ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к пресс-форме и к способу изготовления данной пресс-формы. В данном описании «пресс-форма» включает в себя пресс-формы, которые предназначены для использования в различных способах обработки (штамповки и отливки), и иногда упоминается как матрица. Пресс-форму можно также использовать для печати (включающей в себя нанопечать).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Устройства отображения для использования в телевизорах, сотовых телефонах и т.д. и оптические элементы, такие как объективы фотоаппаратов и т.д., обычно используют антиотражающую методику для снижения поверхностного отражения и увеличения передаваемого через них количества света. Это происходит потому, что, когда свет передают через границу раздела между средами с различными показателями преломления, например, когда свет падает на границу раздела между воздухом и стеклом, количество передаваемого света уменьшается, например, из-за отражения Френели, таким образом ухудшая видимость.
Антиотражающая методика, которая привлекла внимание в последние годы, формирует на поверхности подложки очень небольшую негладкую структуру, в которой интервал углублений или выступов не больше длины волны видимого света (λ = 380 нм - 780 нм). См. патентные документы 1 - 4. Двумерный размер выступа негладкой структуры, которая выполняет антиотражающую функцию, составляет не менее 10 нм и менее 500 нм.
В данном способе используют принцип так называемой рельефной структуры. Показатель преломления для света, который падает на подложку, непрерывно изменяется вдоль направления глубины углублений или выступов, от показателя преломления среды, на которую свет падает, к показателю преломления подложки, посредством чего предотвращают отражение в диапазоне длин волн, в котором необходимо применять антиотражение.
Рельефная структура имеет преимущество в том, что она может выполнять антиотражающую функцию с малой зависимостью от угла падения по широкому диапазону длин волн, а также что ее можно применять к множеству материалов и что негладкую структуру можно сформировать прямо на подложке. Также высокоэффективную антиотражающую пленку (или антиотражающую поверхность) можно обеспечивать за низкую цену.
В качестве способа формирования рельефной структуры привлекает внимание использование полученного с помощью анодирования слоя пористого оксида алюминия, который получают посредством анодирования (или «анодного окисления») алюминия (патентные документы 2-4).
Далее кратко описывают полученный с помощью анодирования слой пористого оксида алюминия, который получают посредством анодирования алюминия. Традиционно, способ формирования пористой структуры посредством анодирования привлекает внимание в качестве простого способа создания микропор масштаба нанометра (очень небольших углублений) в форме круглой колонны с регулярной структурой. Алюминиевую основу погружают в кислотный электролитический раствор серной кислоты, щавелевой кислоты, фосфорной кислоты и т.п. или в щелочной электролитический раствор, и ее используют в качестве анода при применении напряжения, которое вызывает окисление и растворение. Окисление и растворение одновременно происходят на поверхности алюминиевой основы для формирования окисной пленки, которая имеет микропоры на своей поверхности. Микропоры, которые имеют форму круглой колонны, ориентированы по вертикали к окисной пленке и имеют самоорганизуемую регулярную структуру при определенных условиях (напряжении, типе электролита, температуре и т.д.). Таким образом, этот полученный с помощью анодирования слой пористого оксида алюминия, как ожидают, можно будет применять к широкому разнообразию функциональных материалов.
Слой пористого оксида алюминия, сформированный при определенных условиях, включает в себя ячейки в форме в общем случае правильного шестиугольника, которые имеют наиболее близко упакованную двумерную структуру, если смотреть в перпендикулярном направления к поверхности пленки. Каждая из ячеек имеет микропору в своем центре. Структура микропор является периодической. Ячейки формируют в результате локального растворения и роста покрытия. Растворение и рост покрытия одновременно происходит внизу микропор (упоминается как барьерный слой). Как известно, размер ячеек, т.е. интервал между смежными микропорами (расстояние между центрами), приблизительно равен удвоенной толщине барьерного слоя и приблизительно пропорционален напряжению, которое подают во время анодирования. Также известно, что диаметр микропор зависит от типа, концентрации, температуры и т.д. электролитического раствора, но обычно он равен 1/3 размера ячейки (длины самой длинной диагонали ячейки, если смотреть в вертикальном направлении к поверхности пленки). Такие микропоры пористого оксида алюминия могут составлять структуру, которая имеет высокую правильность (периодичность) при определенных условиях, структуру, правильность которой ухудшается до некоторой степени в зависимости от условий, или неправильную (непериодическую) структуру.
Патентный документ 2 раскрывает способ создания антиотражающей пленки (антиотражающей поверхности) с использованием матрицы, которая имеет полученную с помощью анодирования пленку пористого оксида алюминия на своей поверхности.
Патентный документ 3 раскрывает методику формирования конических углублений с непрерывно изменяющимися диаметром пор, повторяя процесс анодирования алюминия и увеличения диаметра поры.
Данный заявитель раскрывает в патентном документе 4 методику формирования антиотражающей пленки с использованием слоя оксида алюминия, в который очень небольшие углубления имеют ступенчатые боковые поверхности.
Как описано в патентных документах 1, 2 и 4, с помощью обеспечения негладкой структуры (макроструктуры), которая больше рельефной структуры (микроструктуры), в дополнение к рельефной структуре, антиотражающую пленку (антиотражающую поверхность) можно обеспечивать антибликовой функцией. Двумерный размер выступа негладкой структуры, которая может выполнять антибликовую функцию, равен не меньше 1 мкм и меньше 100 мкм. Все раскрытия патентных документов 1, 2 и 4 представлены для справки.
Использование такой полученной с помощью анодирования пористой алюминиевой пленки может облегчать изготовление пресс-формы, которую используют для формирования рельефной структуры на поверхности (в дальнейшем, «рельефной пресс-формы»). В частности, как описано в патентных документах 2 и 4, когда поверхность полученной с помощью анодирования алюминиевой пленки, когда сформирована, используется в качестве пресс-формы без каких-либо изменений, достигают большого эффекта сокращения стоимости изготовления. Структура поверхности рельефной пресс-формы, с помощью которой можно формировать рельефную структуру, в данной работе упоминается как «инвертированная (обращенная) рельефная структура».
Патентный документ 5 описывает способ изготовления полимерной пресс-формы в форме ролика (полимерного ролика пресс-формы), который предназначен для использования при изготовлении поверхности линзы, как описано ниже. Сначала металлическую пресс-форму, изготовленную с помощью механической обработки, которая имеет инвертированную форму к форме линзы, прижимают к основе в форме пленки (пленке основы), которая имеет слой силиконовой смолы, таким образом формируя пресс-форму в форме пленки (пленку пресс-формы), которая имеет форму линзы (первый перенос). Затем термореактивную смолу обеспечивают между пленкой пресс-формы и железной цилиндрической основой, в то время как пленку пресс-формы наматывают вокруг железной цилиндрической основы, и смолу обрабатывают для термоотверждения с помощью тепла. После этого пленку пресс-формы отделяют, посредством чего получают пластиковый ролик пресс-формы, который имеет форму, которая является обратной к форме линзы (второй перенос).
Изготовление рельефной пресс-формы в форме ролика (рельефный ролик пресс-формы), основываясь на способе изготовления, который описан в патентном документе 5, с использованием рельефной пресс-формы, изготовленной с использованием пленки пористого оксида алюминия, которая описана в патентных документах 2 и 4, требует выполнения этапа переноса по меньшей мере дважды. Поэтому процесс изготовления становится сложным. Так как негладкая структура рельефной пресс-формы более мелкая, чем негладкая структура поверхности линзы, описанная в патентном документе 5, выполнение этапа переноса дважды может увеличивать вероятность того, что негладкая структура не будет точно перенесена.
СПИСОК БИБЛИОГРАФИЧЕСКИХ ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: выложенная публикация японской национальной фазы PCT № 2001-517319
Патентный документ 2: выложенная публикация японской национальной фазы PCT № 2003-531962
Патентный документ 3: выложенная публикация японского патента № 2005-156695
Патентный документ 4: WO 2006/059686
Патентный документ 5: выложенная публикация японского патента №2000-334745
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
Ввиду вышеизложенного обстоятельства, автор провел исследования относительно получения гибкой рельефной пресс-формы, форму которой можно изменять в форму ролика. Данный изобретатель попытался изготовить рельефную пресс-форму с помощью использования алюминиевого слоя, сформированного на поверхности гибкой полимерной пленки, и столкнулся с проблемой, что адгезия между алюминиевым слоем и полимерной пленкой была недостаточна.
Настоящее изобретение было задумано с целью решения указанной выше проблемы. Одной из основных целей настоящего изобретения является обеспечение способа легкого получения гибкой рельефной пресс-формы.
РЕШЕНИЕ ПРОБЛЕМЫ
Гибкая пресс-форма настоящего изобретения включает в себя: гибкую полимерную пленку; слой отверждаемой смолы, обеспечиваемый на поверхности полимерной пленки; и слой пористого оксида алюминия, обеспечиваемый на слое отверждаемой смолы, слой пористого оксида алюминия имеет обращенную (инвертированную) рельефную структуру своей поверхности, где обращенная (инвертированная) рельефная структура имеет множество углублений, двумерный размер которых, если смотреть в перпендикулярном направления к поверхности, составляет не меньше 10 нм и менее 500 нм.
В одном из вариантов осуществления слой отверждаемой смолы содержит акриловую смолу.
В одном из вариантов осуществления неорганическую подложку обеспечивают между слоем отверждаемой смолы и слоем пористого оксида алюминия.
В одном из вариантов осуществления неорганическая подложка содержит SiO2.
В одном из вариантов осуществления толщина неорганической подложки составляет не меньше 50 нм и не больше 300 нм.
В одном из вариантов осуществления буферный слой, который содержит алюминий, обеспечивают между неорганической подложкой и слоем пористого оксида алюминия.
В одном из вариантов осуществления слой отверждаемой смолы содержит кремний.
В одном из вариантов осуществления поверхность слоя отверждаемой смолы имеет выступ, двумерный размер которого не меньше 1 мкм и менее 100 мкм.
В одном из вариантов осуществления поверхность слоя отверждаемой смолы имеет периодическую негладкую структуру.
Ролик пресс-формы настоящего изобретения включает в себя гибкую пресс-форму, которая имеет описанную выше конфигурацию, и основу в форме ролика, причем гибкую пресс-форму устанавливают на внешнюю поверхность основы в форме ролика.
В одном из вариантов осуществления гибкую пресс-форму размещают таким образом, что существует промежуток между одним концом и другим концом.
Способ формирования антиотражающей структуры настоящего изобретения включает стадии: обеспечивают описанные выше ролик пресс-формы и поляризационную пластину; и перемещают поляризационную пластину относительно ролика пресс-формы таким образом, чтобы поляризационная ось поляризационной пластины была параллельна к направлению периметра ролика пресс-формы перед формированием рельефной структуры на поляризационной пластине.
В одном из вариантов осуществления поляризационная пластина имеет прямоугольную форму и длина периметра ролика пресс-формы больше, чем длинная сторона поляризационной пластины.
Способ получения гибкой пресс-формы настоящего изобретения - способ получения гибкой пресс-формы, которая имеет инвертированную рельефную структуру своей поверхности, инвертированная рельефная структура имеет множество углублений, двумерный размер которых, если смотреть в перпендикулярном направлении к поверхности, составляет не меньше 10 нм и менее 500 нм, данный способ включает стадии: (a) обеспечивают основу пресс-формы, которая включает в себя гибкую полимерную пленку, слой отверждаемой смолы, обеспеченный на поверхности полимерной пленки, и алюминиевый слой, обеспечиваемый на слое отверждаемой смолы; (b) частично анодируют алюминиевый слой для формирования слоя пористого оксида алюминия, который имеет множество очень небольших углублений; (c) после стадии (b) вводят в контакт слой пористого оксида алюминия с травильным раствором, таким образом увеличивая множество очень небольших углублений слоя пористого оксида алюминия; и (d) после этапа (c) дополнительно анодируют слой пористого оксида алюминия так, чтобы увеличить размер множества очень небольших углублений.
В одном из вариантов осуществления этап (c) и этап (d) дополнительно выполняют после этапа (d).
Способ изготовления ролика пресс-формы настоящего изобретения включает в себя этапы: (e) обеспечивают ролик-основу и гибкую пресс-форму, которая имеет описанную выше конфигурацию; и (f) после этапа (e) устанавливают гибкую пресс-форму на внешнюю поверхность ролика-основы.
В одном из вариантов осуществления полимерная пленка имеет рифленые края.
ПОЛЕЗНЫЙ ЭФФЕКТ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, обеспечивают способ легкого изготовления гибкой рельефной пресс-формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[Фиг. 1] (a)-(e) представляет собой схематичный вид в разрезе, предназначенный для иллюстрации способа получения пресс-формы согласно варианту осуществления настоящего изобретения.
[Фиг. 2] (a) представляет собой схематичный вид в разрезе основы 10 пресс-формы, которая предназначена для использования в способе изготовления пресс-формы согласно варианту осуществления настоящего изобретения; (b) - схематический вид в разрезе рельефной пресс-формы 100, которую получают, используя основу 10 пресс-формы.
[Фиг. 3] (a) представляет собой схематичный вид в разрезе основы 10a пресс-формы, которая предназначена для использования в способе получения пресс-формы согласно варианту осуществления настоящего изобретения; (b) - схематичный вид в разрезе рельефной пресс-формы 100a, которую получают, используя основу 10a пресс-формы.
[Фиг. 4] (a) представляет собой схематичный вид в разрезе основы 10b пресс-формы, которая предназначена для использования в способе изготовления пресс-формы согласно варианту осуществления настоящего изобретения; (b) - схематический вид в разрезе рельефной пресс-формы 100b, которую изготавливают, используя основу 10b пресс-формы.
[Фиг. 5] (a)-(c) представляет собой схематичный вид в разрезе, предназначенный для иллюстрации способа изготовления пресс-формы 100c согласно варианту осуществления настоящего изобретения.
[Фиг. 6] - вид в разрезе основы 30A пресс-формы сравнительного примера 1.
[Фиг. 7] - изображение, полученное с помощью SEM (сканирующего электронного микроскопа), поверхности слоя пористого оксида алюминия основы 10 пресс-формы из примера 1 изобретения.
[Фиг. 8] - вид в разрезе основы 30B пресс-формы сравнительного примера 2.
