Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к проволокам с флюсовым сердечником для использования при сварке стали с пределом прочности при растяжении на уровне 490-570 МПа, и более конкретно, к проволоке с флюсовым сердечником для дуговой сварки в защитном газе, которую используют для приваривания начального слоя на корпусе конструкции, такой как трубопровод, который подвергается воздействию окружающей среды, содержащей большое количество сероводорода (кислой среды).
Уровень техники
[0002] Проволоки с флюсовым сердечником для использования в начальных слоях сварного шва трубопроводов обычно требовались такими, чтобы металл сварного шва в состоянии «после сварки» (AW) имел так называемые AW-характеристики: превосходную технологичность участка сварки и дополнительно превосходные механические свойства (предел прочности при растяжении и величину поглощенной энергии при низкой температуре).
Патентный Документ 1 предлагает проволоку с флюсовым сердечником для дуговой сварки в защитном газе с превосходной технологичностью участка сварки, которая может создавать хорошие корневые валики со сквозным проплавлением при cварке начального слоя трубопровода. Состав проволоки характеризуется степенью заполнения флюсом 8-20% по массе в наружной оболочке из стали, изготовленной с С: 0,08% или менее по массе, причем флюс содержит: щелочной металл: 0,1-5% по массе, при соотношении (Na/K): 1-50%, С: 0,3-2,5% по массе, металлический порошок: 80% или более по массе, и шлакообразователь.
[0003] Патентный Документ 2 предлагает проволоку с флюсовым сердечником для дуговой сварки в защитной газовой Ar-CO2-смеси с превосходными AW-характеристиками. Структура проволоки отличается тем, что включает в себя флюс, заполняющий стальную наружную оболочку, причем флюс содержит 97% или более по массе металлического порошка, металлический порошок содержит 4,0-15,5% по массе железного порошка, относительно общей массы проволоки, причем железный порошок содержит 0,25% или менее по массе кислорода, кроме того, компоненты проволоки в структуре проволоки содержат, в процентах по массе относительно общей массы проволоки: С: 0,03-0,12%, Si: 0,5-1,2%, Mn: 1,5-3,5%, S: 0,005-0,05%, и один, или два или более компонентов из оксида щелочного металла, фторида щелочного металла, и оксида металла, в общем: 0,35% или менее, с остатком Fe и неизбежными примесями.
[Уровень техники]
[Патентные документы]
[0004]
Патентный Документ 1: JP 63-183795 А.
Патентный Документ 2: JP 5207994 В1.
Сущность изобретения
Проблемы, разрешаемые изобретением
[0005] Однако представленная в Патентном Документе 1 проволока выполнена так, что имеет состав флюса для технических условий проведения сварки с проплавлением. В результате этого упомянутая в Патентном Документе 1 проволока создает такую проблему, что обеспечение технологичности участка сварки с проплавлением достигалось бы в ущерб AW-характеристикам, и используемая температура проволоки составляет около -30°С и выше, что не может быть применено в технических условиях, требующих сдвига в сторону еще более низкой температуры. Проволока согласно Патентному Документу 1 имеет еще одну проблему ухудшения механических свойств (предела прочности при растяжении и величины поглощенной энергии при низкой температуре) металла сварного шва после отжига для снятия напряжений (SR), то есть ухудшения так называемых SR-характеристик.
[0006] Раскрытая в Патентном Документе 2 проволока гарантирует AW-характеристики металла сварного шва в состоянии «после сварки» благодаря разработке состава флюса, но имеет проблему ухудшения технологичности участка сварки (формы корневого валика со сквозным проплавлением) и SR-характеристик при сварке начального слоя трубопровода.
[0007] Проволоки, упомянутые в Патентных Документах 1 и 2, связаны с такими проблемами, что во время сварки начального слоя для трубопровода в качестве защитного газа используется только газовая смесь из Ar-СО2, поэтому не может быть применен защитный газ из 100%-ного СО2-газа.
[0008] Настоящее изобретение было выполнено с учетом вышеуказанных проблем, и цель настоящего изобретения состоит в обеспечении проволоки с флюсовым сердечником, имеющей превосходные технологичность участка сварки, AW-характеристики и SR-характеристики, для которой в качестве защитного газа может быть использован как 100%-ный СО2-газ, так и газовая смесь из Ar-СО2, для сварки начального слоя для корпуса конструкции, в частности трубопровода. Следует отметить, что в настоящем изобретении, как было упомянуто выше, термин «AW-характеристики», как используемый здесь, означает механические свойства (предел прочности при растяжении и величину поглощенной энергии при низкой температуре) металла сварного шва в состоянии «после сварки», тогда как термин «SR-характеристики», как используемый здесь, означает механические свойства (предел прочности при растяжении и величину поглощенной энергии при низкой температуре) металла сварного шва после отжига для снятия напряжений (SR).
Средства решения проблем
[0009] Проволока с флюсовым сердечником согласно настоящему изобретению отличается тем, что заполнена флюсом в стальной наружной оболочке, причем проволока с флюсовым сердечником включает в себя, относительно общей массы проволоки: Mn: 1,5-3,1% по массе; Ni: 0,2% или более по массе, и менее 1,00% по массе; по меньшей мере, один компонент из Si, Si-сплава и оксида Si: 0,3-1,0% по массе в расчете на Si; Ti: 0,05-0,29% по массе; С: 0,06-0,30% по массе; по меньшей мере, один компонент из В, В-сплава и оксида В: 0,0030-0,0090% по массе, в расчете на В; и Fe: 91-97% по массе.
[0010] В проволоке с флюсовым сердечником согласно настоящему изобретению, содержание Si, когда Si используют в качестве источника Si, предпочтительно находится в диапазоне 0,3-0,9% по массе, относительно общей массы проволоки. В проволоке с флюсовым сердечником согласно настоящему изобретению, содержание оксида Si, когда оксид Si используют в качестве источника Si, предпочтительно находится в диапазоне 0,11-0,40% по массе, относительно общей массы проволоки.
