Примеры 1 и 2 являются примерами стали, приготовленной в соответствии с WO 01/011096. Пример 3 - это пример стали в соответствии с данным изобретением. Сплавы готовились в виде слитков (150×150×450 мм) 50 кг, полученных вакуумно-индукционной плавкой, используя высокочистое сырье. После отливки слитки были гомогенизированы при 1200°C в течение 48 часов, печь охлаждалась, производилась обрезка и нарезка на квадратные блоки толщиной 150 мм. Затем они уменьшались до толщины 60 мм ковкой в нагретом состоянии при 1000°C и затем подвергались горячей прокатке при той же температуре для получения пластин 500×200 мм с толщиной 25 мм. Все пластины охлаждались в печи с 1000°C. В этом состоянии пластины проявляли твердость 450-550HV.
Пластины размягчались при 650°C в течение 24 часов и охлаждались в печи, чтобы уменьшить твердость ниже 300HV. Это позволяло готовить тестовые материалы с использованием обычных операций обработки, избегая необходимости использования специализированной методики, необходимой для легированных сталей.
Несколько 10-мм кубов материала удалялись с центральной зоны каждой пластины. Эти образцы подвергались аустенизации при 1000°C в течение 1 часа и затем подвергались тепловой обработке при 200-250°C при бейнитном превращении в воздушной рециркуляционной печи до 400 часов перед охлаждением на воздухе. Образцы разрезались пополам, устанавливались, шлифовались, полировались до отделки 1 микрометр и проверялись на твердость. Твердость определялась с помощью прибора определения твердости по Виккерсу, используя пирамидальный наконечник (индентор) и нагрузку 30 кг. Десять вмятин были произведены в центральной зоне каждого образца, при этом среднее значение жесткости было взято как показательное.
Заготовки образцов брались с каждой размягченной пластины, подвергались аустенизации при 1000°С и затвердевали при 200-250°C несколько раз, при этом на основании приведенных выше испытаний твердости превращение аустенита в бейнит считалось завершенным. Испытания на растяжение проводились в соответствии с соответствующим британским стандартом, используя образцы диаметром 5 мм. Испытание на сжатие выполнялось, используя образцы диаметром 6 мм и высотой 6 мм со скоростью деформации 10-3 с-1. Ударное испытание со стандартными образцами Шарпи с V-образным надрезом выполнялись на оборудовании 300J для испытания Шарпи. Все испытания проводились при комнатной температуре, при этом ударные испытания и испытания на растяжение были представлены как среднее значение из трех испытаний.
Измерялись колебания твердости при температуре превращения. Пример 1 демонстрировал заметное затвердевание. После 110 часов при 200°С наблюдалась твердость 600 HV, что соответствует началу бейнитного превращения, определяемого рентгеновскими опытами. Значения твердости впоследствии поднимались до 640HV после дополнительных 100 часов, отмечая конец формирования бейнита, и медленно повышались до 660 HV после итоговых 400 часов.
Хотя увеличение температуры превращения до 225°C или 250°C снижало время превращения в бейнит в примере 1 до 100 часов и 50 часов соответственно, это сопровождалось снижением наблюдаемой твердости.
Пример 2 был подобен примеру 1, но имел добавки кобальта и алюминия; он также демонстрировал заметное затвердевание. Время, требующееся для достижения твердости 650 HV при 200°C, снижалось с 400 часов до 200 часов. Более высокие температуры снова ассоциировались с более коротким временем превращения при достижении твердости 575HV после 24 часов при 250°C в противоположность 48 часам в примере 1. Хотя использование кобальта и алюминия было успешным для снижения времени тепловой обработки, высокая стоимость как кобальта, так и алюминия вместе с трудностью обработки стальных сплавов с использованием алюминия делают пример 2 коммерчески непривлекательным.
В примере 3 супербейнитная сталь, являющаяся предметом данного изобретения, показала более высокую твердость, чем в примерах 1 или 2. Твердость в 690 HV достигалась после 24 часов при 200°C по сравнению с 650-660 HV в примерах 1 и 2 после 200-400 часов. Температура превращения 250°C и твердость 630 HV регистрировались только после 8 часов, в то время как в примерах 1 и 2 не удавалось достичь 600 HV даже спустя несколько сот часов.