[Фиг. 9] (a) и (b) представляет собой изображения, полученные с помощью SEM, поверхности алюминиевого слоя основы 10b пресс-формы примера 2 изобретения: (a) - изображение, полученное с помощью SEM, сделанное сразу после формирования алюминиевого слоя; (b) - изображение, полученное с помощью SEM, сделанное после погружения в водный раствор фосфорной кислоты.
[Фиг. 10] (a) и (b) представляет собой изображения, полученные с помощью SEM, поверхности алюминиевого слоя основы 30B пресс-формы сравнительного примера 2: (a) - изображение, полученное с помощью SEM, сделанное сразу после формирования алюминиевого слоя; (b) - изображение, полученное с помощью SEM, сделанное после погружения в водный раствор фосфорной кислоты.
[Фиг. 11] (a)-(c) представляет собой схематичный вид в разрезе, предназначенный для иллюстрации способа изготовления ролика 200 пресс-формы.
[Фиг. 12] (a)-(h) представляет собой схематичные виды в разрезе, предназначенные для иллюстрации способа изготовления гибкой пресс-формы 100 и ролика 200 пресс-формы, который включает в себя гибкую пресс-форму 100.
[Фиг. 13] (a) и (b) представляет собой схематичные изображения в перспективе, предназначенные для иллюстрации способа формирования антиотражающей структуры на поляризационной пластине 70.
[Фиг. 14] - вид в разрезе пресс-формы 100d согласно варианту осуществления настоящего изобретения.
[Фиг. 15] (a)-(c) представляет собой схематические виды в разрезе, предназначенные для иллюстрации способа изготовления 10d основы пресс-формы, которая используется для изготовления пресс-формы 100d согласно варианту осуществления настоящего изобретения.
[Фиг. 16] - вид в разрезе пленки 10e' основы.
[Фиг. 17] (a) и (b) представляет собой схематичные виды в разрезе, предназначенные для иллюстрации структуры стыка ролика пресс-формы.
[Фиг. 18] - вид в разрезе пленки 70f основы.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее рельефная пресс-форма и способ получения рельефной пресс-формы согласно варианту осуществления настоящего изобретения описаны в отношении чертежей. Следует отметить, что настоящее изобретение не ограничено вариантами осуществления, которые описаны ниже.
Сначала, как показано на фиг. 1 (a), обеспечивают основу пресс-формы, которая имеет алюминиевый слой (слой Al) на своей поверхности. На фиг. 1 (a)-1 (e), для простоты, показан только слой 18 Al. Слой 18 Al формируют с помощью напыления, используя, например, алюминиевый электрод (мишень) с чистотой 99,99 массовых % или выше. Толщина слоя 18 Al - например, 1000 нм (1 мкм). Толщина слоя 18 Al предпочтительно не меньше 100 нм с целью получения полученного с помощью анодирования слоя оксида алюминия, который имеет структуру поверхности для использования в качестве рельефной пресс-формы. С точки зрения эффективности она предпочтительно должна быть не больше 3000 нм.
Способ получения пресс-формы варианта осуществления настоящего изобретения характеризуется использованием основы 10 пресс-формы, показанной на фиг. 2 (a). Как показано на фиг. 2 (a), основа 10 пресс-формы включает в себя гибкую полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, и алюминиевый слой 18, обеспеченный на слое 14 отверждаемой смолы. Основа 10 пресс-формы будет подробно описана позже.
Затем часть слоя 18 Al (поверхностную часть) анодируют при предопределенных условиях для формирования слоя 20 пористого оксида алюминия, который имеет микропоры 22, как показано на фиг. 1 (b). Размером микропор 22, плотностью формирования микропор 22, глубиной микропор 22 и т.д. можно управлять с помощью условий анодирования (например, формовочного напряжения, типа и концентрации электролитического раствора, продолжительности анодирования и т.д.). Управляя уровнем формовочного напряжения, можно управлять правильностью структуры микропор 22. Например, напряжение 80 В применяют в течение 40 секунд с использованием 0,1 моль водного раствора щавелевой кислоты при 20°C, посредством чего может быть получен слой 20 пористого оксида алюминия, в котором расстояние между смежными микропорами составляет 190 нм и который имеет толщину приблизительно 100 нм.
Следует отметить, что первоначально сформированный слой 20 пористого оксида алюминия можно удалять, когда это необходимо. Это происходит потому, что первоначально сформированный слой 20 пористого оксида алюминия может включать в себя много дефектов из-за влияния примесей и т.п. Толщина первоначально сформированного слоя 20 пористого оксида алюминия, который можно удалять, - предпочтительно не меньше 200 нм с точки зрения возможности повторения. С точки зрения эффективности он предпочтительно не больше 2000 нм. Как само собой разумеется, когда необходимо, первоначально сформированный слой 20 пористого оксида алюминия можно частично удалять (например, до определенной глубины от поверхности). Удаление слоя 20 пористого оксида алюминия может быть реализовано известным способом, например с помощью погружения в водный раствор фосфорной кислоты или смесь раствора фосфорной кислоты и хрома в течение предопределенного периода времени.
Затем слой 20 пористого оксида алюминия, который имеет микропоры 22, вводят в контакт с реактивом для травления оксида алюминия для стравливания предопределенного количества, таким образом, что диаметр микропор 22 увеличивается, как показано на фиг. 1 (c). Использование влажного травления на этом этапе обеспечивает существенное изотропное расширение пор в направлении стенок и барьерного слоя. Величиной травления (т.е. размером и глубиной микропор 22) можно управлять, корректируя тип и концентрацию травильного раствора и продолжительность травления. Травильный раствор, используемый в данном случае, может быть водным раствором органической кислоты, такой как фосфорная кислота, муравьиная кислота, уксусная кислота, лимонная кислота и т.п., 10 массовых %, или смесь раствора фосфорной кислоты и хрома.
После этого слой 18 Al снова частично анодируют таким образом, что микропоры 22 увеличиваются в глубину и толщина слоя 20 пористого оксида алюминия увеличивается, как показано на фиг. 1 (d). В данном случае увеличение микропор 22 начинается со дна ранее сформированных микропор 22, так что боковая поверхность микропор 22 имеет ступенчатую форму.
После этого, когда необходимо, слой 20 пористого оксида алюминия вводят в контакт с реактивом для травления оксида алюминия для дальнейшего травления таким образом, чтобы диаметр микропор 22 дополнительно увеличивался, как показано на фиг. 1 (e). Травильный раствор, используемый на этом этапе, может предпочтительно быть описанным выше травильным раствором. Фактически можно использовать ту же самую ванну для травления.
Таким образом, поочередно повторяя этап анодирования (фиг. 1 (b)) и этап травления (фиг. 1 (c)), как описано выше, можно получать слой 20 пористого оксида алюминия, обеспеченный микропорами (очень небольшими углублениями) 22, который имеет необходимую негладкую структуру. Соответственно, определяя условия для каждого из этапов анодирования и травления, можно управлять размером, плотностью формирования и глубиной микропор 22, а также ступенчатой формой боковой поверхности микропор 22. Для уменьшения нижней части микропор 22 процесс предпочтительно заканчивают этапом анодирования (не выполняя последующего этапа травления). Таким образом, в рельефной структуре, которую формируют, используя полученную в результате рельефную пресс-форму, которая имеет слой 20 пористого оксида алюминия (рельефную пресс-форму 100, которая будет описана позже (фиг. 2 (b))), выступы могут иметь небольшие острые вершины, так чтобы антиотражающий эффект можно было улучшать. Рельефная структура предпочтительно имеет множество выступов, каждый из которых имеет двумерный размер не меньше 10 нм и меньше 500 нм, если смотреть в перпендикулярном направлении к поверхности. Предпочтительно расстояние между смежными выступами составляет не меньше 30 нм и меньше 600 нм.
В описанном примере поочередно выполняют этапы анодирования и травления. Однако между этапом анодирования и этапом травления или между этапом травления и этапом анодирования можно последовательно выполнять этап мойки и этап сушки. Кроме того, в промежутке между этапами анодирования можно изменять условия анодирования, например формовочное напряжение.
Основа пресс-формы, которую используют в способе изготовления пресс-формы согласно варианту осуществления настоящего изобретения, имеет структуру, которая будет описана ниже, для улучшения адгезии алюминиевого слоя 18. Следует отметить, что в данном случае адгезия между полимерной пленкой и алюминиевым слоем относится не только к неотделимости алюминиевого слоя в случае, когда алюминиевый слой формируют непосредственно на поверхности полимерной пленки, но также и к неотделимости алюминиевого слоя в случае, когда другой слой размещают между поверхностью полимерной пленки и алюминиевым слоем. Далее основу пресс-формы для использования в способе изготовления пресс-формы и изготовленную рельефную пресс-форму согласно варианту осуществления настоящего изобретения описывают в отношении фиг. 2. Фиг. 2 (a) является схематическим видом в разрезе основы 10 пресс-формы. Фиг. 2 (b) является схематическим видом в разрезе рельефной пресс-формы 100, которую изготавливают, используя основу 10 пресс-формы.
Основа 10 пресс-формы, показанная на фиг. 2 (a), включает в себя полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, и алюминиевый слой 18, обеспеченный на слое 14 отверждаемой смолы. Следует отметить, что проводящий слой (предпочтительно слой вентильного металла) можно обеспечивать в качестве поддержки для равномерного анодирования алюминиевого слоя 18.
Примеры используемой гибкой полимерной пленки 12 включают в себя пленку COP (циклоолефиновый полимер), пленку PEN (нафтолят (терефталат полиэтилена)).
В качестве материала для слоя 14 отверждаемой смолы можно предпочтительно использовать материал, который используют для слоя твердого покрытия поляризационной пластины. Например, можно использовать термореактивную смолу или фотоотверждаемую смолу. С точки зрения эффективности предпочтительна фотототверждаемая смола (например, UV-отверждаемая смола). С точки зрения адгезии, UV-отверждаемая смола предпочтительно содержит акриловую смолу. Как будет описано позже с помощью примера 1 изобретения и сравнительного примера 1, слой 14 отверждаемой смолы служит для улучшения адгезии между полимерной пленкой 12 и алюминиевым слоем 18.
Алюминиевый слой 18 можно формировать, используя известный способ (например, осаждение или напыление с помощью электронного луча). В данном случае алюминиевый слой 18, имеющий толщину около 1 мкм, предпочтительно формируют с помощью множества отдельных циклов, а не формируют сразу в одном цикле. В частности, предпочтительно повторять цикл осаждения алюминия до определенной толщины перед перерывом на определенный период времени и возобновлять осаждения после перерыва до получения алюминиевого слоя 18, имеющего предопределенную толщину (например, 1 мкм), вместо того чтобы непрерывно осаждать алюминий до предопределенной толщины. Например, предпочтительно, чтобы алюминиевый слой 18, имеющий толщину приблизительно 1 мкм, получали с помощью формирования 20 алюминиевых слоев, каждый из которых имеет толщину 50 нм, таким образом, чтобы формирование каждого алюминиевого слоя толщиной 50 нм сопровождалось перерывом. Таким образом, осаждение алюминия выполняют с помощью множества отдельных циклов, посредством чего можно улучшать качество окончательно полученного алюминиевого слоя 18 (например, химическую инертность или адгезию). Это вероятно происходит потому, что непрерывное осаждение алюминия увеличивает температуру основы (основы, имеющей поверхность, на которой необходимо сформировать алюминиевый слой), и в результате распределение теплового напряжения в алюминиевом слое 18 становится неоднородным, так что качество пленки ухудшается.
Слой 20 пористого оксида алюминия формируют, используя основу 10 пресс-формы, показанную на фиг. 2 (a) согласно способу, который описан в отношении фиг. 1 (a)-1 (e), посредством чего получают рельефную пресс-форму 100, показанную на фиг. 2 (b). Рельефная пресс-форма 100 включает в себя гибкую полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, алюминиевый слой 18a, обеспеченный на слое 14 отверждаемой смолы, и слой 20 пористого оксида алюминия, обеспеченный на поверхности алюминиевого слоя 18a. Следует отметить, что когда алюминиевый слой 18 основы 10 пресс-формы полностью анодируют, результирующая рельефная пресс-форма не включает в себя алюминиевый слой 18a.
Согласно способу изготовления, который описан в отношении фиг. 1 (a)-1 (e), пресс-форму изготавливают с помощью анодирования алюминиевого слоя 18, обеспечиваемого на полимерной пленке 12, и поэтому способ не включает в себя этап переноса негладкой структуры пленки пористого оксида алюминия. Таким образом, можно легко изготавливать гибкую рельефную пресс-форму 100 (в дальнейшем также называют «гибкая пресс-форма 100»).
Далее, основа 10a пресс-формы и гибкая пресс-форма 100a согласно другому варианту осуществления описаны в отношении фиг. 3.
Как показано на фиг. 3 (a), основа 10a пресс-формы включает в себя полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14 отверждаемой смолы, и алюминиевый слой 18, обеспеченный на неорганической подложке 16. Следует отметить, что когда проводящий слой (предпочтительно слой вентильного металла) обеспечивают в качестве поддержки для равномерного анодирования алюминиевого слоя 18, этот проводящий слой предпочтительно обеспечивают между буферным слоем 16 и алюминиевым слоем 18.
Неорганическая подложка 16 служит для улучшения адгезии между слоем 14 отверждаемой смолы и алюминиевым слоем 18. С точки зрения адгезии неорганическую подложку 16 предпочтительно изготавливают из неорганического оксида или неорганического нитрида. Когда используют неорганический оксид, например, неорганическая подложка 16 является предпочтительно слоем оксида кремния или слоем оксида титана. Когда используют неорганический нитрид, например, неорганическая подложка 16 является предпочтительно слоем нитрида кремния. Неорганическая подложка 16, как ожидают, будет иметь влияние на предотвращение выделения газа из полимерной пленки 12.
Слой 20 пористого оксида алюминия формируют, используя основу 10a пресс-формы, показанную на фиг. 3 (a) согласно способу, который описан в отношении фиг. 1 (a)-1 (e), посредством чего получают гибкую пресс-форму 100a, показанную на фиг. 3 (b). Гибкая пресс-форма 100a включает в себя полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14 отверждаемой смолы, алюминиевый слой 18a, обеспеченный на поверхности неорганической подложки 16, и слой 20 пористого оксида алюминия, обеспеченный на поверхности алюминиевого слоя 18a.
