Изобретение относится к области поверхностного упрочнения путем азотирования деталей и может быть использовано при изготовлении широкой номенклатуры деталей и инструмента, к которым предъявляются требования повышенного сопротивления схватыванию и адгезии в парах трения и коррозионной стойкости в условиях влажного воздуха. Из машиностроительной отрасли в таких условиях работает большинство деталей почвообрабатывающей, землеройной, кормоуборочной техники, а также пары трения ходовой части автотранспорта.
Известен способ плазменного азотирования (см. РЖ "Металловедение и термическая обработка", №3,1214. Обзор. Применение технологии плазменного азотирования. Application technology of plasma nitriding. Kanetake Norio. "Int. Semin. Plasma Heat Treat. Sel. and Technol. Senlis, 21-23 Sept., 1987". Paris, 1987, 145-153).
В известном способе плазменного азотирования сталей деталь помещается в газовую среду с определенным соотношением газовых компонентов. Такая обработка интенсифицирует насыщение поверхности детали азотом, но сопряжена с необходимостью применения насыщающей среды и смешивающего устройства, обеспечивающего ее состав в строгой пропорции газов H2/N2, что увеличивает эксплуатационные издержки.
Наиболее близким по технической сущности к заявляемому изобретению является способ плазменного азотирования деталей (Патент RU2240375 «Способ плазменного азотирования деталей» опубликован: 20.11.2004 - прототип), при котором упрочняемую деталь перемещают в зоне плазменной дуги относительно плазмотрона и используют в качестве плазмообразующего газа сжатый воздух, в качестве насыщающей среды используют азот плазмообразующего воздуха, и упрочняемую деталь перемещают относительно плазмотрона со скоростью, достаточной для оплавления поверхностного слоя, способного сохраниться без растекания за счет сил поверхностного натяжения.
В способе-прототипе интенсивное диффузионное насыщение элементами азота протекает в пределах оплавленного поверхностного слоя нагреваемого материала - для технического железа и углеродистых сталей глубина оплавленного слоя, который удается сохранить при нагреве без растекания за счет поверхностного натяжения - 0,15 мм, следовательно, на такую глубину производится упрочнение за счет азотирования из столба воздушно-плазменной дуги.
Однако оплавление поверхностного слоя обрабатываемой детали приводит к необходимости последующей механической обработки, что значительно уменьшает толщину азотированного слоя.
Технический результат предлагаемого изобретения - получение поверхностного слоя легированного азотом, обеспечивающего повышенную износостойкость, усталостную прочность и сопротивление коррозии в условиях абразивного изнашивания с минимальным уровнем деформаций и короблений деталей.
Технический результат достигается тем, что в способе плазменного азотирования деталей, при котором обрабатываемую деталь перемещают относительно плазмотрона, согласно изобретению, перемещение детали происходит в зоне плазменной струи, формирующейся в преобразователе потока плазмотрона с щелевым выходным отверстием, в качестве плазмообразующего газа используют азот, выполняющий также роль легирующего элемента.
Кроме того, при толщине обрабатываемой детали меньше 25 мм, она дополнительно подвергается спрейерному охлаждению, синхронному с плазменной обработкой, и погружается в охлаждающую ее воду на 1/3 толщины для снижения коробления.
