ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к бейнитной стали в соответствии с п. 1 формулы изобретения. Настоящее изобретение дополнительно относится к компоненту буровая колонна в соответствии с п. 7 формулы изобретения. Настоящее изобретение дополнительно относится к способу изготовления буровой колонны в соответствии с п. 10 формулы изобретения. Настоящее изобретение также относится к использованию бейнитной стали по изобретению в соответствии с п. 15 формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
Буровые колонны для буровых и строительных работ обычно содержат центральную часть колонны, конец с внешней резьбой и конец с внутренней резьбой. При работе, буровая головка или буровое долото навинчивается на конец колонны с внешней резьбой, и буровая головка направляется в породу или в землю с буровой установки. Один из типов бурения называется "ударное бурение", в котором буровая установка выполнена с возможностью придавать буровой колонне вращательное движение с высокой скоростью и ударное усилие. По мере углубления скважины, буровая колонна может быть удлинена путем навинчивания дополнительных буровых колонн на конец предыдущей.
Буровые колонны могут быть изготовлены путем ковки и нарезки резьбы на концах стальной колонны для формирования соединителей с внешней и внутренней резьбой. Однако, наиболее обычной практикой сегодня является отдельное изготовление внешних и внутренних соединителей и последующее присоединение соединителей с помощью сварки трением к соответствующим конца стальной колонны.
Одна из проблем буровой колонны является сравнительно короткий срок службы вследствие высокой скорости износа буровых колонн и необходимость из замены, и она оказывает прямое влияние на общую стоимость буровой операции. Еще одной проблемой является прочность колонны. Если колонна ломается, то может понадобится значительное время для ее извлечения из скважины.
В прошлом, были выполнены некоторые работы для улучшения буровых колонн. Например, WO 97/27022 посвящена проблеме зон мягкого материала, появляющихся на границе между соединителем и центральной колонной после сварки трением. Когда соединитель и центральная колонна свариваются при помощи трения, происходит нагрев границы между соединителем и центральной колонной. Нагретая зона называется "зоной термического воздействия". В подвергнутой нагреванию зоне материал стали отжигается и появляется зона мягкого материала на границе между колонной и соединителем. Мягкая зона становится слабой частью буровой колонны и обычно является местом, где буровая колонна ломается. Для решения этой проблемы WO 97/27022 предлагает сталь, в которой химический состав является сбалансированным таким образом, что твердость наиболее отпущенной части в подвергшейся нагреванию зоне равна твердости центральной части буровой колонны.
Сталь, описанная в WO 97/27022 приводит к увеличению срока службы буровых колонн, в частности, в виду поломок на границе между соединением и центральной частью колонны. Однако общий срок службы буровых колонн все еще является неудовлетворительным.
Полевые наблюдения показали, что сегодня поломка буровых колонн редко происходит на границе между соединителем и центральной колонной. Вместо этого, продолжительность срока службы буровых колонн вероятно ограничена поломкой в резьбовой части соединителей.
Соответственно, целью настоящего изобретения является решение, по меньшей мере, описанных выше проблем. В частности, целью настоящего изобретения является достижение улучшенного состава стали, который позволил бы изготовлять буровые колонны с большим сроком службы. Дополнительной целью настоящего изобретения является получение низко затратного бурового компонента, который может быть использован на протяжении длительного периода времени. Также целью настоящего изобретения является получение способа для производства буровых компонентов, устойчивых к износу. Еще одна дополнительная цель настоящего изобретения относится к использованию улучшенного состава стали в компонентах для бурения породы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением, по меньшей мере, одна из этих целей достигается бейнитной сталью, содержащей (% вес.):
C: 0,16-0,23
Si: 0,8-1,0
Mo: 0,67-0,9
Cr: 1,10-1,30
V: 0,18-0,4
Ni: 1,60-2,0
Mn: 0,65-0,9
P: ≤0,020
S: ≤0,02
Cu: <0,20 N: 0,005-0,012% вес.,
остальное - железо и неизбежные примеси.
Сталь по изобретению в основном предназначена для производства поверхностно упрочненных компонентов, которые подвергаются повторяющемуся износу при повышенных температурах, то есть 300-500°C, например, поверхностно упрочненные резьбовые соединители в буровых колоннах. Эти компоненты имеют мартенситную поверхностную зону и бейнитно-мартенситное ядро.
Результаты полевых испытаний, выполненных во время ударного бурения, показали, что упрочненные буровые колонны, изготовленные из стали по изобретению, служат на удивление дольше, чем буровые колонны, изготовленные из обычной стали.
Во время ударного бурения породы или наземного бурения почвы, буровая колонна подвергается интенсивному удару со стороны буровой установки. Удар вызывает ударную волну, которая распространяется через соединенные буровые колонны вниз до бурового долота в забое. По мере распространения ударной волны через соединенные колонны, примерно 5% ее энергии теряется в виде тепла, которое выделяется, главным образом, в резьбах внешнего и внутреннего соединителей соединенных между собой буровых колонн. В результате этого, рабочая температура в соединениях во время ударного бурения является высокой, обычно 300°C, но может достигать и 500°C. При наземном ударном бурении, обычно используется воздух для охлаждения буровых колонн, а также удаления бурового шлама. Однако, воздух не является эффективным охлаждающим флюидом, и не охлаждает колонны достаточно для устранения этого возникающего тепла, заставляющего мартенситный слой в резьбах соединителей буровых колонн превращаться в более мягкие фазы цементита и феррита. В обычных буровых колоннах, превращение мартенсита может привести к размягчению поверхности резьб и, в конце концов, к износу соединителей. Сопротивление адгезионному изнашиванию напрямую зависит от твердости.
Причина удивительно долгого срока службы буровых колонн, изготовленных из стали по изобретению, еще до конца не понятна. Однако, не будучи связанным теорией, считается, что балансовые количества таких легирующих элементов, как кремний, молибден, хром и ванадий, заставляют мартенситную поверхность соединителей буровой колонны сохранять твердость при высоких рабочих температурах во время ударного бурения.
Кремний стабилизирует эпсилон карбид и, таким образом, замедляет превращение твердой поверхностной мартенситной зоны соединителей в более мягкий цементит и феррит до температур приблизительно 300°C. Однако по мере повышения температуры в соединителях во время бурения, мартенситная фаза на поверхности упрочненных соединителей будет постепенно начинать превращаться в цементит и феррит. В следствие этого, количество мартенсита в поверхностной зоне соединителей понижается и, соответственно, также понижается твердость приповерхностной зоны. Во время превращения мартенсита в цементит и феррит, углерод высвобождается в сталь.
В стали по изобретению, легирующие элементы молибден, хром и ванадий образуют твердые и устойчивые карбиды с избытком углерода, возникающим из претерпевшей превращение мартенситной фазы. Твердые карбиды выделяются в оставшуюся мартенситную фазу соединителей и компенсируют, тем самым, твердость, потерянную в следствие превращения мартенсита в цементит.
Ядро (центральная часть) соединителей состоит из мартенсита и бейнита. Бейнит является тонкодисперсной смесью фаз цементита и феррита. Бейнит является стабильным при высоких температурах и остается, поэтому, достаточно прочным для поддержки упрочненной поверхностной зоны соединителей при высоких рабочих температурах.
В соответствии с альтернативой, количество Si составляет 0,85-0,95% вес. в стали по изобретению.
В соответствии с альтернативой, количество Mo составляет 0,70-0,80% вес. в стали по изобретению.
В соответствии с альтернативой, количество Cr составляет 1,20-1,25% вес. в стали по изобретению.
В соответствии с альтернативой, количество V составляет 0,20-0,30% вес., предпочтительно 0,2-0,25% вес., в стали по изобретению.
В соответствии с альтернативой, количество N составляет 0,005-0,008% вес., более предпочтительно 0,008-0,012% вес., в стали по изобретению.
Изобретение также относится к компоненту для бурения породы, содержащему сталь изобретения.
Компонент может быть резьбовым соединителем с внешней и внутренней резьбой для буровой колонны.
Например, компонент является буровой колонной, содержащей соединитель с внешней и внутренней резьбой.
Изобретение также относится к способу изготовления компонента для бурения породы, содержащему этапы:
формирование компонента для бурения породы, как это описано выше, из стали по изобретению;
b. нагревание упомянутого компонента до температуры аустенизации.
c. выдержку упомянутого компонента при температуре аустенизации в углеродсодержащей атмосфере заранее определенное время;
d. охлаждение упомянутого компонента.