Свойства упругости по примерам 1, 2 и 3 после затвердевания при 200-250°C для различного времени, ассоциируемого с концом бейнитного превращения, показаны в таблице 2. Это показывает, что технический предел прочности каждого сплава слегка снижался при увеличении температуры превращения. Также наблюдалось подобное же снижение предела прочности на разрыв, за исключением примера 3, при превращении в течение 8 часов при 250°C. Однако пластичность при растяжении сплавов, превращенных при 250°C, была в 2-3 раза больше, чем у материала, нагреваемого до 200°C.
Испытания показали, что материалы, превращаемые при 200°C, проявляли более высокие уровни твердости. Превращение в супербейнитную сталь при 250°C может быть приемлемо на практике, так как оно облегчает более быстрое формирование более вязкого материала, не вызывая значительных снижений прочности. Преимущества данного подхода наиболее заметны в примере 3С, предмете данного изобретения, обработанном при 250°C, который в связи с увеличенной вязкостью смог затвердеть до предела прочности на разрыв, составляющего 2098 МПа, т.е. наивысшего предела прочности на разрыв из всех изученных сплавов.
Ударные свойства примеров 1, 2 и 3 продемонстрировали, что все проявляли низкие значения ударной энергии Шарпи при комнатной температуре, которые колебались между 4-7 джоулями.