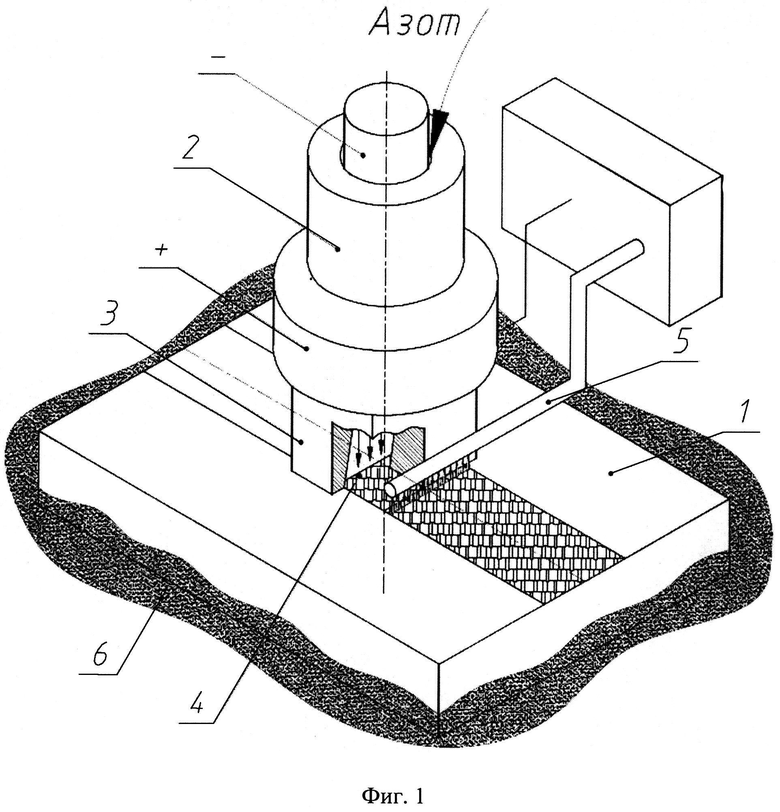
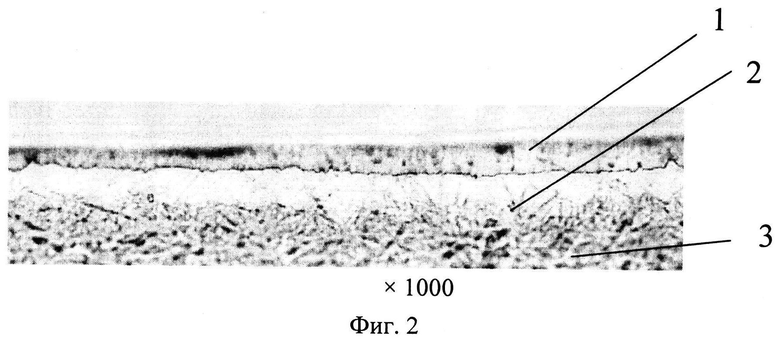
На фиг.1 изображена схема экспериментальной установки для реализации предлагаемого способа. На фиг.2 приведена фотография поперечного микрошлифа образца стали 60Г (после диффузионного насыщения азотом (×1000)).
Способ плазменного азотирования деталей осуществляется следующим образом (фиг.1). Обрабатываемая деталь 1 перемещается относительно плазмотрона 2 в зоне плазменной струи, формирующейся в преобразователе потока плазмотрона 3 с щелевым выходным отверстием 4. Одним из известных способов возбуждается дуга между электродами плазмотрона 2, подается плазмообразующий газ - азот. Обработка детали происходит в направлении, перпендикулярном щелевому выходному отверстию 4 преобразователя плазмотрона, широкими полосами, равными длине щелевого отверстия.
При малых толщинах деталей (меньше 25 мм) с недостаточным теплоотводом от обрабатываемой поверхности, возникает необходимость организации ее интенсивного охлаждения с целью снижения коробления, для чего обрабатываемая деталь дополнительно подвергается спрейерному охлаждению 5, синхронному с плазменной обработкой, и погружается в охлаждающую ее воду 6 на 1/3 толщины.
Предлагаемый способ плазменного азотирования позволяет получить поверхность обрабатываемой детали с однородными прочностными свойствами и не требующую дополнительной механической обработки.
Пример по п.1 конкретного выполнения. Азотированию подвергался образец 1 из стали 60Г толщиной 40 мм со следующими режимами обработки: ширина сканирования 40 мм; удельная мощность теплового потока 6,22·108 Вт/м2; скорость взаимного перемещения плазмотрон-образец 4 мм/с; расход плазмообразующего газа (азота) - 1,8 г/с. При обработке на этих режимах толщина слоя азотистого аустенита достигает 50 мкм. Из образца вырезали поперечный микрошлиф (по отношению к зоне обработки), который после травления наблюдали в оптическом металлографическом микроскопе при увеличении ×1000.