Предпочтительно, чтобы упомянутый компонент нагревался до температуры 900-1000°C.
Предпочтительно, чтобы упомянутый компонент нагревался в атмосфере CO и H2.
Предпочтительно, чтобы упомянутый компонент нагревался в течение 3-6 часов.
Предпочтительно, чтобы компонент остывал на воздухе.
Изобретение также относится к применению бейнитной стали по изобретению в упрочненных соединителях для буровых колонн во время ударного бурения с воздушным охлаждением на поверхности земли.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сталь по изобретению содержит следующие элементы в% вес.: Углерод (C). Углерод включен в сталь изобретения для упрочнения и определения конечной структуры стали, которая должна быть бейнитной. Углерод также добавляется в сталь изобретения для обеспечения образования карбидов. Карбиды обеспечивают эффект дисперсионного упрочнения в бейнитной структуре стали. Карбиды дополнительно препятствуют росту зерна стали путем укрупнения и, тем самым, гарантируют тонкозернистость стали и, следовательно, высокую прочность. Содержание углерода, таким образом, должно быть, по меньшей мере, 0,16% вес. в стали. Слишком высокое содержание углерода уменьшает ударопрочность стали. Углерод должен быть, таким образом, ограничен 0,23% вес. Предпочтительно, чтобы углерод был в пределах 0,18-0,20% вес.
Кремний (Si) используется как раскислитель при производстве стали, и некоторое количество кремния, таким образом, обязательно присутствует в стали. Кремний оказывает положительный эффект на сталь изобретения, поскольку он увеличивает упрочняемость, то есть скорость, с которой аустенитная фаза превращается в мартенсит во время закалки. В стали по изобретению, кремний является важным легирующим элементом, поскольку он замедляет превращение мартенсита в цемент и феррит.
Мартенсит является нестабильной фазой, и при нагревании он превращается, через различные карбиды, в цементит и феррит, которые приводят к уменьшению твердости стали. Кремний стабилизирует эпсилон карбид, который является одним из карбидов, который предшествует фазе цементита во время превращения мартенсита, и, тем самым замедляет превращение мартенсита. Более того, во время растворения мартенситной фазы, углерод должен диффундировать через сталь до карбидов для обеспечения их роста. Присутствие кремния в стали увеличивает активность углерода в стали, что, в свою очередь, замедляет рост уже сформировавшихся карбидов и также образование новых карбидов. Также этот механизм значительно замедляет превращение мартенсита. Кремний, таким образом, оказывает положительный эффект на сохранение прочности поверхностной зоны в упрочненных компонентах в стали по изобретению при высоких температурах.
Однако кремний стабилизирует феррит и, таким образом, слишком большие количества кремния приводят к увеличению A1-температуры. Это оказывает негативное влияние, поскольку сталь во время упрочнения должна нагреваться до более высокой температуры, которая вызывает рост зерна в аустенитной фазе и, таким образом, уменьшает прочность. Следовательно, количество кремния ограничено 0,80-1,0% вес. в стали по изобретению. Предпочтительно, количество кремния составляет 0,85-0,95% вес.
Молибден, хром и ванадий являются ключевыми элементами в стали по изобретению, поскольку они образуют твердые карбиды, которые компенсируют падение твердости, когда мартенситная фаза превращается в цементит или феррит. Различные карбидные формы молибдена, хрома и ванадия образуют стабильные карбиды при различных температурах. Таким образом, при низких температурах и, следовательно, умеренном превращении мартенсита, выделяются в основном богатые молибденом карбиды. При повышении температур увеличивается превращение мартенсита. Однако при более высоких температурах, первыми выделяются богатые хромом карбиды, а затем, при еще более высоких температурах, также и богатые ванадием карбиды. Это обеспечивает эффект, при котором твердость мартенсита на поверхности соединителя поддерживается практически постоянной на протяжении широкого диапазона рабочих температур.
Молибден (Mo) образует устойчивые богатые молибденом карбиды при температуре от 300°C и до примерно 500°C, и компенсируют падение твердости, когда мартенситная фаза превращается в цементит и феррит. Для обеспечения выделения достаточного количества карбидов, количество молибдена должно составлять, по меньшей мере, 0,67% вес. Однако молибден стабилизирует аустенит и, таким образом, имеет сильное влияние на упрочняемость. Слишком высокое содержание молибдена может, таким образом, привести к образованию мартенсита в ядре соединителя, что делает соединитель хрупким. Высокое содержание молибдена может также вызвать образование максимума вторичной твердости. Верхний предел содержания молибдена, таким образом, составляет 0,9% вес. в стали по изобретению. Предпочтительно, чтобы молибден составлял от 0,67 до 0,83% вес. в стали по изобретению.
Хром (Cr) образует устойчивые богатые хромом карбиды с углеродом. Некоторые богатые хромом карбиды выделяются даже при низких температурах, то есть при 300°C. Однако, большая часть богатых хромом карбидов выделяется при температуре между 400-500°C. Чтобы обеспечить образование достаточного количества богатых хромом карбидов, сталь изобретения должна содержать, по меньшей мере, 1,10% вес. хрома. Очень высокое содержание хрома может привести к образованию так называемых максимума вторичной твердости в стали при температурах, обычно выше 600°C. Это явление обычно вызывается образованием большого количества карбидов хрома, а также карбидов ванадия и молибдена. Однако если температура стали будет увеличиваться и дальше, твердость резко падает вследствие роста выделившихся карбидов, которые, в свою очередь, отбирают углерод у других выделений в стали. Содержание хрома, таким образом, должно быть ограничено 1,30% вес. Предпочтительно, чтобы содержание хрома в стали по изобретению было 1,20-1,25% вес., чтобы обеспечить образование достаточного количества карбидов и исключить образование максимума вторичной твердости.
Ванадий (V) образует очень маленькие богатые ванадием карбиды при температурах 550-600°C и компенсирует, тем самым, падение твердости, когда мартенситная фаза превращается в цементит и феррит при высоких температурах. Сталь изобретения должна содержать, по меньшей мере, 0,18% вес. ванадия, чтобы обеспечить выделение достаточного количества карбидов ванадия в стали при высоких рабочих температурах.
Ванадий также образует карбонитриды ванадия при высоких температурах, то есть 900°C и выше. Карбонитриды ванадия являются важными, поскольку они предотвращают рост зерна в аустенитной фазе во время науглероживания стали. Слишком высокое содержание ванадия может повлечь за собой проблемы во время горячей обработки стали, поскольку карбонитриды становятся настолько стабильными, что они не растворяются на этапе отжига, который предшествует горячей обработке. Таким образом ванадий должен быть ограничен 0,40% вес. в стали по изобретению. Предпочтительно, чтобы ванадий составлял 0,18-0,30% вес., более предпочтительно 0,20-0,30% вес., и даже более предпочтительно 0,20-0,25% вес.
Марганец (Mn) включается в сталь изобретения для образования MnS с серой, которая может быть представлена в стали как примесь. Марганец оказывает положительный эффект на упрочняемость стали, поскольку это снижает Ms-температуру, то есть температуру, при которой мартенсит начинает образовываться после аустенизации. Низкая Ms-температура также обеспечивает тонкую бейнитную структуру в ядре соединителя, изготовленного из стали по изобретению. Это является положительным для обеспечения высокой прочности в ядре соединителя. Марганец должен быть добавлен в количестве, по меньшей мере, 0,65% вес. для того, чтобы обеспечить сульфиды MnS типа. Высокое содержание марганца может привести к образованию остаточного аустенита в стали, поскольку этот марганец понижает Ms-температуру. Содержание марганца, таким образом, должно быть ограничено 0,85% вес. Предпочтительно, чтобы количество марганца в стали было 0,70-0,80% вес., поскольку это количество марганца также обеспечивает тонкую бейнитную структуру стали по изобретению.
Фосфор (P) представлен в виде примеси в сырье для стали по изобретению. Фосфор выделяется в жидкую фазу во время затвердевания стали и образует богатые фосфором включения в затвердевшей стали. Высокое содержание фосфора, таким образом, имеет негативное влияние на пластичность и ударную вязкость стали. Таким образом, содержание фосфора должно быть ограничено максимальным значением в 0,020% вес., то есть 0-0,020% вес. в стали по изобретению.
