ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к металлу сварного шва, используемому для сварной конструкции, и может снижать чувствительность к водородному охрупчиванию. Более конкретно, настоящее изобретение относится к металлу сварного шва с повышенной устойчивостью к водородному охрупчиванию, даже когда испытание проводят с применением крупноразмерного испытательного образца, который предусматривает включение большого числа конструкционно слабых частей, во время оценки устойчивости к водородному охрупчиванию с использованием метода SSRT (испытания при малой скорости деформации). Настоящее изобретение также относится к проволоке сплошного сечения для дуговой сварки под флюсом, предпочтительной для формирования металла сварного шва.
УРОВЕНЬ ТЕХНИКИ
[0002] Во время сварки стали с высоким пределом прочности при растяжении должна строго контролироваться температура предварительного нагрева и температура между проходами, по соображениям предотвращения низкотемпературного растрескивания на участке металла сварного шва, и тем самым снижения работоспособности конструкции. В недавние годы непрерывно возрастала прочность стальных изделий, применяемых для сварных конструкций. Также ужесточались требования в отношении более высокой прочности для металла сварного шва (например, HT 780: высокопрочная сталь класса прочности 780 МПа).
[0003] Когда было разработано стальное изделие, имеющее более высокую прочность, как описано выше, стальное изделие проявляет тенденцию к ухудшению стойкости к низкотемпературному растрескиванию. Поэтому требуется стальное изделие, которое удовлетворяет требованиям в отношении как более высокой прочности, так и более высокой стойкости к низкотемпературному растрескиванию. В частности, дуговая сварка под флюсом характеризуется высокой погонной энергией во время сварки и повышенной производительностью сварки, и тем самым требуется способ, обеспечивающий стойкость к низкотемпературному растрескиванию металла сварного шва, сформированного этим способом сварки.
[0004] Подразумевается, что низкотемпературное растрескивание, как описано выше, обусловливается сегрегацией диффузионного водорода на границах зерен и тем самым ослабления межзеренных границ (далее это явление называется «водородным охрупчиванием»). Для повышения стойкости к низкотемпературному растрескиванию является важным уменьшение количества диффузионного водорода или снижение чувствительности металла сварного шва к водородному охрупчиванию. Из этих соображений предложены разнообразные технологии.
[0005] Например, Патентный Документ 1 раскрывает способ, в котором низкотемпературное растрескивание предотвращают диспергированием карбида молибдена (Mo) (карбида, содержащего Mo), который имеет высокую способность поглощать водород, в металле сварного шва. Однако в этом способе, чтобы диспергировать карбид молибдена, должен быть использован специальный способ сварки, в котором проводят дуговую сварку под флюсом изнутри после того, как стальные изделия состыкованы, и затем регулируют максимальную температуру нагрева металла сварного шва, полученного на стороне внутренней поверхности. Тем самым этот способ не может быть применен для общеупотребительной сварки стальных изделий.
[0006] Патентный Документ 2 предлагает способ, который предотвращает низкотемпературное растрескивание регулированием времени охлаждения во время сварки. В этом способе требуется жесткий контроль процедуры сварки в зависимости от химических составов, и тем самым становится высоким объем работы.
[0007] Патентный Документ 3 предлагает способ, которым предотвращают низкотемпературное растрескивание регулированием доли остаточного аустенита, который поглощает диффузионный водород до 1% или более в металле сварного шва. Однако этот способ предусматривает двойной фальцевый однослойный шов на стальных трубах. Тем самым этот способ не может быть использован для обычной сварки стальных изделий.
[0008] Патентный Документ 4 предлагает способ, который повышает стойкость к низкотемпературному растрескиванию снижением количества диффузионного водорода и надлежащим контролем прочности и химического состава. Однако в этом способе также удовлетворительный уровень прочности обусловливается составом, и тем самым места применения для реальной сварки ограничены.
[0009] Патентные Документы 5 и 6 представляют конкретный способ сварки, называемый гибридной лазерно-дуговой сваркой. Этот способ имеет то преимущество, что производительность сварки, почти равная производительности дуговой сварки под флюсом с высокой погонной энергией, получается при низкой погонной энергии, и в то же время получается металл сварного шва, имеющий повышенное сопротивление растрескиванию. Однако способ не может быть применен для обычной дуговой сварки.
[0010] Любые из этих способов, уже предложенные до сих пор, улучшают устойчивость к водородному охрупчиванию как средство для повышения стойкости к низкотемпературному растрескиванию. Однако в реальной процедуре сварки количество водорода в металле сварного шва может увеличиться вследствие разнообразных факторов. В таком случае водородное охрупчивание оказывается проблемой, не имеющей отношения к стойкости к низкотемпературному растрескиванию. Поэтому необходимо непосредственно разрешать проблему повышения устойчивости к водородному охрупчиванию безотносительно к наличию или отсутствию решения в плане стойкости к низкотемпературному растрескиванию.
[0011] В Патентном Документе 7 авторы настоящего изобретения разработали способ, который улучшает устойчивость к водородному охрупчиванию металла сварного шва класса прочности HT 780 МПа путем регулирования морфологии остаточного аустенита. Однако способ сварки, предусматриваемый при этом подходе, представляет собой главным образом дуговую сварку в защитном газе с использованием флюсонаполненной проволоки (FCW). Например, существуют определенные возможности для повышения устойчивости к водородному охрупчиванию, когда применяются другие способы сварки, часто используемые в сварочных процедурах, такие как дуговая сварка под флюсом. В способе согласно Патентному Документу 7 оценивается относительно узкий участок в металле сварного шва. В реальном металле сварного шва структура металла сварного шва в значительной мере варьирует в зависимости от положений обследования. Чтобы более точно оценить устойчивость к водородному охрупчиванию, требуется метод, которым могут быть оценены относительно обширные участки в металле сварного шва.
[0012] В недавние годы сталь класса HT780 во все возрастающей степени применялась также в морских конструкциях. Для этих металлов сварного шва стальные изделия должны иметь повышенную прочность, как для сталей класса 780 МПа, и устойчивость к водородному охрупчиванию, чтобы выдерживать условия применения в регионах с холодным климатом.
[0013] С другой стороны, в Патентном Документе 8 предусматривается улучшение прочности и низкотемпературной ударной вязкости на участках металла сварного шва с помощью проволоки для дуговой сварки под флюсом, в которой задан состав проволоки. Однако в Патентном Документе 8 предполагаемая эксплуатационная температура снижена до около -20°С, и не может быть удовлетворено требование к снижению температуры в сторону ниже -20ºС. Например, такие характеристики, как ударная вязкость, являются недостаточными при температуре -60°С.
