Область техники, к которой относится изобретение
Настоящее изобретение относится к оборудованию для полунепрерывного литья прямым охлаждением листового слитка или слябов различных размеров, в частности слитка или слябов для прокатки тонкого листа; оборудование включает в себя форму рамы с парой противостоящих боковых стенок и парой противостоящих торцевых стенок, и эти стенки образуют форму с направленной вверх впускной открытой частью для подачи металла и обращенной вниз выпускной частью, которая снабжена блоком, на подвижной опоре, который перед каждым циклом литья закрывает обращенное вниз отверстие, при этом, по меньшей мере, одна боковая стенка и/или одна торцевая стенка могут перемещаться для обеспечения литья слитков различных размеров; оборудование дополнительно включает в себя средство для охлаждения металла.
Уровень техники
При литье больших слитков прямоугольного сечения, используемых в производстве катаных изделий, принято придавать небольшую выпуклую кривизну длинным боковым стенкам формы для противодействия большей усадке (втягиванию) металла, которая имеет место вблизи середины широких боковых поверхностей слитка во время затвердевания по сравнению с местами вблизи узких торцевых поверхностей слитка. Усадка (втягивание) металла пропорциональна удлинению незатвердевшего металла в слитке после стабилизации условий литья. Во время литья больших слитков удлинение расплавленного металла в продольном направлении слитка может доходить до 0,8 м и более, в зависимости от размера слитка.
На удлинение расплавленного металла в первую очередь может влиять скорость литья, поскольку именно теплопроводность материала ограничивает скорость охлаждения в середине слитка. То количество воды, которое разбрызгивается на поверхность слитка с нижней стороны формы, обеспечивает охлаждающую способность, которая превышает количество тепла, передаваемого на поверхность за счет теплопередачи.
Со ссылкой как на металлургию, так и на производительность желательно использовать максимально возможную скорость прокатки. Скорость литья обычно ограничивается тенденцией к образованию термических трещин в отливаемом слитке при слишком высокой скорости.
На начальной стадии операции литья охлаждение будет медленным, и отливаемый слиток будет сжиматься из-за различия плотностей расплавленного и затвердевшего металла с учетом теплового коэффициента расширения. Первоначально затвердевший металл будет иметь немного меньшие размеры относительно геометрии литейной формы. Из-за вышеуказанной кривизны самых широких поверхностей литейной формы отливаемый слиток на начальной стадии операции литья будет принимать выпуклую форму. Выпуклость будет постепенно уменьшаться до тех пор, пока не будут установлены стабильные условия в отношении глубины расплавленного металла в слитке.
В руководстве по эксплуатации прокатного стана определяется, что прокатываемые поверхности должны быть прямыми (без вогнутости или выпуклости на прокатываемых поверхностях). Для удовлетворения этого требования литейные формы должны иметь кривизну (изгиб) боковых стенок, соответствующую предполагаемой усадке/сжатию отливаемого слитка.
Авторы заявки являются владельцами ЕР 0796683 В1, относящегося к оборудованию для литья листового слитка вышеуказанного типа, где боковые стенки адаптированы к изгибу и дополнительно снабжены усиливающей частью в средней зоне для получения регулируемой жесткости и тем самым оптимального изгиба стенок формы в зависимости от скорости литья. Однако это известно решение не предназначено для литья слитков различных размеров.
При непрерывном литье слитков или слябов в форме больших металлических блоков прямоугольного сечения для прокатки обычно используют специальную форму для каждой ширины и толщины слитка. Из-за жестких требований к допускам на размеры производство форм для непрерывного литья является сложным и дорогостоящим процессом. Поскольку существует потребность в слитках, имеющих множество различных размеров, необходимо, но неэкономично иметь на складе соответствующее большое количество форм. Кроем того, требуется замена формы одного размера на форму другого размера, что занимает много времени.