Далее основа 10b пресс-формы и гибкая пресс-форма 100b согласно другому варианту осуществления описаны в отношении фиг. 4.
Основа 10b пресс-формы отличается от основы 10a пресс-формы (фиг. 3 (a)) тем, что буферный слой 17 дополнительно обеспечивают на неорганической подложке 16 (фиг. 4 (a)). Как показано на фиг. 4 (a), основа 10b пресс-формы включает в себя полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14 отверждаемой смолы, буферный слой 17, который обеспечивают на неорганической подложке 16 и который содержит алюминий, и алюминиевый слой 18, обеспеченный на поверхности буферного слоя 17. Следует отметить, что когда проводящий слой (предпочтительно слой вентильного металла) обеспечивают в качестве поддержки для равномерного анодирования алюминиевого слоя 18, этот проводящий слой предпочтительно обеспечивают между неорганической подложкой 16 и буферным слоем 17 или между буферным слоем 17 и алюминиевым слоем 18.
Буферный слой 17 служит для улучшения адгезии между неорганической подложкой 16 и алюминиевым слоем 18. Буферный слой 17 получают из материала, который имеет превосходную кислотостойкость для защиты неорганической подложки 16 от кислоты.
Буферный слой 17 предпочтительно содержит алюминий и или кислород, или азот. Буферный слой 17 предпочтительно имеет такие параметры, что содержание алюминия более высоко в части, которая ближе к алюминиевому слою 18, чем в другой части, которая ближе к неорганической подложке 16, хотя содержание кислорода или азота может быть равномерным. Это происходит потому, что значения свойства, такого как тепловое расширение, имеют очень хорошее соответствие. Толщина буферного слоя 17 предпочтительно не меньше 40 нм, а более предпочтительно не меньше 100 нм. Толщина буферного слоя 17 предпочтительно не больше 500 нм, а более предпочтительно не больше 200 нм. Если толщина буферного слоя 17 составляет меньше 40 нм, то трудно в достаточной степени защищать неорганическую подложку 16 от обрабатывающего раствора, проникающего со стороны алюминиевого слоя 18 (электролитического раствора на этапе анодирования и/или травильного раствора на этапе травления), т.е. влияние обеспечения буферного слоя 17 сказывается недостаточно. Если толщина буферного слоя 17 составит больше 500 нм, то время, требуемое для формирования буферного слоя 17, будет недопустимо продолжительным.
Кривая изменения содержания алюминия в буферном слое 17 по направлению в толщину может изменяться ступенчато или может изменяться непрерывно. Например, когда буферный слой 17 формируют из алюминия и кислорода, формируют множество слоев оксида алюминия, которые имеют постепенно уменьшающееся содержание кислорода, и затем алюминиевый слой 18 формируют на верхнем слое оксида алюминия. Этот процесс также относится к случаю, когда буферный слой 17 формируют из алюминия и азота.
Неорганическая подложка 16 может быть сделана из того же самого материала, как материал, который был ранее описан для неорганической подложки 16 основы 10a пресс-формы (фиг. 3 (a)). Когда неорганическую подложку 16 изготавливают из неорганического оксида или неорганического нитрида, коэффициент теплового расширения неорганической подложки 16 предпочтительно настраивают к коэффициентам теплового расширения смежных слоев, таких как слой 14 отверждаемой смолы и буферный слой 17, с помощью добавления примеси к неорганическому оксиду или неорганическому нитриду. Например, когда используют слой оксида кремния, коэффициент теплового расширения можно увеличивать с помощью добавления германия (Ge), фосфора (P) или бора (B). Когда 5 массовых % Ge добавляют к кремниевому оксиду, например, коэффициент теплового расширения около 2,8×10-6/°C, что приблизительно в три раза больше, чем получили, когда Ge не добавляли.
Неорганическую подложку 16 можно формировать с помощью напыления, как описано выше. Например, неорганическую подложку 16 можно формировать с помощью реактивного DC напыления или RF напыления. С точки зрения адгезии RF напыление более предпочтительно, чем реактивное DC напыление. Когда пленку формируют с помощью RF напыления, зону перемешивания, в которой смолу, используемую в качестве материала для слоя 14 отверждаемой смолы, и SiO2 смешивают вместе, формируют на границе раздела между основным слоем 14 отверждаемой смолы и неорганической подложкой 16. Вероятно, это улучшает адгезию.
Толщина неорганической подложки 16 предпочтительно не больше 500 нм, а более предпочтительно не больше 300 нм. Если толщина неорганической подложки 16 будет большой, то время, требуемое для формирования неорганической подложки 16, будет чрезмерно продолжительным. Если толщина неорганической подложки 16 будет большой, то в неорганической подложке 16 может сформироваться трещина, когда основу пресс-формы изгибают. Если толщина неорганической подложки 16 составляет больше 500 нм, то адгезия алюминиевого слоя 18 может ухудшаться из-за теплового напряжения (напряжения сдвига), которое объясняется разностью в коэффициентах теплового расширения между неорганической подложкой 16 и алюминиевым слоем 18.
С точки зрения адгезии алюминиевого слоя 18 толщина неорганической подложки 16 предпочтительно не меньше 50 нм. В случае, когда пленку формируют с помощью напыления, адгезия может, вероятно, ухудшаться, если количество микроотверстий, сформированных в пленке, равно или больше определенного количества. Поэтому неорганическая подложка 16 предпочтительно имеет меньшее количество микроотверстий. С точки зрения предотвращения формирования микроотверстий толщина неорганической подложки 16 предпочтительно не меньше 70 нм. Изобретатель подготовил семь образцов, в которых слои SiO2 были сформированы с помощью RF напыления, которые имеют различную толщину, 15 нм, 30 нм, 50 нм, 70 нм, 100 нм, 150 нм и 300 нм, и обнаружил, что адгезия была достаточной, когда толщина слоя SiO2 составляла не менее 50 нм, и что формирование микроотверстий было предотвращено, когда толщина слоя SiO2 составляла не менее 70 нм.
Слой 20 пористого оксида алюминия формируют, используя основу 10b пресс-формы, показанную на фиг. 4 (a) согласно способу, который описан в отношении фиг. 1 (a)-1 (e), посредством чего получают гибкую пресс-форму 100b, показанную на фиг. 4 (b). Гибкая пресс-форма 100b включает в себя полимерную пленку 12, слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14 отверждаемой смолы, буферный слой 17, обеспеченный на неорганической подложке 16, алюминиевый слой 18a, обеспеченный на поверхности буферного слоя 17, и слой 20 пористого оксида алюминия, обеспеченный на поверхности алюминиевого слоя 18a.
Далее, основа 10c пресс-формы и гибкая пресс-форма 100c согласно другому варианту осуществления описаны в отношении фиг. 5. Основа 10c пресс-формы и гибкая пресс-форма 100c имеют негладкую структуру, которая выполняет антибликовую функцию (патентные документы 1, 2 и 4).
В дальнейшем способ изготовления рельефной пресс-формы 100c описан в отношении фиг. 5 (a)-5 (c).
Как показано на фиг. 5 (a), подготавливают пленку 10c' основы, которая включает в себя полимерную пленку 12 и слой 14c отверждаемой смолы, обеспеченный на полимерной пленке 12. Как показано на фиг. 5 (a), поверхность слоя 14c отверждаемой смолы имеет негладкую структуру, которая выполняет антибликовую функцию. Поверхность слоя 14c отверждаемой смолы имеет выступы, двумерный размер которых не меньше 1 мкм и меньше 100 мкм. Пленка 10c' основы может быть получена, например, с помощью применения композиции отверждаемой смолы, которая содержит отверждаемую смолу и микрочастицы, к полимерной пленке 12, которая сделана из PET, и с помощью термоотверждения применяемой композиции смолы. Отверждаемая смола может быть материалом, который содержит описанную выше термореактивную смолу или фототермоотверждаемую смолу, которая используется для слоя 14 отверждаемой смолы основы 10 пресс-формы. Например, можно использовать акриловую смолу. Используемые микрочастицы могут быть частицами кремния, средний размер которых не меньше 1 мкм и не больше 20 мкм.
Затем неорганическую подложку 16 формируют на слое 14c отверждаемой смолы пленки 10c' основы и буферный слой 17 формируют на неорганической подложке 16. После этого алюминий осаждают на поверхности буферного слоя 17 для формирования алюминиевого слоя 18, посредством чего основу 10c пресс-формы получают, как показано на фиг. 5 (b). Поверхность алюминиевого слоя 18 имеет негладкую структуру, которая является такой же, как негладкая структура поверхности слоя 14c отверждаемой смолы.
Затем неоднократно выполняют анодирование и травление основы 10c пресс-формы согласно способу, который аналогичен способу, который описан в отношении фиг. 1 (a)-1 (e), посредством чего получают гибкую рельефную пресс-форму 100c, которая включает в себя слой 20 пористого оксида алюминия, который имеет негладкую структуру, которая выполняет антибликовую функцию, как показано на фиг. 5 (c). Гибкая пресс-форма 100c может использоваться в качестве пресс-формы, которая используется для формирования антиотражающей пленки, в которой рельефная структура нанесена по негладкой структуре, которая выполняет антибликовую функцию. Следует отметить, что гибкая пресс-форма 100c может не содержать неорганическую подложку 16 и буферный слой 17.
В дальнейшем рельефная пресс-форма и способ ее получения согласно варианту осуществления настоящего изобретения описаны более подробно с помощью примера изобретения и сравнительного примера.
(Пример 1 согласно изобретению, сравнительный пример 1)
Основа пресс-формы примера 1 изобретения является основой пресс-формы, которую используют для получения только рельефной пресс-формы, и она имеет ту же самую структуру, как структура основы 10 пресс-формы, показанной на фиг. 2 (a). В данном случае только рельефная пресс-форма означает рельефную пресс-форму, которая не имеет неровной структуры, которая выполняет антибликовую функцию. Основу пресс-формы примера 1 изобретения получают, как описано ниже.
Полимерная пленка 12, используемая в данной работе, является пленкой PET (произведенной KIMOTO CO., LTD., 188 мкм толщиной).
Слой отверждаемой смолы толщиной 20 мкм (слой акриловый смолы) 14 и алюминиевый слой 18 толщиной 1 мкм были сформированы непосредственно на полимерной пленке 12. Алюминиевый слой 18 был сформирован осаждением с помощью электронного луча.
Основу 30A пресс-формы сравнительного примера 1 получают согласно описанному выше способу получения основы 10 пресс-формы примера 1 изобретения за исключением того, что алюминиевый слой 38 был сформирован на поверхности полимерной пленки 32, без формирования слоя отверждаемой смолы, как показано на фиг. 6.
Процесс получения, который описан в отношении фиг. 1 (a)-1 (e), был выполнен на основе 10 пресс-формы примера 1 изобретения. (Условия анодирования были: обрабатывающий раствор: щавелевая кислота (0,3% веса), температура: 5°C, напряжение: 80 В и продолжительность обработки: 1 мин. Условия травления были: фосфорная кислота (1 мол/л (литр)), температура обработки: 30°C и продолжительность обработки: 25 мин), этап анодирования и этап травления поочередно выполнялись в течение 5 циклов (которые включают в себя 5 циклов этапа анодирования и 4 цикла этапа травления).
Фиг. 7 представляет изображение, полученное с помощью SEM, поверхности основы 10 пресс-формы из примера 1 изобретения, которое было сделано после этапа анодирования и этапа травления. Как показано на фиг. 7, слой пористого оксида алюминия с инвертированной рельефной структурой был получен, когда использовалась основа 10 пресс-формы из примера 1 изобретения.
С другой стороны, поочередно выполняли этап анодирования и этап травления основы 30A пресс-формы сравнительного примера 1 при тех же самых условиях, как описано выше. В третьем цикле травления алюминиевый слой 38 полностью отслоился в реактиве для травления. Поэтому слой пористого оксида алюминия с инвертированной рельефной структурой не был сформирован на основе 30A пресс-формы сравнительного примера 1. Алюминиевый слой 38 отслоился, вероятно, потому, что основа 30A пресс-формы сравнительного примера 1 не включала в себя слой отверждаемой смолы, и, следовательно, адгезия алюминиевого слоя 38 была плохой.
(Пример 2 изобретения и сравнительный пример 2)
Основу пресс-формы примера 2 изобретения конфигурируют для изготовления только рельефной пресс-формы в качестве основы пресс-формы примера 1 изобретения, и она имеет ту же самую структуру, как структура основы 10b пресс-формы, показанной на фиг. 4 (a). Основу пресс-формы примера 2 изобретения изготавливают, как описано ниже.
Используемая полимерная пленка 12 является 1×1,6 м пленкой PET (произведенной KIMOTO CO., LTD., 180 мкм толщиной).
Слой толщиной 20 мкм отверждаемой смолы (слой акриловой смолы) 14, неорганическая подложка толщиной 60-70 нм (слой SiO2) 16, буферный слой 17 толщиной 40 нм (содержащий алюминий и кислород) и алюминиевый слой 18 толщиной 1 мкм были сформированы прямо на полимерной пленке 12. Все эти слои были сформированы с помощью напыления. Условия напыления были следующие. Степень окружающего вакуума: 1×10-5 Торр (0,0013 Па), газ атмосферы: Ar, степень вакуума во время напыления: 1×10-3 Торр (0,13 Па), чистота Al электрода: 99,999 массовых %.
В данном случае в качестве буферного слоя 17 формируют буферный слой, включающий в себя множество слоев оксида алюминия с различным содержанием кислорода. Множество слоев оксида алюминия формируют для того, чтобы иметь такую конфигурацию, чтобы слой оксида алюминия, который ближе к слою 16 SiO2, имел более высокое содержание кислорода, другими словами, такую конфигурацию, чтобы содержание алюминия было выше в части, которая ближе к алюминиевому слою 18, чем в другой части, которая ближе к слою 16 SiO2. Следует отметить, что буферный слой 17 можно формировать с помощью одного слоя оксида алюминия.
Когда буферный слой 17 формируют с помощью двух слоев оксида алюминия, содержание кислорода одного из слоев оксида алюминия, который ближе к слою 16 SiO2, не меньше 30 атомных % и не больше 60 атомных %, содержание кислорода другого слоя оксида алюминия, который ближе к алюминиевому слою 18, не меньше 5 атомных % и не больше 30 атомных %, и содержание кислорода двух слоев оксида алюминия одновременно удовлетворяет этим условиям.