[0011] В проволоке с флюсовым сердечником согласно настоящему изобретению содержание С предпочтительно находится в диапазоне 0,10-0,30% по массе. В проволоке с флюсовым сердечником согласно настоящему изобретению содержание С предпочтительно составляет более чем 0,12% по массе и 0,30% или менее по массе.
[0012] При такой конфигурации проволока с флюсовым сердечником содержит Mn, Ni, (по меньшей мере один компонент из Si, Si-сплава и оксида Si), Ti, С, (по меньшей мере один компонент из В, В-сплава и оксида В), и Fe в соответствующих предварительно заданных количествах. Таким образом, при сварке начального слоя корпуса конструкции, в частности трубопровода, в качестве защитного газа могут быть использованы как 100%-ный СО2-газ, так и газовая смесь из Ar-СО2, с созданием тем самым хороших корневых валиков со сквозным проплавлением (подварочных швов) для улучшения технологичности участка сварки, а также AW- и SR-характеристик.
[0013] Проволока с флюсовым сердечником согласно настоящему изобретению дополнительно включает в себя, относительно общей массы проволоки: S: 0,005-0,040% по массе, причем проволока с флюсовым сердечником имеет ограниченное содержание: Al: 0,10% или менее по массе, соединение Na и соединение К в общем: 0,20% или менее по массе в общем в расчете на Na и в расчете на К, и соединение F: 0,20% или менее по массе в расчете на F.
[0014] При такой конфигурации проволока с флюсовым сердечником дополнительно содержит S, Al, соединение Na и соединение К в общем, и соединение F в соответствующих предварительно заданных количествах, тем самым дополнительно улучшая технологичность участка сварки, AW-характеристики и SR-характеристики.
[0015] Дополнительно в проволоке с флюсовым сердечником согласно настоящему изобретению соотношение ([С]+[Si])/([Ti]+[Ni]) предпочтительно находится в диапазоне 0,30-1,2, причем [С] представляет содержание С, [Si] представляет содержание в расчете на Si, [Ti] представляет содержание Ti, и [Ni] представляет содержание Ni.
[0016] При такой конфигурации проволока с флюсовым сердечником имеет предварительно заданное значение соотношения ([С]+[Si])/([Ti]+[Ni]). Таким образом, температура хрупкого разрушения может быть сдвинута в сторону более низкой температуры, в то время как получаются хорошие корневые валики со сквозным проплавлением (подварочные швы), тем самым дополнительно улучшая технологичность участка сварки, AW-характеристики и SR-характеристики проволоки.
Эффекты изобретения
[0017] В проволоке с флюсовым сердечником согласно настоящему изобретению в качестве защитного газа могут быть использованы как 100%-ный СО2-газ, так и газовая смесь из Ar-СО2, для сварки начального слоя для корпуса конструкции, в частности трубопровода, так что проволока с флюсовым сердечником имеет превосходные технологичность участка сварки, AW-характеристики и SR-характеристики. В результате этого может быть дополнительно повышена надежность и эффективность сварки корпуса конструкции, такой как трубопровод, подверженной воздействию низкотемпературной окружающей среды, в частности, кислой среды.
Краткое описание чертежей
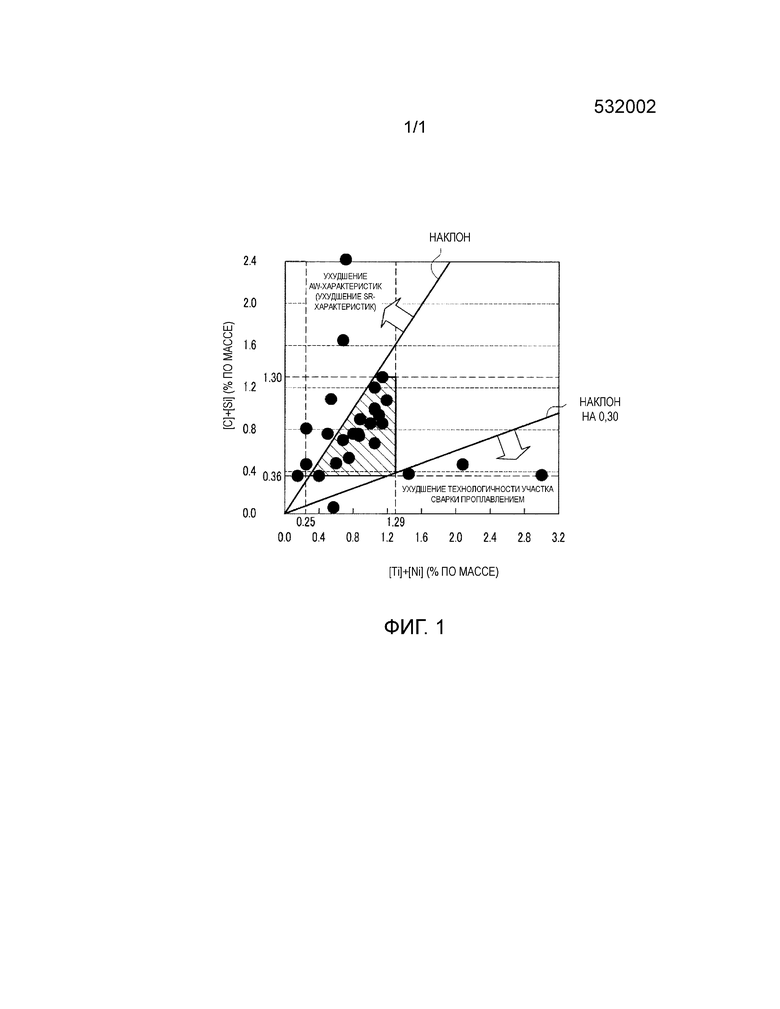
[0018] Фиг. 1 показывает диаграмму соотношения между ([С]+[Si])/([Ti]+[Ni]) и технологичностью участка сварки с проплавлением и AW-характеристиками в проволоке с флюсовым сердечником.
Наилучший вариант осуществления изобретения
[0019] Ниже будут подробно описаны варианты осуществления настоящего изобретения.