Именно эта способность материалов, изготовленных с использованием способа изобретения формировать высокообъемную фракцию сверхтонкой, затвердевшей в порядке внедрения бейнитной стали, позволяет им проявлять уровни крепости, сравнимые с уровнями более крепких мартенситно-стареющих сталей при относительно низком потреблении энергии. Далее, в отличие от мартенситно-стареющих сталей (<75% Fe), материалы по данному изобретению способны выполнять это, не используя высоких уровней дорогих легирующих элементов.
Далее изобретение будет проиллюстрировано со ссылкой на сопроводительные чертежи, где
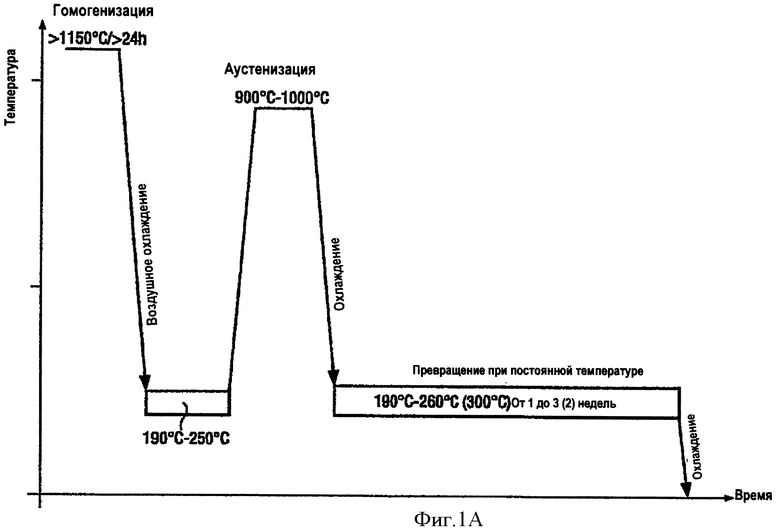
на фиг.1A показан процесс производства, описанный в заявке РСТ на патент WO2001/11096;
на фиг.1B показан процесс производства, используемый при настоящем изобретении;
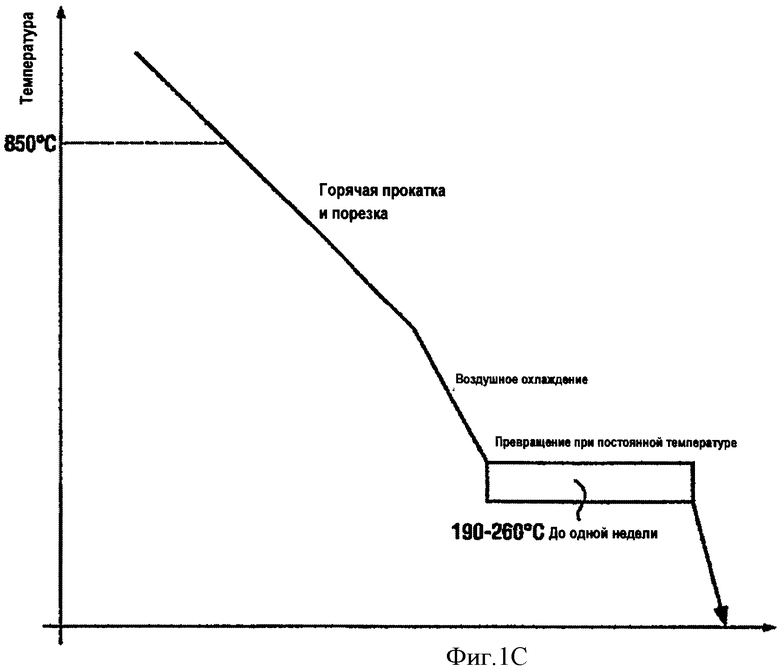
на фиг.1C показан альтернативный процесс производства, используемый при настоящем изобретении;
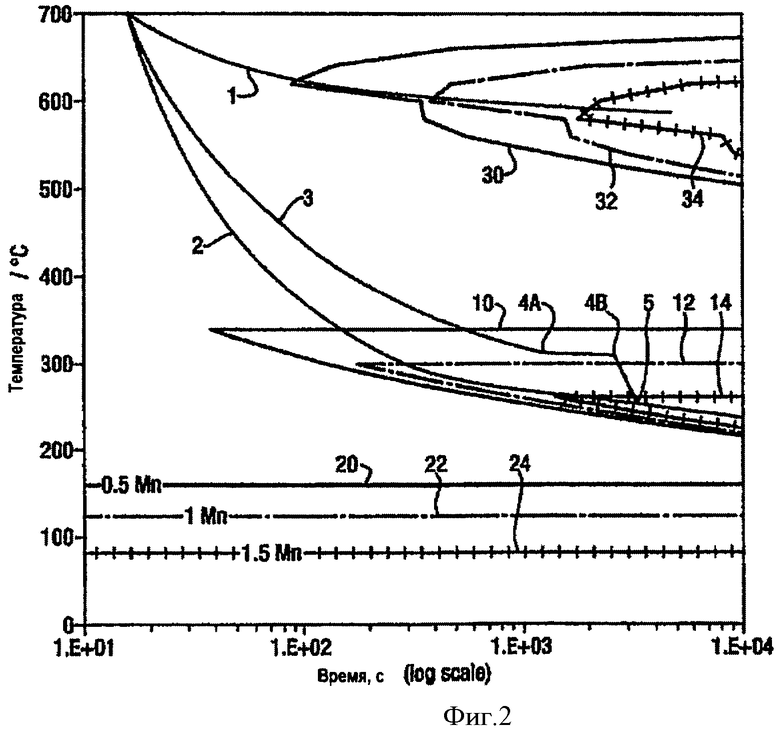
на фиг.2 показана диаграмма температуры/времени/превращения для предпочтительной стали в соответствии с изобретением, показывающая изменяющееся содержание марганца; следует отметить, что точные диаграммы будут меняться в соответствии с составом стали;