Сера (S) также представлена в виде примеси в сырье для стали по изобретению. Сера образует в стали включения сульфидов, которые оказывают негативное влияние на пластичность и ударную вязкость стали. Содержание серы должно быть ограничено 0,020% вес., то есть 0-0,020% вес. в стали по изобретению, более предпочтительно ограничить максимальным значением в 0,015% вес.
Никель (Ni) увеличивает ударную прочность стали и, следовательно, является важным элементом в стали по изобретению, которая предназначается для буровых колонн. Никель дополнительно уменьшает Ms-температуру стали и увеличивает, тем самым, упрочняемость. Для обеспечения достаточной ударной прочности стали, содержание никеля должно быть, по меньшей мере, 1,60% вес. Слишком высокое содержание никеля может сильно уменьшить Ms-температуру и привести к образованию остаточного аустенита в стали. Остаточный аустенит может вызвать напряжение растяжения в мартенситной фазе, и, тем самым, уменьшить прочность стали. Таким образом, содержание никеля должно быть ограничено 2,0% вес. в стали по изобретению. Дополнительно, никель является дорогим легирующим элементом, и, вследствие этого, должен быть представлен в как можно меньших количествах. Предпочтительно, чтобы содержание никеля было 1,70-1,90% вес. в стали по изобретению, поскольку это количество никеля дает дешевую сталь с достаточной ударной прочностью.
Медь (Cu) обычно содержится в металлическом ломе, который используется как сырье. Медь может допускаться в количествах вплоть до 0,20% вес., то есть 0-0,20% вес.
Азот (N). Сталь по изобретению предпочтительно содержит азот для обеспечения образования стабильных карбидов ванадия во время науглероживания. Предпочтительно, количество азота является 0,005% вес., более предпочтительно 0,008: вес. Если сталь содержит слишком много азота, карбиды ванадия станут слишком стабильными и могут не раствориться во время нагревания до высокой рабочей температуры стали. Таким образом, максимально количество азота составляет 0,012% вес.
В горячекатанном состоянии, сталь имеет сплошную бейнитную структуру, то есть структуру цементита (Fe3C) и феррита (α-железо). Под "горячекатанным" подразумевается состояние, при котором сталь изобретения была отлита, затем нагрета до температуры приблизительно 1200°C и подвергнута горячей прокатке с последующим остыванием на воздухе.
В поверхностно упрочненном состоянии, сталь изобретения имеет мартенситную поверхностную зону и бейнитно-мартенситное ядро (центральную зону).
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
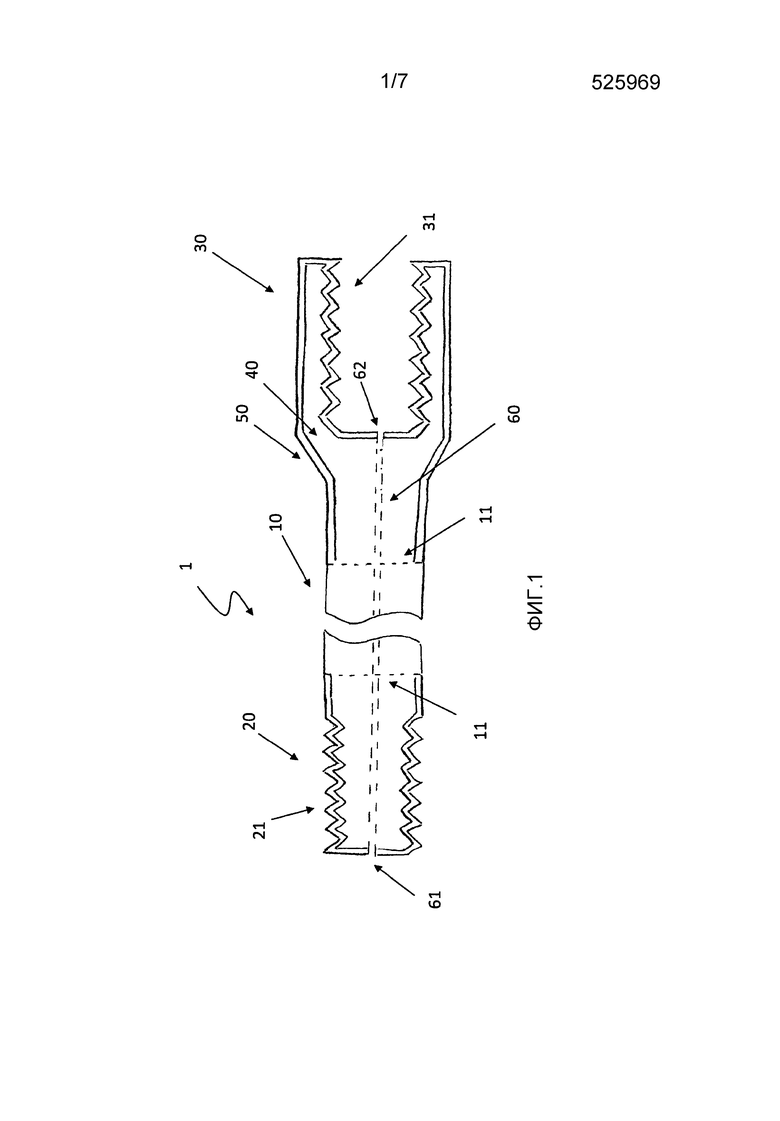
Фиг. 1: схематический чертеж компонента для бурения породы, изготовленного содержащим сталь по изобретению.
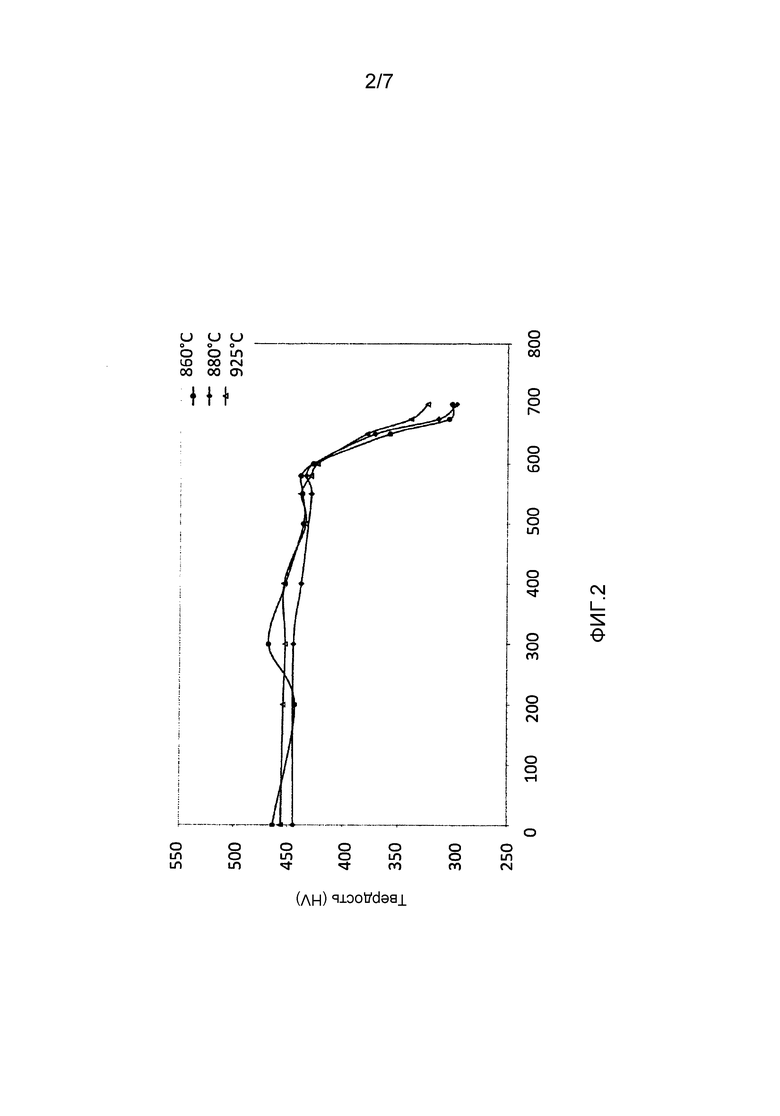
Фиг. 2: График, показывающий результаты экспериментов, выполненных на стали по изобретению.
