Изобретение относится к деревообрабатывающей промышленности по производству лущеного шпона и технологической щепы, в частности к устройствам, предназначенным для подготовки фанерного сырья, а именно поштучной обработки бревен без перехвата их во вращающихся захватах в процессе получения максимального объема цилиндра и последующей передаче их на лущильный станок.
Известна установка обработки мерных бревен для получения чураков максимального объема, включающая станину, на которой размещен механизм оцилиндровки, установленный на суппорте и имеющий лущильный нож с прижимной линейкой, надрезатели и привод. Механизм оцилиндровки снабжен центрирующим цилиндровочным устройством в виде узла контроля цилиндричности, который выполнен в виде установленных на станине в одной вертикальной плоскости с надрезателями подвижных контактов с сельсин-датчиками, причем надрезатели и подвижные контакты снабжены пневмоцилиндрами, а под суппортом смонтированы попарно установленные шнеки с встречной навивкой (см. описание к авторскому свидетельству SU №1097497 от 15.03.83. Опубл. 15.06.84. Бюл №22). В этом техническом решении для оцилиндровки применяется готовый станок для лущения, который снабжен дополнительными надрезательными механизмами с приводами к ним, которые предназначены только для оцилиндровки. Но при этом процесс оцилиндровки не позволяет одновременно использовать лущильный станок по его прямому назначению, а это значит, что эффективность использования оборудования, задействованного в процессе производства шпона, низка. Использование этого лущильного станка по прямому назначению требует его дополнительной переналадки после процесса оцилиндровки и наоборот. Кроме этого, изготовление чураков этим устройством предполагает циклическую перестановку чурака в устройстве для его оцилиндровки и повторение этих операций до тех пор, пока чурак имеет эксцентричное поперечное сечение. Это длительный и трудоемкий процесс оцилиндровки. Кроме этого, данное устройство оснащено шнеком с встречной навивкой для переработки рванины в технологическую щепу.
Известна принятая за прототип установка обработки мерных бревен для получения чураков максимального объема, которая состоит из механизма приема и подачи бревна с предварительными измерителями, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки в виде лущильного станка, в котором нож лущильного станка заменен на фрезу. При этом механизм приема и подачи бревна с предварительными измерителями и механизм захвата, координации и переноса бревна в пространстве размещены внутри каркаса. Нижняя рама каркаса размещена в одной горизонтальной плоскости с лущильным станком, на станину которого с одной стороны опирается верхняя часть каркаса, на которой на горизонтальной раме сверху каркаса установлен механизм захвата, координации и переноса бревна. Механизм приема и подачи состоит из двух У-образных призм, установленных с возможностью перемещения вертикально вверх при помощи объединенных электрических двигателей подъема бревна, и расположен снизу внутри внутреннего каркаса, состоящего из вертикальных стоек, горизонтальных поперечин и перекладин. Сверху внутреннего каркаса, над механизмом приема и подачи бревна, расположен механизм измерительного узла первого этапа центровки, включающего шпиндели вращения, образующие виртуальную ось вращения с захватами, датчики параметров вращения с электрическим двигателем вращения шпинделей измерителями параметров бревна. Механизм захвата, координации и переноса бревна подвешен на валу сверху каркаса между механизмом измерительного узла первого этапа центровки и лущильным станком. Механизм захвата, координации и переноса бревна состоит из двух разнесенных вдоль оси вала параллельно расположенных лап с захватами объединенных вращающейся рамой. Лапы при помощи электрических двигателей имеют возможность вращаться вокруг оси вала, а захваты могут перемещаться вдоль лап за счет двигателей и осуществлять захват бревна гидроцилиндрами захвата. Механизм обработки бревна выполнен в виде лущильного станка, основание станины которого расположено в одной горизонтальной плоскости с каркасом и каркас которого сверху совмещен с верхней частью станины. Лущильный станок имеет рабочие шпиндели вращения с двигателем вращения и суппорт для ножа. Вместо ножа предлагается устанавливать ножи в виде фрезы (см. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999, Бюл 1999,52). Данная установка по сравнению с аналогом позволяет автоматизировать процесс оцилиндровки и исключить повторение операций по устранению эксцентричности поперечного сечения, но вместе с тем ей присущи недостатки. Так процесс центрирования проводится в три этапа: предварительный - при подаче мерного бревна в механизм измерительного узла, в механизме измерительного узла и первого этапа центровки, включающего шпиндели вращения мерного бревна, перенос мерного бревна от механизма измерительного узла, при котором производится совмещение определенных на первом этапе центров осей в соответствии с осями обработки с использованием лущильного станка и заменой лущильного ножа на ножи в виде фрезы. Перехват бревна и использование двух механизмов захвата не только усложняет установку, но и приводит к длительности процесса обработки мерного бревна для получения оцилиндрованного чурака. Замена лущильного ножа на ножи в виде фрезы приводит к дополнительным временным издержкам производства шпона, что приводит к увеличению по времени производственного цикла получения конечного продукта и повышает его себестоимость, ведет к дополнительным энергетическим затратам. Использование лущильного ножа и фрезы, изготовленной с режущей кромкой по всей длине лущения, в процессе обработки мерного бревна неоправданно. Обрабатываемый слой бревна может включать элементы, которые приводят к потере режущих свойств применяемого инструмента или выходу его из строя. Это приводит к остановке процесса для замены или заточки применяемого режущего инструмента.
Известен способ обработки мерных бревен, при котором мерное бревно устанавливают в устройство для его оцилиндровки, включают привод его вращения и подводят к суппорту. При этом лущильный нож выполняет обработку поверхности мерного бревна с одновременным подрезанием слоя шпона, который в дальнейшем измельчается на технологическую щепу. Обработку ведут с контролем эксцентричности поперечного сечения. При достижении линии обработки намеченного цилиндра с одной из сторон обработку прекращают. Бревно выгружают и перехватывают с поворотом и цикл повторяют до получения оцилиндрованного чурака, готового к процессу лущения (см. описание к авторскому свидетельству SU №1097497 от 15.03.83. Опубл. 15.06.84. Бюл №22). Данный способ не позволяет одновременно использовать лущильный станок по прямому назначению, а это значит, что эффективность использования оборудования, задействованного в процессе производства шпона, низка. Использование этого лущильного станка по прямому назначению требует его дополнительной переналадки после процесса оцилиндровки и наоборот. Кроме этого, изготовление оцилиндрованных чураков этим способом предполагает циклическую перестановку бревна и повторение операций до тех пор, пока чурак имеет эксцентричное поперечное сечение. Это длительный и трудоемкий процесс.
Известен взятый за прототип способ обработки мерных бревен, включающий подачу бревна на разнесенные по краям бревна У-образные призмы и перемещение его вертикально вверх в зону предварительного обмера с захватом бревна двумя центровочными шпинделями по результатам предварительного обмера. Вращение бревна вокруг оси вращения центровочных шпинделей с определением координат центров вписанных окружностей на торцах бревна и определение формы бревна в измеряемых окружностях. Установку бревна его поворотом вокруг оси центровочных шпинделей до совпадения вычисленных центров вписанных окружностей левого и правого торцов до совпадения их в плоскости захватов механизма захвата, координации и переноса бревна. Перемещение бревна в зону рабочих шпинделей лущильного станка с установкой виртуальной оси, проходящей через центры вписанных окружностей левого и правого торцов, совпадающей с осью вращения рабочих шпинделей лущильного станка. При совпадении этих осей производится захват бревна между рабочими шпинделями лущильного станка и вращение бревна и фрезы до получения чурака с расстоянием между осями вращения рабочих шпинделей лущильного станка и осью фрезы, равным сумме радиуса фрезы и радиуса вписанных окружностей левого и правого торцов (см. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999. Бюл 1999,52). Данный способ предполагает перехват бревна и использование двух механизмов захвата, которые не только усложняют установку, но и приводят к длительности процесса обработки мерного бревна для получения оцилиндрованного чурака. Замена лущильного ножа на ножи в виде фрезы приводит к дополнительным временным издержкам производства шпона, что приводит к увеличению длительности производственного цикла получения конечного продукта и повышает его себестоимость, ведет к дополнительным энергетическим затратам. Использование лущильного ножа и фрезы, изготовленной с режущей кромкой по всей длине лущения, в процессе обработки мерного бревна неоправдано. Обрабатываемый слой бревна может включать элементы, которые приводят к потере режущих свойств применяемого инструмента или выходу его из строя. Это приводит к остановке процесса для замены или заточки применяемого режущего инструмента.
Известен способ центрирования мерных бревен, при котором подающие рычаги передают мерное бревно к центрирующим рычагам и кладут его на опорные ролики. Затем силовые цилиндры посредством тяг медленно поворачивают центрирующие рычаги. Приводные ролики, взаимодействующие с направляющими, перемещают по направляющим пластинам ползуны с опорными роликами. При этом профиль пазов обеспечивает перемещение ползунов так, что центры пересечения точек касания совпадают с осью вращения шпинделей лущильного станка. Затем центрирующие рычаги посредством опорных роликов с одинаковой силой по всем точкам зажимают бревно, которое может незначительно поворачиваться на опорных роликах за счет скольжения выпуклостей бревна с поверхностей опорных роликов, при этом повороту бревна способствует и то, что выпуклые поверхности мерного бревна не касаются центрирующих рычагов. После центровки мерного бревна переносные рычаги зажимают его с торцов, а силовые рычаги разводят центрирующие рычаги. Затем переносные рычаги подают отцентрированное мерное бревно на обработку (см. описание к авторскому свидетельству SU №1121140 от 31.10.80. Опубл. 30.10.84. Бюл №40). Данный способ предполагает перехват мерного бревна в процессе его центрирования и имеет сложное конструктивное воплощение, несоизмеримое с достигаемой точностью центрирования.