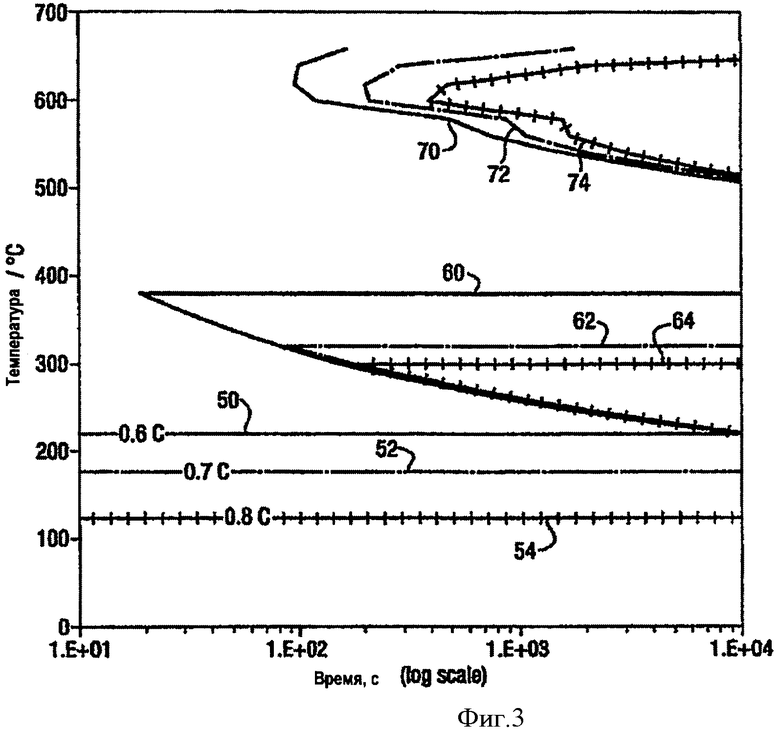
на фиг.3 показана диаграмма температуры/времени/превращения для предпочтительной стали в соответствии с изобретением, имеющей 1% марганца, демонстрирующая влияние меняющегося содержания углерода; следует отметить, что точные диаграммы будут меняться в соответствии с точным составом стали;
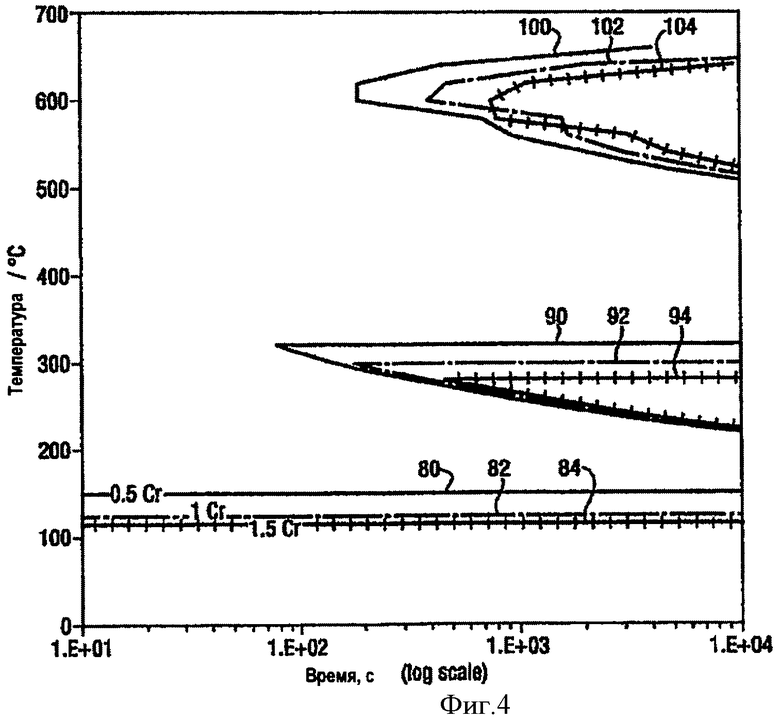
на фиг.4 показана диаграмма температуры/времени/превращения для предпочтительной стали в соответствии с изобретением, имеющей 1% марганца, демонстрирующая влияние меняющегося содержания хрома; следует отметить, что точные диаграммы будут меняться в соответствии с составом стали.
На фиг.1A материал гомогенизируется при более чем 1150°C и охлаждается на воздухе до температуры между 190 и 250°C. Проиллюстрированный образец должен быть небольшим с высокой поверхностной зоной. Затем образец повторно нагревается для аустенизации при температуре от 900 до 1000°C. Этого можно добиться за приблизительно 30 минут. Затем он охлаждается в печи до температуры 190 до 260°C и выдерживается при данной температуре в течение периода от одной до трех недель, хотя при выдерживании при температуре 300°C максимальное время сокращается до двух недель.