<<Проволока с флюсовым сердечником>>
Проволоку с флюсовым сердечником согласно настоящему изобретению образуют заполнением флюсом стальной наружной оболочки. Проволока с флюсовым сердечником содержит Mn, Ni, (по меньшей мере один компонент из Si, Si-сплава и оксида Si), Ti, С, (по меньшей мере один компонент из В, В-сплава и оксида В), и Fe в соответствующих предварительно заданных количествах относительно общей массы проволоки. Следует отметить, что остаток, за исключением вышеупомянутых компонентов, включает в себя неизбежные примеси.
[0020] Термин «оксид», как используемый здесь, означает «простой оксид» и «сложный оксид» одного или более видов. «Простой оксид» обозначает, например, в отношении Si, оксид одного элемента Si (SiО2). «Сложный оксид» обозначает как совокупность множества видов простых оксидов Si и иного элемента, чем Si; так и оксид, содержащий Si и множество металлических компонентов, иных, чем Si.
[0021] Ниже будут описаны обоснования ограничения содержания компонентов проволоки. Следует отметить, что каждый из компонентов проволоки добавлен к одному или двум компонентам, включающим стальную наружную оболочку и флюс.
[0022]
<Mn: 1,5-3,1% по массе>
Содержание марганца (Mn) в проволоке с флюсовым сердечником устанавливают на 1,5-3,1% по массе относительно общей массы проволоки. Когда содержание Mn составляет менее чем 1,5% по массе, ухудшаются AW-характеристики и SR-характеристики проволоки вследствие недостаточной прочности проволоки. Когда содержание Mn превышает 3,1% по массе, ухудшаются AW-характеристики проволоки вследствие чрезмерной прочности и прокаливаемости проволоки. Следует отметить, что когда содержание Mn является высоким, в некоторых случаях снижаются SR-характеристики. Верхний предел содержания Mn предпочтительно составляет 2,5% или менее по массе, из соображений улучшения AW-характеристик и SR-характеристик.
Следует отметить, что источники Mn могут включать в себя добавление металлического Mn, Fe-Mn-сплава или Si-Mn-сплава во флюс, добавление металлического Mn в стальную наружную оболочку, и тому подобные.
[0023]
<Ni: 0,2% или более по массе, и менее 1,00% по массе>
Содержание никеля (Ni) в проволоке с флюсовым сердечником устанавливают на 0,2% или более по массе, и менее чем 1,00% по массе, относительно общей массы проволоки. Обычно, чтобы вполне гарантировать AW-характеристики металла сварного шва, Ni добавляют в проволоку до содержания 1,00% или более по массе. Однако в проволоке, содержащей большое количество Ni, генерируются специфические сульфиды в кислой среде, и тем самым ухудшается устойчивость к сульфидному коррозионному растрескиванию под напряжением. Чтобы удовлетворять стандартам Национальной ассоциации инженеров-коррозионистов (NACE), содержание Ni в настоящем изобретении устанавливают на 0,2% или более по массе, и менее чем 1,00% по массе, которое является более низким, чем обычный диапазон. Когда содержание Ni составляет менее чем 0,2% по массе, становится малым эффект улучшения проявляемых проволокой AW-характеристик. Когда содержание Ni составляет 1,00% или более по массе, стандарты NACE не могут быть удовлетворены, происходит образование горячих трещин, и ухудшаются SR-характеристики и технологичность участка сварки. Нижний предел содержания Ni предпочтительно составляет 0,20% или более по массе, и предпочтительно 0,40% или более по массе, по соображениям улучшения AW-характеристик.
Следует отметить, что источники Ni могут включать в себя добавление металлического Ni или Ni-Mg-сплава во флюс, добавление Ni в стальную наружную оболочку, и тому подобное.
[0024]
<По меньшей мере, один компонент из Si, Si-сплава и оксида Si: 0,3-1,0% по массе, в расчете на Si>
Содержание, по меньшей мере, одного компонента из кремния (Si) (металлического Si), Si-сплава и оксида Si в проволоке с флюсовым сердечником устанавливают на 0,3-1,0% по массе, в расчете на Si, относительно общей массы проволоки. Выражение «содержание в расчете на Si», как используемое здесь, означает значение, полученное представлением содержания, по меньшей мере, одного компонента из «металлического Si», «Si-сплава» и «оксида Si» в расчете на содержание «металлического Si». Когда содержание в расчете на Si составляет менее чем 0,3% по массе, с большей вероятностью возникают газовые пузыри вследствие недостаточного раскисления, приводя к ухудшению AW-характеристик и SR-характеристик. Кроме того, ухудшается технологичность участка сварки с проплавлением (более конкретно, форма подварочного шва). Когда содержание в расчете на Si превышает 1,0% по массе, происходит охрупчивание матричного феррита, обусловливая ухудшение AW-характеристик и SR-характеристик.
Нижний предел содержания в расчете на Si предпочтительно составляет 0,5% или более по массе, из соображений улучшения AW-характеристик, SR-характеристик и технологичности участка сварки. Верхний предел содержания в расчете на Si предпочтительно составляет 0,8% или менее по массе, с позиции улучшения AW-характеристик и SR-характеристик.
Следует отметить, что источники Si могут включать в себя добавление Fe-Si-сплава, Si-Mn-сплава или SiО2 во флюс, добавление металлического Si в стальную наружную оболочку и тому подобное.
[0025] В проволоке с флюсовым сердечником, когда в качестве источника Si используют металлический Si, содержание Si предпочтительно составляет величину в диапазоне 0,3-0,9% по массе относительно общей массы проволоки. Когда используют оксид Si (например, SiО2) в качестве источника Si в проволоке с флюсовым сердечником, содержание оксида Si (например, SiО2) предпочтительно находится в диапазоне 0,11-0,40% по массе, и более предпочтительно в диапазоне 0,15-0,40% по массе. Следует отметить, что источники оксида Si (например, источник SiО2) могут включать в себя кремнезем, калиевое стекло, натриевое стекло и тому подобное.