Известен принятый за прототип способ центрирования мерных бревен, при котором предварительное центрирование производится У-образными призмами с выравниваем торцов по предварительному их обмеру. Перемещение мерного бревна вертикально вверх с захватом бревна двумя центровочными шпинделями по результатам предварительного обмера и выравнивания торцов. Вращение бревна вокруг оси вращения центровочных шпинделей с определением координат центров вписанных окружностей на торцах бревна и определение формы бревна в измеряемых окружностях. Установку бревна с его поворотом вокруг оси центровочных шпинделей до совпадения вычисленных центров вписанных окружностей левого и правого торцов до совпадения их в плоскости захватов механизма захвата, координации и переноса бревна. Перемещение бревна в зону рабочих шпинделей лущильного станка с установкой виртуальной оси, проходящей через центры вписанных окружностей левого и правого торцов, совпадающей с осью вращения рабочих шпинделей лущильного станка. При совпадении этих осей производится захват бревна между рабочими шпинделями лущильного станка для его обработки (см. описание к европейскому патенту ЕР 0967058 А2 от 25.06.1999. Опубл. 29.12.1999. Бюл 1999,52). Данный способ предполагает перехват бревна, который не только усложняет установку, но и приводит к погрешностям при переносе бревна, что приводит к увеличению длительности производственного цикла получения конечного продукта и повышает его себестоимость, ведет к дополнительным энергетическим затратам.
Задачей группы изобретений является устранение факторов, влияющих на длительность производственного цикла и повышение качества конечного продукта.
Технический результат изобретения заключается в значительном упрощении конструктивных элементов устройства и снижении энергетических затрат, а также снижении себестоимости изготовления и эксплуатации, сокращении времени обработки.
Поставленная цель достигается тем, что установка обработки мерных бревен для получения чураков максимального объема состоит из механизма приема и подачи с двумя предварительными измерителями и включает У-образные призмы, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки, при этом механизм приема и подачи расположен сверху и состоит из двух крюков У-образных призм, установленных на балке и подвешенных на двух параллелограммах, состоящих из параллельно расположенных вспомогательной тяги параллелограмма и основной тяги параллелограмма, шарнирно соединенной с пневмоцилиндром их перемещения, а предварительные измерители имеют вид Л-образных штанг поднятия и опускания наконечников с угловым датчиком поворота пневмоцилиндра подъема Л-образных штанг, а механизм захвата и координации подвешен сверху на двух кронштейнах карданных узлов и состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап и косой тяги между ними, при этом ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов, а механизм обработки имеет устройство сброса обработанного бревна и расположен на каркасе, который выполнен в виде двух форменных подставок, которые объединены между собой, а сверху на трех вертикальных стойках расположены виброопоры, выполненные в виде трех круглых шайб, на которых расположена треугольная пластина с корпусом для установки составной фрезы, а устройство сброса состоит из двух параллельно расположенных боковин U-образной формы, соединенных между собой перекладинами, при этом один конец боковин U- образной формы осевым шарнирным соединением связан с перекладиной между подставками, а на втором конце имеются выступы наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение двумя пневмоцилиндрами сброса, при этом механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах.
Поставленная цель достигается тем, что установка обработки мерных бревен для получения чураков максимального объема (вариант) состоит из механизма приема и подачи с двумя предварительными измерителями и включает У-образные призмы, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки, при этом механизм приема и подачи расположен сверху и состоит из двух крюков У-образных призм, установленных на балке и подвешенных на двух параллелограммах, состоящих из параллельно расположенных вспомогательной тяги параллелограмма и основной тяги параллелограмма, шарнирно соединенной с пневмоцилиндром их перемещения, а предварительные измерители имеют вид Л-образных штанг поднятия и опускания наконечников с угловым датчиком поворота пневмоцилиндра подъема Л-образных штанг, а механизм захвата и координации подвешен сверху на двух кронштейнах карданных узлов и состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап и косой тяги между ними, при этом ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов, а механизм обработки имеет устройство сброса обработанного бревна и расположен на каркасе, который выполнен в виде двух форменных подставок, которые объединены между собой, а сверху, на трех вертикальных стойках расположены виброопоры, выполненные в виде трех круглых шайб, на которых расположена треугольная пластина с корпусом для установки составной фрезы, а устройство сброса состоит из двух параллельно расположенных боковин U-образной формы, соединенных между собой перекладинами, при этом один конец боковин U- образной формы осевым шарнирным соединением связан с перекладиной между подставками, а на втором конце имеются выступы наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение двумя пневмоцилиндрами сброса, при этом механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах, при этом между верхней поперечиной каркаса механизма захвата и координации и кронштейном карданных узлов ступенчатой лапы и прямой лапы установлен элемент горизонтального перемещения с приводом вращения и датчиком вращения.
Поставленная цель достигается тем, что способ обработки мерных бревен для получения чураков максимального объема, включающий укладку бревна на два крюка У-образных призм механизма приема и подачи с измерением предварительных данных по определению диаметра бревна в точках измерения и перемещение бревна в зону механизма захвата и координации и захват его с торцов сжимающимися лапами на основании данных предварительных измерителей с последующим измерением параметров бревна при его вращении, с последующим его переносом в зону обработки, при этом перемещение бревна в зону механизма захвата и координации осуществляют на двух крюках У-образных призм до расчетного радиуса захвата, с осуществлением захвата для измерения параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна, и дальнейшее перемещение бревна в зону обработки, а вращение бревна в пространстве вокруг оси захватов на 360° осуществляют с одновременной его обработкой фрезой, при этом бревно при вращении в соответствии с программой меняет свое положение в пространстве за счет перемещения лап по радиусу R1 таким образом, чтобы фрезой было срезано то, что выходит за рамки расчетного цилиндра при данном захвате, при этом соблюдается условие, при котором R3+R6 является постоянной величиной для данного бревна при каждом повороте оси захватов вокруг центра захватов для левого и правого торцов.
Поставленная цель достигается тем, что способ обработки мерных бревен для получения чураков максимального объема (вариант), включающий укладку бревна на два крюка У-образных призм механизма приема и подачи с измерением предварительных данных по определению диаметра бревна в точках измерения и перемещение бревна в зону механизма захвата и координации и захват его с торцов сжимающимися лапами на основании данных предварительных измерителей с последующим измерением параметров бревна при его вращении, с последующим его переносом в зону обработки, при этом перемещение бревна в зону механизма захвата и координации осуществляют на двух крюках У-образных призм до расчетного радиуса захвата, с осуществлением захвата для измерения параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна, и дальнейшее перемещение бревна в зону обработки, а вращение бревна в пространстве вокруг оси захватов на 360° осуществляют с одновременной его обработкой фрезой, при этом бревно при вращении в соответствии с программой меняет свое положение в пространстве за счет перемещения лап по радиусу R1 и перпендикулярно оси вращения захватов таким образом, чтобы фрезой было срезано то, что выходит за рамки расчетного цилиндра при данном захвате, при этом соблюдается условие, при котором R3+R6 является постоянной величиной для данного бревна при каждом повороте оси захватов вокруг центра захватов для левого и правого торцов
Поставленная цель достигается тем, что способ центрирования мерных бревен для получения чураков максимального объема, включающий предварительное определение параметров бревна с определением центра захвата и вращение бревна вокруг него на 360° для определения его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиуса окружностей с внесением и сохранением этих данных в программу компьютера, при этом определение параметров цилиндра максимального объема включает определение образующей, а окончательное центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой по программе компьютера, обеспечивающей удержание левого и правого торцов при вращении бревна таким образом, чтобы центр расчетного цилиндра, расположенный на торце и образующей, находился на расстоянии, равном сумме радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцов, при этом центр захватов меняет свое положение в пространстве за счет перемещения лап по радиусу R1, где
R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла в мм.
Поставленная цель достигается тем, что способ центрирования мерных бревен для получения чураков максимального объема (вариант), включающий предварительное определение параметров бревна с определением центра захвата и вращение бревна вокруг него на 360° для определения его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиуса окружностей с внесением и сохранением этих данных в программе компьютера, при этом определение параметров цилиндра максимального объема включает определение образующей, а окончательное центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой по программе компьютера, обеспечивающей удержание левого и правого торцов при вращении бревна таким образом, чтобы центр расчетного цилиндра, расположенный на торце и образующей, находился на расстоянии, равном сумме радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцов, при этом центр захватов меняет свое положение в пространстве за счет перемещения лап по радиусу R1 и перпендикулярно оси вращения захватов, где R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла в мм.
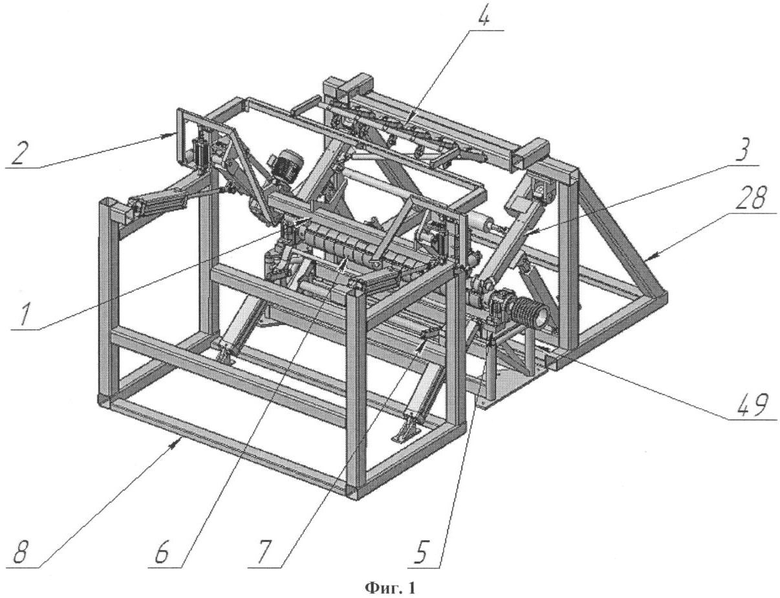
На фиг.1 представлен общий вид установки в аксонометрии.
