Изобретение относится к плазменной обработке изделия, в частности к способам для плазменной поверхностной закалки и отпуска металлов и сплавов, и может быть использовано для плазменной обработки тела вращения неограниченной длины рабочей поверхности.
Известно устройство для закалки широкой полосой, в котором применено переменное магнитное поле для увеличения линейного размера струи в одном направлении [Fox Т.J. and Harry J.E. Surface neat treatment using a plasma torch witu a rectangular jet. Procuding Conference on Electricity for materials processing and conservation. - London: 1977, p.21-23]. Устройство содержит систему подачи газа, изолятор и электроды, один из которых является выходным, имеющим внутренний канал. Горение дуги происходит в щели, которой заканчивается выходной электрод и по которой анодное пятно перемещается под действием магнитного поля.
Использование поперечного переменного магнитного поля и щелевого канала выходного электрода дает возможность увеличить ширину закаливаемой полосы. Однако получить равномерный тепловой поток по ширине изделия из-за неодинаковых условий привязки анодного пятна по длине щели не удается. Кроме того, устройство [1] может использоваться только для плазменной обработки плоских поверхностей, так как в этом случае изделие является анодом.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является устройство для плазменной обработки, которое содержит выходной электрод с внутренним каналом и преобразователь потока рабочего газа с торцевой поверхностью, выполненной по форме рабочей части гребня с выкружкой железнодорожного колеса [патент RU 2152445. Устройство для плазменной обработки]. Щелевое отверстие в области, соответствующей рабочей поверхности гребня, выполнено с постоянной шириной, а в области перехода гребня в выкружку и в области выкружки оно выполнено плавно расширяющимся. Щелевое отверстие расположено по образующей поверхности преобразователя потока рабочего газа.
Известное устройство позволяет упрочнить рабочую поверхность гребня железнодорожного колеса с получением упрочненной поверхности, имеющей однородные свойств по износостойкости и контактно-усталостной выносливости. Эго устройство реализует способ плазменного упрочнения железнодорожных колес. Однако эти способ и устройство используются при плазменной обработке тел вращения конечной длины обрабатываемой поверхности типа железнодорожных колес.
Поэтому решаемой задачей является осуществление возможности плазменной обработки тел вращения неограниченной длины обрабатываемой поверхности.
Это достигается тем, что в устройстве для осуществления способа плазменной обработки рабочей поверхности тела вращения, включающем вращение обрабатываемого тела и плазменную обработку его поверхности плазмотроном с преобразователем потока рабочего газа, торцевая поверхность которого выполнена по форме обрабатываемой поверхности, щелевое выходное отверстие преобразователя потока рабочего газа расположено под углом α=90° к оси обрабатываемого тела, которое дополнительно поверхности, щелевое выходное отверстие преобразователя потока рабочего газа расположено под углом α=90° к оси обрабатываемого тела, которое дополнительно осуществляет продольно-поступательное движение со скоростью, пропорциональной скорости его вращения с коэффициентом пропорциональности не более h/2πR, где h - ширина щели преобразователя потока плазмотрона и R - радиус обрабатываемого тела.
Предлагаемое соотношение скоростей вращательного и поступательного движения обрабатываемого тела позволяет получить однородность обработанной поверхности.
При большем увеличении скорости продольно-поступательного движения поверхностная температура нагрева обрабатываемого тела вращения оказывается недостаточной для упрочнения.
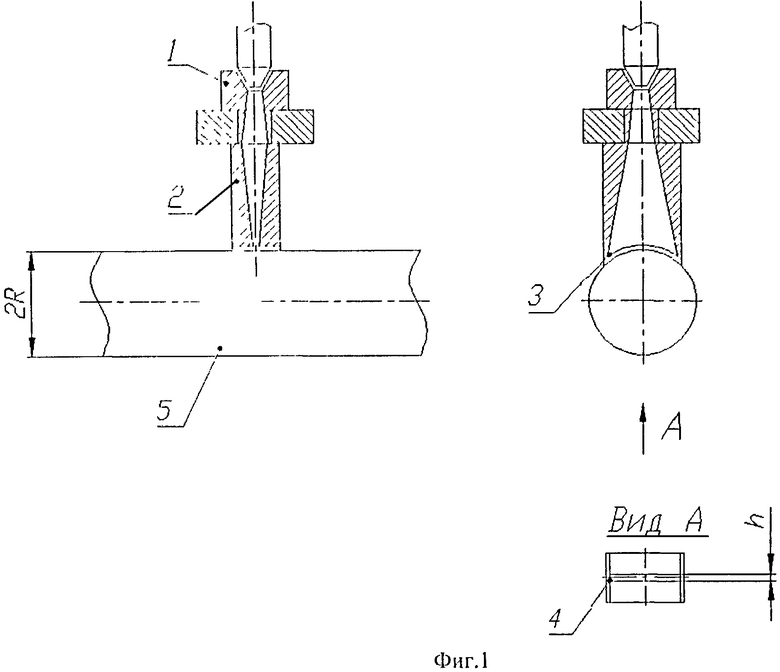
Сущность предложенного решения поясняется схемой, показанной на фиг.1.