Патент США №5931216 относится к регулируемым формам для непрерывного литья для производства литых слитков различных размеров, где задача состоит в том, чтобы предложить регулируемую форму, которая позволит быстро изменять сечение слитка, используя одну и ту же форму. Серьезным недостатком этого решения является то, что в форме не предусмотрено никакого средства для компенсации скорости литья или изменения размера формы, что, в свою очередь, оказывает негативное влияние на геометрию слитка.
Раскрытие изобретения
По настоящему изобретению предлагается форма, которая позволяет устранить недостатки вышеуказанного известного решения, т.е. стенки формы могут легко регулироваться с одного размера на другой для литья листовых слитков различного размера, при этом можно компенсировать изгиб стенок для различных скоростей, а также размеров и составов сплавов.
Изобретение отличается характеристиками, определенными в приложенном независимом п.1 формулы изобретения.
Предпочтительные варианты выполнения изобретения определены в приложенных зависимых п.п.2-8 формулы изобретения.
Краткое описание чертежей
Настоящее изобретение будет подробно описано с помощью примеров со ссылкой на чертежи, на которых:
фиг.1 - перспективный схематичный вид частично сверху и в продольном направлении на литейное оборудование по настоящему изобретению;
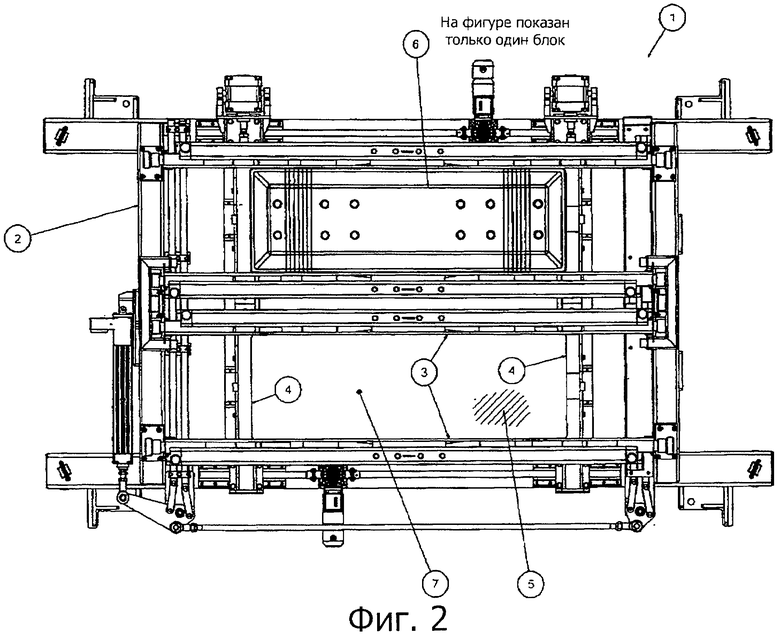
фиг.2 - горизонтальный вид оборудования из фиг.1;
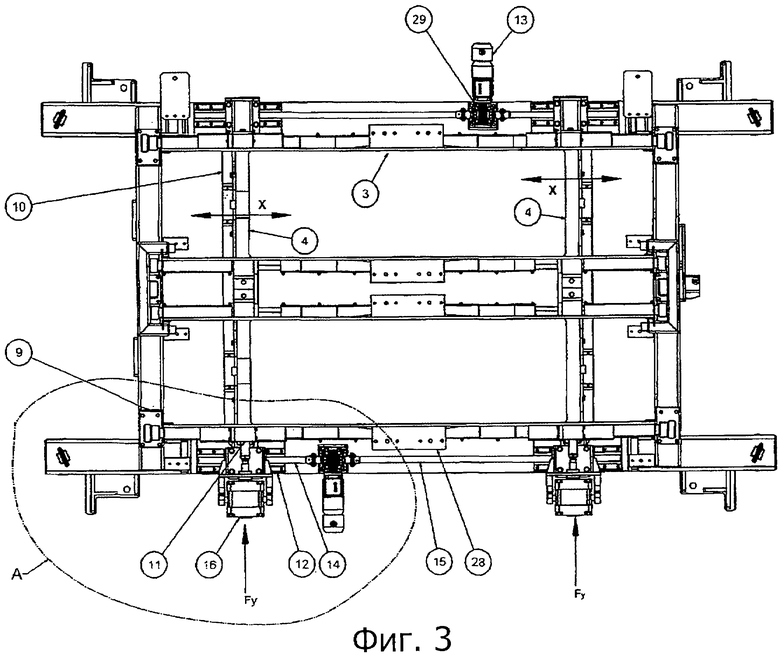
фиг.3 - горизонтальный вид оборудования из фиг.1 и 2, включая сюда механизм для регулирования формы литейного оборудования, но исключая механизм изгиба формы;
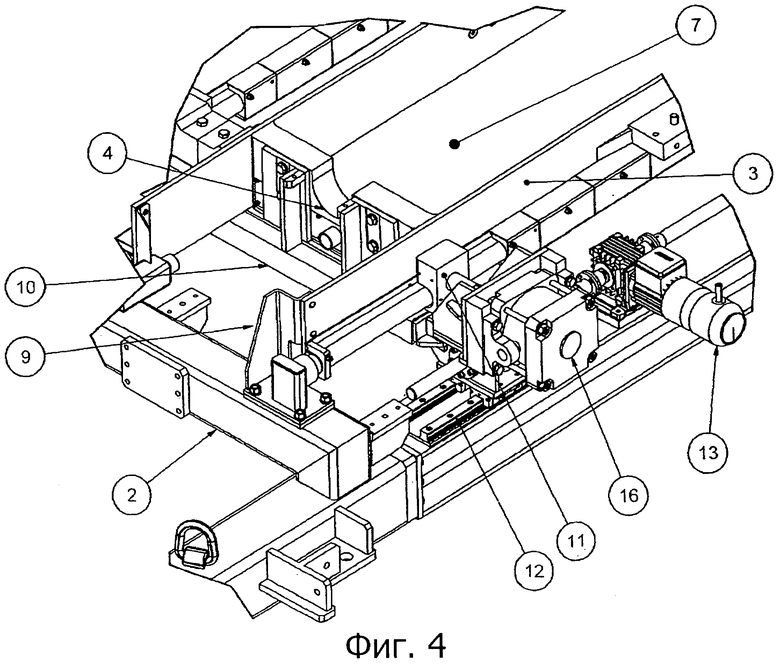
фиг.4 - перспективный вид в увеличенном масштабе части оборудования, обозначенного буквой А на фиг.3;
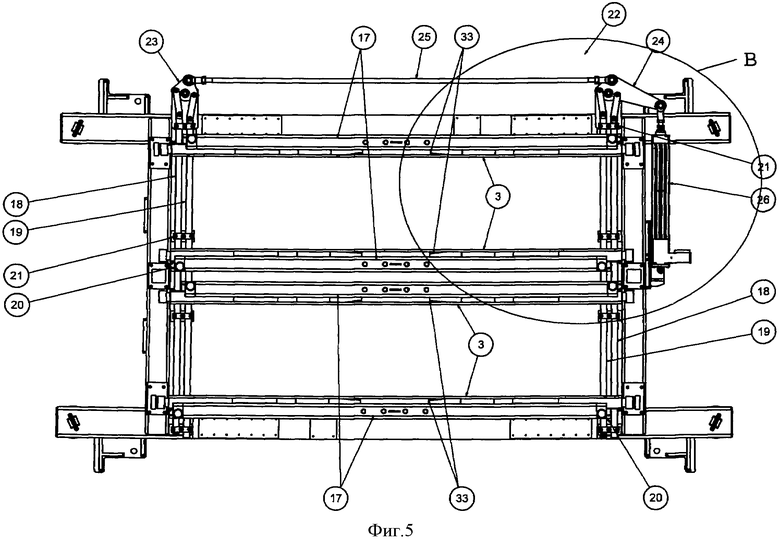
фиг.5 - горизонтальный вид оборудования из фиг.1 и 2, включая сюда механизм для изгиба формы, но исключая механизм для регулирования формы литейного оборудования;
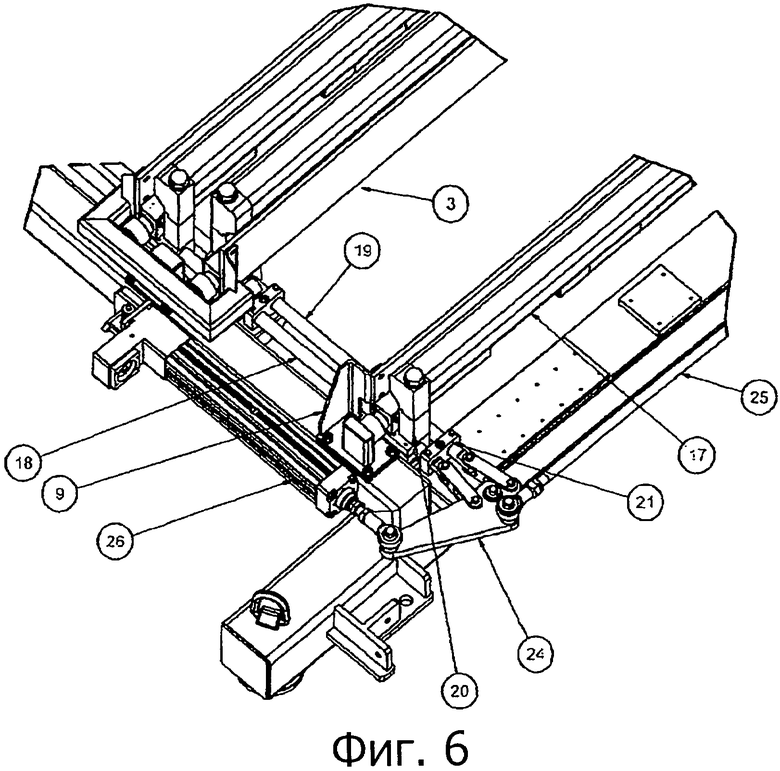
фиг.6 - перспективный вид в увеличенном масштабе части оборудования, обозначенного буквой В на фиг.5;
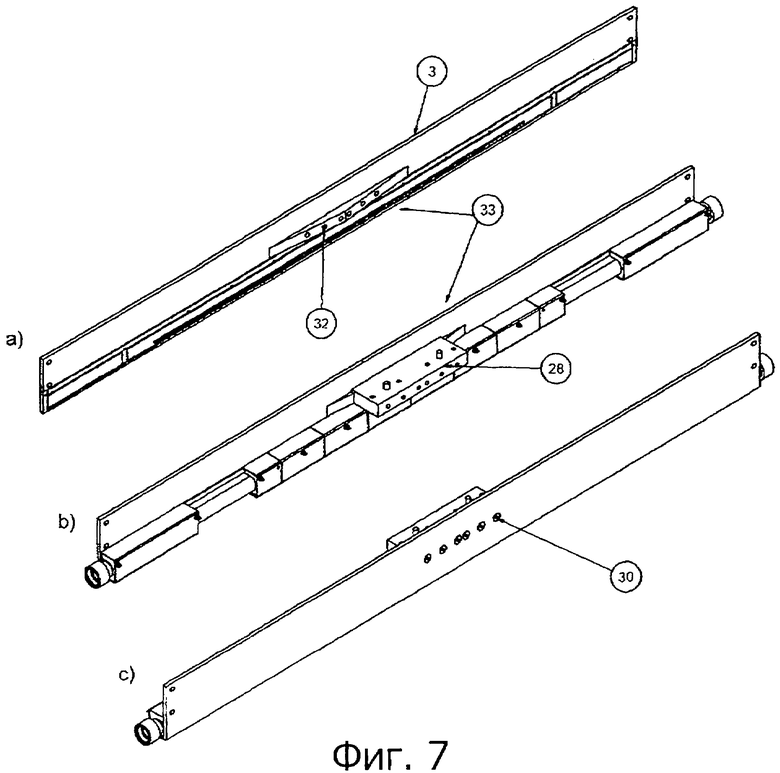
фиг.7а), b), c) - различные перспективные виды длинной боковой стенки с усиливающей конструкцией по изобретению;
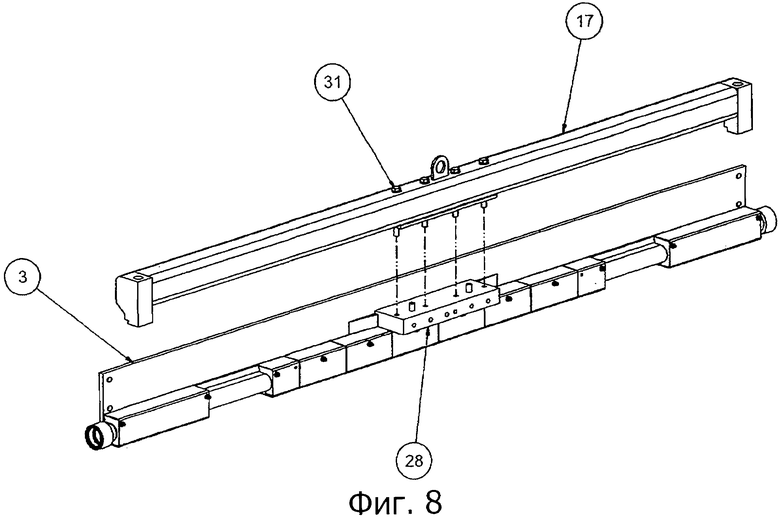
фиг.8 - то же, что и на фиг.7, но включая сюда регулирующую штангу по изобретению.
Осуществление изобретения