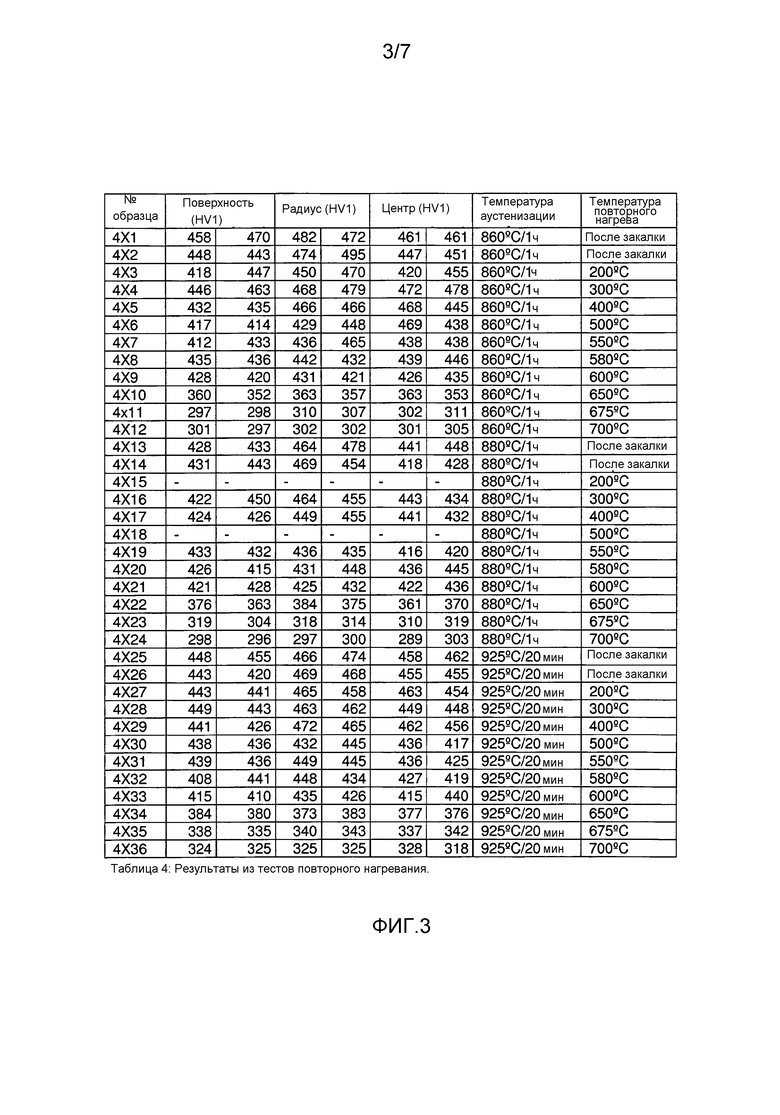
Фиг. 3: Таблица, показывающая результаты тестов, выполненных на стали по изобретению.
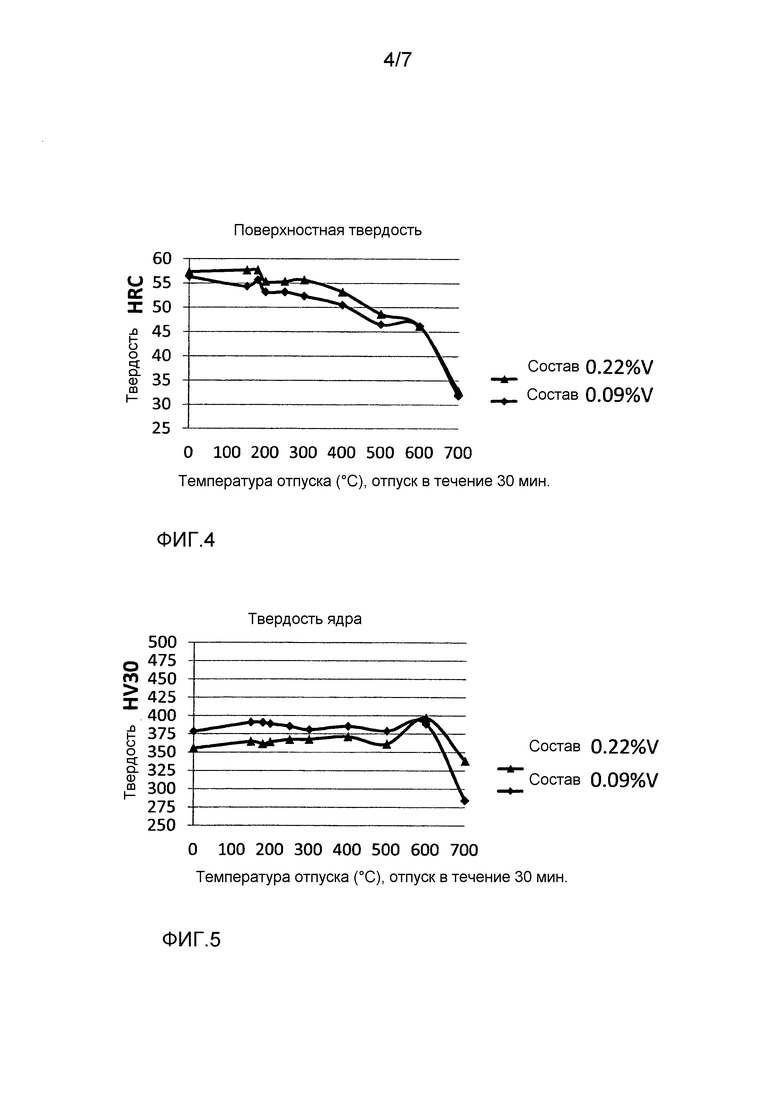
Фиг. 4 и Фиг. 5: Твердость поверхности и ядра (центральной зоны) образцов в тесте, выполненном из стали по изобретению и сравнительной стали.
Фиг. 6 по Фиг. 10: Диаграммы, выполненные моделированием в ThermoCalc™, на стали по изобретению и сравнительной стали.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1 схематически показывает продольное сечение бурового компонента в соответствии с первым вариантом осуществления настоящего изобретения. Показанный на Фиг. 1 буровой компонент является (MF)-колонной, то есть колонной с внутренним и внешним соединениями буровой колонны 1, которая содержит центральную часть 10 колонны. Первый конец центральной колонны 10 содержит соединитель 20 с внешней резьбой и второй конец центральной колонны содержит соединитель 30 с внутренней резьбой. Соединитель 20 с внешней резьбой снабжен внешней резьбой 21 и соединитель с внутренней резьбой снабжен внутренней резьбой 31.
Размеры соединителей с внешней и внутренней резьбой и резьбы 21, 31 подобраны таким образом, что соединитель 20 с внешней резьбой на первой MF колонне может входить в соединитель 30 с внутренней резьбой второй MF-колонны. MF-колонна дополнительно содержит центральный канал, то есть отверстие, которое проходит через всю MF-колонну. Канал имеет одно отверстие 61 по центру соединителя с внешней резьбой и одно отверстие 61 по центру соединителя с внутренней резьбой. При работе, охлаждающий флюид, такой как воздух, проходит через канал 60.
На Фиг. 1, соединители 20, 30 с внешней и внутренней резьбой присоединены к центральной части 10 колонны при помощи сварки трением, что показано пунктирными линиями 11. Однако MF-колонна на Фиг. 1 может быть изготовлена в виде единого целого, то есть соединители 20 и 30 с внешней и внутренней резьбой могут быть сформированы путем ковки и нарезки резьбы на концах колонны.
Соединители 20 и 30 изготовлены из бейнитной стали в соответствии с изобретением. Центральная часть 10 колонны может быть изготовлена из другого типа стали, например, обычной, низколегированной углеродистой стали. Однако центральная часть колонны может быть также изготовлена из бейнитной стали в соответствии с изобретением.
Соединители 20 и 30 поверхностно упрочняются и имеют бейнитное ядро 40 и мартенситную поверхностную зону 50. Мартенситная поверхностная зона имеет толщину 1-3 миллиметра и простирается от поверхности соединителя в направлении центра.
Несмотря на то, что буровой компонент изобретения был описан на примере MF-колонны, является очевидным, что он также может быть компонентом любого другого типа, который подвергается повторяющемуся износу под действием высоких рабочих температур, например, обсадная колонна.
Предпочтительно, чтобы буровой компонент изобретения был изготовлен способом, содержащим следующие этапы.