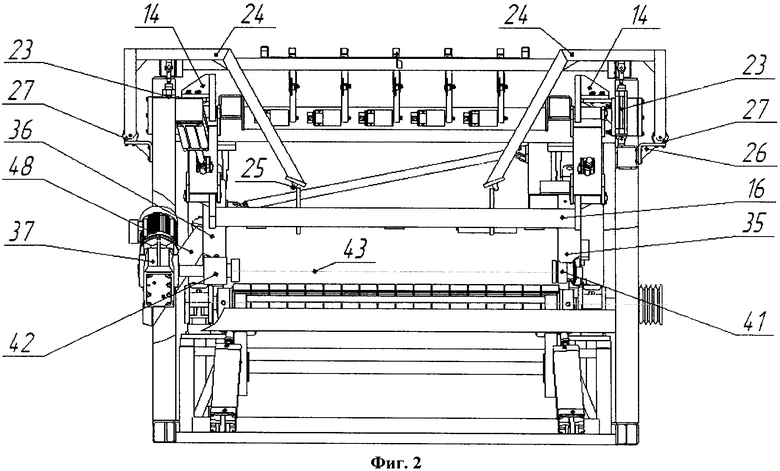
На фиг.2 - вид на установку со стороны поступления бревна.
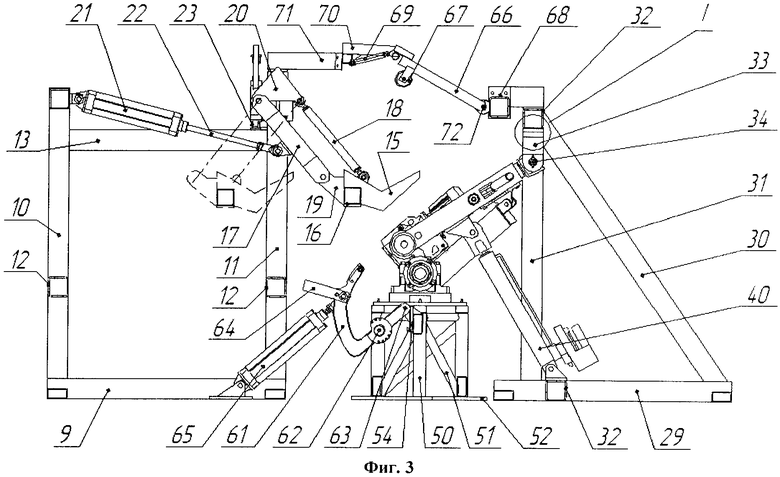
На фиг.3 - сечение А-А - вертикальное сечение фиг.2.
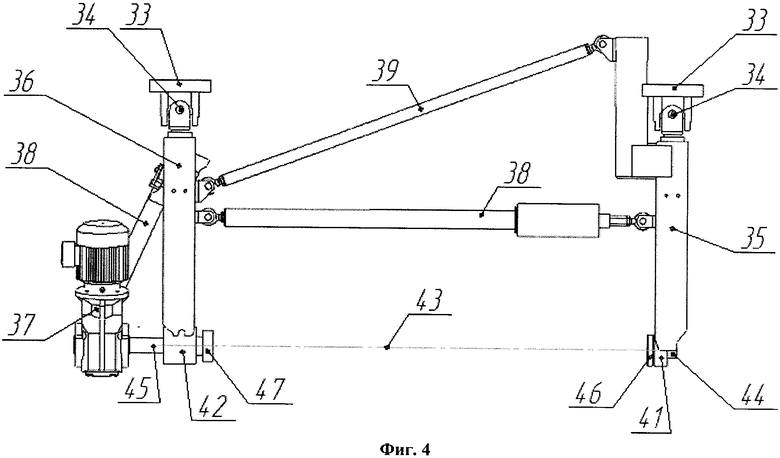
На фиг.4 представлен механизм захвата и координации бревна в пространстве.
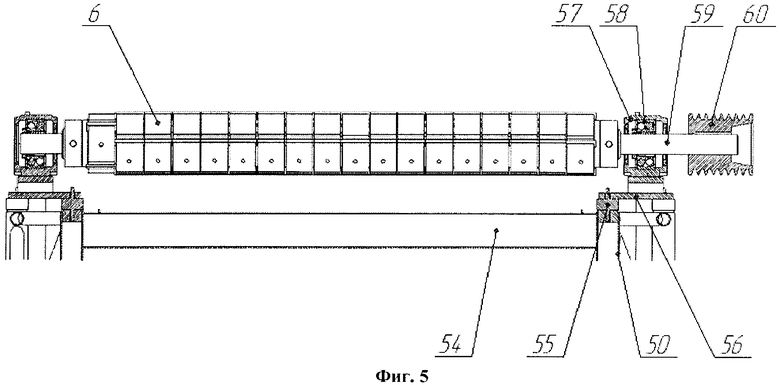
На фиг.5 представлен вид на фрезу с установочными элементами.
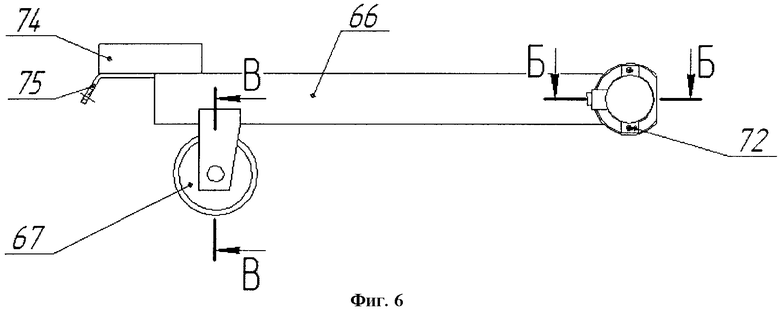
На фиг.6 представлен измерительный рычаг.
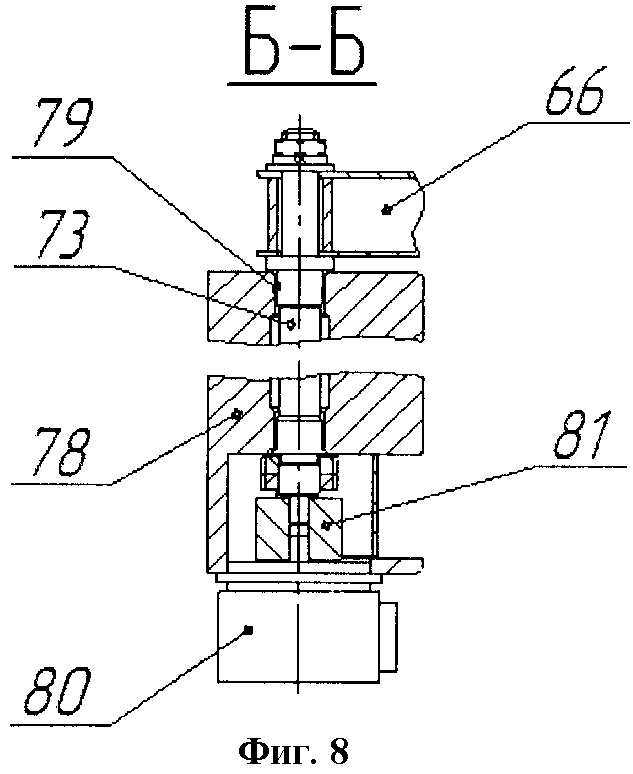
На фиг.7 - сечение Б-Б.
На фиг.8 - сечение В-В.
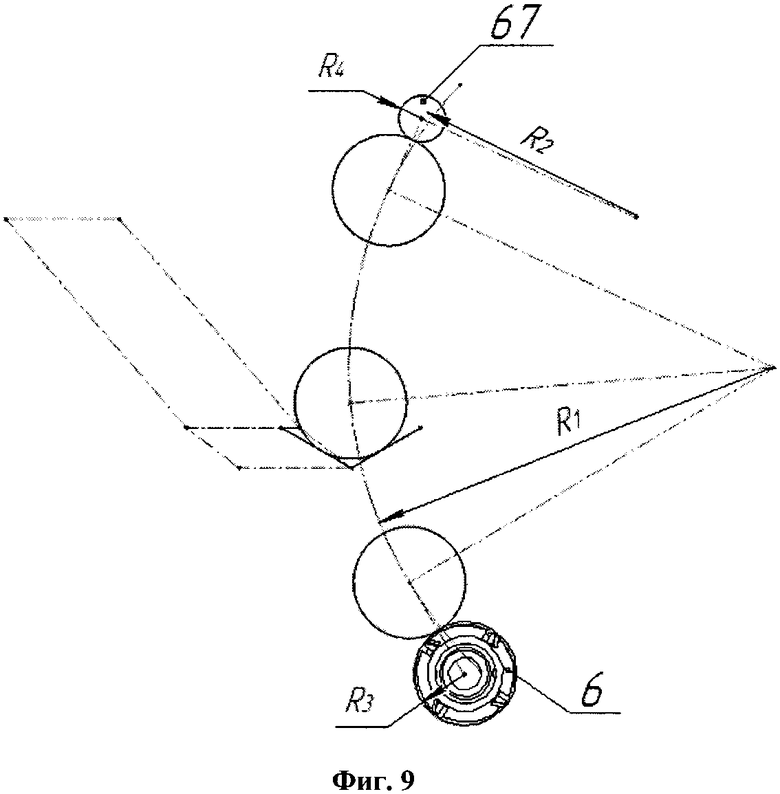
На фиг.9 - схема подачи, измерения и обработки бревна.
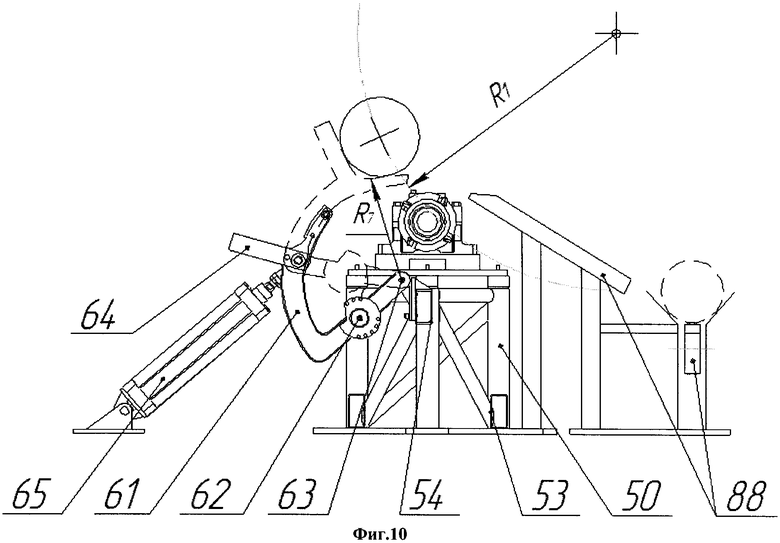
На фиг.10 - схема сброса чурака.