[Список цитированной литературы]
[Патентные Документы]
[0014]
Патентный Документ 1: Публикация Нерассмотренной Японской Патентной Заявки № 2005-40816
Патентный Документ 2: Публикация Нерассмотренной Японской Патентной Заявки № 2003-33876
Патентный Документ 3: Публикация Нерассмотренной Японской Патентной Заявки № 2002-115032
Патентный Документ 4: Публикация Нерассмотренной Японской Патентной Заявки № Н11-147196
Патентный Документ 5: Публикация Нерассмотренной Японской Патентной Заявки № 2007-260715
Патентный Документ 6: Публикация Нерассмотренной Японской Патентной Заявки № 2007-260716
Патентный Документ 7: Публикация Нерассмотренной Японской Патентной Заявки № 2012-176434
Патентный Документ 8: Публикация Нерассмотренной Японской Патентной Заявки № 2004-337863
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[Проблемы, которые должно разрешить изобретение]
[0015] Настоящее изобретение было выполнено с учетом таких обстоятельств, и цель настоящего изобретения состоит в создании металла сварного шва, имеющего повышенную устойчивость к водородному охрупчиванию, даже когда предел прочности при растяжении является высоким на уровне прочности свыше 780 МПа. Целью настоящего изобретения также является создание проволоки сплошного сечения для дуговой сварки под флюсом, которая является предпочтительной для формирования металла сварного шва.
[Средства разрешения проблем]
[0016] Металл сварного шва, имеющий повышенную устойчивость к водородному охрупчиванию согласно настоящему изобретению, который может разрешить вышеописанные проблемы, в итоге является сождержащим, в масс.%:
С от 0,02 до 0,12 (масс.%, то же самое остается справедливым для каждого описанного ниже химического состава);
Si от 0,18 до 2,00;
Mn от 0,90 до 2,5;
Ni от 1,0 до 3,5;
Cr от 0,3 до 2,0;
Al 0,030 или менее (за исключением 0);
N 0,015 или менее (за исключением 0); и
О 0,050 или менее (за исключением 0);
причем остальное количество состоит из железа и неизбежных загрязняющих примесей; причем металл сварного шва включает 2500 частиц/мм2 или более частиц остаточного аустенита, имеющих диаметр эквивалентной окружности 0,15 мкм или более;
объемная доля фазы остаточного аустенита составляет 4,3% или более относительно всех структур; и
относительное содержание Cr и Mn, [Cr]/[Mn], составляет 0,20 или более.
[0017] При измерении численной плотности частиц размер целевых частиц остаточного аустенита определен составляющим 0,15 мкм или более в диаметре эквивалентной окружности как размер на пределе измерения или бóльший. Диаметр эквивалентной окружности означает диаметр, определяемый, когда фиксируют внимание на размере частиц остаточного аустенита, наблюдаемых при обследовании поверхности в оптическом микроскопе, и предполагают круг, площадь которого равна наблюдаемому размеру.
[0018] Металл сварного шва согласно настоящему изобретению предпочтительно включает дополнительно один или более элементов, выбранных из группы, состоящей из (а) Mo 0,95% или менее (за исключением 0%), Ti менее 0,040% (за исключением 0%); V 0,60% или менее (за исключением 0%); и Cu 1,0% или менее (за исключением 0%); (b) Zr 0,10% или менее (за исключением 0%); и (с) В 0,0050% или менее (за исключением 0%). В зависимости от типа элементов, дополнительно улучшаются характеристики металла сварного шва.
[0019] В одном предпочтительном варианте осуществления настоящего изобретения металл сварного шва формируют дуговой сваркой под флюсом.
[0020] Проволока сплошного сечения для дуговой сварки под флюсом согласно настоящему изобретению содержит, в масс.% С от 0,07% до 0,20%; Si от 0,05% до 1,60%; Mn от 1,30% до 3,20%; Ni от 1,00% до 3,70%; Cr от 0,3% до 2,2%; и Mo 2,0% или менее (включая 0%), в расчете на общую массу проволоки, причем остальное количество состоит из железа и неизбежных загрязняющих примесей.
[0021] Эта проволока сплошного сечения для дуговой сварки под флюсом удовлетворяет нижеследующей формуле 1, где содержание Mn (%), содержание Ni (%), содержание Cr (%) и содержание Mo (%) обозначены как [Mn], [Ni], [Cr], и [Mo], соответственно.
[0022] [Формула 1]
[0023] В дополнение к каждому описанному выше составу, проволока может включать по меньшей мере один элемент из Cu от 0,07% до 0,40%, V 0,019% или менее, Zr 0,050% или менее, Ti 0,010% или менее, и В 0,0050% или менее, в расчете на общую массу проволоки.
[Преимущества изобретения]
[0024] Согласно настоящему изобретению, металл сварного шва, имеющий повышенную устойчивость к водородному охрупчиванию, может быть получен, даже когда предел прочности при растяжении является высоким на уровне прочности 780 МПа, поскольку надлежащим образом контролируются численная плотность частиц и объемная доля частиц остаточного аустенита, а также химический состав.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025]
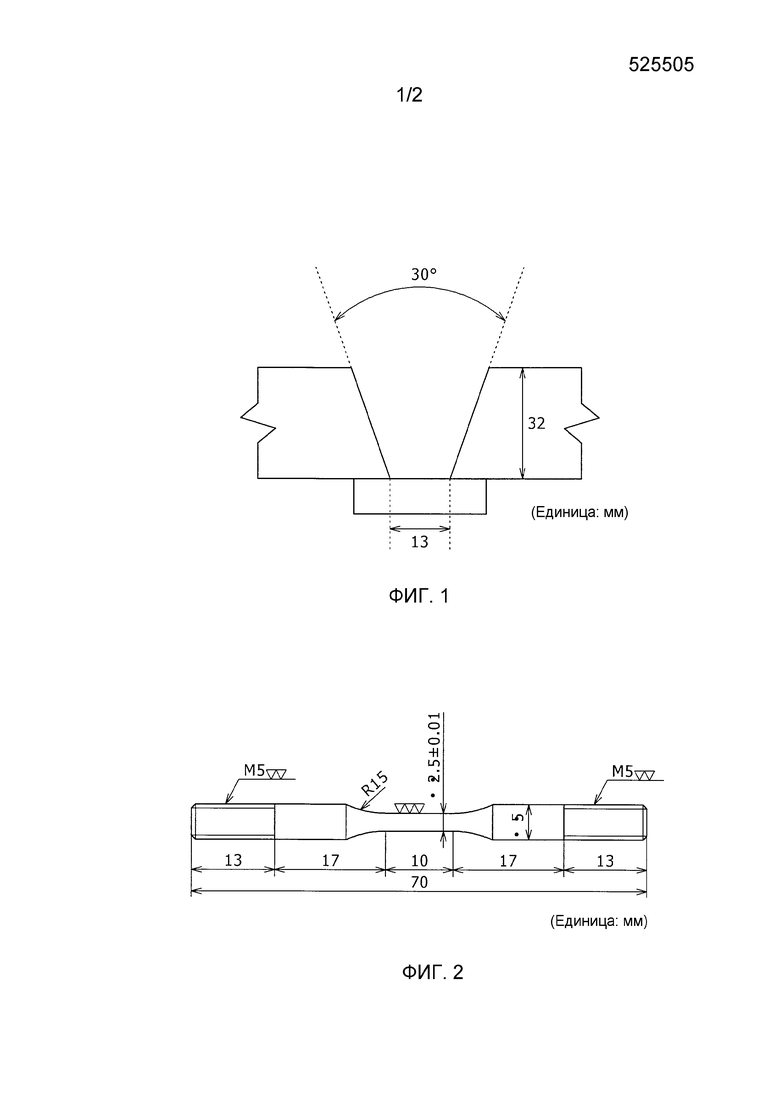
Фиг.1 представляет схематическое изображение, иллюстрирующее форму канавки при подготовке металла сварного шва.