На первом этапе, компонент формируется из бейнитной стали в соответствии с изобретением. Обычно это достигается путем ковки и нарезки резьбы на заготовке из стали по изобретению для получения соединителей 20, 30 с внешней и внутренней резьбой. Заготовка обычно является частью целой колонны, которая изготавливается из стали по изобретению.
На втором этапе, соединители подвергаются упрочнению. Это достигается путем нагревания соединителей в печи до температуры аустенизации, которая для стали по изобретению составляет более 900°C. Печь может быть любого типа, например, колодезного печь. Для того, чтобы обеспечить полную аустенизацию соединителей и избежать негативных эффектов, таких как укрупнение зерна, соединители должны нагреваться до температуры между 900°C и 950°C, предпочтительно до 925°C.
Этап аустенизации соединителей выполняется в богатой углеродом атмосфере для обеспечения увеличения содержания углерода в поверхностной зоне соединителей, и называется науглероживанием. Обычно, атмосфера в печи состоит из смеси газов H2 и CO, например, расщепленного метана.
Соединители выдерживаются в печи на протяжении 3-6 часов. Время определяется глубину поверхностного упрочнения, то есть толщину мартенситной поверхностной зоны. Предпочтительно, чтобы период времени составлял 5 часов для обеспечения достаточной глубины упрочнения.
После окончания нагревания, соединители, которые прошли аустенизацию, вынимаются из печи и охлаждаются на открытом воздухе. Усиленное охлаждение может быть применено путем вдувания воздуха в соединители.
Во время охлаждения, науглероженная поверхность подвергшихся аустенизации соединителей превращается в мартенсит и ядро соединителей превращается в смесь бейнита и мартенсита.
Соединители могут затем быть подвергнуты этапу отжига для оптимизации твердости мартенситной поверхности. Отпуск обычно выполняется при 200-300°C в течение одного часа.
Наконец, соединители присоединяются к центральной части колонны при помощи сварки трением.
ПРИМЕРЫ
Далее будет описан материал стали по изобретению при помощи четырех неограничивающих примеров.
ПРИМЕР 1
Пример 1 описывает результаты полевых тестов, выполненных с упрочненными буровыми колоннами, изготовленными из бейнитной стали по изобретению.
На первом этапе была выполнена плавка стали по изобретению. Плавка была выполнена путем расплавления металлического лома в электродуговой печи, рафинирования расплавленной стали в CLU-конвертере, и последующей отливки слитков в 24 дюймовых формах.
Полученная сталь изобретения имела следующий состав:
Из стали по изобретению были произведены колонны. Некоторые колонны были откованы в соединители с внутренней резьбой и некоторые в соединители с внешней резьбой.
Соединители с внешней и внутренней резьбой были подвергнуты упрочнению. На первом этапе соединители были подвергнуты науглероживанию в шахтной печи при температуре 925°C в течение 5 часов, печь содержала атмосферу CO и H2.
После пяти часов соединители были извлечены из печи и оставлены остывать на воздухе. Упрочнение привело к образованию мартенситного слоя, который простирался от поверхности соединителя в направлении ядра, которое имело бейнитно-мартенситную структуру.
Соединители были затем присоединены к концу стальной колонны, которая также была изготовлена из материала стали по изобретению. Соединитель с внешней резьбой был присоединен к одному концу и соединитель с внутренней резьбой был подсоединен к другому концу. Соединители были присоединены при помощи сварки трением.
Полевое испытание, таким образом, было выполнено с буровыми колоннами из стали по изобретению в двух разных местах, площадке A и площадке B. Бурение было выполнено с использованием бурового долота, имеющего диаметр 115 мм, и была использована буровая установка типа Sandvik DP1500. Скорость бурения было приблизительно 1 метр в минуту.
Для сравнения были также использованы обычные буровые колонны. Эти колонны были сделаны и стали марки Sanbar 64.
Девять колонн каждого типа (изобретения и обычные) были использованы на площадке A и четыре колонны каждого типа на площадке B. Буровые колонны использовались до выхода из строя, и общее количество пробуренных метров с каждой колонной было зарегистрировано как "пробуренные метры (пм)". Таблица 2 показывает результаты тестирования как среднее количество пробуренных метров, пробуренных с одной колонной на площадке A и B.
Как можно видеть в таблице 1, буровые колонны из стали по изобретению имели значительно больший срок службы по сравнению с колоннами из обычного материала.
ПРИМЕР 2
Во втором примере, уменьшение твердости тестовых образцов из стали по изобретению было определено при лабораторных условиях при различных температурах повторного нагревания.
На первом этапе была выполнена плавка стали по изобретению. Плавка была выполнена путем расплавления металлического лома в электродуговой печи, рафинирования расплавленной стали в CLU-конвертере, и последующей отливки слитков в 24 дюймовых формах.
Полученная сталь изобретения имела следующий состав:
Слитки были прокатаны в прутки, и прутки были нарезаны на 5 сантиметровые цилиндры, которые были использованы как образцы.
Образцы были затем подвергнуты имитированной упрочняющей обработке. Эта обработка включала в себя нагревание до температуры аустенизации, выдерживание при температуре аустенизации заранее определенное время, и последующее охлаждение в масле, которое было нагрето до комнатной температуры. Затем, упрочненные образцы были подвергнуты повторному нагреванию для имитации нагревания во время буровой операции. После повторного нагревания образцы были охлаждены на воздухе. После охлаждения повторно нагретых образцов, была измерена прочность в поверхности, в центре радиуса и в центре каждого образца. Твердость была измерена по шкале Виккерса (HV1).
Для сравнения, один образец каждой серии был оставлен упрочненным, но без повторного нагревания.
Двенадцать образцов были использованы для каждой температуры аустенизации. Температура аустенизации была: 860°C, в течение 1 часа; 880°C, в течение 1 часа; 925°C, в течение 20 минут. После закалки в масле, образцы были повторно нагреты до следующих температур: Без нагрева, 200°C, 300°C, 400°C, 500°C, 550°C, 580°C, 600°C, 650°C, 675°C и 700°C.
Результаты измерений графически продемонстрированы на Фиг. 2. Фиг. 2 показывает график, в котором результат для каждой температуры аустенизации показан как среднее значение для измеренной твердости при каждой температуре повторного нагревания. Конкретные значения измерений показаны в таблице 4, см. Фиг. 3.
Следует отметить, что эксперимент был выполнен на не науглероженных образцах. Однако, из графика на Фиг. 2, ясно видно, что твердость трех различных серий образцов является почти постоянной от не нагретых образцов до 650°C. Считается, что постоянная твердость является следствием стабилизирующего влияния кремния на мартенситную фазу при низких температурах и следствием выделения твердых и стабильных карбидов хрома, молибдена и ванадия при высоких температурах, что компенсирует превращение мартенсита в цементит и феррит. При температуре 700°C образуются максимумы вторичной твердости, и после этого твердость резко падает в следствие того, что карбиды хрома, молибдена и ванадия укрупняются в меньшее количество более грубых выделений. Дальнейший рост карбидов хрома, молибдена и ванадия заставляет оставшийся мартенсит растворяться в цементит и феррит и, тем самым, еще больше снижает твердость.
Есть подтверждение, что науглероженный образец из материала стали по изобретению при всех температурах повторного нагрева был бы тверже, чем не науглероженные образцы. Однако считается, что твердость науглероженного образца продемонстрировала бы практически постоянную твердость до температуры примерно 650°C.
ПРИМЕР 3
В третьем примере сравнение было выполнено на поверхностную твердость и твердость ядра упрочненных и отпущенных образцов из сплава в соответствии с изобретением и сравнительного сплава. Тест имитирует эффект отпуска, который возникает в упрочненных буровых колоннах в следствие нагревания, возникающего в соединениях во время бурения. Для сравнения был выбран сплав, аналогичный сплаву, раскрытому в документе WO97/27022. WO97/27022 раскрывает сплав, который является оптимизированным для сварки трением и кратко обсуждался в секции "Уровень техники изобретения".
Химические составы сплава изобретения и сравнительного сплава показаны в таблице 5 ниже.
1 кг расплава сравнительного сплава был произведен обычными способом, включающими в себя: расплавление металлического лома в индукционной печи, рафинирование и отливку. Слиток был предварительно нагрет в печи до температуры 700°C в течении примерно 30 минут и затем был подвергнут горячей прокатке при 1200°C в пруток квадратного сечения со стороной 13 мм. Пруток был затем медленно охлажден на воздухе и нарезан на образцы размером 13×13 мм.