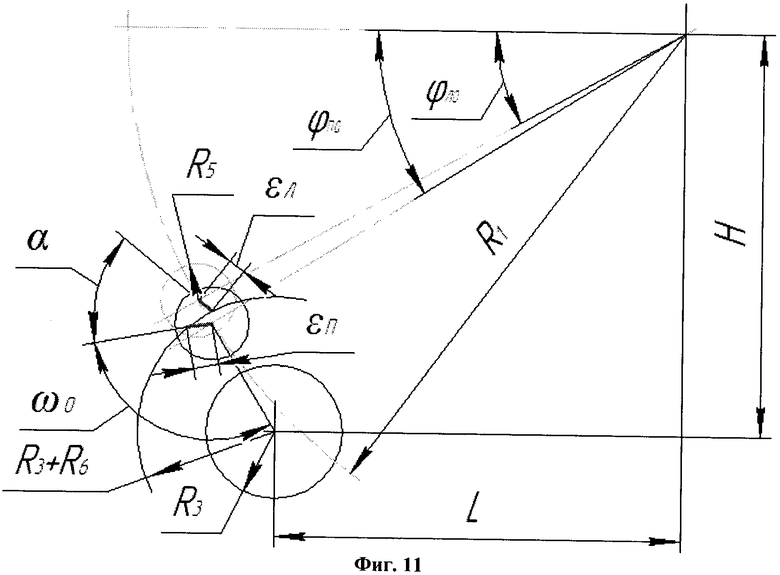
На фиг.11 - схема расположения захватов бревна относительно друг друга и центров правого и левого торцов цилиндра максимального объема при повороте захватов от начального момента до 120°, при указанном его смещении относительно центров захватов.
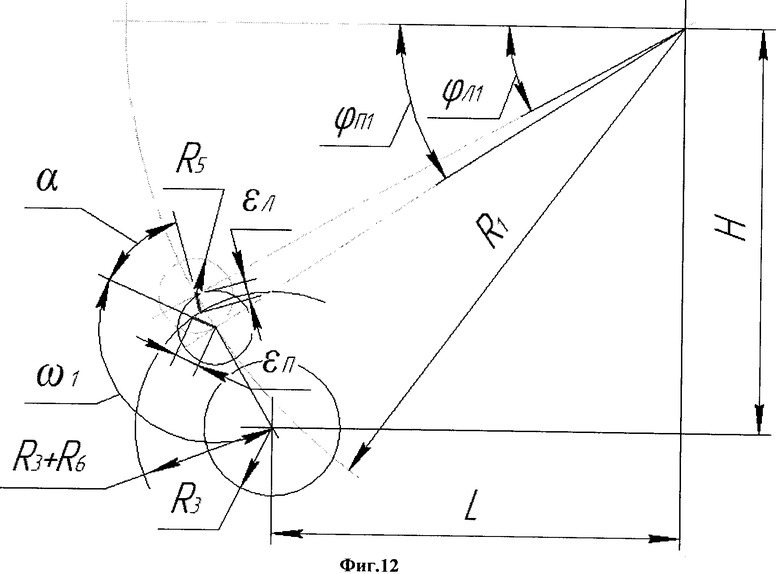
На фиг.12 - схема расположения захватов бревна относительно друг друга и центров правого и левого торцов цилиндра максимального объема при повороте захватов на 150°, при указанном его смещении относительно центров захватов.
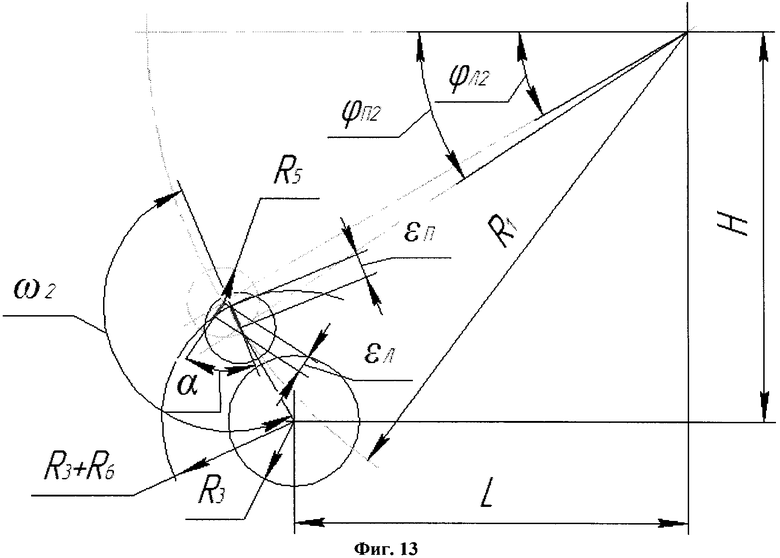
На фиг.13 - схема расположения захватов бревна относительно друг друга и центров правого и левого торцов цилиндра максимального объема при повороте захватов на 190°, при указанном его смещении относительно центров захватов.
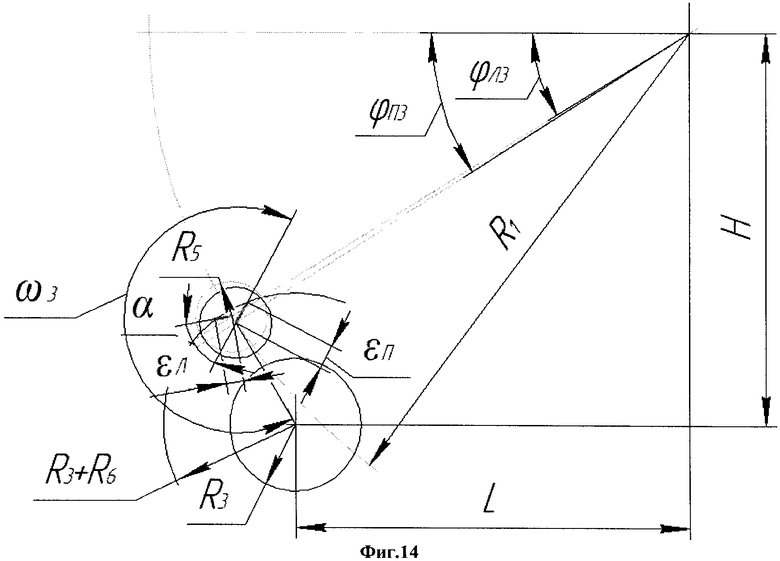
На фиг.14 - схема расположения захватов бревна относительно друг друга и центров правого и левого торцов цилиндра максимального объема при повороте захватов на 230°, при указанном его смещении относительно центров захватов.
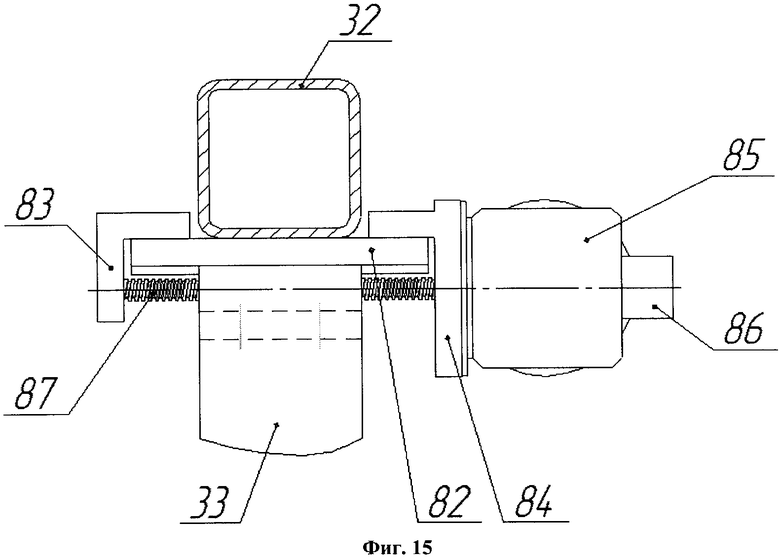
На фиг.15 представлен выносной элемент I, выполненный по второму варианту (увеличено).
Установка обработки мерных бревен для получения чураков максимального объема состоит из механизма приема и подачи 1 с двумя предварительными измерителями 2, механизма захвата и координации 3 бревна в пространстве с измерительным узлом 4 и механизма обработки 5 с фрезой 6 и устройством сброса 7 обработанного бревна.
Все механизмы установки расположены на трех взаимосвязанных каркасах с нижними рамами, установленными в одной горизонтальной плоскости. Каркас 8 механизма приема и подачи 1 состоит из прямоугольной рамы 9 (см. фиг.3) и двух внешних вертикальных стоек 10 и двух внутренних вертикальных стоек 11, усиленных двумя поперечинами 12 и двумя перекладинами 13.
Механизм приема и подачи 1 расположен сверху на кронштейнах 14 (см. фиг.2) внутренних вертикальных стоек 11 каркаса 8 и состоит из двух крюков 15 (см. фиг.3) У-образных призм, установленных на балке 16 и подвешенных на двух параллелограммах, состоящих из параллельно расположенных основной тяги 17 параллелограмма и вспомогательной тяги 18 параллелограмма, шарнирно соединенных каждый одним концом с расположенным на треугольной нижней пластине 19 торцом балки 16, а другим концом - с расположенным на треугольной верхней пластине 20 кронштейном 14. В состав механизма приема и подачи 1 также входят два пневмоцилиндра 21 перемещения крюков 15 штоками 22 за счет их шарнирного соединения с основными тягами 17 параллелограммов. Пневмоцилиндры 21 перемещения крюков 15 шарнирно соединены и опираются вторыми концами на консоли внешних вертикальных стоек 10, расположенных сверху. Сверху на перекладинах 13 у внутренних вертикальных стоек 11 установлены вертикально вверх два пневмоцилиндра 23 предварительных измерителей 2, имеющих вид Л-образных штанг 24 поднятия и опускания наконечников 25 на ее наклонной стойке. Прямая вертикальная стойка Л-образных штанг 24 установлена сбоку каркаса 8 сверху внутренней стойки 11 на кронштейне 26 с угловым датчиком поворота 27. Свободная тяга пневмоцилиндра 23 предварительных измерителей 2 шарнирно соединена снизу с перекладиной Л-образной штанги.