Фиг.2 представляет схематическое изображение, иллюстрирующее форму испытательного образца для проведения испытания на растяжение.
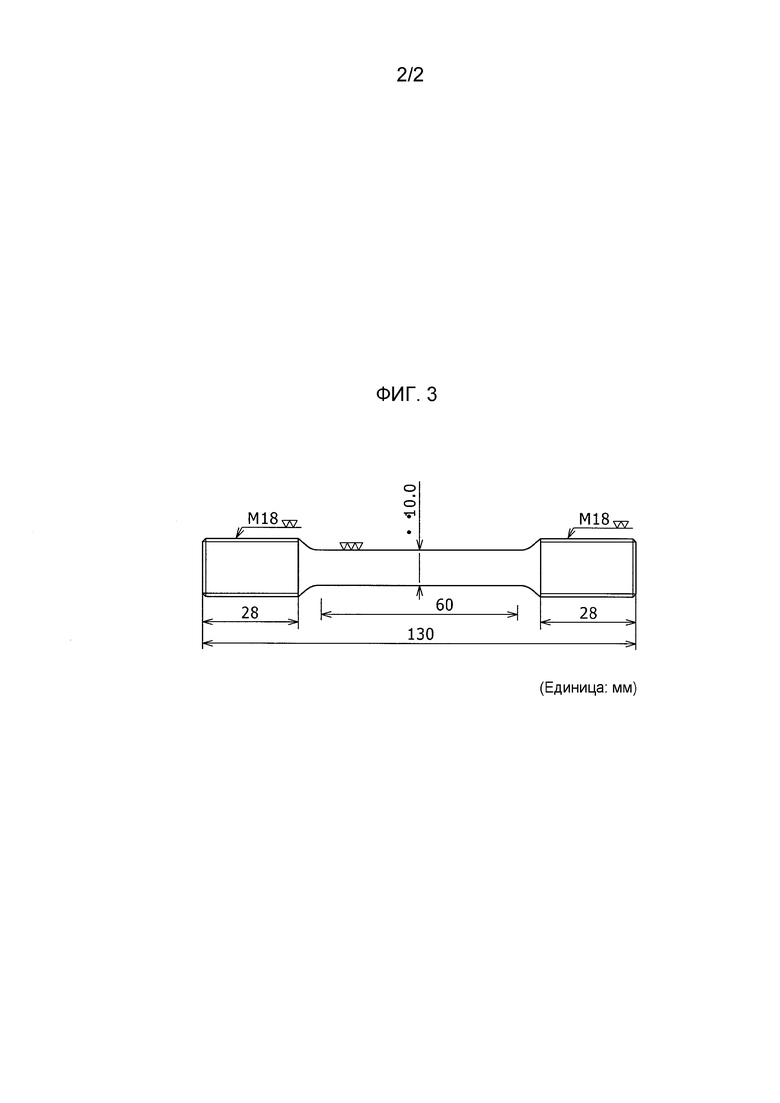
Фиг. 3 представляет схематическое изображение, иллюстрирующее крупноразмерный испытательный образец для измерения количества поглощенного водорода SSRT-методом.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0026] Авторы настоящего изобретения улучшили устойчивость к водородному охрупчиванию, измеряемое в SSRT-испытании, регулированием морфологии остаточного аустенита и морфологии оксида в изобретении согласно Патентному Документу 7 (далее называемому более ранней заявкой на изобретение).
[0027] Однако в более ранней заявке на изобретение предполагаемым способом сварки является в основном дуговая сварка в защитном газе с использованием флюсонаполненной проволоки (FCW), и погонная энергия во время сварки ограничена 2,5 кДж/мм или менее. В более ранней заявке на изобретение показано, что заданная морфология остаточного аустенита не обеспечивается, и заданные свойства не могут быть достигнуты в SSRT-испытании, когда погонная энергия превышает 2,5 кДж/мм.
[0028] Даже в высокопроизводительных способах проведения сварки, таких как дуговая сварка под флюсом, которая имеет многие примеры реальной процедуры сварки, требуется металл сварного шва, имеющий повышенную устойчивость к водородному охрупчиванию, в крупномасштабном SSRT-испытании. При высокопроизводительной дуговой сварке под флюсом погонная энергия сварки часто составляет 2,0 кДж/мм или более (предпочтительно 2,5 кДж/мм или более). Даже если металл сварного шва представляет собой металл сварного шва, полученный в условиях сварки, создающих такую высокую погонную энергию, авторы настоящего изобретения исследовали подходы к получению металла сварного шва, проявляющего повышенную устойчивость к водородному охрупчиванию, когда металл сварного шва оценивается в крупномасштабном SSRT-испытании. В результате получены следующие факты.
[0029] Когда погонная энергия сварки становится более высокой, скорость охлаждения во время сварки становится более медленной, и тем самым стимулируется разложение остаточного аустенита во время охлаждения. В дополнение, бывшая аустенитная структура становится более крупнозернистой, и тем самым металл сварного шва, как правило, является неблагоприятным в отношении устойчивости к водородному охрупчиванию. Напротив, авторы настоящего изобретения надлежащим образом регулируют химический состав металла сварного шва, снижают относительное содержание Cr и Mn, [Cr]/[Mn], (то есть, соотношение содержания Cr, [Cr], и содержания Mn, [Mn]), и сокращают содержание Ti до уровня менее 0,040% (включая 0). Авторы настоящего изобретения обнаружили, что, когда проводится такое регулирование, обеспечивается стабильный остаточный аустенит с заданной морфологией, и получается повышенная устойчивость к водородному охрупчиванию в крупномасштабном SSRT-испытании, даже когда погонная энергия сварки является относительно большой.