Перед разработкой настоящего изобретения было условлено, что в отношении конструкции и эксплуатационных параметров оборудования для литья листовых слитков должны быть установлены определенные минимальные требования:
- новое техническое решение не будет увеличивать опасность воспламенения или ухудшать положение с ООС и ТБ в литейном цехе,
- максимальное отклонение размеров литого слитка должно быть в пределах ±2 мм на 150 мм литья,
- скорость литья может изменяться при условии поддержания отклонения размеров в вышеуказанных пределах,
- изменение размера слитка не должно требовать выполнения дополнительных работ по сравнению с изменением размера в случае применения обычного оборудования, использующего различные формы с различными размерами,
- форма должна иметь непрерывное струйное водяное охлаждение с расходом воды до 4 м3/ч/м (рекомендуемое начальное количество воды),
- невозможность утечки воды в полость формы.
Критерии проектирования и вышеуказанные требования направлены авторами изобретения на решение в отношении технологии изготовления формы для производства листового слитка, которое сочетает как изгиб, так и регулировки размеров одной и той же формы. Принцип формы с изгибом был предложен для удовлетворения требования к геометрии, в то время как принцип регулируемой формы был выбран для уменьшения расходов на литье изделий каждого размера.
Наиболее общие размеры листового слитка для прокатки основаны на стандартной толщине 600 мм с изменением ширины в диапазоне 1550-1850 мм с шагом 50 мм. Также могут быть предусмотрены и другие размеры, например 1950-2200 мм с шагом 50 мм.
На фиг.1 и 2 представлено, как указано выше, оборудование 1 для полунепрерывного литья прямым охлаждением листового слитка или слябов различных размеров, в частности для прокатки, требующей больших слитков с прямоугольным сечением вышеуказанного типа. Оборудование, показанное на фиг.1 и 2, содержит две формы 7, расположенные параллельно в раме 2 формы, при этом каждая форма 7 включает в себя пару противостоящих боковых стенок 3 и пару противостоящих торцевых стенок 4. Стенки образуют полость 5 формы с направленной вверх впускной открытой частью для подачи металла и обращенной вниз выпускной частью, которая снабжена блоком 6, соединенным с подвижной опорой (не показана фигурах), который перед каждым циклом литья закрывает обращенное вниз отверстие. Оборудование дополнительно включает в себя средство для охлаждения металла, содержащее средство подачи воды и водяные сопла, расположенные в нижней части стенок 3, 4 по периметру формы 3 (дополнительно не показано).