Когда буферный слой 17 формируют с помощью трех слоев оксида алюминия, содержание кислорода одного из слоев оксида алюминия, который ближе к слою 16 SiO2, не меньше 35 атомных % и не больше 60 атомных %, содержание кислорода среднего слоя оксида алюминия - не меньше 20 атомных % и не больше 35 атомных %, содержание кислорода другого слоя оксида алюминия, который ближе к алюминиевому слою 18, не меньше 5 атомных % и не больше 20 атомных %, и содержание кислорода трех слоев оксида алюминия одновременно удовлетворяет этим условиям. Само собой разумеется, буферный слой 17 можно формировать с помощью четырех или большего количества слоев оксида алюминия.
Буферный слой 17 можно формировать, например, используя любой из трех способов (1)-(3), которые описаны ниже.
(1) Пленку формируют с помощью реактивного напыления с использованием газовой смеси из газа Ar и газа O2 и электрода Al, который содержит элемент кислород. В данном случае содержание кислорода в электроде предпочтительно не меньше 1 атомного % и не больше 40 атомных %. Если содержание кислорода в электроде меньше 1 атомного %, то влияние кислорода, содержащегося в электроде, недостаточно. Если содержание кислорода в электроде больше 40 атомных %, то газ O2 не нужен.
(2) Пленку формируют с помощью реактивного напыления с использованием чистого газа Ar в качества газа напыления и электрода Al, который содержит элемент кислород. В данном случае содержание кислорода в электроде предпочтительно не меньше 5 атомных % и не больше 60 атомных %. Если содержание кислорода в электроде меньше 5 атомных %, то количество кислорода, содержащегося в сформированном слое оксида алюминия, может быть недостаточным. Если содержание кислорода в электроде больше 60 атомных %, то содержание кислорода в сформированном слое алюминиевого оксида может быть чрезмерно высоким. Если содержание кислорода в слое оксида алюминия, который ближе к неорганической подложке, больше 60 атомных %, то адгезия между неорганической подложкой (SiO2) и слоем оксида алюминия может ухудшаться.
(3) Пленку формируют с помощью реактивного напыления с использованием чистого электрода Al. В данном случае соотношение расхода газа Ar и газа O2 в газовой смеси, используемой при напылении, приблизительно больше 2:0 и не больше 2:1. Если соотношение подачи газа Ar и газа O2 больше 2:1, то содержание элемента кислорода в сформированном слое оксида алюминия может быть чрезмерно высоким.
В основе 10b пресс-формы примера 2 изобретения буферный слой 17, включающий в себя два слоя оксида алюминия, формируют, используя указанный выше способ (3). Содержание кислорода слоев оксида алюминия - 5 атомных % и 48 атомных %, что удовлетворяет указанным выше условиям. Содержание кислорода было измерено с помощью рентгеновской фотоэлектронной спектроскопии (ESCA).
Коэффициенты теплового расширения неорганической подложки 16, буферного слоя 17 и алюминиевого слоя 18 основы 10b пресс-формы примера 2 изобретения (в диапазоне от комнатной температуры до 100°C) являются следующими:
Неорганическая подложка 16: SiO2: 1,0×10-6/°C
Буферный слой 17: Al2O3: 6,9×10-6/°C
Алюминиевый слой 18: Al: 23×10-6/°C
В данном случае в основе 10b пресс-формы примера 2 изобретения содержание кислорода буферного слоя 17 ниже, чем содержание Al2O3 (хотя точное измерение является трудным). Поэтому коэффициент теплового расширения буферного слоя 17 больше, чем коэффициент Al2O3 (6,9×10-6/°C), и меньше, чем коэффициент Al (23×10-6/°C). Таким образом, с помощью обеспечения буферного слоя 17 улучшают адгезию к алюминиевому слою 18.
Следует отметить, что увеличение коэффициента теплового расширения неорганической подложки 16, которая сделана из SiO2, так, чтобы он соответствовал коэффициентам теплового расширения других слоев, можно реализовать, например, с помощью легирования SiO2 Ge приблизительно от 5 массовых % до 10 массовых %.
Основу 30B пресс-формы сравнительного примера 2, показанную на фиг. 8, изготавливают согласно способу изготовления основы 10b пресс-формы описанного выше примера 2 изобретения, за исключением того, что неорганическая подложка (слой SiO2) 36 сформирована на поверхности полимерной пленки 32, как на основе 10b пресс-формы примера 2 изобретения, без формирования слоя термоотверждаемой смолы, и буферный слой 37 сформирован на неорганической подложке 36 перед формированием алюминиевого слоя 38 на поверхности буферного слоя 37.
Полученные основы пресс-формы оценивались по отношению к адгезии между полимерной пленкой и алюминиевым слоем с помощью так называемого испытания на отслаивание (теста с решетчатыми надрезами), как будет описано ниже.
В каждой из основ пресс-формы слои, сформированные на полимерной пленке, были разрезаны на матрицу 5×5 квадратов, каждый из которых имеет размер 1 см×1 см, используя сервисный нож, причем надрез достигает поверхности полимерной пленки. Изоляционная лента (лента Scotch BH-24, произведенная Sumitomo 3M Limited) была плотно наклеена на алюминиевый слой так, чтобы охватить область нарезанных квадратов, и затем ее отслаивали от алюминиевого слоя. Количество квадратов (включающих в себя алюминиевый слой 18, 38, слой 14 отверждаемой смолы, неорганическую подложку 16, 36 и/или буферный слой 17, 37), которые были удалены вместе с отслаивающейся изоляционной лентой, считали для оценки. Результаты оценки показаны в таблице 1. «о» означает, что количество удаленных квадратов было не меньше 1 и меньше 5. «х» означает, что количество удаленных квадратов было не меньше 10. Испытание на отслаивание было выполнено в различных фазах на следующих образцах:
«Начальный»: образец сразу после изготовления указанных выше основ пресс-формы;
«Травление»: образец сразу после травления с помощью фосфорной кислоты (1 мол/л) при 30°C в течение 30 мин.
Как ясно видно из результатов таблицы 1, что касается основы 30B пресс-формы сравнительного примера 2, адгезия была «х» в обеих фазах. С другой стороны, когда использовалась основа 10b пресс-формы примера 2 изобретения, адгезия между полимерной пленкой 12 и алюминиевым слоем 18 была улучшена и стала «o» в обеих фазах.
Что касается основы 30B пресс-формы сравнительного примера 2, количество удаленных квадратов было больше после погружения в реактив для травления. Подразумевается, что при погружении в реактив для травления неорганическая подложка 36 (SiO2) была химически повреждена реактивом для травления (фосфорной кислотой), который поступил в промежуток между полимерной пленкой 32 и неорганической подложкой 36.
Фиг. 9 (a) и 9 (b) показывают изображения с помощью SEM поверхности алюминиевого слоя основы 10b пресс-формы примера 2 изобретения. Фиг. 10 (a) и 10 (b) показывают изображения с помощью SEM поверхности алюминиевого слоя основы 30B пресс-формы сравнительного примера 2. Фиг. 9 (a) и фиг. 10 (a) показывают изображения с помощью SEM, которые были сделаны сразу после формирования алюминиевого слоя. Фиг. 9 (b) и фиг. 10 (b) показывают изображения с помощью SEM, которые были сделаны после погружения в водный раствор фосфорной кислоты.
Черные пятна, которые можно заметить на фиг. 10 (b), являются углублениями (отверстиями). Подразумевается, что алюминиевый слой сразу после формирования имеет небольшие углубления, хотя их трудно идентифицировать на изображении на фиг. 10 (a). Подразумевается, что в основе 30B пресс-формы сравнительного примера 2 углубления были увеличены с помощью погружения в водный раствор фосфорной кислоты. Подразумевается, что в основе 30B пресс-формы сравнительного примера 2 водный раствор фосфорной кислоты поступает в углубления, сформированные в алюминиевом слое, так что адгезия ухудшается.
С другой стороны, как ясно видно из фиг. 9 (a) и 9 (b), алюминиевый слой основы 10b пресс-формы примера 2 изобретения не имеет углублений (отверстий). Подразумевается, что в основе 10b пресс-формы примера 2 изобретения, в отличие от основы 30B пресс-формы сравнительного примера 2, было предотвращено проникновение обрабатывающего раствора в углубления, и поэтому основа 10b пресс-формы имеет превосходную адгезию.
Основа пресс-формы была изготовлена согласно способу изготовления основы 10b пресс-формы примера 2 изобретения таким образом, что слой отверждаемой смолы был сформирован на обеих поверхностях полимерной пленки 12, и была исследована адгезия в изготовленной основе пресс-формы. Слой отверждаемой смолы был сформирован на обеих поверхностях полимерной пленки 12 для исследования влияния выделения газа с задней поверхности. В этом случае описанное выше испытание на отслаивание также показывает, что адгезия была «о» в обеих фазах.
Основа 10b пресс-формы примера 2 изобретения включает в себя неорганическую подложку 16 и буферный слой 17 и поэтому имеет лучшую адгезию, чем ранее описанная основа 10 пресс-формы примера 1 изобретения.
Пример 3 изобретения
В примере 3 изобретения используют основу пресс-формы, которая имеет поверхность с негладкой структурой, которая выполняет антибликовую функцию, тогда как в примерах 1 и 2 изобретения использовали основу пресс-формы, которая используется для изготовления только рельефной пресс-формы.
Основа пресс-формы примера 3 изобретения имеет ту же самую структуру, как структура основы 10c пресс-формы, показанной на фиг. 5 (b), т.е. включает в себя полимерную пленку 12, слой 14c отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14c отверждаемой смолы, буферный слой 17, обеспеченный на неорганической подложке 16, и алюминиевый слой 18, обеспеченный на поверхности буферного слоя 17.
Основу пресс-формы примера 3 изобретения изготовили, как описано ниже. Была подготовлена пленка основы, которая включает в себя полимерную пленку 12, сформированную с помощью PET пленки (произведенной KIMOTO CO., LTD., 188 мкм толщиной), и слой 14c отверждаемой смолы, обеспеченный на полимерной пленке 12. Слой 14c отверждаемой смолы на своей поверхности имеет негладкую структуру, которая выполняет антибликовую функцию. Затем слой SiO2 толщиной 70 нм был сформирован в качестве неорганической подложки 16 на слое 14c отверждаемой смолы. Затем слой оксида алюминия толщиной 150 нм был сформирован в качестве буферного слоя 17 на поверхности слоя 16 SiO2. После этого алюминиевый слой 18 толщиной 1 нм был сформирован на поверхности слоя 17 оксида алюминия, посредством чего была получена основа 10c пресс-формы. Следует отметить, что алюминиевый слой 18 был получен с помощью формирования 5 алюминиевых слоев, каждый из которых имеет толщину 200 нм, таким образом, чтобы каждое формирование алюминиевого слоя толщиной 200 нм сопровождалось перерывом.
Испытание на отслаивание выполнялось на типовой основе пресс-формы с инвертированной рельефной структурой, которая была изготовлена с помощью процесса изготовления, описанного в отношении фиг. 1 (a)-1 (e), в дополнение к образцам «начальный» и «травление», которые были ранее описаны. Условия анодирования и условия травления были теми же самыми, как условия в примере 1 изобретения.
Основа 10c пресс-формы примера 3 изобретения показала результат оценки «о» в обоих экспериментах, что означает превосходную адгезию.
Тот же самый эксперимент был проведен на образцах основы пресс-формы, которая имеет ту же самую структуру, как структура основы 10c пресс-формы примера 3 изобретения, за исключением того, что она включает в себя пленку TAC вместо пленки PET, и этот образец основы пресс-формы имеет превосходную адгезию.
Для основы, на которой негладкая структура, которая выполняет антибликовую функцию, сформирована на пленке PET и пленке TAC, можно использовать основу, которая используется для изготовления поляризационной пластины. Поэтому, преимущественно, основа легко доступна.
Гибкая пресс-форма 100 (фиг. 2 (b)) согласно варианту осуществления настоящего изобретения включает в себя гибкую пленку, такую как полимерная пленка 12, и поэтому ее форму можно изменять в форму ролика. Устанавливая гибкую пресс-форму 100 на внешнюю поверхность основы, которая имеет форму ролика (ролика-основы), может быть получена рельефная пресс-форма в форме ролика. Способ изготовления рельефной пресс-формы 200 в форме ролика (в дальнейшем, также называют «роликом 200 пресс-формы») с использованием гибкой пресс-формы 100 описан в отношении фиг. 11.
Сначала, как показано на фиг. 11 (a), подготавливают гибкую пресс-форму 100 и ролик-основу 40. На фиг. 11 (a), для простоты, что касается гибкой пресс-формы 100, показаны только полимерная пленка 12 и слой 20 пористого оксида алюминия. Ролик-основу 40 изготавливают, например, из нержавеющей стали.
Затем, как показано на фиг. 11 (b), гибкую пресс-форму 100 устанавливают на внешнюю поверхность ролика-основы 40. В данном случае, например, липкий слой может быть сформирован на задней поверхности гибкой пресс-формы 100 прежде, чем гибкая пресс-форма 100 будет непосредственно присоединена на ролик-основу 40. Липкий слой может быть слоем клея с низкой клейкостью, который можно повторно приклеивать много раз. Альтернативно, в качестве липкого слоя можно использовать двустороннюю ленту. Альтернативно, липкий слой может быть сформирован на ролике-основе 40 прежде, чем гибкая пресс-форма 100 будет присоединена на ролик-основу 40. Альтернативно, электростатическую адсорбционную структуру можно обеспечивать на ролике-основе 40 для установки гибкой пресс-формы 100. Гибкую пресс-форму 100 предпочтительно присоединяют к ролику-основе 40, не создавая воздушный слой между гибкой пресс-формой 100 и роликом-основой 40 и не создавая морщин или скручиваний. Среди указанных выше способов фиксации фиксация посредством слоя клея с низкой клейкостью или фиксация посредством электростатической адсорбционной структуры, обеспеченной на ролике-основе 40, удобна тем, что легко можно переделать. Следует отметить, что, так как гибкую пресс-форму 100 наматывают на внешнюю поверхность ролика-основы 40, внешняя поверхность имеет стык. Гибкую пресс-форму 100 можно фиксировать только на стыке, не применяя липкое средство или аналогичное вещество к другой части, кроме стыка.