[0030] Наибольшее различие между настоящим изобретением и более ранней заявкой на изобретение состоит в содержании Ti в металле сварного шва. В более ранней заявке на изобретение обеспечивается численная плотность частиц, и улучшение устойчивости к водородному охрупчиванию предусматривает регулирование содержания титана (Ti) в металле сварного шва на уровень от 0,040% до 0,15%, и формирование тонкозернистых структур от оксида титана (Ti) как исходной точки. Однако при сварке, имеющей высокую погонную энергию, такой как дуговая сварка под флюсом, скорость охлаждения во время сварки снижается, и тем самым на границах бывших зерен аустенита главным образом образуется бейнитная структура (зернограничный бейнит). В результате этого тонкозернистые структуры, развивающиеся из исходных точек Ti-оксида, не могут быть получены в достаточной мере. Сам Ti представляет собой элемент, содействующий формированию феррита, и проявляет неблагоприятное действие на стабилизацию остаточного аустенита.
[0031] Поэтому в настоящем изобретении Ti по существу не содержится в металле сварного шва, или же содержание Ti составляет менее 0,040%, когда Ti содержится при необходимости. Это стабилизирует остаточный аустенит. С другой стороны, для получения более тонкозернистой структуры зернограничного бейнита относительное содержание Cr и Mn, [Cr]/[Mn], в металле сварного шва регулируют на 0,20 или более, и в соответствии с этим многие частицы остаточного аустенита успешно диспергированы.
[0032] Однако устойчивость к водородному охрупчиванию в случае высокой погонной энергии не может быть обеспечена простым диспергированием такого же количества остаточного аустенита и того же числа частиц аустенита, как в более ранней заявке на изобретение. Это обусловлено тем, что, когда погонная энергия является высокой, структура бывшего аустенита становится крупнозернистой, как было описано выше, и это оказывает неблагоприятное действие на устойчивость к водородному охрупчиванию (это более тонкозернистая бейнитная структура в частицах бывшего аустенита, которая формируется регулированием соотношения [Cr]/[Mn]).
[0033] Напротив, каждая частица остаточного аустенита стабилизируется регулированием содержания Ti в металле сварного шва на уровень менее 0,040%. Даже когда погонная энергия является высокой, может быть получена повышенная устойчивость к водородному охрупчиванию. Другими словами, хотя остаточный аустенит может содействовать улучшению устойчивости к водородному охрупчиванию поглощением водорода внутри остаточного аустенита, остаточный аустенит частично вызывает мартенситное превращение в результате натяжения во время SSRT-испытания, приводя к потере эффекта захвата водорода. Снижением содержания Ti стабилизируется остаточный аустенит, и этим подавляется мартенситное превращение во время SSRT-испытания, и тем самым может быть повышена устойчивость к водородному охрупчиванию.
[0034] Ниобий (Nb), который представляет собой ферритообразующий элемент, оказывает неблагоприятное воздействие с позиции стабилизации остаточного аустенита, и тем самым в настоящем изобретении регулируется на уровень содержания загрязняющей примеси (менее 0,01%), и безусловно не добавляется.
[0035] В этом описании «высокая прочность» означает предел TS прочности при растяжении свыше 780 МПа, и предпочтительно подразумевает предел прочности при растяжении от около 800 МПа до 980 МПа.
[0036] В этом описании металл сварного шва, имеющий «повышенную устойчивость к водородному охрупчиванию», подразумевает металл сварного шва, который удовлетворяет условию относительного удлинения при разрыве более 2,0%, когда используют крупноразмерный испытательный образец, если устойчивость к водородному охрупчиванию оценивают в соответствии с методом в описанных ниже Примерах.
[0037] Далее будет подробно описано требование в отношении состава согласно настоящему изобретению.
[0038] Как было описано выше, металл сварного шва согласно настоящему изобретению содержит: С от 0,02% до 0,12%; Si от 0,18% до 2,00%; Mn от 0,90% до 2,5%; Ni от 1,0% до 3,5%; Cr от 0,3% до 2,0%; Al 0,030% или менее (за исключением 0%); N 0,015% или менее (за исключением 0%); и О 0,050% или менее (за исключением 0%); причем остальное количество состоит из железа и неизбежных загрязняющих примесей; металл сварного шва включает 2500 частиц/мм2 или более частиц остаточного аустенита, имеющих диаметр эквивалентной окружности 0,15 мкм или более; объемная доля фазы остаточного аустенита составляет 4,3% или более относительно всех структур; и относительное содержание Cr и Mn, [Cr]/[Mn], составляет 0,20 или более.
[0039] Сначала будет описан остаточный аустенит, который характеризует металл сварного шва согласно настоящему изобретению.
[0040] Как было описано выше, в настоящем изобретении число частиц остаточного аустенита в металле сварного шва регулируют на 2500 частиц/мм2 или более, и объемную долю (количество относительно всех структур) остаточного аустенита регулируют на 4,3% или более. Согласно настоящему изобретению, металл сварного шва, имеющий повышенную устойчивость к водородному охрупчиванию, может быть получен постольку, поскольку частицы остаточного аустенита диспергированы с надлежащей численной плотностью частиц.
[0041] В настоящем изобретении вышеуказанные требования в особенности определены для остаточного аустенита, который присутствует в зоне сварки в металле сварного шва. Это обусловлено тем, что количество остаточного аустенита легко оценивается точным измерением, поскольку зона сварки в конечном проходе не подвергается воздействию тепла от последующего прохода во время сварки, тогда как остаточный аустенит в металле сварного шва разлагается под действием последующего прохода во время сварки, и тем самым количество остаточного аустенита легко варьирует в зависимости от положения измерения, в частности, на многократно нагреваемом участке.
[0042] Остаточный аустенит может представлять собой центр захвата диффузионного водорода, и тем самым уже сообщалось, что остаточный аустенит представляет собой структуру, которая действует как снижающая содержание диффузионного водорода, и содействует улучшению устойчивости к водородному охрупчиванию. Хотя главным образом определялось количество (содержание во всей структуре) только самого остаточного аустенита, однако на состояние диспергирования (численную плотность частиц) внимание вообще не обращалось. Однако согласно результатам исследования, полученным авторами настоящего изобретения, было ясно, что независимо от того, как регулируется количество самого остаточного аустенита, желательная устойчивость к водородному охрупчиванию не может быть получена, пока надлежащим образом не регулируется состояние диспергирования в металле сварного шва (например, ссылка на Эксперименты №№ 39 и 43 в Таблице 7 в Примерах).