Механизм захвата и координации 3 бревна в пространстве расположен на каркасе 28 (см. фиг.1), который состоит из прямоугольной рамы 29 (см. фиг.3), двух внешних наклонных стоек 30 и двух внутренних вертикальных стоек 31, усиленных двумя поперечинами 32, одной - сверху, другой - снизу. Механизм захвата и координации 3 подвешен на двух кронштейнах 33 карданных узлов 34 к верхней поперечине 32 и состоит из ступенчатой лапы 35 (см. фиг.4) и прямой лапы 36 с приводом вращения 37 зажатого бревна, гидроцилиндра 38 сжатия лап и косой тяги 39 между ними. Ступенчатая лапа 35 и прямая лапа 36 оснащены гидроцилиндрами 40 подъема лап (см. фиг.3). На свободных концах лап 35 и 36 (см. фиг.4) во втулках 41 и 42 с подшипниками (не показаны), образующих ось вращения захватов 43, расположены соответственно валы вращения 44 и 45 с захватами 46 и 47. Вал вращения 45, установленный со стороны привода вращения 37, имеет удлиненный хвостовик со шпонкой (не показан) для стыковки его с редуктором привода вращения 37. Поэтому вал вращения 45 является ведущим, а вал вращения 44 является ведомым. Ось вращения захватов 43 при обработке бревна постоянно меняется в пространстве, обеспечивая максимальный объем получаемого цилиндра по определенной программе, реализующей зависимость постоянно меняющегося центра цилиндра максимального объема при повороте бревна вокруг оси захватов с установкой ее соответствующему меняющемуся центру цилиндра максимального объема в данный момент обработки. Привод вращения 37 установлен на поддерживающей балке 48, снизу лапы 36.
Механизм обработки 5 с фрезой 6 и устройством сброса 7 обработанного бревна расположены на каркасе 49 (см. фиг.1), который выполнен в виде двух форменных подставок, состоящих из трех вертикальных стоек 50 (см. фиг.3) с укосами 51, расположенными на общем основании 52, которые объединены между собой двумя перекладинами 53, каждая в виде трубы прямоугольного профиля снизу и одной перекладиной 54 сверху (см. фиг.10). При этом перекладина 54 в виде трубы прямоугольного профиля соединена неразъемным соединением с вертикальными стойками 50, расположенными внутри установки, а перекладины 53 соединены неразъемными соединениями с вертикальными стойками 50, расположенными наружу установки. Сверху на трех вертикальных стойках 50 расположены виброопоры 55 (см. фиг.5), которые выполнены в виде трех круглых шайб. На шайбах расположена треугольная пластина 56, на которой установлен корпус 57 под подшипник качения 58. В подшипник качения 58 установлены концы вала вращения 59 фрезы 6, вращение которой осуществляется шкивом 60, соединенным ременной передачей с двигателем вращения (не показан). Устройство сброса 7 (см. фиг.1) обработанного бревна состоит из двух параллельно расположенных боковин 61 (см. фиг.3) U-образной формы, соединенных между собой перекладинами 62. Один конец боковин U-образной формы осевым шарнирным соединением 63 связан с перекладиной 54, а на втором конце имеются выступы 64 наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение посредством двух пневмоцилиндров 65 из зоны обработки.
Сверху между каркасом 8 и каркасом 28 (см. фиг.1) расположен измерительный узел 4. Измерительный узел 4 состоит из n измерительных рычагов 66 (см. фиг.3) с n чувствительными элементами 67, расположенными вдоль оси обработки бревна на верхней консольной балке 68 на верхней поперечине 32 каркаса 28, а натяжители в виде пружин 69 с упорами 70 измерительного узла 4 установлены на верхних консольных балках 71, установленных сверху на концах внутренних стоек 11 каркаса 8. Каждый измерительный рычаг 66 одним концом прижимается к упору 70 с небольшим определенным усилием при помощи пружин 69, а вторым концом соединен осевым шарнирным узлом 72 с неподвижной верхней консольной балкой 68 таким образом, чтобы оси шарнирных узлов, выполненные в виде ступенчатого вала 73 (см. фиг.8) были параллельны оси вращения фрезы 6. Измерительный рычаг 66 в виде профиля П-образного сечения на свободном конце имеет накладку 74 (см. фиг.6) с отверстием 75 для монтажа пружины 69, а снизу на кронштейне в виде двух пластин 76 установлен вращающийся на валике 77 чувствительный элемент 67, выполненный в виде диска, заостренного по наружному диаметру. Шарнирный узел 72 выполнен в виде корпуса 78, установленного на консольной балке 68, внутри которого расположен ступенчатый вал 73. При этом на ступенчатый вал 73 с одной стороны установлен измерительный рычаг 66 с возможностью их совместного вращения вокруг оси ступенчатого вала 73 во втулке 79. С другой стороны ступенчатого вала 73 установлен датчик углового поворота 80 с муфтой 81 для регистрации изменения угла поворота.
Способ обработки мерных бревен для получения чураков максимального объема включает укладку бревна на два крюка 15 У-образных призм механизма приема и подачи 1, перемещение бревна в плоскость работы предварительных измерителей 2 и получение предварительных данных, включающих определение диаметра бревна в точках измерения. Дальнейшее перемещение бревна на двух крюках 15 У-образных призм механизма в зону механизма захвата и координации 3 бревна в пространстве. Захват его с торцов сжимающимися лапами 35 и 36 на основании данных предварительных измерителей 2. Измерение параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна. Перемещение бревна в зону обработки и вращение бревна в пространстве вокруг оси захватов 43 на 360° с одновременной его обработкой фрезой 6. При этом бревно при вращении в соответствии с программой меняет свое положение в пространстве за счет перемещения лап таким образом, чтобы фрезой было срезано с бревна лишь то, что выходит за рамки расчетного цилиндра при данном захвате. При постоянном вращении бревна вокруг оси захватов и повороте захватов на 360° процесс обработки мерных бревен, т.е. определенной длины, заканчивается. В результате произошла оцилиндровка бревна и получился чурак для последующего лущения из него шпона с геометрическими характеристиками, обеспечивающими установку оцилиндрованного бревна на лущильном станке с упрощенным центрирующим устройством и позволяющими производить лущение с первых оборотов, используя лущильный нож по его прямому назначению.
Установка обработки мерных бревен для получения чураков максимального объема работает следующим образом, реализуя предлагаемый способ обработки. Бревно определенной длины из накопителя (не показан) подается на крюки 15, расположенные в плоскости работы предварительных измерителей 2. Эта плоскость определяется как вертикальная плоскость, проходящая через нижние точки наконечников 25 предварительных измерителей 3 и нижние точки внутри У-образных призм, установленных на балке 16. На фиг.3 это место соответствует пунктирному изображению основной тяги 17 параллелограмма и вспомогательной тяги 18 параллелограмма. Включаются пневмоприводы 23 предварительных измерителей 2, опуская Л-образные штанги 24 (см. фиг.2) поворотом шарнирного узла, расположенного на другом конце Л-образной штанги 24, до соприкосновения чувствительного элемента 25 с бревном. При этом угловые датчики поворота 27, ось которых совмещена с осью шарнирного узла поворота Л-образной штанги 24, определяют диаметр бревна в точках измерения, позволяя получить данные, являющиеся основными для определения оси захвата и проведения захвата бревна по этой оси. После снятия показаний предварительных измерителей свободные концы Л-образных штанг 24 занимают исходное положение. Расположение бревна на крюках У-образных призм с основной тягой 17 и вспомогательной тягой 18, образующих параллелограмм, позволяет перемещать бревно в пространстве без изменения его координат относительно крюка, его перемещающего. А так как место соединения их на верхних треугольных пластинах 20 установлено в горизонтальной плоскости без права перемещения, то параллельная им сторона нижних треугольных пластин 19 будет при угловом перемещении основной тягой 17 и вспомогательной тягой 18 постоянно находиться в плоскости соединения их на верхних треугольных пластинах 20. Поэтому все координаты бревна, установившиеся при расположении его на крюках У-образных призм, при перемещении их будут иметь изменения, равные изменению любой точки бревна. Это обстоятельство позволяет при перемещении бревна в зону захвата произвести захват бревна по оси захвата, определенной предварительными измерителями 2. При перемещении бревна в зону захвата данные по оси захвата, определенной предварительными измерителями 2, поступают на органы управления механизма захвата и координации 3. Поэтому при движении бревна в место захвата одновременно ступенчатая лапа 35 и прямая лапа 36 при помощи гидроцилиндров 40 подъема лап (см. фиг.3, 4) перемещаются в зону захвата. Таким образом, лапы 35 и 36 устанавливают захваты 46 и 47 напротив торцов бревна, расположенного на крюках 15 в расчетном положении. При этом они выставляют захваты 47 и 46 таким образом, чтобы оси их валов вращения 45 и 44, образующие ось вращения захватов 43, совпадали с осью захвата, которая была определена предварительными измерителями 2. При их совпадении, которое является местом захвата, гидроцилиндр 38 сжимает лапы, фиксируя это совпадение. Бревно оказывается зажатым по торцам (за торцы) между лап, и механизм захвата и приема 1 без бревна перемещается в исходное положение приема следующего бревна. А лапы приподнимают бревно при помощи гидроцилиндров 40 подъема лап вверх до касания с чувствительными элементами 67 измерительного узла 4, приподнимая измерительные рычаги 66 с упора 70, растягивая пружины 69 натяжителя, прижимающие их к упору 70. При этом между упором 70 и накладкой 74 измерительных рычагов 66 образуются гарантированные зазоры, не позволяющие при вращении бревна соприкасаться с упором 70. Затем включается привод вращения бревна 37, и бревно, зажатое между лап, делает один оборот. В это время измерительные рычаги 66, в нашем случае их пять, при вращении чувствительного элемента 67 вокруг оси 77 поворачивает ступенчатый вал 73 вокруг своей оси в ту или иную сторону в зависимости от характера рельефа поверхности бревна. Датчик углового поворота 80 регистрирует характер изменения угла поворота муфты 81 и отправляет их в компьютер для определения чураков максимального объема и разработки на основе этих данных программы работы механизма захвата и координации 3 бревна в режиме его обработки. Затем бревно опускается в зону резания и со скоростью резания, соответствующей скорости резания и глубине резания, установленной для данной фрезы, начинает вращение бревна вокруг оси захватов 43 с одновременным перемещением лап в пространстве, удерживая линию реза на образующей максимально вписанного цилиндра. Таким образом, при постоянном вращении бревна вокруг оси захватов сама ось захватов постоянно перемещается в пространстве по радиусу R1 все 360,° пока не придет в исходное нулевое положение. При этом, если центр левого торца расчетного цилиндра не совпадает с центром вращения левого захвата 47, а центр правого торца расчетного цилиндра не совпадает с центром вращения правого захвата 46 (см. фиг.4), то поворотом левой лапы 36, который рассчитывается программно и синхронизируется с поворотом захвата 47 в данном устройстве, центр левого торца расчетного цилиндра располагается на заданном постоянном расстоянии от режущей поверхности фрезы.