Уникальные и изобретательские характеристики настоящего изобретения являются сочетанием средств регулирования одной или нескольких коротких торцевых стенок рамы формы со средствами для обеспечения изгиба длинных боковых стенок, обращенных к полости формы, с целью литья листовых слитков различных размеров.
На фиг.3 показан горизонтальный вид (вид сверху), и на фиг.4 показана часть (обозначенная буквой «А» на фиг.3) оборудования, показанная на фиг.1 и 2, с механизмом регулирования торцевых стенок с целью регулирования размера полости 5 и тем самым размера литого слитка (механизм для обеспечения изгиба на этой фигуре не показан). Каждая из длинных боковых стенок 3 крепится у каждого конца к раме 2 с возможностью разъема с помощью кронштейнов 9, в то время как короткие торцевые стенки 4 устанавливаются на подвижной штанге 10, соединенной у каждого конца с держателем 11, который может перемещаться по направляющей 12 на раме 2. Штанга 10 с короткими торцевым стенками 4 может регулироваться (перемещаться в направлении x, как показано на фигуре) с помощью редуктора 29, имеющего приводные средства 14, 15 с червяком (дополнительно не показан), и электродвигателей 13, установленных с каждой стороны формы. Электродвигатели 13 предпочтительно могут управляться с помощью компьютера, и короткие торцевые стенки 4 могут регулироваться согласно заданной размерной схеме (например) с шагом 50 мм, как указано выше, или свободно устанавливаться по требуемому размеру. После регулирования по требуемому размеру короткие торцевые стенки удерживаются в положении между длинными боковыми стенками 3 с помощью крепежной конструкции 16, предусмотренной на подвижной штанге 10. Крепежная конструкция 16 может быть механическим устройством или устройством поршень/цилиндр, предпочтительно устройством 16 с пневматическим цилиндром, как показано на фиг.4, прижимающимся снаружи с заданным усилием к длинным боковым стенкам 3 в направлении Fy, как показано на фигуре.
На фиг.5 показан горизонтальный вид оборудования из фиг.1 и 2, включая сюда механизм (средство) для изгибания форм; для лучшего понимания не показан механизм (средство) регулирования размера формы литейного оборудования, как показано на фиг.3. На фиг.6 в более крупном масштабе показан перспективный вид части оборудования, обозначенной буквой В на фиг.5.
Все длинные боковые стенки 3 каждой формы 7 у своих соответствующих концов, как указано выше, прикреплены к раме 2 с помощью кронштейнов 9, а в средней части прикреплены к регулирующим штангам 17, расположенным параллельно указанным боковым стенкам 3. Длинные боковые стенки 3 прикреплены к штангам с помощью регулируемой усиливающей конструкции 33 (дополнительные пояснения приведены ниже). Регулирующие штанги 17 имеют длину, превышающую длину длинных боковых стенок 3, и каждая из них у своих соответствующих концов соединена с тянущими/толкающими штангами 18, 19 через соединители в виде фрикционных захватывающих устройств 20 или нечто подобного (дополнительно не показано). Тянущие/толкающие штанги расположены параллельно коротким торцевым стенкам и адаптированы для осевого перемещения с держателями 21 со скользящими опорами (не показано) с помощью приводного механизма 22. Приводной механизм включает в себя два рычага, при этом один рычаг 23 установлен с возможностью поворачивания с левой стороны рамы 2 (как показано на фигуре), и другой рычаг 24 установлен с возможностью поворачивания с правой стороны рамы; рычаги связаны друг с другом через соединительное плечо 25 и исполнительный механизм, такой как устройство 26 цилиндр/поршень, соединенное с рычагом 24 для поворачивания рычага 24, а также с рычагом 23 через соединительное плечо 25.