[0043] Другими словами, становится ясно, что для получения металла сварного шва, имеющего повышенную устойчивость к водородному охрупчиванию, эффект захвата диффузионного водорода достигается в максимальной степени, и устойчивость к водородному охрупчиванию значительно повышается при обеспечении количества остаточного аустенита, который действует как центр поглощения диффузионного водорода, и диспергировании частиц остаточного аустенита таким образом, чтобы была повышенной численная плотность частиц остаточного аустенита (более конкретно, 2500 частиц/мм2 или более), формированием более тонкозернистой матричной структуры. Например, оба из Эксперимента № 39 и Эксперимента № 43 в Таблице 7 в нижеописанных Примерах представляют собой примеры, в которых объемная доля частиц остаточного аустенита составляет 4,3% или более, которая определена в настоящем изобретении, и присутствует заданное количество остаточного аустенита. Однако устойчивость к водородному охрупчиванию, когда применяют крупноразмерный испытательный образец, ухудшается вследствие того, что металл сварного шва не имеет заданной численной плотности частиц (состояние диспергирования является ненадлежащим).
[0044] С позиции улучшения устойчивости к водородному охрупчиванию, когда численная плотность частиц остаточного аустенита становится большей, устойчивость к водородному охрупчиванию становится лучшей. Численная плотность частиц предпочтительно составляет 3000 частиц/мм2 или более, и более предпочтительно 3300 частиц/мм2 или более. Верхний предел численной плотности частиц не является конкретно ограниченным из соображений улучшения устойчивости к водородному охрупчиванию. Например, верхний предел может составлять 7500 частиц/мм2 или менее.
[0045] С позиции улучшения устойчивости к водородному охрупчиванию, когда объемная доля фазы остаточного аустенита, присутствующей во всех структурах, становится более высокой, устойчивость к водородному охрупчиванию становится лучшей. Объемная доля предпочтительно составляет 4,7% или более, и более предпочтительно 5,0% или более. Верхний предел объемной доли не был конкретно ограничен из соображений улучшения устойчивости к водородному охрупчиванию. Например, верхний предел может составлять 10% или менее, предпочтительно 9% или менее, и более предпочтительно 8% или менее, принимая во внимание снижение предела текучести в случае присутствия чрезмерного количества фазы остаточного аустенита.
[0046] В настоящем изобретении количество (объемную долю) фазы остаточного аустенита и численную плотность частиц остаточного аустенита регулируют в структурах, составляющих металл сварного шва. Структуры, за исключением остаточного аустенита, вообще не ограничиваются, и могут быть любыми структурами, обычно содержащимися в металле сварного шва. Более конкретно, бейнит содержится как основная структура (структура, содержащаяся в количестве 50% или более, предпочтительно 70% или более, и более предпочтительно 90% или более по объемной доле, относительно всех структур), и зернограничный феррит, мартенсит, и тому подобные, могут содержаться в дополнение к бейниту. Любой из вышеописанных бейнита, зернограничного феррита и мартенсита представляет собой тип «ферритной фазы». Доля остаточного аустенита, измеренная описанным ниже (в Примерах) методом, представляет собой количество относительно совокупного количества остаточного аустенита, бейнита, зернограничного феррита и мартенсита. Количество бейнита может быть определено как приблизительная доля площади при обследовании структуры с использованием оптического микроскопа.
[0047] Далее будет описан химический состав металла сварного шва согласно настоящему изобретению.
[0048] [С: от 0,02% до 0,12%]
Углерод (С) является существенным элементом для обеспечения прочности металла сварного шва. Для достижения такого эффекта нижний предел содержания С регулируют на 0,02% или более. Нижний предел содержания С предпочтительно составляет 0,04% или более, и более предпочтительно 0,05% или более. Однако когда содержание С составляет более 0,12%, возрастает чувствительность к водородному охрупчиванию (то есть, ухудшается устойчивость к водородному охрупчиванию) вследствие чрезмерного повышения прочности, и тем самым верхний предел регулируют на 0,12% или менее. Верхний предел содержания С предпочтительно составляет 0,10% или менее, и более предпочтительно 0,08% или менее.
[0049] [Si: от 0,18% до 2,00%]
Кремний (Si) проявляет действие, состоящее в замедлении образования карбида, будучи в состоянии твердого раствора, и стабилизации остаточного аустенита. Когда содержание Si составляет менее 0,18%, заданный остаточный аустенит не может быть обеспечен, и вышеуказанное действие фактически не достигается. Поэтому нижний предел содержания Si регулируют на 0,18% или более. Нижний предел предпочтительно составляет 0,30% или более, и более предпочтительно 0,35% или более. С другой стороны, когда содержание Si является избыточным, возрастает чувствительность к водородному охрупчиванию вследствие чрезмерного повышения прочности, и тем самым верхний предел регулируют на 2,00% или менее. Верхний предел предпочтительно составляет 1,5% или менее, и более предпочтительно 1,0% или менее.
[0050] [Mn: от 0,90% до 2,5%]
Марганец (Mn) представляет собой элемент, необходимый для обеспечения прочности металла сварного шва. Для достижения такого эффекта нижний предел содержания Mn регулируют на 0,90% или более. Нижний предел предпочтительно составляет 1,2% или более, и более предпочтительно 1,4% или более. Однако когда содержание Mn составляет свыше 2,5%, возрастает чувствительность к водородному охрупчиванию вследствие значительного повышения прочности, и тем самым верхний предел регулируют на 2,5% или менее. Верхний предел предпочтительно составляет 2,2% или менее, и более предпочтительно 2,0% или менее.
[0051] [Ni: от 1,0% до 3,5%]
Никель (Ni) является необходимым элементом для обеспечения прочности металла сварного шва. Для достижения такого эффекта нижний предел содержания Ni регулируют на 1,0% или более. Нижний предел предпочтительно составляет 1,2% или более, и более предпочтительно 1,5% или более. Однако когда содержание Ni является избыточным и составляет свыше 3,5%, возрастает чувствительность к водородному охрупчиванию вследствие чрезмерного повышения прочности, и тем самым верхний предел регулируют на 3,5% или менее. Верхний предел предпочтительно составляет 3,0% или менее, и более предпочтительно 2,8% или менее.
[0052] [Cr: от 0,3% до 2,0%]
Хром (Cr) представляет собой элемент, содействующий тонкому диспергированию частиц остаточного аустенита в результате формирования структуры зернограничного бейнита. Для достижения такого эффекта нижний предел содержания Cr устанавливают на 0,3% или более. Нижний предел предпочтительно составляет 0,4% или более, и более предпочтительно 0,5% или более. Однако когда содержание Cr является избыточным и составляет свыше 2,0%, возрастает чувствительность к водородному охрупчиванию вследствие чрезмерного повышения прочности, и тем самым верхний предел регулируют на 2,0% или менее. Верхний предел предпочтительно составляет 1,8% или менее, и более предпочтительно 1,5% или менее.