Способ центрирования мерных бревен для получения чураков максимального объема включает предварительное определение параметров бревна с определением оси захвата 43 и вращение бревна вокруг этой оси захватов на 360° для определения параметров цилиндра максимального объема, вписанного в бревно. Определение параметров цилиндра максимального объема, вписанного в бревно, включающих определение его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиус его образующей. Внесение и сохранение этих данных в программе компьютера и дальнейшее центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой, с неизменяемыми параметрами оси ее вращения по программе компьютера, обеспечивающей удержание левого и правого торцов при вращении бревна в оси захватов таким образом, чтобы центр цилиндра, расположенный на торце, образующий эксцентриситет между ним и центром захвата, находился на расстоянии, отстоящем от центра вращения фрезы, равном сумме радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцов, и при этом центр захватов, имеющий эксцентриситет с центром цилиндра, вращался вокруг последнего по радиусу, равному эксцентриситету.
Способ центрирования мерных бревен для получения чураков максимального объема реализуется следующей последовательностью и поясняется фиг.3, 9, 11, 12, 13, 14. Бревно определенной длины из накопителя подается на крюки 15, расположенные в плоскости работы предварительных измерителей 2. Эта плоскость определяется как вертикальная плоскость, проходящая через нижние точки наконечников 25 предварительных измерителей 3 и нижними точками внутри У-образных призм. На фиг.3 это место соответствует пунктирному изображению основной тяги 17 параллелограмма и вспомогательной тяги 18 параллелограмма. Включаются приводы 23 предварительных измерителей 2, опуская Л-образные штанги 24 с поворотом их вокруг шарнирного узла, связанного с угловым датчиком поворота 27, ось которых совмещена с осью шарнирного узла поворота Л-образной штанги 24, определяют диаметр бревна в точках измерения, позволяя получить данные, являющиеся основными для определения оси захвата и проведения захвата бревна по этой оси. После снятия показаний предварительных измерителей свободные концы Л-образных штанг 24 занимают исходное положение. Расположение бревна на крюках У-образных призм с основной тягой 17 и вспомогательной тягой 18, образующих параллелограмм, позволяют перемещать бревно в пространстве без изменения его координат относительно крюка, его перемещающего. А так как место соединения их на верхних треугольных пластинах 20 установлено в горизонтальной плоскости без права перемещения, то параллельная им сторона нижних треугольных пластин 19 будет при угловом перемещении основной тягой 17 и вспомогательной тягой 18 постоянно находиться в плоскости соединения их на верхних треугольных пластинах 20. Поэтому все координаты бревна, установившиеся при расположении его на крюках У-образных призм при перемещении их, будут иметь изменения, равные изменению любой точки бревна. Это обстоятельство позволяет при перемещении бревна в зону захвата произвести захват бревна по оси захвата, определенной предварительными измерителями 2. При перемещении бревна в зону захвата данные по оси захвата, определенные предварительными измерителями 2, поступают на органы управления механизма захвата и координации 3. Поэтому при движении бревна в место захвата одновременно ступенчатая лапа 35 и прямая лапа 36 при помощи гидроцилиндров 40 подъема лап (см. фиг.3, 4) перемещаются в зону захвата. Таким образом, лапы 35 и 36 устанавливают захваты 46 и 47 напротив торцов бревна, расположенного на крюках 15 в расчетном положении. При этом они выставляют захваты 47 и 46 таким образом, чтобы оси их валов вращения 45 и 44, образующие ось вращения захватов 43, совпадали с осью захвата, которая была определена предварительными измерителями 2. При их совпадении, которое является местом захвата, гидроцилиндр 38 сжимает лапы, фиксируя это совпадение. Бревно оказывается зажатым по торцам (за торцы) между лап, и механизм захвата и приема 1 без бревна перемещается в исходное положение приема следующего бревна. А лапы приподнимают бревно при помощи гидроцилиндров 40 подъема лап вверх до касания с чувствительными элементами 67 измерительного узла 4, приподымая измерительные рычаги 66 с упора 70, растягивая пружины 69 натяжителя, прижимающие их к упору 70. При этом между упором 70 и накладкой 74 измерительных рычагов 66 образуются гарантированные зазоры, не позволяющие при вращении бревна соприкасаться с упором 70. Затем включается привод вращения бревна 37, и бревно, зажатое между лап, делает один оборот. В это время измерительные рычаги 66, в нашем случае их пять, при вращении чувствительного элемента 67 вокруг оси 77 поворачивает ступенчатый вал 73 вокруг своей оси в ту или иную сторону в зависимости от характера рельефа поверхности бревна. Датчик углового поворота 80 регистрирует характер изменения угла поворота муфты 81 и отправляет их в компьютер для определения чураков максимального объема и разработки на основе этих данных программы работы механизма захвата и координации 3 бревна в режиме его обработки. Затем бревно опускается в зону резания и со скоростью резания, соответствующей скорости резания и глубине резания, установленной для данной фрезы, начинает вращение бревна вокруг оси захватов 43 с одновременным перемещением лап в пространстве, удерживая линию реза на образующей максимально вписанного цилиндра. Таким образом, при постоянном вращении бревна вокруг оси захватов сама ось захватов постоянно перемещается в пространстве по радиусу R1 все 360°, пока не придет в исходное нулевое положение. При этом если центр левого торца расчетного цилиндра не совпадает с центром вращения левого захвата 47, а центр правого торца расчетного цилиндра не совпадает с центром вращения правого захвата 46 (см. фиг.4), то поворотом левой лапы 36, который рассчитывается программно и синхронизируется с поворотом захвата 47 в данном устройстве, центр левого торца расчетного цилиндра располагается на заданном постоянном расстоянии от режущей поверхности фрезы.
Реализуется способ центрирования мерных бревен для получения чураков максимального объема следующим образом. Включаются пневмоцилиндр 23 предварительных измерителей 2, и свободная тяга пневмоцилиндра 23 снизу поднимает Л-образные штанги 24 с поворотом их вокруг шарнирного узла, связанного с угловым датчиком поворота 27 на фиксированный расчетный угол, заложенный в программе компьютера. Этот угол выбирается из расчета того, чтобы бревно максимального диаметра расположилось на крюках 15 У-образных призм, не касаясь наконечников 25. На фиг.2 наконечники 25 расположены в крайнем нижнем положении. Бревно скатывается с транспортера (не показано) и попадает на крюки 15 У-образных призм. При этом оно произвольно располагается на них. Автоматически подается сигнал на включение пневмоцилиндра 23 и свободная тяга пневмоцилиндра 23 опускает наконечники 25 до касания их слева и справа до бревна. По трем точкам определяется предварительный центр левого и правого центров на торце бревна, координаты которых поступают в компьютер. Затем поступает команда компьютера на пневмоцилиндры 21 для перемещения штоками 22 бревна в зону действия лап 36 и 35 по расчетному радиусу R1, равному 900 мм, заложенному в программу компьютера. При совпадении вертикальной линии, проходящей через центры впадин крюков 15 У-образных призм, с вертикальной прямой, проходящей через совпадающие центры захватов 46 и 47, а также, в этом случае, с расчетным радиусом R1, движение крюков 15 У-образных призм прекращается. В случае, если левый и правый центры бревна не совпадают по горизонтали, то движение крюков 15 У-образных призм прекращается, когда вертикальная линия, проходящая через центры впадин крюков 15 У-образных призм, находится по середине между вертикальными линиями, проходящими через несовпадающие центры захватов 46 и 47 по горизонтали. При движении бревна в место захвата одновременно ступенчатая лапа 35 и прямая лапа 36 при помощи гидроцилиндров 40 подъема лап (см. фиг.3, 4) перемещаются по радиусу R1 снизу в зону захвата по программе компьютера. Лапы 35 и 36 устанавливают захваты 46 и 47 напротив торцов бревна, расположенного на крюках 15 в расчетном положении, перемещая их по радиусу R1 по своей программе для каждой лапы вверх или вниз, в зависимости от исходных данных, заложенных в компьютер по результатам предварительных измерений. При этом они выставляют захваты 47 и 46 таким образом, чтобы их центры, образующие ось вращения захватов 43, максимально совпадали с осью захвата, которая была определена предварительными измерителями 2. При их совпадении или несовпадении гидроцилиндр 38 по программе компьютера сжимает лапы, фиксируя тем самым ось вращения захватов 43. Бревно по левому и правому торцам оказывается зажатым между лап, и механизм приема и подачи 1 по программе компьютера без бревна перемещается в исходное положение приема следующего бревна. Одновременно по программе компьютера лапы приподнимают бревно при помощи гидроцилиндров 40 подъема лап вверх до касания бревна с чувствительными элементами 67 измерительного узла 4, приподымая измерительные рычаги 66 с упора 70 (см. фиг.3), растягивая пружины 69 натяжителя, прижимающие их к упору 70. При этом между упором 70 и накладкой 74 (см. фиг.6) измерительных рычагов 66 образуются гарантированные зазоры, не позволяющие при вращении бревна соприкасаться с упором 70. Затем по программе компьютера включается привод вращения бревна 37, и бревно, зажатое между лап, делает один оборот. В это время измерительные рычаги 66, в нашем случае их пять, при вращении чувствительного элемента 67 вокруг оси 77 (см. фиг.7) поворачивает ступенчатый вал 73 (см. фиг.8) вокруг своей оси в ту или иную сторону в зависимости от характера рельефа поверхности бревна. Датчик углового