[0026]
<Ti: 0,05-0,29% по массе>
Содержание титана (Ti) в проволоке с флюсовым сердечником устанавливают на 0,05-0,29% по массе относительно общей массы проволоки. Когда содержание Ti составляет менее чем 0,05% по массе, не может быть сгенерировано достаточное образование центров кристаллизации, и ухудшаются AW-характеристики и SR-характеристики вследствие укрупнения феррита. Когда содержание Ti превышает 0,29% по массе, могло бы становиться чрезмерным количество Ti в твердом растворе, приводя к ухудшению AW-характеристик ввиду чрезмерной прочности.
Нижний предел содержания Ti предпочтительно составляет 0,10% или более по массе, из соображений улучшения AW-характеристик и SR-характеристик. Верхний предел содержания Ti предпочтительно составляет 0,25% или менее по массе с позиции улучшения AW-характеристик.
Следует отметить, что источники Ti могут включать в себя добавление Fe-Ti-сплава во флюс, добавление металлического Ti в стальную наружную оболочку и тому подобное.
[0027]
<С: 0,06-0,30% по массе>
Содержание углерода (С) в проволоке с флюсовым сердечником устанавливают на 0,06-0,30% по массе относительно общей массы проволоки. Когда содержание С составляет менее чем 0,06% по массе, эффект стабилизации AW-характеристик и SR-характеристик является слабым вследствие недостаточной прочности. Кроме того, ухудшается технологичность участка сварки с проплавлением основного металла (более конкретно, форма подварочного шва). Когда содержание С превышает 0,30% по массе, может происходить образование горячих трещин, ухудшая технологичность участка сварки, и вследствие чрезмерной прочности могут снижаться AW-характеристики и SR-характеристики.
Нижний предел содержания С предпочтительно составляет 0,10% или более по массе, из соображений улучшения AW-характеристик, SR-характеристик и технологичности участка сварки. Содержание С предпочтительно превышает 0,12% по массе и составляет 0,30% или менее по массе.
Следует отметить, что источники С могут включать в себя добавление графита во флюс, добавление С из Fe-Mn-сплава, Fe-Si-сплава и тому подобных во флюс, добавление С в стальную наружную оболочку и тому подобное.
[0028]
<По меньшей мере один компонент из В, В-сплава и оксида В: 0,0030 -0,0090% по массе, в расчете на В>
Содержание по меньшей мере одного компонента из бора (В) (металлического бора), В-сплава и оксида В в проволоке с флюсовым сердечником устанавливают на 0,0030-0,0090% по массе, в расчете на В, относительно общей массы проволоки. Выражение «содержание в расчете на В», как используемое здесь, означает величину, полученную представлением содержания, по меньшей мере, одного компонента из «металлического В», «В-сплава» и «оксида В» в расчете на содержание «металлического В». Когда содержание в расчете на В составляет менее чем 0,0030% по массе, эффект улучшения AW-характеристик становится малым. Когда содержание в расчете на В превышает 0,0090% по массе, может происходить образование горячих трещин, ухудшая технологичность участка сварки.
Нижний предел содержания в расчете на В предпочтительно составляет 0,0040% или более по массе, с позиции улучшения AW-характеристик. Верхний предел содержания в расчете на В предпочтительно составляет 0,0080% или менее по массе, из соображений улучшения технологичности участка сварки.
Источники бора (В) могут включать в себя добавление В2О3 или Fe-Si-В-сплава в стальную наружную оболочку или во флюс.
[0029]
<Fe: 91- 97% по массе>
Содержание железа (Fe) в проволоке с флюсовым сердечником устанавливают на 91-97% по массе, относительно общей массы проволоки. В проволоке с флюсовым сердечником (проволоке с флюсовым сердечником на металлической основе) согласно настоящему изобретению, когда содержание Fe составляет менее чем 91% по массе, могло бы становиться большим количество образуемых шлаков, легко вызывая дефекты сварки, в том числе шлаковые включения, которые приводят к ухудшению технологичности участка сварки. Когда содержание Fe превышает 97% по массе, не могут быть добавлены существенные количества иных компонентов, чем Fe (Mn, Ni, Si, Ti, С, В). Следует отметить, что источники Fe могут включать в себя добавление железного порошка и Fe-сплава во флюс, в дополнение к стальной наружной оболочке.
[0030]
<Неизбежные примеси>
Ниобий (Nb), ванадий (V), молибден (Mo), хром (Cr) и тому подобные могут содержаться как неизбежные примеси в соответственных предварительно определенных количествах в той мере, пока они не оказывают вредного влияния на цели настоящего изобретения. Содержания этих неизбежных примесей являются следующими:
Nb: 0,040% или менее по массе;
V: 0,040% или менее по массе;
Mo: 0,02% или менее по массе; и
Cr: менее чем 0,30% по массе.
Следует отметить, что Nb, V, Mo, Cr и тому подобные могут содержаться в форме сплава.
[0031] Проволока с флюсовым сердечником согласно настоящему изобретению предпочтительно включает в себя, в дополнение к вышеупомянутым компонентам, S в предварительно заданном количестве, и имеет количества Al (соединения Na и соединения К) и соединения F, ограниченные до соответственных предварительно определенных значений относительно общей массы проволоки. Следует отметить, что каждый компонент из S, Al, соединения Na, соединения К и соединения F добавляют к одному или двум компонентам, включающим стальную наружную оболочку и флюс.
[0032]
<S: 0,005 до 0,040% по массе>
Содержание серы (S) в проволоке с флюсовым сердечником устанавливают на 0,005-0,040% по массе относительно общей массы проволоки. Когда содержание S составляет менее чем 0,005% по массе, легко ухудшается технологичность участка сварки (в частности, форма подварочного шва). Когда содержание S превышает 0,040% по массе, снижается устойчивость металла сварного шва к образованию горячих трещин. Следует отметить, что источники S могут включать в себя добавление сульфида железа или тому подобного к одному или двум компонентам, включающим стальную наружную оболочку и флюс.
[0033]
<Al: 0,10% или менее по массе>
Содержание алюминия (Al) в проволоке с флюсовым сердечником предпочтительно ограничивают до 0,10% или менее по массе относительно общей массы проволоки. Когда содержание Al превышает 0,10% по массе, будет генерироваться сильное разбрызгивание, легко ухудшая технологичность участка сварки с проплавлением. Содержание Al может составлять 0% по массе. Следует отметить, что источники Al могут включать в себя добавление металлического Al, Fe-Al-сплава или Al-Mg-сплава в стальную наружную оболочку или во флюс.