75 тонн расплава сплава изобретения были произведены обычными способами, использующимися в производстве, включающими в себя: расплавление в электродуговой печи, внепечную обработку АОД, ковшовое рафинирование, непрерывную отливку и горячее прокатывание. Полученный слиток материала изобретения был подвергнут горячему прокатыванию в пруток диаметром 40 мм.
Прутки материала изобретения были нарезаны на образцы размером 40×130 мм.
Образцы затем были подвергнуты науглероживанию и упрочнению при помощи принудительного воздушного охлаждения. Науглероживание образцов было выполнено в соответствии со следующей программой в атмосфере пропан/азот/метанол. На этапе 1 образцы были сначала нагреты в течение 150 минут до рабочей температуры в 925°C и затем выдержаны при этой температуре в течение 435 минут:
Затем, упрочненные образцы были подвергнуты отпуску при различных температурах. Перед отпуском, образцы были покрашены составом No-Carb™ в целях предотвращения обезуглероживания. Таблица 7 ниже показывает температуру отпуска для каждого образца, один образец каждого сплава был оставлен неотпущенным. Каждый из оставшихся образцов был отпущен в течение 30 минут.
После отпуска, были измерены поверхностная твердость и твердость ядра каждого образца. Поверхностная твердость была измерена по шкале Роквелла и твердость ядра была измерена по шкале Виккерса (HV30). Поверхностная твердость различных образцов показана на Фиг. 4. Твердость ядра образцов показана на Фиг. 5.
Из Фиг. 4 может быть сделан вывод о том, что не отпущенные образцы из сплава изобретения и сравнительного сплава имеют похожую поверхностную твердость. Это объясняется тем, что структура поверхности соответствующих не отпущенных образцов состоит в основном из мартенсита. Твердость отпущенных образцов уменьшалась по мере увеличения температуры отпуска. Однако из графиков на Фиг. 4 ясно видно, что поверхностная твердость сплава изобретения выше, чем поверхностная твердость сравнительного сплава для всех температур отпуска вплоть до 600°C. То есть, сплав изобретения имеет более высокую сопротивляемость отпуску, чем сравнительный сплав.
Удивительно, что поверхностная твердость сплава изобретения остается значительно более стабильной с увеличением температуры отпуска, чем поверхностная твердость сравнительного сплава.
Как можно видеть на Фиг. 4, поверхностная твердость сплава изобретения является практически постоянной со значением 57 по шкале Роквелла вплоть до 200°C, где она падает до 55 по шкале Роквелла, и затем остается практически постоянной вплоть до 300°C. Поверхностная твердость сравнительного сплава, с другой стороны, падает непрерывно на всем интервале температур.
При более высоких температурах, скорость растворения мартенсита возрастает, и карбиды ванадия объединяются в более грубые частицы, что приводит к уменьшению поверхностной твердости. При температуре 700°C карбиды ванадия становятся нестабильными, и поверхностная твердость образцов из сплава изобретения и сравнительного сплава быстро падает.
Из Фиг. 5 можно сделать вывод, что твердость ядра в образцах изобретения немного ниже, чем в сравнительных образцах. Главной причиной такой относительно низкой твердости сплава изобретения является то, что высокое количество ванадия в сочетании с выбранной азотной средой ведет к образованию карбонитридов ванадия во время этапа науглероживания образцов. Маленькие карбонитриды ванадия препятствуют росту зерна во время этапа науглероживания у увеличивают ударную прочность ядра. Мелкое зерно также снижает упрочняемость сплава и гарантирует тем самым, что ядро после упрочнения, будет состоять большей частью из бейнита, который является менее твердым, но более прочным, чем мартенсит.
ЗАКЛЮЧЕНИЕ
Результаты из третьего примера показывают лучшее сопротивление отпуску в стали по изобретению, чем в сравнительной стали. Поверхностная твердость сплава изобретения является более стабильной по сравнению с сравнительным материалом.
При бурении породы, возможность иметь стабильную поверхностную твердость является очень важной для износоустойчивости. Материал, который сохраняет поверхностную твердость равномерной, несмотря на увеличение температуры во время бурения, будет сопротивляться износу лучше, поскольку сопротивление адгезионному изнашиванию напрямую зависит от твердости. Связь между поверхностной твердостью и твердостью ядра также является важным фактором для резьб, используемых в буровых колоннах. Желательной связью является твердая поверхность для лучшего сопротивления износу вместе с прочным ядром для лучшего ударного сопротивления. Также большая разница между твердостью поверхности и ядра приводит к большим остаточным напряжениям сжатия, что увеличивает усталостную долговечность. Принимая это во внимание, что сплав изобретения с высоким содержанием ванадия является преимущественным по сравнению с материалом, имеющим низкое содержание ванадия, это обеспечивает высокую поверхностную твердость вместе с прочным ядром, в противоположность сравнительному материалу.
ПРИМЕР 4
В четвертом примере, моделирования были выполнены в программе ThermoCalc™ 3.0 и базе данных TCFE7. Целью этих моделирований было подтверждение результатов измерений твердости ядра на образцах изобретения и сравнительных образцах в третьем примере. Дополнительной целью было подтверждение того, что хороший результат для твердости ядра образца изобретения существует на протяжении предпочтительного диапазона содержания азота и ванадия в сплаве изобретения.
Моделирования показывают стабильность карбонитридов ванадия при различных температурах в сплаве изобретения и сравнительном сплаве. Как будет описано ниже, присутствие карбонитридов ванадия при температуре науглероживания или при температуре горячей обработки будет иметь значительное влияние на металлографическую структуру в ядре конечного компонента.
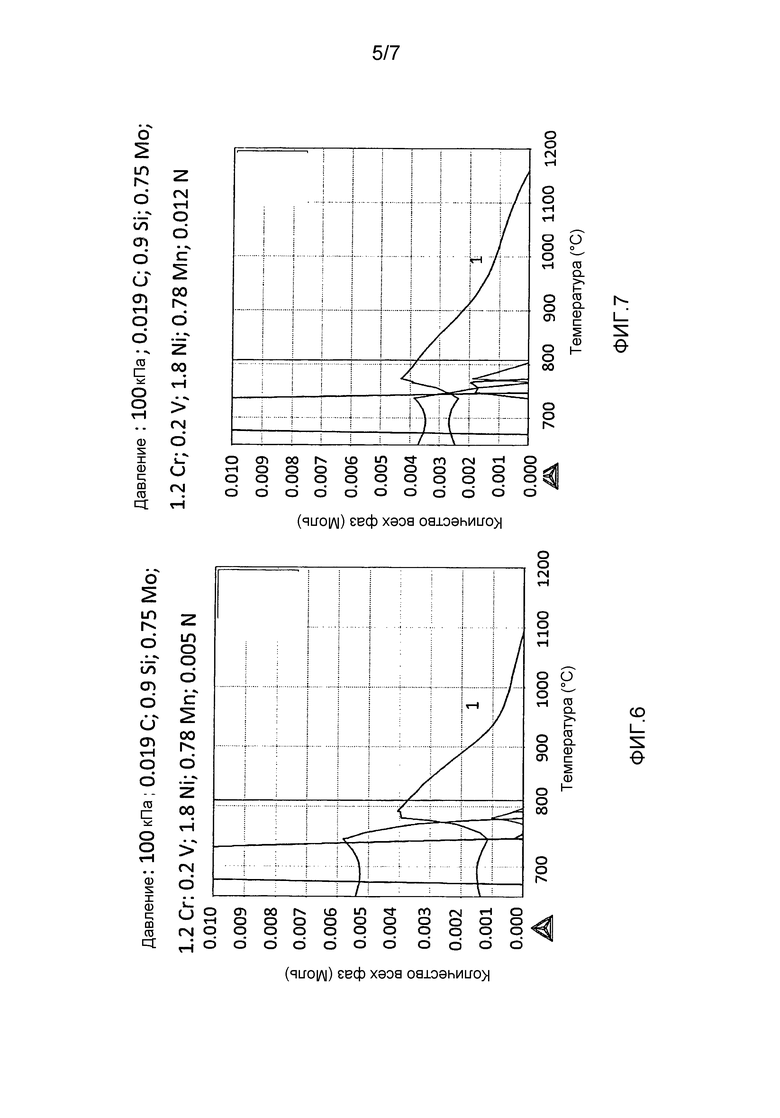
Фиг. 6 показывает диаграмму, полученную при первом ThermoCalc™ моделировании стабильности карбонитридов ванадия, которые сформировались в сплаве изобретения, имеющем содержание ванадия 0,2% вес. и содержание азота 0,005% вес. Общий состав сплава в моделировании:
0,019 C; 0,9 Si; 0,75 Mo; 1,2 Cr; 0,20 V; 1,8 Ni; 0,78 Mn; 0,005 N
Фиг. 6 показывает количество различных выделившихся фаз в молях, которые существуют в системе сплава при разных температурах. Ось Y показывает количество выделившихся фаз и ось X показывает температуру. Линия 1 показывает количество (в молях) карбонитридов ванадия, которые существуют в системе сплава при разных температурах. Другие линии на диаграмме показывают другие фазы, которые представлены в системе сплава изобретения. Эти фазы не будут обсуждаться далее.