На фиг.1B проиллюстрирован процесс производства для материала по настоящему изобретению, который будет преобразовываться в перлит при относительно медленном процессе охлаждения, составляющем около 2°C/мин. Однако это не считается медленным процессом и легко экономично достигается на сталепрокатном стане. Обычно в процессе производства стали дают охладиться с высокой температуры (свыше температуры аустенитного перехода) в виде больших толстых пластин, часто в стеллажах. Скорость охлаждения естественно составляет около 2°С/минуту, что достаточно медленно для формирования полностью перлитной фазы. Затем пластины нагреваются снова до около 850°С для их аустенизации. Горячий материал пропускается через прокатный стан для формирования листовой стали, которая в данном примере имеет толщину от 6 до 8 мм и наматывается в катушки. Очевидно, что толщина может быть больше или меньше, чем приведенный диапазон, чтобы выполнить требования клиента. Термическая способность катушки значительно ограничивает скорость охлаждения, чтобы убедиться, что был снова образован перлит, по мере того, как материал охлаждается до температуры окружающей среды (в данном случае комнатной температуры). Это просто достигается предоставлением намотанной в катушки стали естественно охлаждаться на воздухе, например, в течение 38 часов. На данной стадии катушки могут быть размотаны и обрезаны в пластины или повторно нагреты для их отжига и охлаждения до температуры окружающей среды. При повторном достижении температуры окружающей среды, комнатной температуры в данной примере (КТ на фиг.1В), она может быть обрезана и обработана, просверлена и сформирована, до прохождения окончательной аустенизации и этапа превращения в бейнит. На данной стадии она находится в отдельных кусках и охлаждается после данной аустенизации гораздо быстрее, тем самым избегая прохождения перлитной фазы. Как только она достигает температуры 190°C до 260°C, она выдерживается при данной температуре, чтобы дать возможность завершить стадию бейнитного превращения. Точный период бейнитного превращения зависит от содержания марганца в стали, и чем ниже содержание марганца, тем короче требуемое время превращения. Предпочтительный материал, содержащий около 1% марганца, может быть превращен за 8 часов.
На фиг.1C, сталь подвергается горячей прокатке в аустенитной фазе либо немедленно после литья из горячего расплава или возможно после нагревания в аустенитной фазе для гомогенизации или деформации. Затем сталь может быть разрезана на пластины. Пластины могут охлаждаться на воздухе. Скорость охлаждения такова, что пластины достигнут температуры превращения в соответствующий момент, чтобы дать возможность произойти превращению в супербейнитную сталь. Это может произойти в рециркуляционной печи с контролируемым поступлением воздуха или другой приемлемой среды.
Диаграмма температуры/времени/превращения для супербейнитных сталей в соответствии с данным изобретением, показывающая влияние различного содержания марганца, показана на фиг.2.
Окончательное превращение из аустенита в бейнит показано для тонкой пластины (обычно от 6 до 8 мм) кривой 2. Здесь отдельные пластины охлаждаются воздухом, разделением пластин; скорость охлаждения обычно составляет, например, 80°C/мин. Этим избегается превращение в перлит. Если необходимо, соответствующим образом должна контролироваться скорость охлаждения. Бейнитный переход для 0,5% по весу марганца показан линией 10, для 1,0% по весу марганца показан линией 12 и для 1,5% по весу марганца - линией 14. Закалка преобразует материал в мартенсит, температуры начала мартенсита показаны линиями 20, 22 и 24 для 0,5%, 1,0% и 1,5% по весу марганца соответственно. Невыполнение поддержания температуры превращения в рамках диапазона, показанного кривыми 10, 12 или 14, соответствующим образом в течение адекватных периодов может содержать риск частичного превращения в мартенсит. Кривые 30 (для 0,5% по весу марганца), 32 (для 1% по весу марганца) и 34 (для 1,5% по весу марганца) указывают на превращение в перлит, которого следует избегать при окончательных стадиях процесса превращения. Температура начала бейнитного превращения является температурой, выше которой бейнит не будет формироваться. На фиг.2, для бейнитных кривых, 10, 12 и 14 температура начала бейнитного превращения представлена плоской самой высокой частью каждой кривой.