[0034]
<В общем соединения Na и соединения К: 0,20% или менее по массе в общем в расчете на Na и в расчете на К>
Общее содержание соединений натрия (Na) и соединений калия (К) в проволоке с флюсовым сердечником предпочтительно ограничивают до 0,20% или менее по массе в общем, в расчете на Na и в расчете на К, соответственно, относительно общей массы проволоки. Здесь выражение «содержание в расчете на Na», как используемое здесь, означает значение, полученное представлением содержания «соединения Na» в расчете на содержание «металлического Na». Кроме того, термин «содержание в расчете на К», как используемый здесь, означает значение, полученное представлением содержания «соединения К» в расчете на содержание «металлического К».
[0035] Соединение Na и соединение К представляют собой компоненты, добавляемые к проволоке в качестве стабилизаторов дуги. Однако, когда общее содержание в расчете на Na и в расчете на К превышает 0,20% по массе, проявляется тенденция к повышению количества разбрызгивания, что легко ухудшает технологичность участка сварки. Таким образом, общее содержание в расчете на Na и в расчете на К предпочтительно является равным или меньшим чем 0,20% по массе. Нижний предел общего содержания в расчете на Na и в расчете на К не является конкретно ограниченным и может составлять 0% по массе. Когда добавляют эти соединения, то для получения их эффектов общее содержание соединений Na и К в расчете на Na и в расчете на К предпочтительно является равным или бóльшим чем 0,01% по массе.
[0036] Источники соединений Na могут включать в себя добавление оксида Na, такого как натриевый полевой шпат, или фторида Na, такого как NaF, в стальную наружную оболочку или во флюс. Источники соединений К могут включать в себя добавление оксида К, такого как калиевый полевой шпат, или фторида К, такого как K2SiF6, в стальную наружную оболочку или во флюс. Следует отметить, что в качестве источников этих соединений могут быть использованы феррит Na, феррит К и тому подобные.
[0037]
<Соединение F: 0,20% или менее по массе в расчете на F>
Содержание соединения фтора (F) в проволоке с флюсовым сердечником предпочтительно ограничивают до 0,20% или менее по массе в расчете на F относительно общей массы проволоки. Здесь выражение «содержание в расчете на F», как используемое здесь, означает величину, полученную представлением содержания «соединения F» в расчете на содержание «F».
[0038] Соединение фтора (F) представляет собой компонент, добавляемый в качестве стабилизатора дуги. Однако, когда содержание в расчете на F превышает 0,20% по массе, проявляется тенденция к повышению количества разбрызгивания, что легко ухудшает технологичность участка сварки. Таким образом, содержание в расчете на F предпочтительно составляет 0,20% или менее по массе. Нижний предел содержания в расчете на F не является конкретно ограниченным и может составлять 0% по массе. Когда добавляют соединение фтора (F), то для достижения его действия содержание в расчете на F предпочтительно является равным или бóльшим чем 0,01% по массе. Следует отметить, что источники соединения F могут включать в себя добавление LiF, K2SiF6, NaF или тому подобных в стальную наружную оболочку или во флюс.
[0039] В проволоке с флюсовым сердечником согласно настоящему изобретению соотношение ([С]+[Si])/([Ti]+[Ni]) находится в предварительно заданном диапазоне, причем [С] представляет содержание С, [Si] представляет содержание Si, [Ti] представляет содержание Ti и [Ni] представляет содержание Ni.
[0040]
<([С]+[Si])/([Ti]+[Ni]): от 0,30 до 1,2>
В проволоке с флюсовым сердечником для гарантирования как AW-характеристик, так и технологичности участка сварки с проплавлением, как было упомянуто выше, компонентный состав проволоки является ограниченным так, чтобы проволока с флюсовым сердечником могла достигать этих обоих свойств до некоторой степени. Авторы настоящего изобретения нашли, что как AW-характеристики, так и технологичность участка сварки с проплавлением могут быть надежно гарантированы дополнительным заданием соотношения ([С]+[Si])/([Ti]+[Ni]) в пределах диапазона 0,30-1,2 в проволоке с флюсовым сердечником.
[0041] Как показано в Фиг. 1, когда соотношение ([С]+[Si])/([Ti]+[Ni]), обозначенное наклоном прямой линии, составляет менее чем 0,30, ухудшается форма подварочного шва вследствие чрезмерно малого добавления [С]+[Si], тем самым легко снижая технологичность участка сварки с проплавлением. Вследствие избыточного добавления [Ti]+[Ni] становится чрезмерной прокаливаемость, что легко ухудшает AW-характеристики. С другой стороны, когда соотношение ([С]+[Si])/([Ti]+[Ni]) превышает 1,2, избыточное добавление [С]+[Si] делает прокаливаемость чрезмерной, тем самым легко снижая AW-характеристики. Добавление слишком малого количества [Ti]+[Ni] легко приводит к ухудшению AW-характеристик. Когда соотношение ([С]+[Si])/([Ti]+[Ni]) превышает 1,2, SR-характеристики не всегда снижаются, но могли бы снижаться в некоторых случаях. Следует отметить, что верхний предел соотношения ([С]+[Si])/([Ti]+[Ni]) предпочтительно составляет 1,20 или менее, из соображений улучшения AW-характеристик и SR-характеристик.
[0042]
<Прочие пункты>
К проволоке с флюсовым сердечником согласно настоящему изобретению при необходимости могут быть добавлены иные легирующие элементы, чем упомянутые выше, в качестве стабилизатора дуги и тому подобного. Например, к флюсу может быть добавлено, в качестве компонентов проволоки, малое количество Са, Li, и т.п., в качестве агента тонкой регулировки раскисления или тому подобного, или малые количества Cu, Со и N в качестве агента дополнительного упрочнения для металла сварного шва. В незначительном количестве может содержаться соединение иного щелочного металла, чем Na и К. Эти элементы не влияют на цели настоящего изобретения.