Следуя линии 1 на Фиг. 6, можно видеть, что выделение карбонитридов ванадия увеличивается с увеличением температуры в диапазоне температур 700-800°C. Выше 800°C выделение карбонитридов ванадия прекращается и выделившиеся карбонитриды ванадия начинают растворяться вследствие равновесия в системе сплава. Следовательно, меньшее количество карбонитридов ванадия может существовать в системе сплава при высоких температурах. Количество карбонитридов в системе сплава, таким образом, уменьшается с увеличением температуры. В системе сплава на Фиг. 6 можно видеть, что относительно высокое количество карбонитридов ванадия существует в системе сплава в интервале температур 900-1000°C. Диаграмма дополнительно показывает, что карбонитриды ванадия полностью растворяются при температуре приблизительно 1100°C.
Описанное выше распределение карбидов ванадия обеспечит хорошие свойства ядра в компоненте, изготовленном из сплава изобретения, вследствие следующих причин:
Во-первых, при производстве компонентов для бурения породы, компоненты подвергаются науглероживанию и упрочнению при температуре 930°C. При этой температуре кристаллические зерна в стали стремятся объединиться в меньшее количество более крупных зерен.
Обычно, размер зерна в стали влияет на упрочняемость стали в том смысле, что упрочняемость стали увеличивается с увеличением размера зерна. После упрочнения, сталь с малым размером зерна будет, таким образом, иметь преобладающую бейнитную структуру, а сталь с большими зернами будет иметь мартенситную структуру.
Присутствие относительно большого количества карбонитридов ванадия при 930°C на Фиг. 6 будет эффективно препятствовать росту зерна в стали по изобретению путем блокировки объединения кристаллов зерен сплава. Это, в свою очередь, приводит к маленькому зерну в стали по изобретению и преобладающей бейнитной структуре в ядре изготовленного из нее упрочненного компонента. Это является важным для прочности и ударной прочности ядра, а также для структурной стабильности при высоких температурах.
Во-вторых, из Фиг. 6 можно сделать вывод о том, что все карбонитриды ванадия растворяются при температуре примерно 1100°C. Это, конечно же, является важным для горячей обработки стали. Однако более важным является отсутствие негативного влияния, которое карбонитриды ванадия, оставшиеся после горячей обработки, могут иметь на размер зерна во время упрочнения сплава. На этапе упрочнения, оставшиеся карбонитриды ванадия будут объединяться в меньшее количество очень больших частиц. Эти частица будут иметь маленькое влияния на предотвращение роста зерна во время науглероживания/упрочнения, и в результате получается компонент с ядром преимущественно мартенситной структуры, имеющим низкую прочность и, следовательно, низкой ударной прочностью.
Фиг. 7 показывает диаграмму, полученную во втором ThermoCalc™ моделировании стабильности карбонитридов ванадия, которые сформировались в сплаве изобретения при содержании ванадия 0,2% вес. и содержании азота 0,012% вес. Это моделирование подтверждает выводы первого моделирования. Таким образом, это моделирование показывает, что достаточное количество карбонитридов ванадия существует в сплаве в интервале температур 900-1000°C для обеспечения бейнитной структуры в ядре сплава после упрочнения. Далее, из диаграммы можно сделать вывод о том, что карбонитриды ванадия полностью растворяются при температуре примерно 1130°C.
Можно заметить, что более высокое содержание азота в сплаве во втором моделировании приводит к выделению большего количества карбонитридов ванадия при температуре 930°C по сравнению с первым моделированием. Это, конечно, является положительным для обеспечения бейнитной структуры ядра.
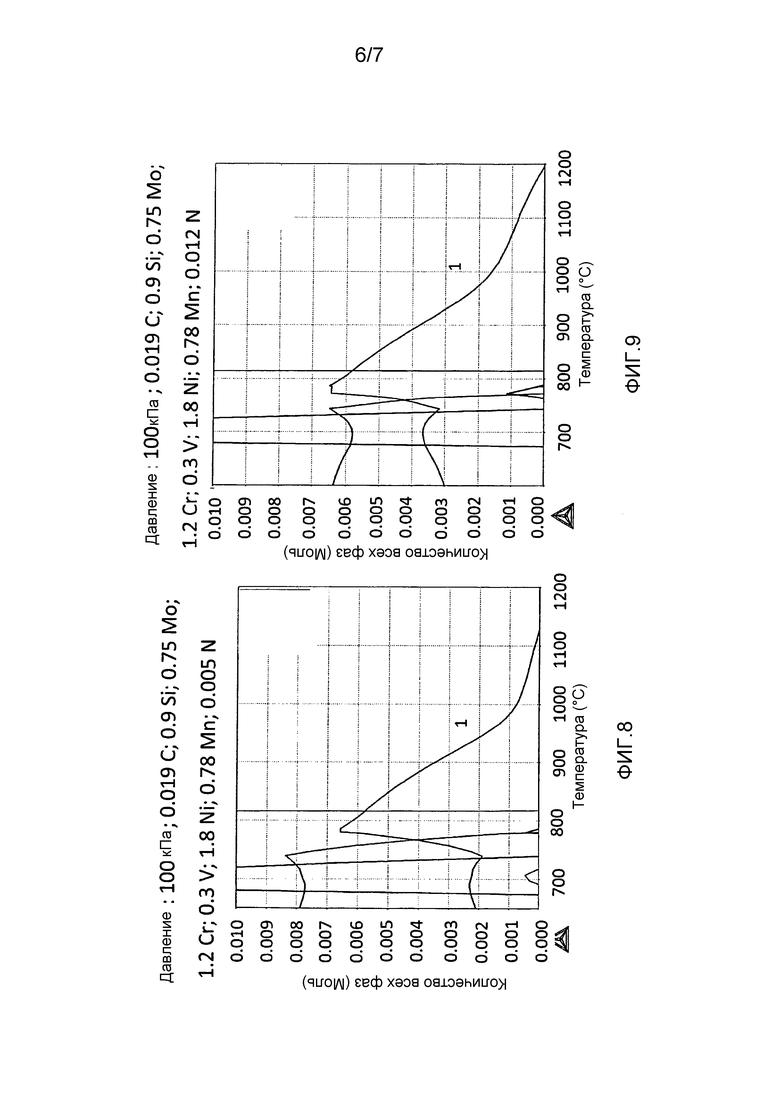
Фиг. 8 показывает диаграмму, полученную при третьем ThermoCalc™ моделировании стабильности карбонитридов ванадия, которые образуются в сплаве изобретения при содержании ванадия 0,3% вес. и содержании азота 0,005% вес. Смоделированный сплав имел следующий состав:
0,019 C; 0,9 Si; 0,75 Mo; 1,2 Cr; 0,1 V; 1,8 Ni; 0,78 Mn; 0,005 N
Также это моделирование показывает, что достаточное количество карбонитридов ванадия выделилось при температуре 900-1000°C, и что все карбонитриды ванадия растворились при температуре 1120°C.
В сравнении с первым и вторым моделированием, в третьем моделировании выделяется больше карбонитридов ванадия. Причиной этого является более высокое содержание ванадия в сплаве.
Фиг. 9 показывает диаграмму, полученную в четвертом ThermoCalc™ моделировании стабильности карбонитридов ванадия, которые образовываются в сплаве изобретения при содержании ванадия 0,3% вес. и содержании азота 0,012% вес. Смоделированный сплава имел следующий состав:
0,019 C; 0,9 Si; 0,75 Mo; 1,2 Cr; 0,1 V; 1,8 Ni; 0,78 Mn; 0,005 N
Также это моделирование показывает, что достаточное количество карбонитридов ванадия существует в диапазоне температуре 900-1000°C, и что карбонитриды ванадия растворились при температуре 1200°C.