поворота 80 регистрирует характер изменения угла поворота муфтой 81 и отправляет их в компьютер для определения расчетного цилиндра максимального объема и разработки на основе этих данных программы работы механизма захвата и координации 3 бревна в режиме его обработки. При этом происходит определение параметров расчетного цилиндра максимального объема, вписанного в бревно, включающих определение его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиус его образующей. Для вычисления компьютером этих данных используются постоянные параметры элементов, входящие в механизмы установки, и их взаимное расположение, а также параметры измерений. Это параметры: R1=900 мм - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла 34 (см. фиг.9); R2=600 мм - радиус между осью ступенчатого вала 73 и осью диска 67; R3=110 мм - радиус фрезы 6; R4=35 мм - радиус диска 67; R5=60 мм - радиус левого или правого захвата (см. фиг.11); R6=220 мм - радиус расчетного цилиндра максимального объема; R7=450 мм - радиус от оси вращения шарнирного узла 63 до нижнего радиуса R6 (см. фиг.10); Н=658 мм - расстояние между центром карданного узла 34 и горизонтальной плоскостью, проходящей через центр фрезы 6; L=657 мм - расстояние между центром фрезы 6 и вертикальной плоскостью, проходящей через карданные узлы 34. Угол α=50° - угол между плоскостью, проходящей через правый эксцентриситет εп и ось захватов 43, и плоскостью, проходящей через левый эксцентриситет εл и осью захватов 47, где εп=40,4 мм - расстояние между центром правого захвата 46 и центром правого торца расчетного цилиндра максимального объема, а εл=28,6 мм - расстояние между центром левого захвата 47 и центром левого торца расчетного цилиндра максимального объема. Угол ω - угол поворота захватов 46 и 47 вокруг своей оси. Угол φп - угол поворота между горизонтальной плоскостью, проходящей через правый карданный узел 34, и прямой, соединяющей центр правого карданного узла 34 с центром правого захвата 46, а угол φл - угол поворота между горизонтальной плоскостью, проходящей через левый карданный узел 34, и прямой, соединяющей центр левого карданного узла 34 с центром правого захвата 47. Внесение и сохранение этих данных в программу компьютера и дальнейшее центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой, с неизменяемыми параметрами оси ее вращения по программе компьютера, обеспечивающей удержание левого и правого торцов при вращении бревна в оси захватов таким образом, чтобы центр цилиндра, расположенный на торце, образующий эксцентриситет между ним и центром захвата, находился на расстоянии, отстоящем от центра вращения фрезы, равном расстоянию суммы радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцов, т.е. R3+R6 является константой для обработки данного бревна. При этом центр захватов, имеющий эксцентриситет с центром цилиндра, вращается вокруг последнего по радиусу, равному эксцентриситету. На фиг.11-14 наглядно видны изменения, происходящие при повороте бревна на разные углы ε. Необходимо отметить, что при повороте на 360° все указанные координаты займут исходные значения, как при 0°. Затем бревно по программе компьютера опускается в зону резания и фреза 6 со скоростью вращения, равной 1200 об/мин, с определенной скоростью резания срезает ту часть бревна, которая выступает за пределы расчетного цилиндра максимального объема, т.е. до R3+R6 левого и правого торцов, соответствующих началу обработки и взаимному расположению вышеперечисленных параметров. При достижении линии реза, удовлетворяющей условию R3+R6 для левого и правого торцов, прекращается дальнейшее движение левой и правой лап вниз по радиусу R1 и начинается вращение бревна вокруг оси захватов 43 с одновременным перемещением лап в пространстве с удовлетворением условию, при котором R3+R6 является постоянной величиной для данного бревна при каждом повороте оси захватов вокруг центра захватов для левого и правого торцов. Таким образом, при постоянном вращении бревна вокруг оси захватов сама ось захватов постоянно перемещается в пространстве и по радиусу R1 все 360° вращения, пока не придет в исходное нулевое положение. Это происходит тогда, когда центр левого торца расчетного цилиндра не совпадает с центром вращения левого захвата 47, а центр правого торца расчетного цилиндра не совпадает с центром вращения правого захвата 46 (см. фиг.4), перемещение левой лапы 36 по радиусу R1 рассчитывается программно и синхронизируется с поворотом захвата 47 вокруг своей оси. В данном устройстве центр левого торца расчетного цилиндра располагается на заданном постоянном расстоянии от режущей поверхности фрезы. Для наглядности показа действия синхронизации параметров в способе центрирования мерных бревен в процессе обработки совместно с центрированием было выбрано крайне нежелательное расположение эксцентриситетов относительно друг друга левого и правого торцов с абсолютными значениями эксцентриситетов, приближенных к предельным. Вероятность такого захвата крайне мала, но иллюстрация такого захвата наглядна. На фиг.11 показана схема такого захвата с захватов бревна относительно друг друга и центров правого и левого торцов расчетного цилиндра максимального объема при повороте захватов на 120° относительно центра вращения захватов, с абсолютными значениями параметров, указанных выше. При дальнейшем повороте захватов на 30° в сумме от 0° на 150° видно, что увеличивается разница между φп и φл (см. фиг.12). При дальнейшем повороте захватов на 40° в сумме от 0° на 190° видно, что несколько уменьшается разница между φп и φл (см. фиг.13). А при дальнейшем повороте захватов на 40° в сумме от 0° на 230° видно, что значительно уменьшилась разница между φп и φл (см. фиг.14). На фиг 11-14 прослеживается и изменение в пространстве при неизменности абсолютного значения эксцентриситетов, и изменение в пространстве угла α при неизменности абсолютного значения этого угла. При постоянном вращении бревна вокруг оси захватов 43 и повороте захватов 46 и 47 на 360°, когда центр левого (правого) торца расчетного цилиндра не совпадает с центром вращения левого (правого) захвата. Центрирование осуществляется поворотом левой (правой) лапы, движение который рассчитывается программно по радиусу R1 и синхронизируется с поворотом захватов таким образом, чтобы центр левого (правого) торца расчетного цилиндра располагался на заданном постоянном расстоянии от режущей кромки фрезы. Весь процесс обработки бревна фрезой с центрированием его в процессе обработки длится не более 10 секунд. Процесс центрирования бревна закончился вместе с окончанием его обработки составной фрезой 6.
Конструкция такой установки легко собирается и имеет много уже готовых покупных узлов. Так, пневмоцилиндры 21 - это Camozz; nom2L125GAU-0400, пневмоцилиндры 23 - Festo DNC-50-125-PPV-A, датчик поворота 27-ЛИР -158А- -1-н-10000-24-ПИ-8-3,0, карданы 34 - карданы от КАМАЗа, двигатель вращения составной фрезы - A200L4 и т.д.
На фигуре 15 представлен второй вариант реализации установки обработки мерных бревен, при котором захваты, каждый по своей программе, могут перемещаться в горизонтальной плоскости. В этом варианте исполнения, между верхней поперечиной 32 и кронштейном 33 карданных узлов 34 ступенчатой лапы 35 и прямой лапы 36 устанавливается элемент горизонтального перемещения 82, в сечении выполненный в виде, например, ласточкина хвоста, сверху которого по краям устанавливаются Г-образные накладки 83 и 84, причем на одну из них, в нашем случае 84, устанавливается электрический мотор 85 с приводом вращения и датчиком вращения 86, который контролирует по программе компьютера горизонтальное перемещение лап. Перемещение лап осуществляется в ту или иную сторону вращением винта 87, проходящего через кронштейн 33 карданных узлов 34, имеющих сверху ответную часть совмещения соединения типа ласточкина хвоста с элементом горизонтального перемещения 82.
В этом варианте способ обработки мерных бревен дополняется горизонтальным перемещением лап в момент захвата бревна и его обработки.
В этом варианте способ центрирования мерных бревен программным обеспечением устраняет эксцентриситеты, и в процессе обработки бревна образующая расчетного цилиндра выставляется параллельно режущей кромке составной фрезы в процессе резания.
Процесс обработки закончен, в результате произошла оцилиндровка бревна и получился чурак для последующего лущения из него шпона с геометрическими характеристиками, обеспечивающими максимальный выход качественного шпона по всей линии реза на лущильном станке. Полученное таким образом оцилиндрованное бревно по любому варианту, называемое чурак, перемещается вверх в зону действия устройства сброса 7 таким образом, чтобы цилиндр, получивший в процессе обработки ось, расположил ее таким образом, чтобы при вращении устройства сброса 7 вокруг осевого шарнирного соединения 63 внутреннее соединение выступов 64 с боковинами 61 U- образной формы могло пересечься с осью чурака. При этом условии включаются пневмоцилиндры 65 и устройство сброса 7, совершая поворот, подпирает чурак, зажатый между лапами. Лапы 35 и 36 раздвигаются при помощи работы гидроцилиндра 38, освобождая захваты от бревна, и устройство сброса 7, продолжая движение вокруг осевого шарнирного соединения 63 боковин 61 U-образной формы, перемещает его, пока оно не скатится под собственным весом с внешней стороны пластин U-образной формы на специальную подставку 88, например, транспортера, который удаляет чурак из зоны обработки для прохождения дальнейшего производственного цикла.
Таким образом, группа изобретений позволяет сократить производственный цикл получения качественного конечного продукта. Происходит снижение энергетических затрат, а также снижение себестоимости изготовления и эксплуатации, сокращение времени обработки. Применение составной фрезы снижает нагрузку на лущильный нож, который теперь может использоваться по своему прямому назначению.