[0053] [Al: 0,030% или менее (за исключением 0%)]
Алюминий (Al) добавляют в качестве раскисляющего элемента. Когда добавлено избыточное количество Al, чрезмерно повышается прочность вследствие образования AlN, ухудшая устойчивость к водородному охрупчиванию, и тем самым верхний предел устанавливают на 0,030% или менее. Верхний предел предпочтительно составляет 0,025% или менее, и более предпочтительно 0,020% или менее.
[0054] [N: 0,015% или менее (за исключением 0%)]
Азот (N) представляет собой один из неизбежно примешиваемых элементов, и в промышленном масштабе затруднительно довести его содержание до 0%. Действие N проявляется в повышении прочности металла сварного шва. Однако когда N содержится в избыточном количестве, возрастает чувствительность к водородному охрупчиванию вследствие чрезмерного повышения прочности. Поэтому верхний предел содержания N регулируют на 0,015% или менее. Верхний предел предпочтительно составляет 0,010% или менее, и более предпочтительно 0,006% или менее.
[0055] [О: 0,050% или менее (за исключением 0%)]
Кислород (О) представляет собой один из неизбежно поступающих элементов, и в промышленном масштабе затруднительно довести его содержание до 0%. Когда содержание О составляет более 0,050%, образуется оксид кремния (Si), уменьшая твердый раствор Si, и тем самым количество остаточного аустенита не может быть обеспечено. Поэтому верхний предел содержания О устанавливают на 0,050% или менее. Верхний предел предпочтительно составляет 0,045% или менее, и более предпочтительно 0,040% или менее.
[0056] Основные компоненты, содержащиеся в металле сварного шва согласно настоящему изобретению, являются такими, как описанные выше, и остальное количество составляют железо и неизбежные загрязняющие примеси. Примеры неизбежных загрязняющих примесей могут включать такие элементы (например, Р и S), которые привносятся в зависимости от обстоятельств с сырьевыми материалами, материалами и из производственного оборудования. Однако загрязняющие примеси уменьшают прочность на границах зерен и стимулируют низкотемпературное растрескивание вследствие ликвации на границе зерна, и тем самым предпочтительно содержание Р снижают до 0,02% или менее (за исключением 0%), и содержание S до 0,025% или менее (за исключением 0%).
[0057] Выше описаны основные компоненты металла сварного шва согласно настоящему изобретению. В качестве других элементов могут дополнительно содержаться (а) один или более из элементов, выбранных из группы, состоящей из Mo в количестве 0,95% или менее (за исключением 0%), Ti менее 0,040% (за исключением 0%); V 0,60% или менее (за исключением 0%); и Cu в количестве 1,0% или менее (за исключением 0%); (b) Zr в количестве 0,10% или менее (за исключением 0%), и (с) бор (В) в количестве 0,0050% или менее (за исключением 0%). В зависимости от природы содержащихся элементов, дополнительно улучшаются свойства металла сварного шва. Элементы, входящие в группы (а), (b) и (с), содержатся по отдельности или в надлежащей комбинации.
[0058]
[Один или более из элементов, выбранных из группы, состоящей из Mo в количестве 0,95% или менее (за исключением 0%), Ti менее 0,040% (за исключением 0%); V 0,60% или менее (за исключением 0%); и Cu в количестве 1,0% или менее (за исключением 0%)]
Молибден (Mo), титан (Ti), ванадий (V) и медь (Cu) являются полезными в качестве элементов, улучшающих прочность металла сварного шва. Эти элементы могут быть использованы по отдельности или в комбинации двух или более из них. Среди них Mo представляет собой элемент, эффективный в обеспечении прочности. Когда содержание Mo является избыточным, вследствие этого чрезмерно возрастает прочность, и тем самым ухудшается устойчивость к водородному охрупчиванию. Поэтому верхний предел предпочтительно регулируют на 0,95% или менее. Верхний предел более предпочтительно составляет 0,85% или менее, и еще более предпочтительно 0,50% или менее. Содержание Mo для получения эффекта повышения прочности предпочтительно составляет 0,05% или более, и более предпочтительно 0,20% или более.
[0059] Хотя Ti эффективно повышает прочность, действие Ti также проявляется в дестабилизации остаточного аустенита. Когда содержание Ti становится чрезмерным, остаточный аустенит превращается в мартенсит в результате индуцированного напряжениями превращения во время крупноразмерного SSRT-испытания, и тем самым повышенная устойчивость к водородному охрупчиванию не может быть обеспечена. По этим соображениям содержание Ti предпочтительно составляет менее 0,040%. Содержание Ti более предпочтительно составляет 0,035% или менее, и еще более предпочтительно 0,030% или менее. Содержание Ti для получения эффекта улучшения прочности предпочтительно составляет 0,010% или более, и более предпочтительно 0,015% или более.
[0060] V и Cu полезны как элементы, улучшающие прочность металла сварного шва. Для достижения этого эффекта предпочтительные нижние пределы содержания V и Cu составляют 0,02% или более и 0,50% или более, соответственно. Однако когда уровни содержания этих элементов становятся избыточными, повышается чувствительность к водородному охрупчиванию вследствие чрезмерного возрастания прочности. Поэтому верхние пределы содержания каждого элемента снижают так, чтобы верхний предел для V составлял предпочтительно 0,60% или менее (более предпочтительно 0,05% или менее, и еще более предпочтительно 0,40% или менее), и верхний предел для Cu был предпочтительно 1,0% или менее (более предпочтительно 0,5% или менее, и дополнительно предпочтительно 0,2% или менее).
[0061] [Zr: 0,10% или менее (за исключением 0%)]
Цирконий (Zr) представляет собой элемент с сильным раскисляющим действием, и действует так, что стимулирует увеличение остаточного аустенита, обусловленное возрастанием твердого раствора Si. Предпочтительный нижний предел для эффективного достижения такого действия составляет 0,010% или более. Однако когда содержание Zr становится чрезмерным, содержание внутризеренного феррита, образующегося в результате нуклеации на оксиде, снижается с образованием крупнозернистых структур, и тем самым повышается чувствительность к водородному охрупчиванию. Поэтому верхний предел содержания Zr предпочтительно снижают до 0,10% или менее (более предпочтительно 0,050% или менее).