Рычаг 24 напрямую соединен с исполнительным механизмом 26 через звено, и изгиб длинных боковых стенок 3 формы обеспечивается за счет перемещения регулирующих штанг 17 наружу от центра или внутрь к центру формы 7 с помощью исполнительного механизма посредством осевого перемещения тянущих/толкающих штанг 18, 19, 25 с помощью рычагов 23, 24 соответственно. Изгиб средней части длинных боковых стенок 3 регулируется во внутреннем или наружном направлении для адаптации к изготавливаемому листовому слитку. Передаточное отношение приводного механизма и изгиба боковых стенок определяется длиной плеч рычагов 23, 24.
Как указано выше, исполнительный механизм 26 может иметь форму гидравлического устройства поршень/цилиндр с внутренним датчиком поршня, при этом поршень может управляться с помощью ПК (программируемого контроллера) через сервоклапан (или пропорциональный клапан) на основе заданной характеристики изгиба в зависимости от размера отливаемого листового слитка, состава сплава и скорости литья.
Усиливающая конструкция 33 совместно с изгибом длинных боковых стенок 3 является важной отличительной характеристикой изобретения и обеспечивает регулирование жесткости средней части длинных боковых стенок относительно размера отливаемого слитка. Таким образом, если размер слитка увеличивается, жесткость средней части длинной стенки также должна быть увеличена по сравнению с большей частью стенки. Жесткость рассчитывается на основе соответствующего алгоритма, который здесь не объясняется. Усиливающая конструкция 33, по существу, подробно показана на фиг.7 и 8. На фиг.7а) показана изогнутая длинная боковая стенка 3 со встроенной усиливающей частью 32. Усиливающая часть 32 вытягивается по длине средней части длинной боковой стенки 3 на наружной стороне стенки (относительно полости формы) и имеет приподнятую форму от ее концов к середине (треугольная форма). Как показано на фиг.7b), усиливающая промежуточная пластина 28 предназначена для крепления к усиливающей части 32 и соединена с длинной боковой стенкой и усиливающей частью 32, как показано далее на фиг.7с) и на фиг.8, с помощью проходящих насквозь болтов 30. На фиг.8 в дополнение к длинной боковой стенке 3 и усиливающей конструкции 33 показана регулирующая штанга 17 (описанная выше), которая, в свою очередь, соединена с усиливающей пластиной 28 с помощью соединительных болтов 31. Жесткость средней части длинных боковых стенок может увеличиваться или уменьшаться с помощью болтов 31. Если используются два средних болта, жесткость уменьшается. С другой стороны, если с каждой стороны используются наружные болты, жесткость увеличивается на большей длине средней части длинных сторон 3.
Изобретение относится к металлургии и может быть использовано для полунепрерывного литья с прямым охлаждением листового слитка или слябов различных размеров, в частности для прокатки. Оборудование содержит раму формы (2) с парой противостоящих длинных боковых стенок (3) и парой противостоящих коротких торцевых стенок (4). Стенки формы образуют направленную вверх впускную открытую часть для подачи металла и обращенную вниз выпускную часть, которая снабжена блоком (5) на подвижной опоре, закрывающим отверстие перед каждым литьем. По меньшей мере, одна торцевая стенка может перемещаться для обеспечения литья слитков различных размеров. Оборудование содержит средство для изменения размеров формы и средство для изгибания длинных боковых стенок (3) формы. Обеспечивается регулирование изгибаемой средней части длинных боковых стенок (3) внутрь или наружу в зависимости от требуемого размера листового слитка, требуемой скорости литья и/или состава сплава. 7 з.п. ф-лы, 8 ил.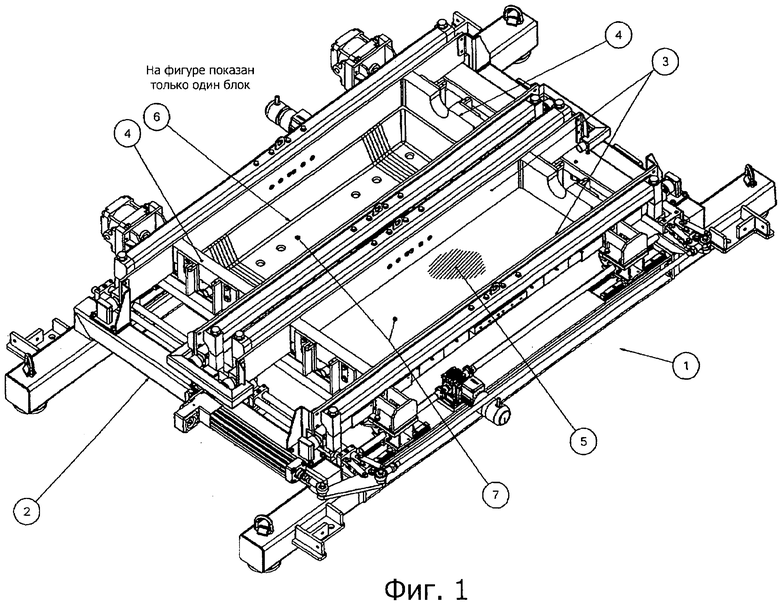