Установка состоит из механизма приема и подачи с двумя предварительными измерителями и включает У-образные призмы, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки. Механизм приема и подачи расположен сверху и состоит из двух крюков У-образных призм, установленных на балке и подвешенных на двух параллелограммах, состоящих из параллельно расположенных вспомогательной тяги параллелограмма и основной тяги параллелограмма, шарнирно соединенной с пневмоцилиндром их перемещения. Механизм захвата и координации состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап и косой тяги между ними. Ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов. Механизм обработки имеет устройство сброса обработанного бревна и расположен на каркасе, который выполнен в виде двух форменных подставок. Устройство сброса состоит из двух параллельно расположенных боковин U-образной формы, соединенных между собой перекладинами. Механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах. Способ включает укладку бревна на два крюка У-образных призм механизма приема и подачи с измерением предварительных данных по определению диаметра бревна в точках измерения и перемещение бревна в зону механизма захвата и координации и захват его с торцов сжимающимися лапами на основании данных предварительных измерителей с последующим измерением параметров бревна при его вращении, с последующим его переносом в зону обработки. Перемещение бревна в зону механизма захвата и координации осуществляют на двух крюках У-образных призм до расчетного радиуса захвата, с осуществлением захвата для измерения параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна, и дальнейшее перемещение бревна в зону обработки, а вращение бревна в пространстве вокруг оси захватов на 360° осуществляют с одновременной его обработкой фрезой, при этом бревно при вращении в соответствие с программой меняет свое положение в пространстве за счет перемещения лап. Способ включает предварительное определение параметров бревна с определением центра захвата и вращение бревна вокруг него на 360° для определения его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиуса окружностей с внесением и сохранением этих данных в программу компьютера. Определение параметров цилиндра максимального объема включает определение образующей, а окончательное центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой по программе компьютера, обеспечивающей удержание левого и правого торцов при вращении бревна. Технический результат заключается в значительном упрощении устройства, снижении энергетических затрат, а также уменьшении себестоимости изготовления и эксплуатации, сокращении времени обработки. 6 н.п. ф-лы, 15 ил.
1. Установка обработки мерных бревен для получения чураков максимального объема состоит из механизма приема и подачи с двумя предварительными измерителями и включает У-образные призмы, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки, отличающаяся тем, что механизм приема и подачи расположен сверху и состоит из двух крюков У-образных призм, установленных на балке и которые подвешены на двух параллелограммах, состоящих из параллельно расположенных вспомогательной тяги параллелограмма и основной тяги параллелограмма, шарнирно соединенной с пневмоцилиндром их перемещения, а предварительные измерители имеют вид Л-образных штанг поднятия и опускания наконечников с угловым датчиком поворота пневмоцилиндра подъема Л-образных штанг, а механизм захвата и координации подвешен сверху на двух кронштейнах карданных узлов и состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап и косой тяги между ними, при этом ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов, а механизм обработки имеет устройство сброса обработанного бревна и расположен на каркасе, который выполнен в виде двух форменных подставок, которые объединены между собой, а сверху, на трех вертикальных стойках расположены виброопоры, выполненные в виде трех круглых шайб, на которых расположена треугольная пластина с корпусом для установки составной фрезы, а устройство сброса состоит из двух параллельно расположенных боковин U- образной формы, соединенных между собой перекладинами, при этом один конец боковин U- образной формы осевым шарнирным соединением связан с перекладиной между подставками, а на втором конце имеются выступы наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение двумя пневмоцилиндрами сброса, при этом механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах.
2. Установка обработки мерных бревен для получения чураков максимального объема (вариант) состоит из механизма приема и подачи с двумя предварительными измерителями и включает У-образные призмы, механизма захвата и координации бревна в пространстве с измерительным узлом и механизма обработки, отличающаяся тем, что механизм приема и подачи расположен сверху и состоит из двух крюков У-образных призм, установленных на балке и которые подвешены на двух параллелограммах, состоящих из параллельно расположенных вспомогательной тяги параллелограмма и основной тяги параллелограмма, шарнирно соединенной с пневмоцилиндром их перемещения, а предварительные измерители имеют вид Л-образных штанг поднятия и опускания наконечников с угловым датчиком поворота пневмоцилиндра подъема Л-образных штанг, а механизм захвата и координации подвешен сверху на двух кронштейнах карданных узлов и состоит из ступенчатой лапы и прямой лапы с приводом вращения зажатого бревна, гидроцилиндра сжатия лап и косой тяги между ними, при этом ступенчатая лапа и прямая лапа оснащены гидроцилиндрами подъема лап, а на свободных концах лап во втулках с подшипниками расположены соответственно валы вращения с захватами, образующими ось вращения захватов, при этом на прямой лапе установлен привод вращения захватов, а механизм обработки имеет устройство сброса обработанного бревна и расположен на каркасе, который выполнен в виде двух форменных подставок, которые объединены между собой, а сверху, на трех вертикальных стойках расположены виброопоры, выполненные в виде трех круглых шайб, на которых расположена треугольная пластина с корпусом для установки составной фрезы, а устройство сброса состоит из двух параллельно расположенных боковин U-образной формы, соединенных между собой перекладинами, при этом один конец боковин U-образной формы осевым шарнирным соединением связан с перекладиной между подставками, а на втором конце имеются выступы наружу, образующие прием чурака и обеспечивающие дальнейшее его перемещение двумя пневмоцилиндрами сброса, при этом механизм приема и подачи, механизм захвата и координации и механизм обработки расположены на трех взаимосвязанных каркасах, при этом между верхней поперечиной каркаса механизм захвата и координации и кронштейном карданных узлов ступенчатой лапы и прямой лапы установлен элемент горизонтального перемещения с приводом вращения и датчиком вращения.
3. Способ обработки мерных бревен для получения чураков максимального объема, включающий укладку бревна на два крюка У-образных призм механизма приема и подачи с измерением предварительных данных по определению диаметра бревна в точках измерения и перемещение бревна в зону механизма захвата и координации и захват его с торцов сжимающимися лапами на основании данных предварительных измерителей с последующим измерением параметров бревна при его вращении, с последующим его переносом в зону обработки, отличающийся тем, что перемещение бревна в зону механизма захвата и координации осуществляют на двух крюках У-образных призм до расчетного радиуса захвата, с осуществлением захвата для измерения параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна, и дальнейшее перемещение бревна в зону обработки, а вращение бревна в пространстве вокруг оси захватов на 360° осуществляют с одновременной его обработкой фрезой, при этом бревно при вращении в соответствии с программой меняет свое положение в пространстве за счет перемещения лап по радиусу R1 таким образом, чтобы фрезой было срезано то, что выходит за рамки расчетного цилиндра при данном захвате, при этом соблюдается условие, при котором R3+R6 является постоянной величиной для данного бревна при каждом повороте оси захватов вокруг центра захватов для левого и правого торцов, где R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла, мм;
R3 радиус фрезы, мм;
R6 - радиус расчетного цилиндра максимального объема, мм.
4. Способ обработки мерных бревен для получения чураков максимального объема (вариант), включающий укладку бревна на два крюка У-образных призм механизма приема и подачи с измерением предварительных данных по определению диаметра бревна в точках измерения и перемещение бревна в зону механизма захвата и координации и захват его с торцов сжимающимися лапами на основании данных предварительных измерителей с последующим измерением параметров бревна при его вращении, с последующим его переносом в зону обработки, отличающийся тем, что перемещение бревна в зону механизма захвата и координации осуществляют на двух крюках У-образных призм до расчетного радиуса захвата с осуществлением захвата для измерения параметров бревна с последующим расчетом по этим результатам измерения расчетного цилиндра максимального объема, который можно получить в процессе обработки этого бревна, и дальнейшее перемещение бревна в зону обработки, а вращение бревна в пространстве вокруг оси захватов на 360° осуществляют с одновременной его обработкой фрезой, при этом бревно при вращении в соответствии с программой меняет свое положение в пространстве за счет перемещения лап по радиусу R1 и перпендикулярно оси вращения захватов таким образом, чтобы фрезой было срезано то, что выходит за рамки расчетного цилиндра при данном захвате, при этом соблюдается условие, при котором R3+R6 является постоянной величиной для данного бревна при каждом повороте оси захватов вокруг центра захватов для левого и правого торцев,
где R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла, мм;
R3 радиус фрезы, мм;
R6 - радиус расчетного цилиндра максимального объема, мм.
5. Способ центрирования мерных бревен для получения чураков максимального объема, включающий предварительное определение параметров бревна с определением центра захвата и вращение бревна вокруг него на 360° для определения его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиуса окружностей с внесением и сохранением этих данных в программу компьютера, отличающийся тем, что определение параметров цилиндра максимального объема включает определение образующей, а окончательное центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой по программе компьютера, обеспечивающей удержание левого и правого торца при вращении бревна таким образом, чтобы центр расчетного цилиндра, расположенный на торце и образующей находился на расстоянии, равным расстоянию сумме радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцев, при этом центр захватов меняет свое положение в пространстве за счет перемещения лап по радиусу R1,
где R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла, мм.
6. Способ центрирования мерных бревен для получения чураков максимального объема (вариант), включающий предварительное определение параметров бревна с определением центра захвата и вращение бревна вокруг него на 360° для определения его оси, проходящей через торцы бревна и определяющие центры окружности, проходящие через левый и правый торцы бревна и радиуса окружностей с внесением и сохранением этих данных в программу компьютера, отличающийся тем, что определение параметров цилиндра максимального объема включает определение образующей, а окончательное центрирование мерных бревен осуществляют с одновременной обработкой их вращающейся фрезой по программе компьютера, обеспечивающей удержание левого и правого торца при вращении бревна таким образом, чтобы центр расчетного цилиндра, расположенный на торце и образующей, находился на расстоянии, равным расстоянию сумме радиуса фрезы и радиуса вписанного цилиндра для правого и левого торцев, при этом центр захватов меняет свое положение в пространстве за счет перемещения лап по радиусу R1 и перпендикулярно оси вращения захватов,
где R1 - радиус перемещения левого центра захвата и правого центра захвата от центра карданного узла, мм.
| ЕР 0967058 А2, 29.12.1999 | |||
| Устройство для оцилиндровки чураков | 1983 |
|
SU1097497A1 |
| Устройство для центровки чураков | 1980 |
|
SU1121140A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ ДЛЯ ДОМОСТРОЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005593C1 |