По мере увеличения толщины пластины увеличивается шанс более медленного охлаждения в центре пластины, что дает возможность формирования частичной перлитной фазы в центре, и получается менее однородная структура. Этого можно избежать, соблюдая кривую охлаждения, подобную отмеченной цифрой 3, которая предназначена для 1% по весу марганца в стали в соответствии с изобретением. В данном случае температура снижается до температуры, отмеченной 4А как раз над температурой 12 начала бейнитного превращения и выдерживается как раз над температурой превращения до тех пор, пока температура внутри пластины не будет однородной. В данной точке (4В) температура снижается до точки 5 внутри диапазона превращения и выдерживается в данном диапазоне, чтобы дать возможность для превращения в бейнит.
На фиг.3 кривые температура/время/превращение для бейнита для 0,6% по весу углерода показаны линией 60, для 0,7% по весу углерода линией 62 и для 0,8% по весу углерода линией 64. Закалка преобразует материал в мартенсит. Температуры перехода показаны линиями 50, 52 и 54 для 0,6%, 0,7% и 0,8% по весу углерода соответственно.
Подобным же образом, невозможность поддержания температуры превращения в рамках диапазона, указанного кривыми 60, 62 или 64, как это необходимо в течение адекватных периодов, имеет риск частичного превращения в мартенсит. Кривые 70, 72 и 74 показывают перлитные переходы для содержания углерода 0,6%, 0,7% и 0,8% по весу соответственно. Температура начала бейнитного превращения является температурой, выше которой бейнит не будет образовываться. На фиг.3, для бейнитных кривых 60, 62 и 64 температура начала бейнитного превращения представлена плоскими самыми верхними порциями каждой кривой.
Подобным же образом на фиг.4 представлены кривые температура/время/переход для 0,5% по весу хрома (линия 90), для 1,0% по весу хрома (линия 92) и 1,5% по весу хрома (линия 94). Закалка преобразует материал в мартенсит и температуры перехода показаны линиями 80, 82 и 94 для 0,5%, 1,0% и 1, 5 по весу хрома соответственно. Невозможность поддерживать температуру превращения внутри диапазона, указанного кривыми 90, 92 или 94, как это уместно, в течение адекватных периодов приводит к риску частичного превращения в мартенсит. Кривые 100, 102 и 104 показывают перлитные переходы для содержания хрома 0,5%, 1,0% и 1,5% по весу соответственно. Температура начала бейнитного превращения является температурой, выше которой бейнит не образуется. На фиг.4 для бейнитных кривых 90, 92 и 94 температура начала бейнитного превращения представлена плоскими самыми верхними порциями каждой кривой.
мер
В таблице:
σ0,2 - условный предел текучести;
σ0 - предел прочности;
δ - относительное удлинение;
Ψ - относительное сужение;
HV - твердость по Виккерсу.
Число Шарпи основано на образце 10×10 мм (следует быть внимательными при сравнении числа Шарпи для образца 10×10 мм, так как в некоторых работах берется образец 5×5 мм).
В таблице 2 в столбце Пример буквы относятся к различным образцам примеров 1, 2 и 3, подвергнутых воздействию различных температур превращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788982C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СТАЛЬ С БЕЙНИТНОЙ СТРУКТУРОЙ | 2014 |
|
RU2578873C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ПЛИТ С ВЕЛИКОЛЕПНОЙ ПЛАСТИЧНОСТЬЮ И ПРОИЗВОДИМЫЕ ЭТИМ СПОСОБОМ ПЛИТЫ | 2006 |
|
RU2403311C2 |
| ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ ИЗНОСОСТОЙКОСТЬЮ И СВАРИВАЕМОСТЬЮ РЕЛЬСЫ ИЗ НИЗКОЛЕГИРОВАННОЙ ТЕРМООБРАБОТАННОЙ ПЕРЛИТНОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИХ ПРОИЗВОДСТВА | 1996 |
|
RU2139946C1 |
| Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали | 2016 |
|
RU2616756C1 |
| БЕЙНИТНАЯ СТАЛЬ ДЛЯ КОМПОНЕНТОВ ДЛЯ БУРЕНИЯ ПОРОДЫ | 2013 |
|
RU2669665C2 |
| ВЫСОКОПРОЧНАЯ ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2750309C2 |
Изобретение относится к области металлургии, а именно к получению бейнитной стали, используемой для изготовления, в частности, брони. Структура стали состоит из 50-90% бейнита и остаточного аустенита, при этом избыточный углерод содержится в бейнитном феррите с толщиной бейнитных пластинок 100 нм или меньше в концентрации, превышающей равновесную концентрацию, и частично в остаточном аустените. Сталь, содержащую, вес.%: от 0,6% до 1,1% углерода, марганца от 0,3 до 1,5%, никеля до 3%, хрома от 0,5% до 1,5%, молибдена от 0% до 0,5%, ванадия от 0% до 0,2%, кремния от 0,5% до 2% и остаток - железо, за исключением случайных примесей, охлаждают достаточно быстро для предотвращения образования перлита от температуры, превышающей температуру ее аустенитного превращения, до температуры выше температуры начала мартенситного превращения, но равную или ниже 260°С. Выдерживают сталь внутри данного диапазона в течение времени от 8 часов до недели для обеспечения бейнитного превращения. До бейнитного превращения сталь охлаждают до полностью перлитного состояния и повторно нагревают до аустенитного состояния один или более раз. Сталь экономична в производстве, обладает высокой твердостью и баллистическим сопротивлением, а также более проста в обработке. 2 н. и 9 з.п. ф-лы, 6 ил., 2 табл., 3 пр.