Плазмотрон 1 с преобразователем потока рабочего газа 2, торцевая поверхность 3 которого выполнена по форме обрабатываемой поверхности и имеет щелевое выходное отверстие 4, расположенное под углом α=90° к оси обрабатываемого тела 5, которое дополнительно осуществляет продольно-поступательное движение со скоростью, пропорциональной скорости его вращения с коэффициентом пропорциональности h/2πR, где h - ширина щели преобразователя потока плазмотрона и R - радиус обрабатываемого тела.
При paботе побуждается электрическая дуга между электродами плазмотрона 1. Рабочий газ последовательно проходит через все элементы плазмотрона 1 и преобразователя потока рабочего газа 2 и производит нагрев рабочей поверхности обрабатываемого тела 5.
В процессе обработки преобразователем потока рабочего газа 2 устанавливают с зазором ~ 2 мм относительно обрабатываемой поверхности. Вследствие относительного движения обрабатываемого тела и плазмотрона происходит непрерывная обработка всего обрабатываемого тела.
Расположение щелевого отверстия 4 под углом α=90° к оси обрабатываемого тела 5 является оптимальным. При любом другом значении угла α нагретая полоса имеет неравномерную температуру в продольном направлении, особенно по краям, что влечет за собой ухудшение качеств плазменной обработки.
Предлагаемое соотношение скоростей вращательного и поступательного движения обрабатываемого тела позволяет равномерно разогреть обрабатываемую поверхность и получить упрочненную поверхность с однородными прочностными свойствами.
Применение принудительного охлаждения обрабатываемой поверхности непосредственно после плазменной обработки позволяет увеличить ее твердость.
Пример конкретного выполнения
Проводили плазменную обработку цилиндрической детали диаметром 70 мм из стали 45Х при рабою плазмотрона на постоянном токе прямой полярности с мощностью дуги 50 кВт, расходом плазмообразующего газа 1,8 г/сек, скоростью вращения детали 120 мин-1, подачей 1 мм/об. Выходное щелевое отверстие преобразователя потока газа устройства шириной 2 мм и длиной 40 мм располагали эквидистантно в 2 мм от поверхности детали и под 90° к оси детали. Обработка без принудительного охлаждения детали позволила получить упрочненный слой на поверхности, твердость 30-35 HRC.
Применение после нагрева плазмотроном, например, спрейерного охлаждения позволило получить твердость 45-50 HRC.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ТЕЛА ВРАЩЕНИЯ | 2009 |
|
RU2401310C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 1999 |
|
RU2152445C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОКОМОТИВНЫХ И ВАГОННЫХ КОЛЕС | 2010 |
|
RU2454469C2 |
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ | 2013 |
|
RU2530192C1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 1995 |
|
RU2069131C1 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2178392C2 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСНЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ИНДУКЦИОННО СВЯЗАННОЙ ПЛАЗМОЙ И СПОСОБ ФОРМИРОВАНИЯ ПОТОКА МАТЕРИАЛА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257689C2 |
| Способ термического упрочнения стальных изделий и устройство для его осуществления | 1990 |
|
SU1775480A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
Изобретение относится к плазменной обработке изделия, в частности к способам для плазменной поверхностной закалки и отпуска металлов и сплавов. Для обеспечения возможности обработки рабочей поверхности тела вращения неограниченной длины осуществляют вращение обрабатываемого тела и нагрев его поверхности с помощью плазматрона с преобразователем потока рабочего газа, при этом торцевая поверхность плазматрона выполнена по форме обрабатываемой поверхности, щелевое выходное отверстие преобразователя потока рабочего газа расположено под углом α=90° к оси обрабатываемого тела, которое дополнительно осуществляет продольно-поступательное движение со скоростью, пропорциональной скорости его вращения с коэффициентом пропорциональности не более h/2πR, где h - ширина щели преобразователя потока плазмотрона, a R - радиус обрабатываемого тела. 1 ил., 1 пр.
Способ плазменной обработки поверхности тела вращения, включающий вращение обрабатываемого тела и плазменную обработку его поверхности плазмотроном с преобразователем потока рабочего газа, торцевая поверхность которого выполнена по форме обрабатываемой поверхности и имеет щелевое выходное отверстие, отличающийся тем, что щелевое отверстие преобразователя потока рабочего газа располагают под углом α=90° к оси обрабатываемого тела, при этом дополнительно осуществляют продольно-поступательное движение тела со скоростью, пропорциональной скорости его вращения с коэффициентом пропорциональности не более h/2πR, где h - ширина щели преобразователя потока плазмотрона, a R - радиус обрабатываемого тела.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ТЕЛА ВРАЩЕНИЯ | 2009 |
|
RU2401310C1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121514C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 1995 |
|
RU2069131C1 |
| US 6485027 B1, 26.11.2002 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВОВ "САЛАТ ИЗ КАЛЬМАРОВ, КАРТОФЕЛЯ И КВАШЕНОЙ КАПУСТЫ" | 2006 |
|
RU2305995C1 |