[0062] [В: 0,0050% или менее (за исключением 0%)]
Бор (В) представляет собой элемент, содействующий улучшению прочности тем, что подавляет формирование феррита от границ бывшего аустенитного зерна. Для эффективного достижения такого действия нижний предел содержания В предпочтительно регулируют на 0,0010% или более. Однако когда содержание В является избыточным, возрастает чувствительность к водородному охрупчиванию вследствие чрезмерного повышения прочности, и тем самым верхний предел предпочтительно снижают до 0,0050% или менее (более предпочтительно 0,0030% или менее).
[0063] [Соотношение [Cr]/[Mn]: 0,20 или более]
Отношение уровней содержания Cr и Mn, [Cr]/[Mn], является сниженным до 0,20 или более, и в соответствии с чем от границы бывшего аустенитного зерна формируется тонкозернистная бейнитная структура, и частицы остаточного аустенита могут быть диспергированы с высокой плотностью. Соотношение предпочтительно составляет 0,25 или более, и более предпочтительно 0,40 или более.
[0064] Далее будет описан способ получения металла сварного шва согласно настоящему изобретению.
[0065] Способы сварки для получения металла сварного шва согласно настоящему изобретению не являются ограниченными. Предпочтительна дуговая сварка под флюсом (SAW), которая имеет высокую погонную энергию и повышенную производительность сварки. В SAW для получения металла сварного шва, который соответствует заданной морфологии остаточного аустенита, используют описанные ниже проволоку и флюс.
[0066] Погонная энергия во время сварки также оказывает влияние, и ее предпочтительно регулируют на 2,0 кДж/мм или более, и 3,0 кДж/мм или менее. Когда погонная энергия во время сварки составляет более 3,0 кДж/мм, скорость охлаждения во время сварки замедляется, и стимулируется разложение остаточного аустенита. В результате этого желательные частицы остаточного аустенита (численная плотность частиц и объемная доля) не могут быть получены. Погонная энергия во время сварки предпочтительно составляет 2,8 кДж/мм или менее. Когда погонная энергия становится меньшей, получаются лучшие характеристики. Однако из соображений производительности сварки погонную энергию во время сварки предпочтительно регулируют на 2,0 кДж/мм или более. Погонную энергию во время сварки более предпочтительно регулируют на 2,5 кДж/мм или более.
[0067] В качестве проволоки применяют проволоку, включающую С от 0,07% до 0,20%; Si от 0,05% до 1,60%; Mn от 1,30% до 3,20%; Ni от 1,00% до 3,70%; Cr от 0,3% до 2,2%; и Mo 2,0% или менее (включая 0%), в расчете на общую массу проволоки, причем остальное количество состоит из железа и неизбежных загрязняющих примесей.
[0068] Проволока предпочтительно представляет собой проволоку, включающую С от 0,08% до 0,20%; Si от 0,05% до 0,50%; Mn от 1,50% до 3,00%; Ni от 1,00% до 1,95%; Cr от 0,5% до 1,5%; и Mo от 0,10% до 0,45%, причем содержание Р регулируют на 0,015% или менее, и содержание S регулируют на 0,015% или менее, и остальное количество состоит из железа и неизбежных загрязняющих примесей.
[0069] [С: от 0,07% до 0,20%]
Углерод (С) является существенным элементом для обеспечения прочности металла сварного шва. Когда содержание С составляет менее 0,07%, прочность металла сварного шва становится неудовлетворительной, и эффект стабилизации ударной вязкости становится недостаточным. С другой стороны, когда содержание С превышает 0,20%, прочность становится чрезмерной, и ухудшается низкотемпературная ударная вязкость металла сварного шва. Поэтому содержание С регулируют на величину от 0,07% до 0,20%.
[0070] Из соображений повышения прочности и стабилизации ударной вязкости металла сварного шва, содержание С предпочтительно составляет 0,10% или более, тогда как с позиции улучшения низкотемпературной ударной вязкости содержание С предпочтительно регулируют на 0,15% или менее.
[0071] [Si: от 0,05% до 1,60%]
Кремний (Si) присутствует в металле сварного шва в состоянии твердого раствора, и тем самым проявляет действие, состоящее в замедлении формирования карбидов и стабилизации остаточного аустенита. Однако когда содержание Si составляет менее 0,05%, прочность и ударная вязкость металла сварного шва ухудшаются вследствие недостаточного раскисления. Когда содержание Si составляет более 1,50%, феррит в матрице становится хрупким, и ухудшается низкотемпературная ударная вязкость металла сварного шва. Поэтому содержание Si регулируют на величину от 0,05% до 1,60%. Из соображений улучшения низкотемпературной ударной вязкости металла сварного шва, содержание Si предпочтительно устанавливают на 0,5% или менее, и более предпочтительно на 0,20% или менее.
[0072] [Mn: от 1,30% до 3,20%]
Марганец (Mn) является необходимым элементом для обеспечения прочности металла сварного шва. Однако когда содержание Mn составляет менее 1,30%, прочность металла сварного шва становится недостаточной, и также ухудшается низкотемпературная ударная вязкость. Когда содержание Mn превышает 3,20%, оказываются избыточными характеристики прочности и закалки, и тем самым ухудшается низкотемпературная ударная вязкость. Поэтому содержание Mn регулируют на значение от 1,30% до 3,20%.
[0073] С позиции улучшения прочности и ударной вязкости металла сварного шва, содержание Mn предпочтительно устанавливают на 1,50% или более, и в особенности предпочтительно на 1,80% или более, тогда как из соображений низкотемпературной ударной вязкости содержание Mn предпочтительно регулируют на 3,00% или менее, и в особенности предпочтительно на 2,40% или менее.
[0074] [Ni: от 1,00% до 3,70%]
Никель (Ni) представляет собой элемент, необходимый для обеспечения прочности и ударной вязкости металла сварного шва. Однако когда содержание Ni составляет менее 1,00%, эффект повышения прочности и ударной вязкости металла сварного шва недостаточен. В дополнение, не может быть получено требуемое количество остаточного аустенита, и тем самым ухудшается устойчивость к водородному охрупчиванию. С другой стороны, когда содержание Ni составляет более 3,70%, ухудшается низкотемпературная ударная вязкость. Поэтому содержание Ni регулируют на уровень от 1,00% до 3,70%.
[0075] Из соображений улучшения прочности и ударной вязкости металла сварного шва, содержание Ni предпочтительно устанавливают на 1,60% или более, тогда как с позиции низкотемпературной ударной вязкости содержание Ni предпочтительно регулируют на 1,95% или менее, и в особенности предпочтительно на 1,90% или менее.