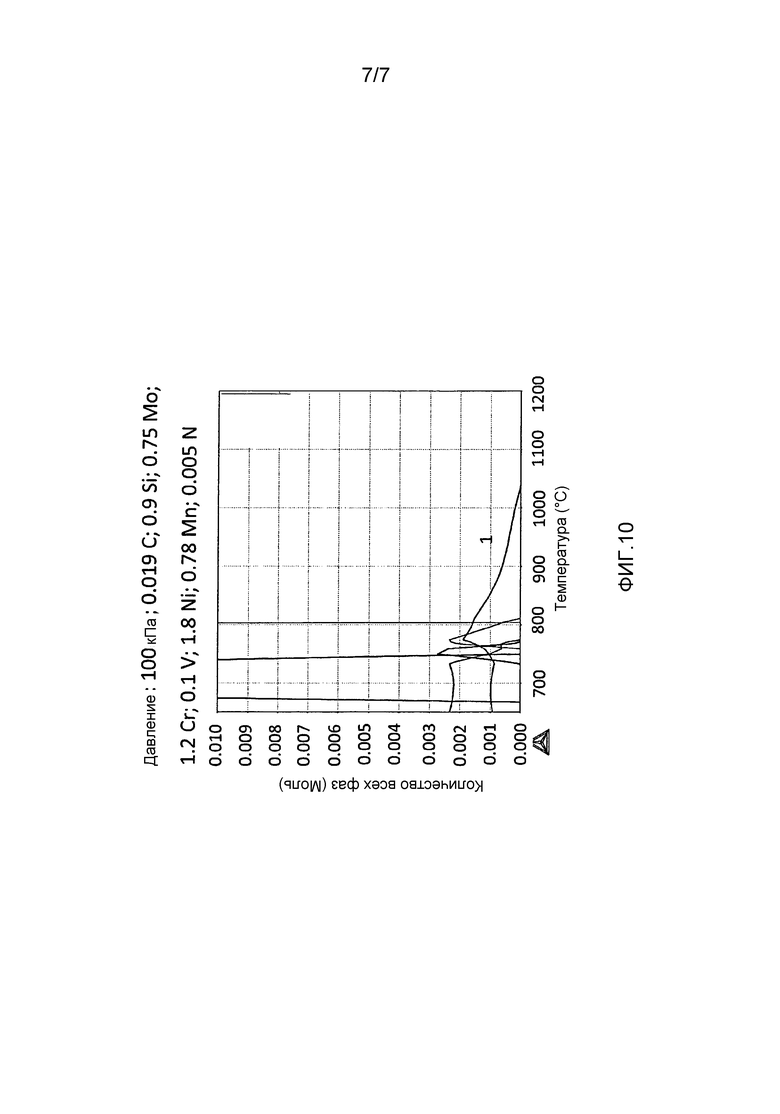
Фиг. 10 показывает диаграмму, полученную в пятом ThermoCalc™ моделировании стабильности карбонитридов ванадия, которые образовываются в сравнительном сплаве при содержании ванадия 0.1% вес. и содержании азота 0,005% вес. Смоделированный сплав является похожим на сплав, использованный в Примере 3 и имеет следующий состав:
0,019 C; 0,9 Si; 0,75 Mo; 1,2 Cr; 0,1 V; 1,8 Ni; 0,78 Mn; 0,005 N
Из линии 1 Фиг. 10 можно сделать вывод, что очень маленькое количество карбонитридов ванадия существует в этом сплаве в интервале температур 900-1000°C. В этом сплаве, количество карбонитридов ванадия является очень маленьким для предотвращения роста зерна во время науглероживания, что, в свою очередь, приводит к увеличению упрочняемости и образованию мартенсита в ядре упрочненного компонента, изготовленного из этого сплава. Моделирование, таким образом, подтверждает измерения, которые были сделаны для твердости ядра сравнительного сплава Примера 3.
Подводя итог, из пяти ThermoCalc™ моделирований и результатов физического эксперимента 3 можно сделать вывод о том, что оптимальный баланс поверхностной твердости и твердости ядра достигается в сплаве изобретения. Оптимальный баланс поверхностной твердости и твердости ядра делает сплав изобретения очень подходящим для использования в компонентах для бурения породы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| СТАЛЬ ДЛЯ ИНСТРУМЕНТОДЕРЖАТЕЛЯ | 2017 |
|
RU2738219C2 |
| СУПЕРБЕЙНИТНАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2479662C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ПЛИТ С ВЕЛИКОЛЕПНОЙ ПЛАСТИЧНОСТЬЮ И ПРОИЗВОДИМЫЕ ЭТИМ СПОСОБОМ ПЛИТЫ | 2006 |
|
RU2403311C2 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СТАЛЬНОЙ СПЛАВ ДЛЯ ПОЛУЧЕНИЯ НИЗКОЛЕГИРОВАННОЙ ВЫСОКОПРОЧНОЙ СТАЛИ | 2013 |
|
RU2620216C2 |
| СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788982C1 |
| ЛЕГИРОВАННАЯ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ, ИНСТРУМЕНТ ДЛЯ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ И ЗАКАЛЕННАЯ ЗАГОТОВКА | 2001 |
|
RU2266347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО РЕЛЬСА (ВАРИАНТЫ) И ВЫСОКОПРОЧНЫЙ РЕЛЬС | 1994 |
|
RU2086671C1 |
Изобретение относится к области металлургии, а именно к бейнитной стали, используемой для изготовления соединителей с внешней и внутренней резьбами для буровых колонн. Сталь содержит, в вес.%: C: 0,16-0,23, Si: 0,8-1,0, Mo: 0,67-0,9, Cr: 1,10-1,30, V: более 0,3 до 0,4, Ni: 1,60-2,0, Mn: 0,65-0,9, P: ≤0,020, S: ≤0,02, Cu: <0,20, N: 0,005-0,012, остальное - Fe и неизбежные примеси. Достигается повышение срока службы буровых колонн. 4 н. и 11 з.п. ф-лы, 10 ил., 6 табл.
1. Бейнитная сталь, содержащая, в вес.%:
2. Бейнитная сталь по п. 1, в которой количество Si составляет 0,85–0,95 вес.%.
3. Бейнитная сталь по п. 1, в которой количество Mo составляет 0,70–0,80 вес.%.
4. Бейнитная сталь по п. 2, в которой количество Mo составляет 0,70–0,80 вес.%.
5. Бейнитная сталь по п. 1, в которой количество Cr составляет 1,20–1,25 вес.%.
6. Бейнитная сталь по п. 2, в которой количество Cr составляет 1,20–1,25 вес.%.
7. Бейнитная сталь по п. 3, в которой количество Cr составляет 1,20–1,25 вес.%.
8. Бейнитная сталь по п. 4, в которой количество Cr составляет 1,20–1,25 вес.%.
9. Бейнитная сталь по любому из пп. 1-8, в которой количество N составляет 0,008-0,012 вес.%.
10. Соединитель (20, 30) для буровой колонны (10), выполненный с внешней и внутренней резьбой из стали по любому из пп. 1-9.
11. Способ изготовления соединителя (20, 30) для буровой колонны (10) по п. 10, включающий этапы, на которых:
a) формируют соединитель (20, 30) для буровой колонный (10) из стали по любому из пп. 1-9;
b) нагревают упомянутый соединитель (20, 30) до температуры аустенизации;
c) выдерживают упомянутый соединитель (20, 30) при температуре аустенизации в углеродсодержащей атмосфере для формирования науглероженного слоя толщиной 1-3 мм от поверхности соединителя в направлении центра;
d) охлаждают соединитель (20, 30).
12. Способ по п. 11, в котором соединитель нагревают до температуры 900-1000°C.
13. Способ по п. 11 или 12, в котором соединитель нагревают в атмосфере CO и H2.
14. Способ по п. 11, в котором соединитель выдерживают в течение 3-6 часов и/или в котором соединитель охлаждают на воздухе.
15. Применение бейнитной стали по любому из пп. 1-9 в упрочненных соединителях для бурения породы во время наземного ударного бурения с воздушным охлаждением.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СТАЛЬНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ПЛАСТМАССЫ ИЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДЛЯ МЕТАЛЛООБРАБОТКИ | 2003 |
|
RU2309190C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