1. Оборудование для полунепрерывного литья с прямым охлаждением листового слитка или слябов различных размеров, в частности, для прокатки, содержащее раму формы (2) с парой противостоящих длинных боковых стенок (3) и парой противостоящих коротких торцевых стенок (4), образующих направленную вверх впускную открытую часть для подачи металла и обращенную вниз выпускную часть, которая снабжена блоком (6) на подвижной опоре, закрывающим перед каждым литьем отверстие, средство для изменения размеров формы, при этом, по меньшей мере, одна торцевая стенка выполнена с возможностью перемещения для обеспечения литья листовых слитков или слябов различных размеров, средство косвенного и прямого охлаждения металла во время литья, отличающееся тем, что помимо средств для изменения размеров формы оборудование содержит средство для изгибания длинных боковых стенок (3) формы, тем самым обеспечивая регулирование изгибаемой средней части вышеуказанных длинных боковых стенок (3) внутрь или наружу для адаптации к требуемому размеру листового слитка или сляба, требуемой скорости литья и/или составу сплава листового слитка или сляба.
2. Оборудование по п.1, отличающееся тем, что все короткие торцевые стенки (4) выполнены с возможностью перемещения между длинными боковыми стенками (3) по штанге (10).
3. Оборудование по п.1 или 2, отличающееся тем, что каждая штанга (10) выполнена с возможностью перемещения на раме (2) по направляющей (12) с помощью приводной конструкции (13, 16).
4. Оборудование по п.3, отличающееся тем, что короткие торцевые стенки (4) для каждого размера формы во время литья удерживаются в положении между длинными боковыми стенками (3) с помощью крепежного средства (16).
5. Оборудование по п.4, отличающееся тем, что крепежное средство (16) выполнено в виде поршня-цилиндра, предпочтительно пневматического устройства, прижимающегося к длинным боковым стенкам (3) снаружи и в направлении концов коротких торцевых стенок (4).
6. Оборудование по п.5, отличающееся тем, что крепежное средство (16) предусмотрено на штанге (10) и перемещается с этой штангой.
7. Оборудование по п.3, отличающееся тем, что оно снабжено усиливающей конструкцией (33), предусмотренной совместно с изгибающимися длинными боковыми стенками (3), для обеспечения регулирования жесткости средней части длинных боковых стенок относительно размера отливаемого слитка.
8. Оборудование по любому из пп.1, 2, 4-6, отличающееся тем, что оно снабжено усиливающей конструкцией (33), предусмотренной совместно с изгибающимися длинными боковыми стенками (3), для обеспечения регулирования жесткости средней части длинных боковых стенок относительно размера отливаемого слитка.
| US 4030536 А, 21.07.1977 | |||
| US 5931216 A, 03.08.1999 | |||
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| US 6857464 А, 22.02.2005. | |||