Таким образом, может быть получен ролик 200 рельефной пресс-формы, показанный на фиг. 11 (c). Согласно способу, показанному на фиг. 11 (a)-11 (c), ролик рельефной пресс-формы можно изготавливать без этапа переноса негладкой структуры слоя пористого оксида алюминия.
Ролик рельефной пресс-формы можно изготавливать, неоднократно выполняя анодирование и травление алюминиевой основы, которая имеет форму ролика (алюминиевой трубы). Однако ролик 200 рельефной пресс-формы более удобен, чем пресс-форма, изготовленная с использованием алюминиевой трубы. Например, в случае, когда пористая поверхность пленки оксида алюминия непосредственно используется в качестве пресс-формы, пористая пленка оксида алюминия может стираться. В этом случае пресс-форму, изготовленную с использованием алюминиевой трубы, необходимо полностью заменять. Однако ролик 200 рельефной пресс-формы требует замены только гибкой пресс-формы 100. Поэтому ролик 200 рельефной пресс-формы более выгоден из-за снижения стоимости.
Ролик 200 рельефной пресс-формы также удобен тем, что полимерную пленку 12 из гибкой пресс-формы 100 можно реализовать с помощью универсальной пленки и формирование алюминиевого слоя можно реализовать при использовании устройства формирования пленки, которое можно применять для различных целей, без необходимости использовать устройство специального назначения. Гибкую пресс-форму 100, которая предназначена для использования в рельефном ролике 200 пресс-формы, можно изготавливать, выполняя анодирование и травление с помощью серийного производства. В случае, когда округлость или прямолинейность ролика являются критическими параметрами, точность может преимущественно быть более высокой у ролика пресс-формы, изготовленного с помощью установки гибкой пресс-формы на ролик-основу, который сделан из нержавеющей стали (например, SUS (нержавеющей стали) в JIS (Японском промышленном стандарте), чем в ролике пресс-формы, изготовленном с использованием алюминиевой трубы.
Далее конкретный пример способа изготовления гибкой пресс-формы 100 и рельефного ролика 200 пресс-формы, который включает в себя гибкую пресс-форму 100, описан в отношении фиг. 12.
Сначала, как показано на фиг. 12 (a), подготавливают пленку основы, которая включает в себя полимерную пленку 12 и слой 14 отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12. Полимерная пленка 12 является, например, пленкой PET толщиной 188 мкм. Хотя процесс изготовления включает в себя присоединение и снятие защитной пленки и опорной пластины к/от пленки основы, пленка основы, защитная пленка и опорная пластина целиком упоминаются как «основа» в последующем описании для простоты.
Затем, как показано на фиг. 12 (b), переднюю защитную пленку 64 и заднюю защитную пленку 62 присоединяют к передней поверхности слоя 14 отверждаемой смолы и к задней поверхности полимерной пленки 12 соответственно. С помощью присоединения передней защитной пленки 64 можно защищать переднюю поверхность слоя 14 отверждаемой смолы до последующего этапа формирования алюминиевого слоя 18. С помощью присоединения задней защитной пленки 62 можно улучшать плотность основы. Если толщина основы имеет небольшое значение, то основа может иметь складки при обработке. Однако с помощью присоединения задней защитной пленки 62 можно предотвращать появление складок. Кроме того, задняя защитная пленка 62 может предотвращать загрязнение задней поверхности полимерной пленки 12.
Затем, как показано на фиг. 12 (c), переднюю защитную пленку 64 снимают и алюминиевый слой 18 формируют на слое 14 отверждаемой смолы. Алюминиевый слой 18 формируют, например, с помощью описанного выше способа напыления или аналогичным образом.
Затем, как показано на фиг. 12 (d), опорную пластину 68 присоединяют к задней поверхности задней защитной пленки 62. В данном случае, например, опорную пластину 68 можно присоединять через липкий слой 66. Опорная пластина 68 может быть подложкой толщиной 3 миллиметра, которая сделана, например, из акриловой смолы. С помощью присоединения опорной пластины 68 предотвращают чрезмерный изгиб основы в обрабатывающем растворе (в электролитическом растворе на этапе анодирования и/или в реактиве для травления на этапе травления) на последующем этапе формирования слоя 20 пористого оксида алюминия. Поэтому можно предотвращать появление неоднородного анодирования и/или неоднородного травления.
Затем анодирование и травление повторяют согласно способу, который описан в отношении фиг. 1 (a)-1 (e), для формирования слоя 20 пористого оксида алюминия. Затем результирующую основу высушивают. Таким образом получают гибкую пресс-форму 100 (фиг. 12 (e)).
Затем липкий слой 66 и опорную пластину 68 снимают и обрабатывающий раствор стирают с задней поверхности задней защитной пленки 62. Если обрабатывающий раствор, оставшийся на задней поверхности, прилипнет к слою 20 пористого оксида алюминия, то сформированная рельефная структура может быть разрушена. После того как обрабатывающий раствор стирают, опорную пластину 68 снова присоединяют с помощью липкого слоя 66.
Затем смазку для пресс-форм применяют к поверхности слоя 20 пористого оксида алюминия. Смазку для пресс-форм можно применять, например, с помощью способа погружения.
Затем, как показано на фиг. 12 (f), вторую переднюю защитную пленку 65 присоединяют на слой 20 пористого оксида алюминия. Следует отметить, что вторая передняя защитная пленка 65 может иметь ту же самую структуру, как структура описанной выше передней защитной пленки 64. Вторую переднюю защитную пленку 65 присоединяют с целью предотвращения появления царапин на слое 20 пористого оксида алюминия. Тем временем на этом этапе липкий слой 66 и опорную пластину 68 снимают.
Затем, как показано на фиг. 12 (g), подготавливают ролик-основу 40, и основу (включающую в себя гибкую пресс-форму 100 и вторую переднюю защитную пленку 65) устанавливают на внешнюю поверхность ролика-основы 40. Следует отметить, что ролик-основа 40 является цилиндрической основой, которая имеет ту же самую структуру, как структура ролика-основы 40, который используется в способе изготовления ролика пресс-формы, ранее описанном в отношении фиг. 11. Фиг. 12 (g) схематично показывает только часть цилиндрической основы. Таким образом получают ролик 200 рельефной пресс-формы. Следует отметить, что заднюю защитную пленку 62 сразу снимают с основы перед тем, как основа будет установлена на ролик-основу 40. Гибкую пресс-форму можно устанавливать согласно способу, который был описан в отношении фиг. 11.
Когда ролик пресс-формы, полученный согласно описанному выше способу, используют для формирования рельефной структуры на изделии, то изделие 72 (например, пленку-заготовку со слоем отверждаемой смолы на поверхности) размещают на слое 20 пористого оксида алюминия, как показано на фиг. 12 (h). В процессе переноса, например, структуру можно переносить параллельно со снятием второй передней защитной пленки 65.
В качестве примера способа формирования рельефной структуры с использованием ролика пресс-формы конкретный пример способа формирования антиотражающей структуры на поляризационной пластине описан в отношении фиг. 13. Фиг. 13 (a) и 13 (b) являются схематическими изображениями в перспективе, предназначенными для иллюстрации способа формирования рельефной структуры на поляризационной пластине 70, используя ролик 200 пресс-формы.
Как показано на фиг. 13 (a), подготавливают ролик 200 пресс-формы и поляризационную пластину 70.
Затем, как показано на фиг. 13 (b), ролик 200 пресс-формы вводят в соприкосновение с поляризационной пластиной 70. В данном случае, например, отверждаемую смолу применяют к поверхности поляризационной пластины 70 для формирования слоя-заготовки, на который должна быть перенесена структура, прежде чем ролик 200 пресс-формы вводят в соприкосновение со слоем-заготовкой.
После этого поляризационную пластину 70 перемещают относительно ролика 200 пресс-формы таким образом, что рельефную структуру формируют на поляризационной пластине 70. Направление перемещения показано стрелкой на фиг. 13 (b).
Когда негладкую структуру формируют на изделии, используя ролик пресс-формы, данное изделие может подвергаться напряжению в направлении периметра ролика (обозначено стрелкой на фиг. 13 (a)). С другой стороны, поляризационную пластину обычно изготавливают с помощью одноосного растяжения. Например, поляризационную пластину изготавливают, окрашивая ПВА пленку иодом и затем растягивая окрашенную пленку таким образом, чтобы иод был выровнен в направлении растяжения. Направление, в котором пленка растянута, идентично с направлением поляризационной оси поляризационной пластины. В данном случае если напряжение применяют к поляризационной пластине в направлении, которое пересекает поляризационную ось, то выравнивание молекул иода нарушается, так что выбранный коэффициент поляризации уменьшается. Поэтому, когда ролик 200 пресс-формы используют для формирования рельефной структуры на поляризационной пластине 70, поляризационная ось поляризационной пластины 70 предпочтительно параллельна с направлением периметра ролика 200 пресс-формы.
Как описано выше, ролик 200 пресс-формы имеет стык на внешней поверхности. Если длина изделия (длина изделия вдоль направления, в котором перемещают изделие) больше, чем длина периметра ролика 200 пресс-формы, то форма стыка нежелательно передается изделию, так что у изделия появляется прерывистая поверхность. Таким образом, длина периметра ролика 200 пресс-формы предпочтительно больше, чем длина изделия.
Таким образом, когда рельефную структуру формируют на поляризационной пластине, длина периметра ролика 200 пресс-формы предпочтительно больше, чем длина поляризационной пластины 70 вдоль направления перемещения (обозначенного стрелкой на фиг. 13 (b)), длина y. В данном случае длина периметра ролика 200 пресс-формы может быть выражена как 2 πr, где r - радиус.
Как описано выше, предпочтительно, чтобы направление поляризационной оси поляризационной пластины было идентично с направлением периметра ролика 200 пресс-формы. Поэтому, когда поляризационная пластина 70 имеет прямоугольную форму, и направление поляризационной оси поляризационной пластины идентично с направлением длинной стороны поляризационной пластины 70, направление длинной стороны поляризационной пластины предпочтительно идентично с направлением периметра ролика 200 пресс-формы. Кроме того, как описано выше, длина периметра ролика 200 пресс-формы предпочтительно больше, чем длина поляризационной пластины 70 вдоль направления перемещения. Поэтому, когда направление поляризационной оси поляризационной пластины идентично с направлением длинной стороны поляризационной пластины, длинная сторона поляризационной пластины 70 (y) предпочтительно меньше, чем длина периметра ролика 200 пресс-формы (2 πr).
Далее описан конкретный пример длины периметра ролика пресс-формы (2πr) при описанных выше условиях, когда поляризационная ось поляризационной пластины параллельна направлению периметра ролика пресс-формы. Когда антиотражающую структуру формируют на поляризационной пластине, которая предназначена для использования в устройстве отображения на 26 дюймов, которое имеет размер экрана 569 мм×325 мм, может использоваться ролик с радиусом 200 мм (длина периметра: 628 мм), так что длина периметра ролика пресс-формы больше, чем длинная сторона поляризационной пластины. Следует отметить, что длина периметра ролика пресс-формы предпочтительно больше, чем длинная сторона плюс 23 мм (т.е. 592 мм). Когда радиус используемого ролика составляет 200 мм, длина периметра может быть больше, чем длинная сторона плюс 23 мм. Аналогично, что касается поляризационной пластины, которая предназначена для использования в устройстве отображения на 32 дюйма, которое имеет размер экрана 700 мм×400 мм, можно использовать, например, ролик, радиус которого составляет 250 мм (длина периметра: 785 мм), так что длина периметра ролика пресс-формы больше, чем длинная сторона плюс 23 мм (т.е. 723 мм). Поляризационную пластину для устройства отображения другого размера можно также конфигурировать таким же образом.
Как описано выше в отношении фиг. 5, инвертированную рельефную структуру можно наносить на пресс-форме, которая используется для формирования негладкой структуры, которая выполняет антибликовую функцию. Согласно варианту осуществления настоящего изобретения, однако, инвертированную рельефную структуру можно наносить на пресс-форме, на которой сформирована другая негладкая структура.
Например, инвертированную рельефную структуру можно наносить на пресс-форме, на которой сформирована периодическая негладкая структура. Например, инвертированную рельефную структуру можно наносить на пресс-форме для использования при формировании оптического элемента, который имеет определенную негладкую форму на своей поверхности, такого как лентикулярная линза, пленка улучшения яркости (например, BEF, произведенная Sumitomo 3M Limited), пластина световода, массив микролинз, линза Френели и т.д.
Фиг. 14 схематично показывает пресс-форму 100d, которую формируют с помощью нанесения инвертированной рельефной структуры по пресс-форме, которая используется для формирования лентикулярной линзы. Пресс-форма 100d включает в себя полимерную пленку 12, слой 14d отверждаемой смолы, обеспеченный на поверхности полимерной пленки 12, неорганическую подложку 16, обеспеченную на слое 14d отверждаемой смолы, буферный слой 17, обеспеченный на неорганической подложке 16, алюминиевый слой 18a, обеспеченный на поверхности буферного слоя 17, и слой 20 пористого оксида алюминия, обеспеченный на поверхности алюминиевого слоя 18a. Как показано на фиг. 14, поверхность слоя 14d отверждаемой смолы имеет форму, которая является обратной к периодической негладкой структуре поверхности лентикулярной линзы. Использование пресс-формы 100d предоставляет возможность изготовления лентикулярной линзы, которая имеет рельефную структуру на своей поверхности.
Далее способ изготовления пресс-формы 100d описан в отношении фиг. 15.
Сначала, как показано на фиг. 15 (a), обеспечивают пресс-форму 52, которая имеет негладкую структуру, которая аналогична лентикулярной линзе. Лентикулярная линза имеет структуру, в которой множество полуцилиндрических линз располагаются параллельно. В лентикулярной линзе, изготовленной в данной работе, полный размер лентикулярной линзы - 460 мм×365 мм, шаг (ширина полуцилиндрической линзы) равен 20 мкм, и центральный угол - 90° (кривая, определяемая пересечением кривой поверхности полуцилиндрической линзы и плоскости, перпендикулярной к продольному направлению полуцилиндрической линзы, соответствует четверти окружности).