Как показано на фиг.2, микроструктура состоит из трех слоев: 1 - слой нитридов и оксидов; 2 - слой азотистого аустенита; 3 - слой фермообразного мартенсита. Фазовый состав и параметры кристаллической решетки определялся рентгеноструктурным анализом. Микротвердость легированного слоя измерялась на микротвердомере ПМТ-3 и нарастает от аустенитной зоны - 7,5 ГПа к зоне фермообразного мартенсита - до 9,0 ГПа.
Пример по п.2 конкретного выполнения. Азотированию подвергался образец 2 из стали 60Г толщиной 14 мм со следующими режимами обработки: ширина сканирования 40 мм; удельная мощность теплового потока 6,22·108 Вт/м; скорость взаимного перемещения плазмотрон-образец 4 мм/с; расход плазмообразующего газа (азота) - 1,8 г/с; расход охлаждающей воды - 30 г/с. При обработке на этих режимах толщина слоя азотистого аустенита достигает 50 мкм. Из образца вырезали поперечный микрошлиф (по отношению к зоне обработки), который после травления наблюдали в оптическом металлографическом микроскопе при увеличении ×1000. Микроструктура образца 2 аналогична микроструктуре образца 1.
Плазменное воздействие по предлагаемому способу характеризуется высокими скоростями нагрева и охлаждения, малой длительностью пребывания металла при температурах выше критических, что способствует повышению уровня свойств стали и одновременной реализации химико-термической обработки без оплавления поверхностного слоя детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ | 2003 |
|
RU2240375C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОКОМОТИВНЫХ И ВАГОННЫХ КОЛЕС | 2010 |
|
RU2454469C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2506342C1 |
| Способ азотирования стальных изделий | 1987 |
|
SU1541303A1 |
| СПОСОБ ВЫЯВЛЕНИЯ МИКРОТРЕЩИН, ОБУСЛОВЛЕННЫХ НАЛИЧИЕМ ВОДОРОДА В СТАЛИ | 2013 |
|
RU2545464C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| Способ нанесения порошковых покрытий на поверхность деталей | 1986 |
|
SU1411102A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 2005 |
|
RU2298043C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОВЕРХНОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2241782C1 |
Изобретение относится к области поверхностного упрочнения путем азотирования деталей. Может использоваться при изготовлении деталей и инструмента, к которым предъявляются требования повышенного сопротивления схватыванию и адгезии в парах трения и коррозионной стойкости в условиях влажного воздуха. Плазменное азотирование деталей проводят путем перемещения детали относительно плазмотрона в зоне плазменной струи, формирующейся в преобразователе потока плазмотрона с щелевым выходным отверстием. В качестве плазмообразующего газа используют азот, являющийся одновременно легирующим элементом. Полученный легированный азотом поверхностный слой обеспечивает повышенную износостойкость, усталостную прочность и сопротивление коррозии в условиях абразивного изнашивания с минимальным уровнем деформаций и короблений деталей. 1 з.п. ф-лы, 2 ил., 2 пр.
1. Способ плазменного азотирования деталей, включающий перемещение обрабатываемой детали относительно плазмотрона, отличающийся тем, что деталь перемещают в зоне плазменной струи, которую формируют в преобразователе потока плазмотрона с щелевым выходным отверстием, причем в качестве плазмообразующего газа и одновременно легирующего элемента используют азот.
2. Способ по п.1, отличающийся тем, что при толщине менее 25 мм обрабатываемую деталь дополнительно подвергают спрейерному охлаждению, синхронному с плазменной обработкой, и погружают деталь в охлаждающую ее воду на 1/3 толщины для снижения коробления.
| СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ | 2003 |
|
RU2240375C1 |
| Способ химико-термической обработки стальных изделий | 1991 |
|
SU1836483A3 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2427666C1 |
| US 7465362 B2, 16.12.2008 | |||
| US 20080131479 A1, 05.06.2008 | |||