[0043] Проволока с флюсовым сердечником может иметь любой размер, пока ее диаметр проволоки находится в диапазоне 1,0-2,0 мм. Диаметр проволоки более предпочтительно находится в диапазоне 1,2-1,6 мм, с учетом условий фактического использования. Степень заполнения флюсом (то есть, отношение массы флюса к общей массе проволоки) не является конкретно ограниченной, но предпочтительно находится в диапазоне 10-30% по массе, и более предпочтительно в диапазоне 13-20% по массе, по соображениям стабильности по время изготовления проволоки с флюсовым сердечником. Форма поперечного сечения проволоки с флюсовым сердечником не является конкретно ограниченной, и внутренняя форма проволоки может быть произвольной, независимо от швов.
[0044] Способы изготовления проволоки с флюсовым сердечником включают в себя: способ, который предусматривает распределение флюса в продольном направлении стальной ленты, формование стали и флюса до получения круглого поперечного сечения таким образом, чтобы удерживать флюс в стальной ленте, и вытяжку сформированных стали и флюса; и способ, который предусматривает заполнение флюсом внутренности стальной трубы с большим диаметром и вытяжку стальной трубы. Однако ни один из этих способов не влияет на настоящее изобретение, так что для изготовления проволоки может быть использован любой способ. Компоненты стальной наружной оболочки не являются конкретно ограниченными, но для этого, как правило, используют материалы из мягкой стали или низколегированной стали из соображений стоимости и свойств вытяжки проволоки. На поверхность проволоки в некоторых случаях может быть нанесено медное (Cu) плакирующее покрытие, но наличие или отсутствие плакирования не рассматривается в настоящем изобретении.
Примеры
[0045] Ниже будут описаны результаты настоящего изобретения в сопоставлении между Примерами, которые удовлетворяют требованиям настоящего изобретения, и Сравнительными Примерами, не удовлетворяющими его требованиям.
[0046] Заполнили флюсом стальную наружную оболочку, имеющую показанный в Таблице 1 состав. Этим путем изготовили проволоки с флюсовым сердечником (с диаметром проволоки 1,2 мм), имеющие компоненты проволоки, показанные в Таблицах 2 и 3. Следует отметить, что содержание каждого компонента в проволоке с флюсовым сердечником измеряли в соответствии с Японскими промышленными стандартами JISG1253 и JISZ2613. Компоненты проволоки, показанные в Таблицах 2 и 3, были представлены в единицах % по массе относительно общей массы проволоки, с остатком из неизбежных примесей.
[0047]
(Примечание) Остаток включает в себя Fe и неизбежные примеси.
[0048]
2,500,3
(Примечание) «0» означает, что обсуждаемый компонент не включен.
[0049]
([Ti]+[Ni])
(Примечание) «0» означает, что обсуждаемый компонент не включен.
([Ti]+[Ni])
[0050] С использованием каждой из этих проволок провели сварку стальной пластины, имеющей показанный в Таблице 4 состав, в условиях, показанных в Таблице 5, и затем оценили AW-характеристики, SR-характеристики, технологичность участка сварки и провели общую оценку следующим путем.
[0051]
[0052]
Толщина пластины 16 мм (Химические компоненты показаны в Таблице 4)
(Диаметр проволоки (диаметр) 1,2 мм)
Скорость=20-35 см/мин, погонная энергия сварки=1,0-2,5 кДж/мм
(2) SR (635°С×5 часов, L.M.P=18,9×103)
[0053]
<AW-характеристики>
Согласно методам испытаний, показанным в Таблице 6, изготовили испытательные образцы из металлов сварных швов в состоянии после сварки (AW). Затем на каждом испытательном образце выполняли испытание на растяжение и испытание на удар для измерения тем самым условного предела текучести с 0,2% пластической деформации, предела прочности при растяжении и величины поглощенной энергии (vE) при температуре -50°С испытательного образца.
Определение AW-характеристик проводили по пределу прочности при растяжении металла сварного шва в AW-состоянии и его величине поглощенной энергии при температуре -50°С. В отношении критериев оценки, испытательные образцы, имеющие предел прочности при растяжении 490 МПа или более, и величину поглощенной энергии при температуре -50°С 50 Дж или более, оценивали как «прошедшие испытание», тогда как остальные другие испытательные образцы оценивали как «непригодные». Результаты были показаны в Таблице 8.
[0054]
<SR-характеристики>
В методах испытаний, показанных в Таблице 6, из металлов сварных швов изготовили испытательные образцы после отжига для снятия напряжений (SR). Затем на каждом испытательном образце выполняли испытание на растяжение и испытание на удар для измерения тем самым условного предела текучести с 0,2% пластической деформации, предела прочности при растяжении и величины поглощенной энергии (vE) при температуре -50°С испытательного образца. Условия отжига были установлены на температуру 635°С в течение 5 часов, что соответствует L.M.P. (параметр Ларсона-Миллера)=18,9×103.
SR-характеристики определяли на основе предела прочности при растяжении металла сварного шва после SR и его величине поглощенной энергии при температуре -50°С. В отношении критериев оценки испытательные образцы, имеющие предел прочности при растяжении 490 МПа или более, и величину поглощенной энергии при температуре -50°С 50 Дж или более, оценивали как «прошедшие испытание», тогда как остальные другие испытательные образцы оценивали как «непригодные». Результаты были показаны в Таблице 8.
[0055]
[0056]
<Технологичность участка сварки (форма подварочного шва, количество разбрызгивания, и степень растрескивания)>
<Форма подварочного шва>
Внешний вид подварочного шва в каждом испытательном образце оценивали по восприятию оценщиков по время сварки. Испытательные образцы, не имеющие никаких провисаний подварочного шва и с хорошим соединением подварочного шва оценивали как «А (прошедшие испытание)»; испытательные образцы, имеющие легкое провисание подварочного шва после сварки, оценивали как «В (прошедшие испытание)»; и испытательные образцы, имеющие заметное провисание подварочного шва после сварки, оценивали как «С (непригодные)». Результаты были показаны в Таблице 8.