Затем, как показано на фиг. 15 (b), слой отверждаемой смолы (например, слой UV-отверждаемой смолы) 14d, который имеет негладкую структуру, которая является обратной к негладкой структуре пресс-формы 52, формируют на поверхности полимерной пленки 12, используя пресс-форму 52, показанную на фиг. 15 (a), посредством чего формируют пленку 10d' основы. Полимерная пленка 12 может быть, например, пленкой COP или пленкой PET .
Затем, как показано на фиг. 15 (c), неорганическую подложку (например, слой SiO2) 16, буферный слой 17 (например, слой оксида алюминия) и алюминиевый слой 18 формируют на слое 14d отверждаемой смолы, который имеет негладкую структуру, которая является обратной к негладкой структуре пресс-формы 52 согласно способу, который аналогичен описанному выше способу, посредством чего получают основу 10d пресс-формы. Неоднократно выполняют анодирование и травление основы 10d пресс-формы согласно способу, который описан в отношении фиг.1 (a)-1 (e), посредством чего получают пресс-форму 100d (фиг. 14). Использование пресс-формы 100d предоставляет возможность изготовления лентикулярной линзы, которая имеет рельефную структуру своей поверхности. Устанавливая пресс-форму 100d на ролик-основу, получают ролик пресс-формы, с помощью которого можно изготавливать лентикулярную линзу, которая имеет рельефную структуру на своей поверхности.
Описанный выше оптический элемент имеет периодическую негладкую структуру, которой настоящее изобретение не ограничено, как само собой разумеется. Инвертированная рельефная структура может быть нанесена на пресс-форме, которая разработана для формирования непериодической негладкой структуры, как в случае пресс-формы, показанной на фиг. 5, которая имеет негладкую структуру, которая выполняет антибликовую функцию.
Согласно способу, описанному в отношении фиг. 15, используют пленку 10d' основы (фиг. 15 (b)), которую изготавливают, формируя слой 14d отверждаемой смолы на полимерной пленке 12 и после этого формируя слой 14d отверждаемой смолы, который имеет негладкую структуру, которая является обратной к негладкой структуре пресс-формы 52. Может использоваться пленка 10e' основы, которую изготавливают с помощью формирования слоя 14 отверждаемой смолы на поверхности полимерной пленки 12e, которая имеет периодическую негладкую структуру, как показано на фиг. 16.
Как описано выше, внешняя поверхность ролика 200 пресс-формы имеет стык. На стыке гибкую пресс-форму 100 предпочтительно располагают таким образом, чтобы один из краев был расположен далеко от другого края.
Когда один край гибкой пресс-формы 100 перекрывается с другим на стыке, толщина удваивается на стыке так, что существует разность уровней в месте, где существует перекрытие, как показано на фиг. 17 (a). Если перенос будут выполнять, используя пресс-форму, которая имеет разность уровней на внешней поверхности, то перенос будет выполнен неудачно в части, где существует разность уровней. Например, когда перенос выполняют на пленку-заготовку из отверждаемой смолы, смола, находящаяся в части с разными уровнями, может остаться без обработки с помощью термоотверждения. Не подвергнутая обработке с помощью термоотверждения смола может, например, приклеиваться к пленке-заготовке, когда пленку-заготовку скатывают в ролик, и приводить к загрязнению пленки. Альтернативно, воздух может попадать в часть с разностью уровней и создавать воздушный слой. Воздушный слой может вызывать отделение гибкой пресс-формы 100 от ролика-основы 40. Разность уровней может нежелательно переноситься на пленку-заготовку.
С другой стороны, в случае, когда гибкую пресс-форму 100 размещают таким образом, что один край расположен далеко от другого края, как показано на фиг. 17 (b), например, можно обеспечивать смолу или аналогичный материал для заполнения промежутка между краями (смола, обеспечиваемая в промежутке, обозначена 50 на фиг. 17 (b)), посредством чего разность уровней уменьшают или устраняют. Поэтому указанная выше проблема не возникает. Таким образом гибкую пресс-форму 100 предпочтительно располагают таким образом, чтобы один край был расположен далеко от другого края.
В качестве пленки основы, на которой формируют рельефную структуру, можно предпочтительно использовать пленку основы, которая включает в себя полимерную пленку, края которой являются рифлеными. В данном случае рифление относится к обеспечению выступов на краях пленки. Рифление предназначено, чтобы препятствовать тому, чтобы пленка цеплялась, когда пленку скатывают.