1. Сталь, содержащая от 90% до 50% бейнита и остаточный аустенит в качестве остальной части, в которой избыточный углерод содержится в бейнитном феррите с толщиной бейнитных пластинок 100 нм или меньше в концентрации, превышающей равновесную концентрацию, и частично в остаточном аустените, и содержащая в вес.%: от 0,6% до 1,1% углерода, марганца от 0,3 до 1,5%, никеля до 3%, хрома от 0,5% до 1,5%, молибдена от 0% до 0,5%, ванадия от 0% до 0,2%, кремния от 0,5% до 2% и остаток - железо, за исключением случайных примесей.
2. Сталь по п.1, отличающаяся тем, что содержание марганца находится в диапазоне от около 0,5% по весу до 1,5% по весу.
3. Сталь по п.2, отличающаяся тем, что содержание марганца составляет около 1% по весу.
4. Сталь по п.1, отличающаяся тем, что имеет среднюю толщину бейнитной пластинки менее 40 нм.
5. Способ производства стали, содержащей от 90% до 50% бейнита и остаточный аустенит в качестве остальной части, в которой избыточный углерод содержится в бейнитном феррите с толщиной бейнитных пластинок 100 нм или меньше в концентрации, превышающей равновесную концентрацию, и частично в остаточном аустените, включающий этап бейнитного превращения путем охлаждения стали, содержащей в вес.%: от 0,6% до 1,1% углерода, марганца от 0,3 до 1,5%, никеля до 3%, хрома от 0,5% до 1,5%, молибдена от 0% до 0,5%, ванадия от 0% до 0,2%, кремния от 0,5% до 2% и остаток - железо, за исключением случайных примесей, достаточно быстро для предотвращения образования перлита, от температуры, превышающей температуру ее аустенитного превращения, до температуры выше температуры начала мартенситного превращения, но равную или ниже 260°С и выдерживание стали внутри данного диапазона в течение времени от 8 ч до недели до превращения в бейнит.
6. Способ по п.5, отличающийся тем, что до бейнитного превращения включает этапы охлаждения стали до полностью перлитного состояния и этапы повторного нагрева стали до аустенитного состояния.
7. Способ по п.6, отличающийся тем, что этапы охлаждения стали до полностью перлитного состояния и этапы повторного нагрева стали до аустенитного состояния повторяют один или более раз до превращения стали в бейнит.
8. Способ по п.5, отличающийся тем, что бейнитное превращение происходит в течение 3 дней или меньшего времени.
9. Способ по п.5, отличающийся тем, что превращение происходит в рамках температурного диапазона от 220°С до 260°С включительно.
10. Способ по п.5, отличающийся тем, что превращение происходит при температуре 250°С.
11. Способ по п.5, отличающийся тем, что сталь охлаждается из аустенитной фазы до температуры как раз над температурой, при которой начнется превращение в бейнит и выдерживается при данной температуре до тех пор, пока сталь не станет практически однородной по температуре перед началом повторного охлаждения до диапазона температуры превращения.
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СТАЛЬ | 1990 |
|
RU2020183C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