[0057]
(Количество разбрызгивания)
Количество разбрызгивания для каждого испытательного образца оценивали по восприятию оценщиков во время сварки. Испытательные образцы с плавным переносом капель и малым количеством образующихся брызг оценивали как «А (прошедшие испытание)»; испытательные образцы со немного нестабильной дугой и большим количеством образующихся брызг оценивали как «В (прошедшие испытание)»; и испытательные образцы с нестабильной дугой и большим количеством образующихся брызг оценивали как «С (непригодные)». Результаты были показаны в Таблице 8.
[0058]
(Степень растрескивания)
В отношении оценки степени растрескивания, использовали проволоки с флюсовым сердечником, имеющие показанные в Таблицах 2 и 3 составы, и стальные пластины, имеющие состав, показанный в Таблице 4. Металл сварного шва, сваренный в условиях сварки, показанных в Таблице 7, подвергали испытанию на растрескивание стыкового сварного шва с использованием гидравлического высокоскоростного зажима С-типа (соответственно стандарту JIS 3155) для оценки тем самым степени растрескивания металла сварного шва. Степень растрескивания определяли как отношение (%) длины трещины к длине наплавленного валика на разрушенном подварочном шве, как обозначено нижеследующей формулой (1). Испытательные образцы со степенью растрескивания 10% или менее оценивали как «прошедшие испытание»; и испытательные образцы со степенью растрескивания свыше 10% оценивали как «непригодные». Следует отметить, что трещины включают в себя трещины в кратере. Результаты были показаны в Таблице 8.
Степень растрескивания (%)=[Общая длина трещин/(длина подварочного шва-общая длина трещин)]×100. (1)
Испытательные образцы, оцененные как «прошедшие испытание» по всем параметрам из формы подварочного шва, степени разбрызгивания и степени растрескивания, оценивали как «прошедшие испытание» в плане технологичности участка сварки; и остальные прочие испытательные образцы оценивали как «непригодные» в плане технологичности участка сварки.
[0059]
[0060]
<Общая оценка>
Испытательные образцы, оцененные как «прошедшие испытание» по всем параметрам из AW-характеристик, SR-характеристик и технологичности участка сварки, оценивали как (А) или (В), причем испытательные образцы с превосходной технологичностью участка сварки были оценены как (А: превосходные), тогда как испытательные образцы, имеющие немного худшую технологичность участка сварки, но удовлетворяющие критериям прохождения для технологичности участка сварки, были оценены как (В: хорошие). Испытательные образцы, в которых один параметр из AW-характеристик, SR-характеристик и технологичности участка сварки, определялся как «непригодный», оценивали как (С: немного худшие). Испытательные образцы, в которых два или более параметров из AW-характеристик, SR-характеристик и технологичности участка сварки, определялись как «непригодные», оценивали как (D: плохие). Результаты были показаны в Таблице 8.
[0061]
[0062] Как показано в Таблице 8, проволоки № 1, 1-А и 2-13 (Примеры) удовлетворяли требованиям настоящего изобретения, и тем самым достигали превосходных AW-характеристик и SR-характеристик, а также хорошей или превосходной технологичности участка сварки. В результате этого, при общей оценке, эти примеры были оценены как (А: превосходные) или (В: хорошие).
В проволоке № 3 (Пример) содержание Si в качестве источника Si было меньшим, чем его предпочтительный нижний предел. В проволоке № 8 (Пример) соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Проволока № 9 (Пример) не содержала соединение F и S. Проволока № 10 (Пример) не содержала соединение F. Проволока № 11 (Пример) имела меньшее содержание Si как источника Si, чем его предпочтительный нижний предел, и не содержала S. Проволока № 13 (Пример) имела меньшее содержание Si как источника Si, чем его предпочтительный нижний предел, а также содержание оксида Si (SiО2), превышающее его предпочтительный верхний предел, и не содержала Al. В проволоке № 8 (Пример) величина поглощенной энергии, входящая в AW-характеристики, была на границе критериев для решения о прохождении испытания, так что общая оценка была (В: хорошая). Хотя проволоки № 9 и 11-13 (Примеры) имели немного худшую технологичность участка сварки сравнительно с другими Примерами, которая была не столь проблематична, общие оценки этих проволок были (В: хорошие).
[0063] С другой стороны, проволоки № 14-28 (Сравнительные Примеры) не удовлетворяли требованиям настоящего изобретения, и тем самым были худшими в отношении AW-характеристик, SR-характеристик и технологичности участка сварки. В результате этого, при общей оценке, эти примеры были оценены как (С: немного худшие) или (D: плохие).
В проволоке № 14 (сравнительный пример) содержание Fe было меньшим, чем его нижний предел, содержание Mn превышало его верхний предел, содержание в расчете на F превышало его предпочтительный верхний предел, и содержание в расчете на Na или тому подобный превышало его предпочтительный верхний предел. Таким образом, проволока № 14 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 15 (сравнительный пример) содержание С было меньшим, чем его нижний предел, и содержание в расчете на Na или тому подобный превышало его предпочтительный верхний предел. Таким образом, проволока № 15 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 16 (сравнительный пример) содержание Mn было меньшим, чем его нижний предел, содержание Si как источника Si было меньшим, чем его предпочтительный нижний предел, содержание Ti превышало его верхний предел, содержание Ni превышало его верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) было более низким, чем его предпочтительный нижний предел. Таким образом, проволока № 16 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
[0064] В проволоке № 17 (Сравнительный Пример) не был включен Si, и соотношение ([С]+[Si])/([Ti]+[Ni]) было более низким, чем его предпочтительный нижний предел. Таким образом, проволока № 17 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 18 (Сравнительный Пример) содержание Si как источника Si было меньшим, чем его предпочтительный нижний предел, содержание Ti превышало его верхний предел, содержание в расчете на Na или тому подобный превышало его верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) было меньшим, чем его предпочтительный нижний предел. Таким образом, проволока № 18 была худшей в отношении AW-характеристик.