Фиг. 18 показывает схематический вид в разрезе пленки 70f основы, которая включает в себя полимерную пленку 72f с рифлениями. Как показано на фиг. 18, пленка 70f основы включает в себя полимерную пленку 72f, которая имеет множество полуцилиндрических выступов 73 на обоих краях, и слой 75 фототермоотверждаемой смолы, обеспеченный на полимерной пленке 72f. Слой 75 фототермоотверждаемой смолы изготавливают, например, из UV-отверждаемой смолы, и он имеет рельефную структуру на своей поверхности. В данном случае высота рельефной структуры над поверхностью полимерной пленки 72f (в дальнейшем называют «высотой рельефной структуры») предпочтительно равна или меньше высоты выступа 73 над поверхностью полимерной пленки 72f (в дальнейшем называют «высотой выступа 73»). Если высота рельефной структуры больше, чем высота выступа 73, то рельефную структуру можно поцарапать или можно разрушить, когда пленку основы сворачивают в ролик, из-за трения с перекрывающей частью задней поверхности пленки основы. В общем случае высота выступа 73, сформированного с помощью рифления, равна от нескольких десятков микрометров приблизительно до 100 мкм. Поэтому рельефную структуру предпочтительно формируют таким образом, чтобы, например, высота над поверхностью полимерной пленки 72f была приблизительно от 6 мкм до 10 мкм. Когда существует разность уровней на стыке на внешней поверхности описанного выше ролика 200 пресс-формы, разность уровней предпочтительно меньше, чем высота выступа 73. Когда разность уровней на внешней поверхности ролика 200 пресс-формы меньше, чем высота выступа 73, разность уровней, которую формируют на слое 75 фототермоотверждаемой смолы с помощью переноса части с разностью уровней, меньше выступа 73. Поэтому, когда пленку 70f основы скатывают в ролик, слой 75 фототермоотверждаемой смолы не контактирует с перекрывающейся частью задней поверхности пленки. Поэтому вероятность появления царапин на рельефной структуре или разрушение рельефной структуры преимущественно уменьшается.
Слой 75 фототермоотверждаемой смолы предпочтительно формируют с помощью обеспечения смолы в промежутке между выступами 73 на обоих краях полимерной пленки 72f. Если смолу, используемую для слоя фототермоотверждаемой смолы, также обеспечивают к выступам, то влияние рифлений нежелательно уменьшается.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
Пресс-форму настоящего изобретения можно широко применять для формирования поверхности, которая имеет рельефную структуру, например для формирования антиотражающей пленки.
СПИСОК ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
10 основа пресс-формы
12 полимерная пленка
14 слой отверждаемой смолы
16 неорганическая подложка
17 буферный слой
18, 18a алюминиевый слой
20 слой пористого оксида алюминия
22 микропоры
100, 200 рельефная пресс-форма
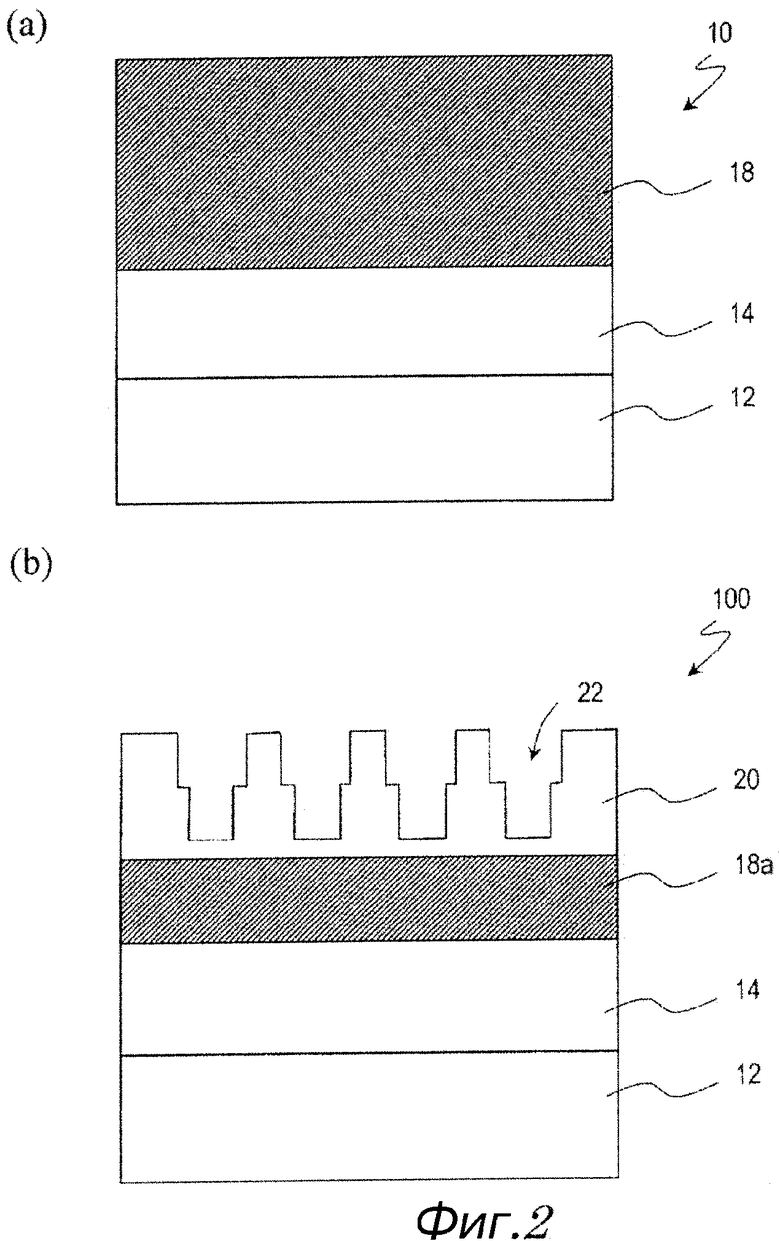
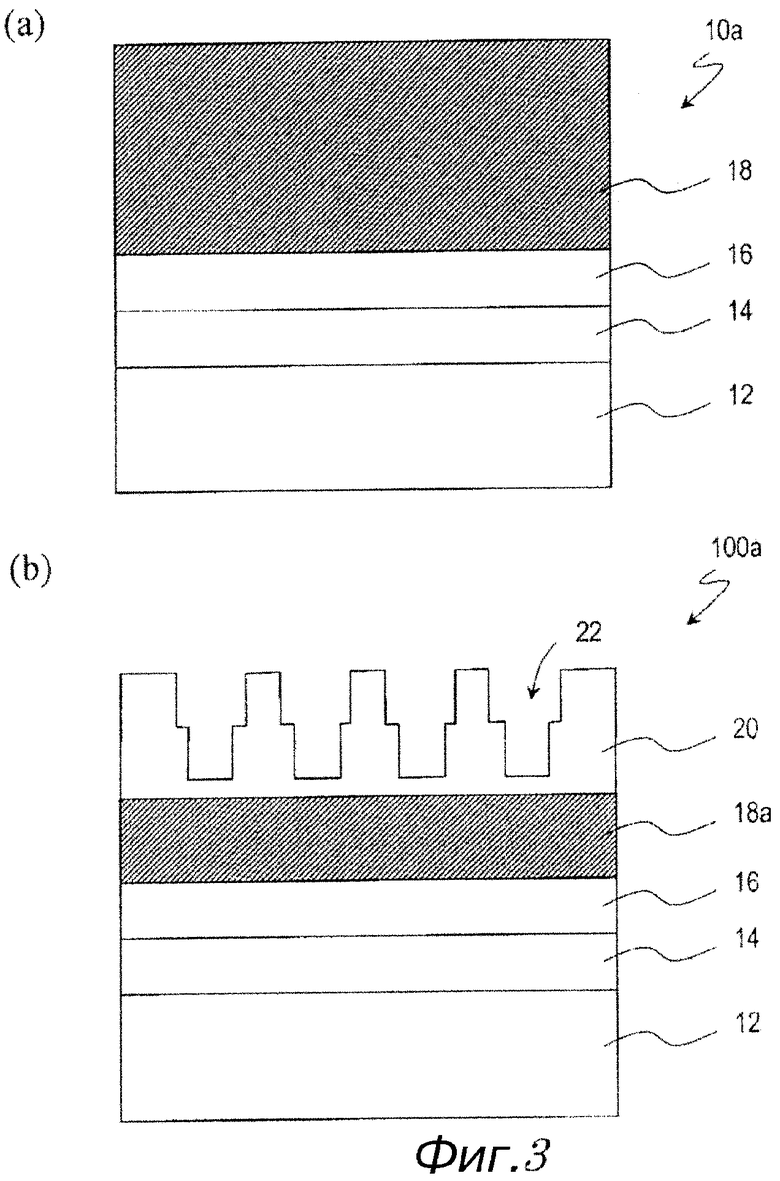
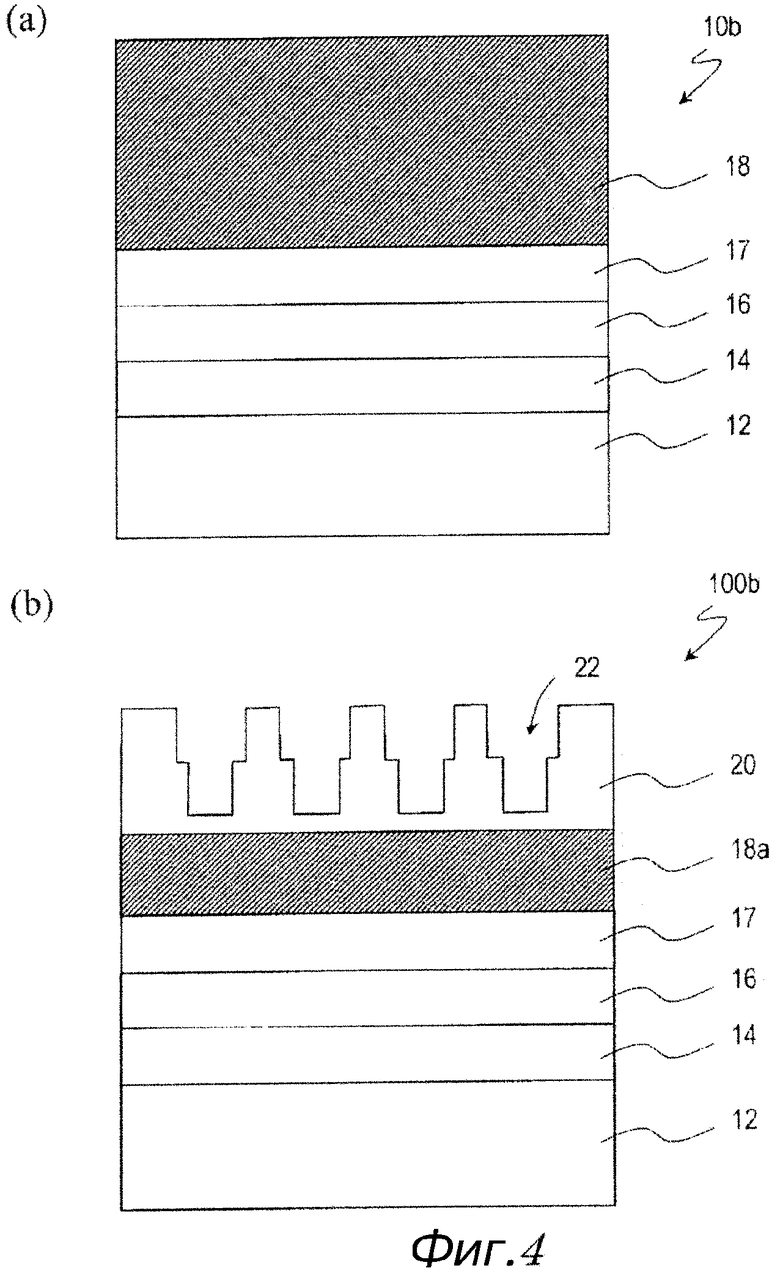
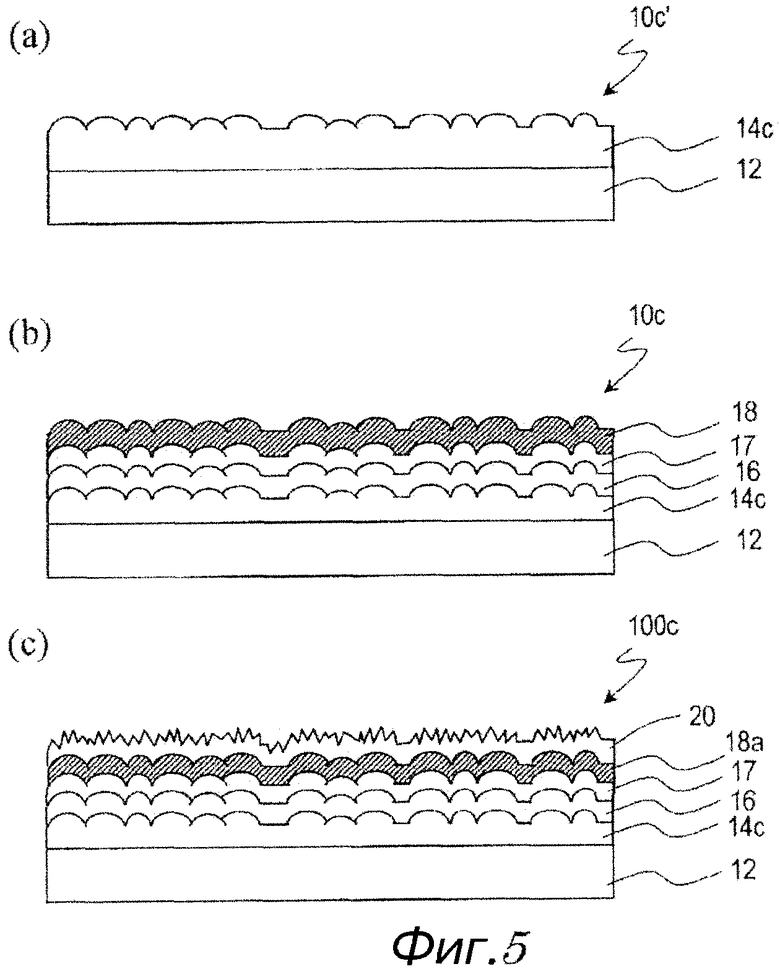
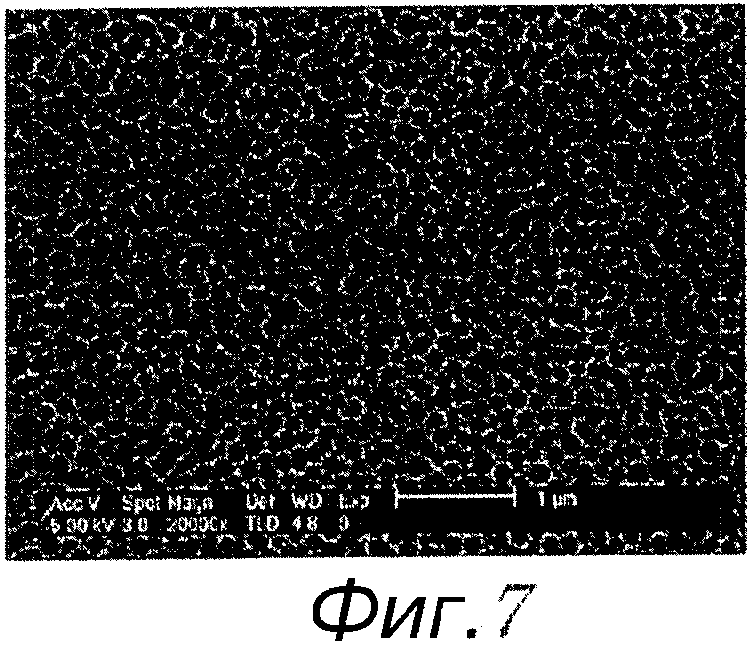
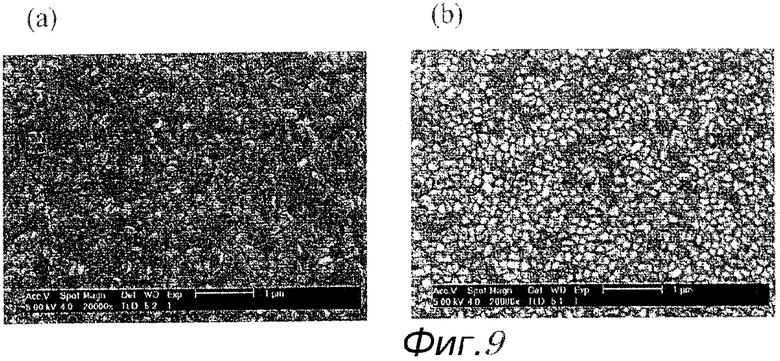
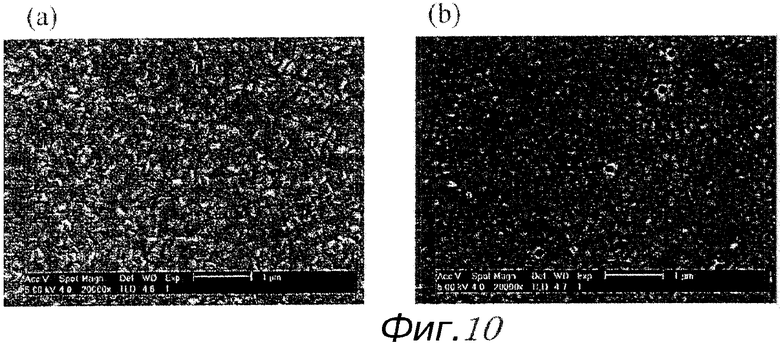
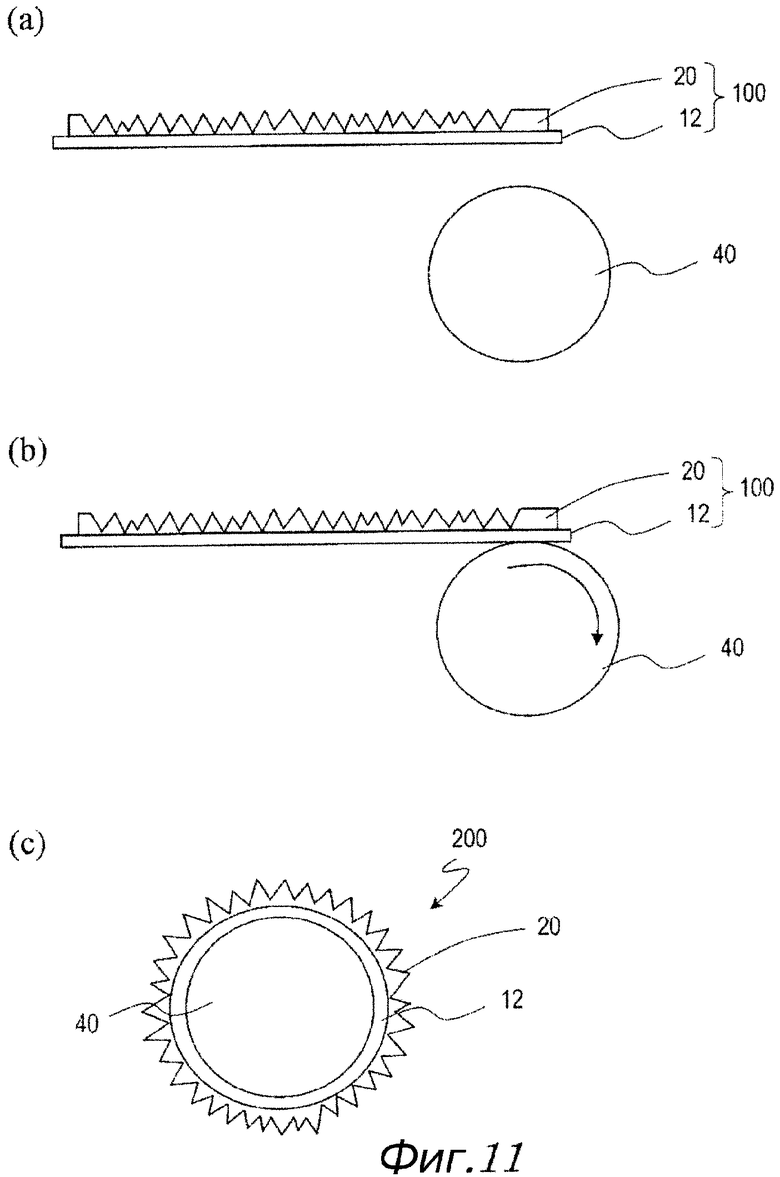
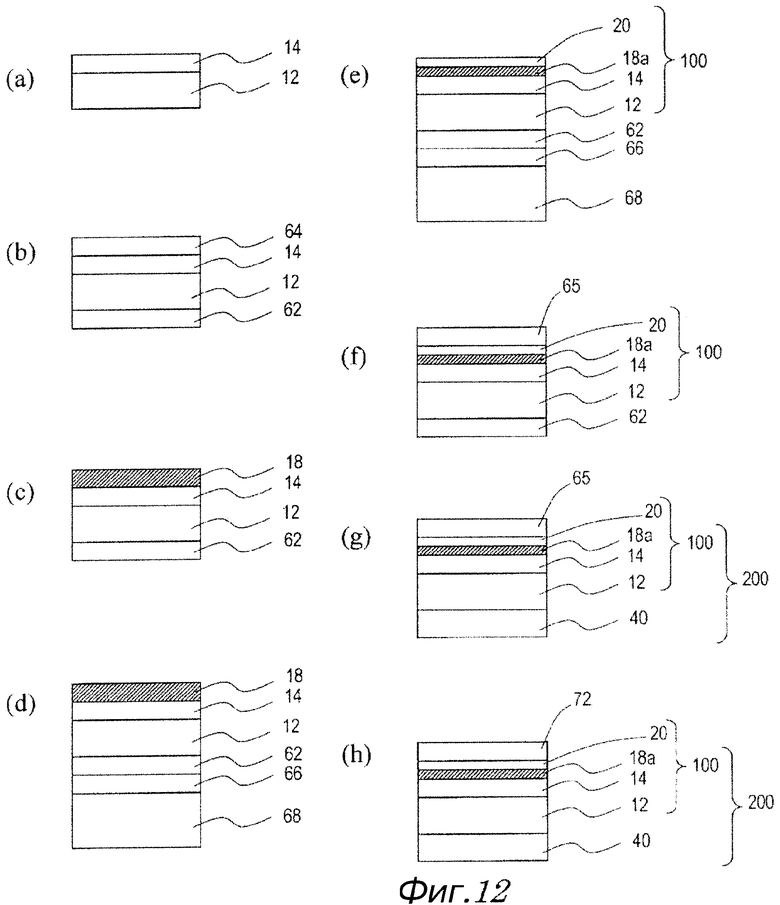
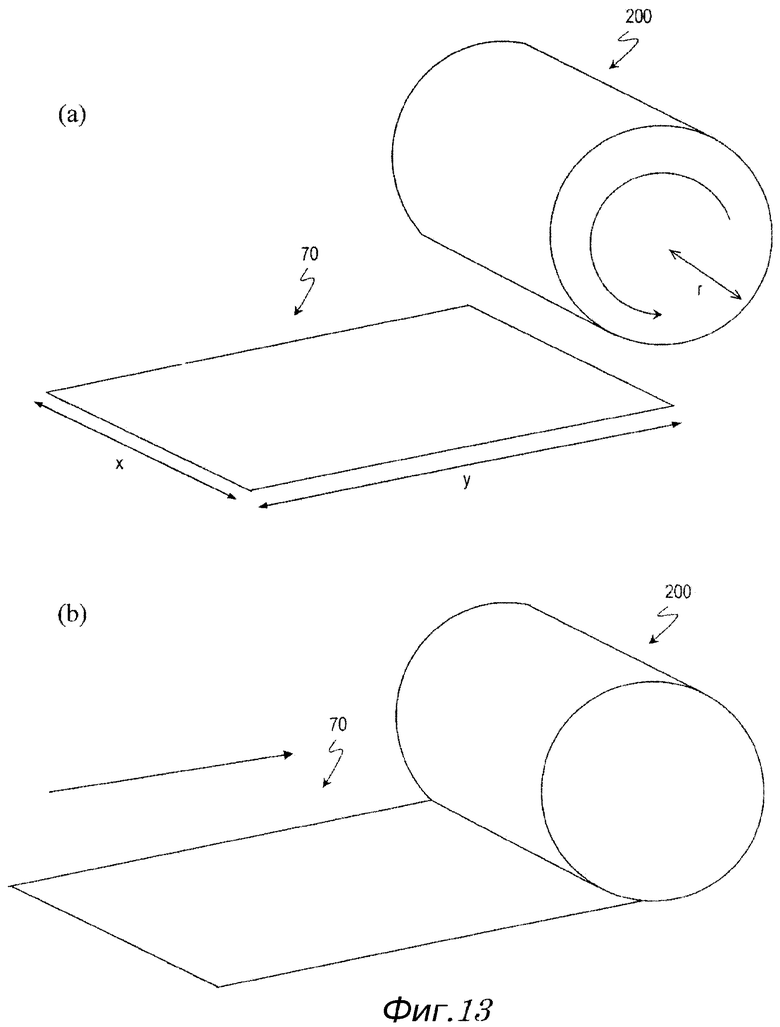
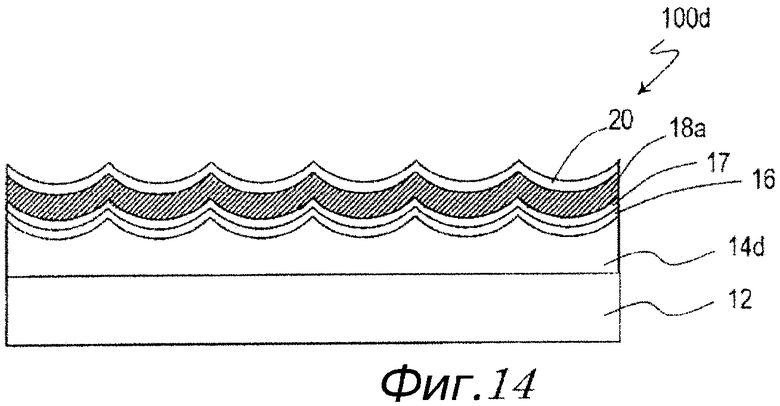
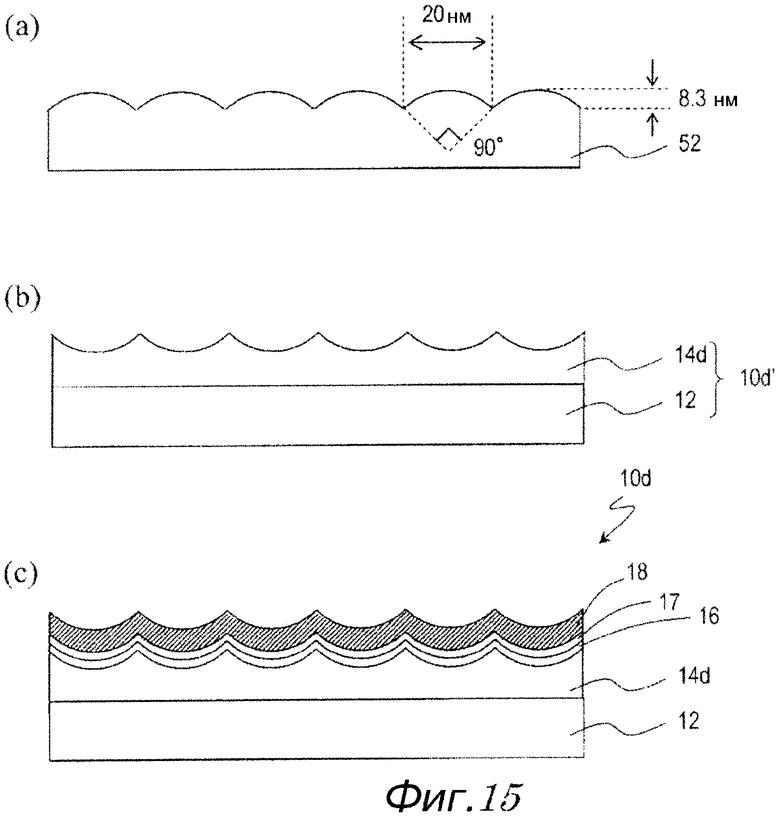
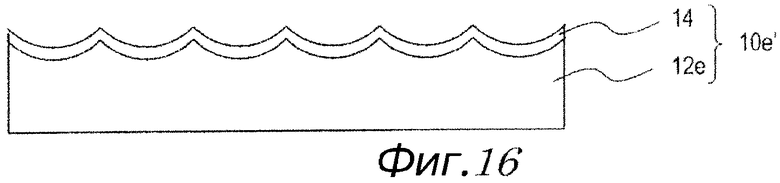
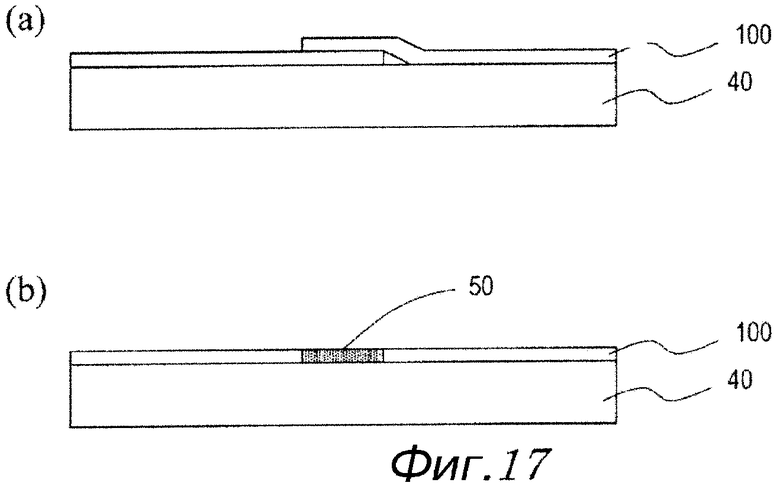
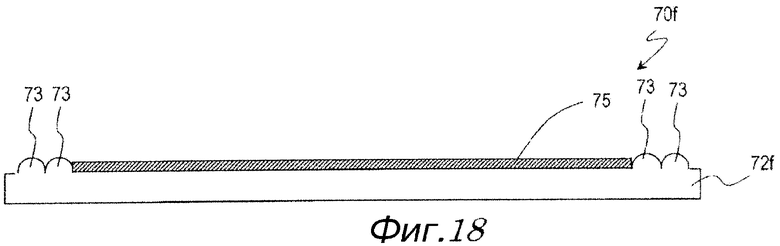
Группа изобретений относится к пресс-формам, предназначенным для получения антиотражающей структуры на изделии. Пресс-форма содержит гибкую полимерную пленку, расположенный на ней слой отверждаемой смолы и слой пористого оксида алюминия на слое отверждаемой смолы. Слой пористого оксида алюминия имеет обращенную рельефную структуру своей поверхности. Упомянутая структура имеет множество углублений. Размер углублений по двум осям, если смотреть в перпендикулярном направлении к поверхности, составляет не меньше 10 нм и меньше 500 нм. Гибкая пресс-форма может быть установлена на внешней поверхности основы в форме ролика. С помощью пресс-формы в форме ролика формируют антиотражающую структуру на поляризационной пластине. Для этого пластину перемещают относительно пресс-формы. При этом перед формированием структуры обеспечивают расположение поляризационной оси пластины параллельно периметру ролика, имеющему длину, которая равна 2πr, где r - радиус ролика. В результате обеспечивается упрощение изготовления гибкой пресс-формы. 4 н. и 11 з.п. ф-лы, 18 ил., 1 табл.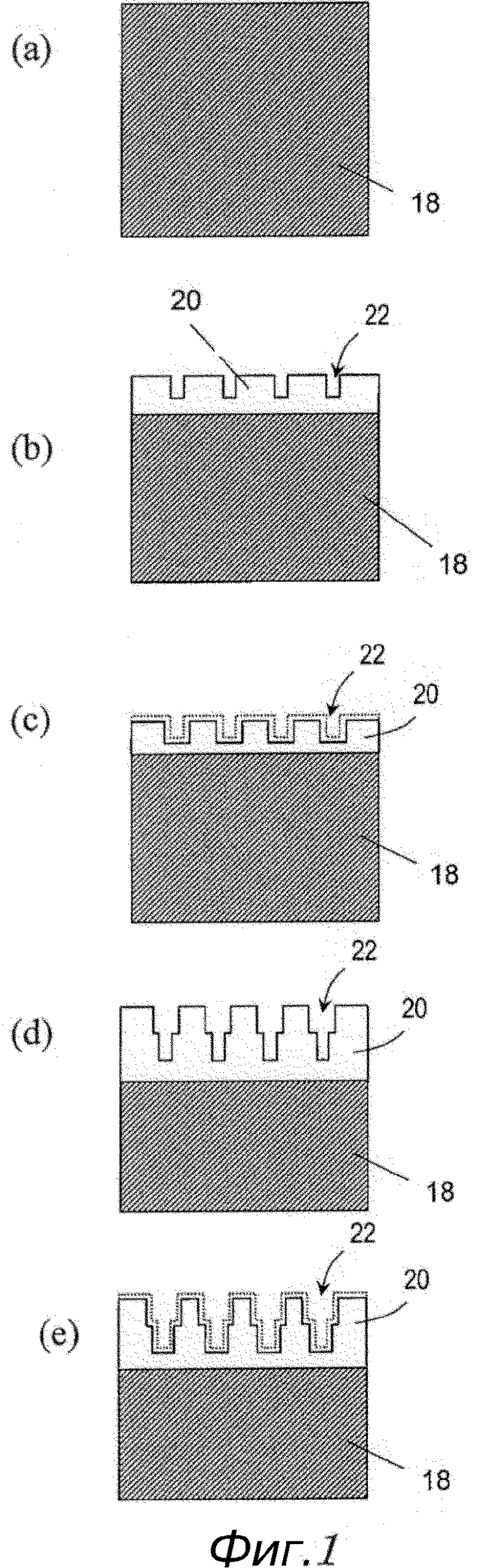