В проволоке № 19 (Сравнительный Пример) содержание Ni превышало его верхний предел, содержание в расчете на Na или тому подобный превышало его предпочтительный верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) было меньшим, чем его предпочтительный нижний предел. Таким образом, проволока № 19 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
[0065] В проволоке № 20 (Сравнительный Пример) содержание Fe превышало его верхний предел, содержание Mn было меньшим, чем его нижний предел, содержание Si как источника Si было меньшим, чем его предпочтительный нижний предел, содержание Ni было меньшим, чем его нижний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Таким образом, проволока № 20 была худшей в отношении AW-характеристик и SR-характеристик.
В проволоке № 21 (Сравнительный Пример) содержание С превышало его верхний предел, и содержание Si как источника Si было меньшим, чем его предпочтительный нижний предел. Таким образом, проволока № 21 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 22 (сравнительный пример) содержание Mn превышало его верхний предел, и содержание В было меньшим, чем его нижний предел. Тем самым проволока № 22 была худшей в отношении AW-характеристик.
[0066] В проволоке № 23 (Сравнительный Пример) содержание в расчете на Si превышало его верхний предел (содержание Si как источника Si превышало его предпочтительный верхний предел), содержание В превышало его верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Тем самым проволока № 23 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 24 (Сравнительный Пример) содержание в расчете на Si превышало его верхний предел (содержание Si как источника Si превышало его предпочтительный верхний предел), содержание Ti было меньшим, чем его нижний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Тем самым проволока № 24 была худшей в отношении AW-характеристик и SR-характеристик.
В проволоке № 25 (Сравнительный Пример) не содержался Ni, содержание Al превышало его предпочтительный верхний предел, содержание в расчете на Na или тому подобный превышало его предпочтительный верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Таким образом, проволока № 25 была худшей в отношении AW-характеристик и технологичности участка сварки.
[0067] В проволоке № 26 (Сравнительный Пример) содержание в расчете на Si было меньшим, чем его нижний предел (содержание Si как источника Si было меньшим, чем его предпочтительный нижний предел), и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Таким образом, проволока № 26 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 27 (Сравнительный Пример) содержание Ti было меньшим, чем его нижний предел, содержание в расчете на Na или тому подобный превышало его предпочтительный верхний предел, и соотношение ([С]+[Si])/([Ti]+[Ni]) превышало его предпочтительный верхний предел. Тем самым проволока № 27 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
В проволоке № 28 (Сравнительный Пример) содержание С превышало его верхний предел, и содержание В превышало его верхний предел. Тем самым проволока № 28 была худшей в отношении AW-характеристик, SR-характеристик и технологичности участка сварки.
Изобретение относится к области металлургии, а именно к сварочной проволоке с флюсовым сердечником для дуговой сварки в защитном газе, и может быть использована при сварке трубопровода. Сварочная проволока состоит из стальной оболочки и флюсового сердечника и содержит относительной общей массы проволоки, мас.%: Mn 1,5-3,1, Ni 0,2 до менее чем 1,00, Si 0,3-1,0, причем в качестве источника кремния использовано по меньшей мере одно из кремния, оксида кремния и Si-сплава, Ti 0,05-0,29, С 0,06-0,30, В 0,0030-0,0090, причем в качестве источника бора использовано по меньшей мере одно из бора, оксида бора и B-сплава, S 0,005-0,040, Al 0,10 или менее, К и Na в сумме 0,20 или менее, причем в качестве источника калия и натрия использованы соединения калия и натрия, и F 0,20 или менее, причем в качестве источника фтора использовано соединение фтора, Fe и примеси – остальное. Сварочная проволока обеспечивает высокую технологичность участка сварки, в том числе высокие значения предела прочности и величины поглощенной энергии при низкой температуре в металле сварного шва в состоянии после сварки и после отжига для снятия напряжений. 6 з.п. ф-лы, 1 ил., 8 табл.
1. Сварочная проволока, состоящая из стальной оболочки и флюсового сердечника и содержащая относительной общей массы проволоки, мас.%:
Mn 1,5-3,1,
Ni 0,2 до менее чем 1,00,
Si 0,3-1,0, причем в качестве источника кремния использовано по меньшей мере одно из кремния, оксида кремния и Si-сплава,
Ti 0,05-0,29
С 0,06-0,30
В 0,0030-0,0090, причем в качестве источника бора использовано по меньшей мере одно из бора, оксида бора и B-сплава,
S 0,005-0,040,
Al 0,10 или менее,
К и Na в сумме 0,20 или менее, причем в качестве источника калия и натрия использованы соединения калия и натрия, и
F 0,20 или менее, причем в качестве источника фтора использовано соединение фтора,
Fe и примеси – остальное.
2. Проволока по п.1, дополнительно содержащая по меньшей мере одно из агента тонкой регулировки, в частности Ca, Li, и агента дополнительного упрочнения, в частности Cu, Co или N.
3. Проволока по п.1, в которой содержание Si составляет 0,3-0,9 мас.% относительно общей массы проволоки при использовании Si в качестве источника Si.
4. Проволока по п.1, в которой содержание оксида Si в качестве источника кремния находится в диапазоне 0,11-0,40 мас.% относительно общей массы проволоки, причем проволока дополнительно содержит по меньшей мере одно из кремния и Si-сплава в качестве источника Si.
5. Проволока по любому из пп. 1-3, в которой содержание С составляет 0,10-0,30 мас.%.
6. Проволока по любому из пп. 1-3, в которой содержание С составляет более чем 0,12 мас.% и 0,30 мас.% или менее.
7. Проволока по любому из пп. 1-3, в которой отношение суммарного содержания углерода и кремния к суммарному содержанию титана и никеля ([С]+[Si])/([Ti]+[Ni]) составлет 0,30-1,2, причем [С] - содержание С, [Si] - содержание Si, [Ti] - содержание Ti и [Ni]- содержание Ni.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СВАРОЧНАЯ ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С ФЛЮСОВЫМ СЕРДЕЧНИКОМ ДЛЯ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ДУГОВОЙ СВАРКИ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА С ПРИМЕНЕНИЕМ УКАЗАННОЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2482947C2 |
| Сталь для сварочной проволоки | 1979 |
|
SU894014A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