1. Гибкая пресс-форма для получения антиотражающей структуры на изделии, содержащая:
гибкую полимерную пленку,
слой отверждаемой смолы, обеспечиваемый на поверхности полимерной пленки, и
слой пористого оксида алюминия, обеспечиваемый на слое отверждаемой смолы, при этом слой пористого оксида алюминия имеет обращенную рельефную структуру своей поверхности, причем обращенная рельефная структура имеет множество углублений, размер которых но двум осям, если смотреть в перпендикулярном направлении к поверхности, составляет не меньше 10 и менее 500 нм.
2. Пресс-форма по п.1, в которой слой отверждаемой смолы содержит акриловую смолу.
3. Пресс-форма по п.1, которая дополнительно содержит неорганическую подложку между слоем отверждаемой смолы и слоем пористого оксида алюминия.
4. Пресс-форма по п.3, в которой неорганическая подложка содержит SiO2.
5. Пресс-форма по п.3, в которой толщина неорганической подложки составляет не менее 50 и не более 300 нм.
6. Пресс-форма по п.3, которая дополнительно содержит буферный слой между неорганической подложкой и слоем пористого оксида алюминия, при этом буферный слой содержит алюминий.
7. Пресс-форма по любому из пп.2-6, в которой слой отверждаемой смолы содержит кремний.
8. Пресс-форма по п.7, в которой поверхность слоя отверждаемой смолы имеет выступы, размер которых по двум осям не меньше 1 и менее 100 мкм.
9. Пресс-форма по любому из пп.1-6, в которой поверхность слоя отверждаемой смолы имеет периодическую негладкую структуру.
10. Пресс-форма в форме ролика для получения антиотражающей структуры на изделии, содержащая гибкую пресс-форму по любому из пп.1-9 и основу в форме ролика, причем гибкая пресс-форма установлена на внешней поверхности основы в форме ролика.
11. Пресс-форма по п.10, в которой гибкая пресс-форма расположена таким образом, что существует промежуток между одним концом и другим концом.
12. Способ формирования антиотражающей структуры на поляризационной пластине, содержащий этапы:
обеспечивают пресс-форму в форме ролика по п.10 или 11 и поляризационную пластину и
перемещают поляризационную пластину относительно пресс-формы в форме ролика таким образом, чтобы перед формированием на поляризационной пластине рельефной структуры поляризационная ось упомянутой пластины была параллельна периметру ролика пресс-формы, имеющему длину, которая равна 2πr, где r - радиус ролика.
13. Способ по п.12, в котором поляризационная пластина имеет прямоугольную форму и длина длинной стороны поляризационной пластины меньше 2πr, где r - радиус ролика.
14. Способ получения гибкой пресс-формы для получения антиотражающей структуры на изделии, которая имеет обращенную рельефную структуру своей поверхности, при этом обращенная рельефная структура имеет множество углублений, размер которых по двум осям, если смотреть в перпендикулярном направлении к поверхности, составляет не меньше 10 и менее 500 нм, включающий стадии:
(a) обеспечивают основу пресс-формы, которая включает гибкую полимерную пленку, слой отверждаемой смолы, обеспеченный на поверхности полимерной пленки, и алюминиевый слой, обеспеченный на слое отверждаемой смолы,
(b) частично анодируют алюминиевый слой для формирования слоя пористого оксида алюминия, который имеет множество углублений,
(c) после стадии (b) вводят слой пористого оксида алюминия в контакт с травильным раствором, таким образом расширяя множество углублений слоя пористого оксида алюминия, и
(d) после стадии (с) дополнительно анодируют слой пористого оксида алюминия для наращивания множества очень маленьких углублений.
15. Способ по п.14, в котором стадию (с) и стадию (d) дополнительно выполняют после стадии (d).
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ нанесения рельефного рисунка на поверхность полимерного материала | 1973 |
|
SU706030A3 |
| УСТРОЙСТВО И СПОСОБ САТИНИРОВАНИЯ И ТИСНЕНИЯ ПЛОСКОГО МАТЕРИАЛА | 2005 |
|
RU2309850C2 |
| СПОСОБ НАНЕСЕНИЯ ПРОСВЕТЛЯЮЩЕГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ОПТИЧЕСКОГО ЭЛЕМЕНТА И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1997 |
|
RU2133049C1 |
| JP 53103754 A, 09.09.1978 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