[0076] [Cr: от 0,3% до 2,2%]
Хром (Cr) представляет собой элемент, содействующий образованию мелких частиц остаточного аустенита при формировании тонкозернистой структуры зернограничного бейнита. Когда содержание Cr составляет менее 0,3%, значительно ухудшаются характеристики закалки металла сварного шва, и повышается температура превращения. В результате этого ухудшаются как прочность, так и низкотемпературная ударная вязкость. Когда содержание Cr составляет более 2,2%, подавляется формирование остаточного аустенита, и тем самым требуемое количество остаточного аустенита не может быть получено. В результате этого ухудшается устойчивость металла сварного шва к водородному охрупчиванию. Поэтому содержание Cr регулируют на диапазон от 0,3% до 2,2%.
[0077] Из соображений улучшения прочности и низкотемпературной ударной вязкости, содержание Cr предпочтительно устанавливают на 0,5% или более, и в особенности предпочтительно на 0,9% или более, тогда как с позиции улучшения устойчивости металла сварного шва к водородному охрупчиванию содержание Cr предпочтительно регулируют на 1,5% или менее, и в особенности предпочтительно на 1,2% или менее.
[0078] [Mo: 0,2% или менее (включая 0%)]
Молибден (Mo) представляет собой элемент, полезный для улучшения прочности металла сварного шва. Когда содержание Mo составляет более 2,0%, подавляется формирование остаточного аустенита, и тем самым требуемое количество остаточного аустенита не может быть получено. В результате этого ухудшается устойчивость металла сварного шва к водородному охрупчиванию. Поэтому содержание Mo регулируют на 2,0% или менее.
[0079] С позиции улучшения прочности и низкотемпературной ударной вязкости, содержание Mo предпочтительно устанавливают на 0,10% или более, и в особенности предпочтительно на 0,20% или более, тогда как из соображений улучшения устойчивости металла сварного шва к водородному охрупчиванию содержание Mo предпочтительно регулируют на 0,45% или менее, и в особенности предпочтительно на 0,40% или менее.
[0080] В дополнение к вышеуказанным элементам, нижеследующие элементы предпочтительно соответствуют следующим требованиям.
[0081] [Р: 0,015% или менее]
Фосфор (Р) значительно ухудшает низкотемпературную ударную вязкость металла сварного шва. Более конкретно, когда содержание Р составляет более 0,015%, низкотемпературная ударная вязкость металла сварного шва является неудовлетворительной. Поэтому содержание Р регулируют на 0,015% или менее. С позиции улучшения низкотемпературной ударной вязкости, содержание Р предпочтительно регулируют на 0,010% или менее.
[0082] [S: 0,015% или менее]
Сера (S) существенно ухудшает низкотемпературную ударную вязкость металла сварного шва. Более конкретно, когда содержание S составляет более 0,015%, низкотемпературная ударная вязкость металла сварного шва является неудовлетворительной. Поэтому содержание S регулируют на 0,015% или менее. С позиции улучшения низкотемпературной ударной вязкости, содержание Р предпочтительно регулируют на 0,007% или менее.
[0083] [([Mn]+[Ni])/([Cr]+[Mo]): от 1,4 до 4,0]
Согласно содержанию каждого вышеописанного компонента, могут быть обеспечены как низкотемпературная ударная вязкость, так и устойчивость к водородному охрупчиванию металла сварного шва. Авторы настоящего изобретения нашли, что низкотемпературная ударная вязкость и устойчивость к водородному охрупчиванию могут быть дополнительно улучшены регулированием отношения совокупного содержания Cr и Mo к общему содержанию Mn и Ni (=[([Mn]+[Ni])/([Cr]+[Mo])) на заданный диапазон.
[0084] Более конкретно, когда соотношение ([Mn]+[Ni])/([Cr]+[Mo]) регулируют в диапазоне от 1,4 до 4,0, стимулируется образование остаточного аустенита в металле сварного шва. Это позволяет упрочнить матрицу, обеспечить формирование более тонкозернистой структуры регулированием температуры превращения, и сбалансировать прочность. В результате этого могут быть значительно улучшены низкотемпературная ударная вязкость и устойчивость к водородному охрупчиванию металла сварного шва.
[0085] Дополнительно могут содержаться следующие компоненты.
[0086] [Cu: от 0,07% до 0,40%]
Медь (Cu) мало способствует прочности и низкотемпературной ударной вязкости металла сварного шва, и поэтому не должна безусловно добавляться в состав проволоки. Однако медное плакирующее покрытие на поверхности проволоки оказывает существенное противокоррозионное действие. Однако когда содержание Cu составляет менее 0,07%, противокоррозионный эффект является слабым, тогда как если содержание Cu превышает 0,40%, ухудшаются характеристики подачи проволоки. Поэтому, когда на проволоку сплошного сечения в этом варианте исполнения наносят плакирующее Cu-покрытие, содержание Cu предпочтительно регулируют на диапазон от 0,07% до 0,40%.
[0087] [V: 0,019% или менее]
Ванадий (V) представляет собой элемент, который повышает прочность, в особенности технический предел прочности, благодаря дисперсионному упрочнению, при добавлении небольшого количества V, и тем самым может быть добавлен при необходимости. Однако когда содержание V составляет более 0,019%, повышается прочность металла сварного шва, и ухудшается низкотемпературная ударная вязкость. В то же время требуемое количество остаточного аустенита не может быть получено вследствие подавления образования остаточного аустенита, и тем самым ухудшается устойчивость к водородному охрупчиванию. Поэтому, когда добавляют V, вводимое количество регулируют на 0,019% или менее.
[0088] [Zr: 0,050% или менее]
Подобно V, цирконий (Zr) представляет собой элемент, который повышает прочность, в особенности технический предел прочности, благодаря дисперсионному упрочнению, при добавлении небольшого количества Zr, и тем самым может быть добавлен, если необходимо. Однако когда содержание Zr составляет более 0,050%, повышается прочность металла сварного шва, и ухудшается низкотемпературная ударная вязкость. В то же время требуемое количество остаточного аустенита не может быть получено вследствие подавления образования остаточного аустенита, и тем самым ухудшается устойчивость к водородному охрупчиванию. Поэтому, когда добавляют Zr, вводимое количество регулируют на 0,050% или менее.
[0089] [Ti: 0,010% или менее]
Подобно V и Zr, титан (Ti) представляет собой элемент, который повышает прочность, в особенности технический предел прочности, благодаря дисперсионному упрочнению, при добавлении небольшого количества Ti, и тем самым при необходимости может быть добавлен. Однако когда содержание Ti составляет более 0,010%, повышается прочность металла сварного шва, и ухудшается низкотемпературная ударная вязкость. В то же время требуемое количество остаточного аустенита не может быть получено вследствие подавления образования остаточного аустенита, и тем самым ухудшается устойчивость к водородному охрупчиванию. Поэтому, когда добавляют Ti, вводимое количество регулируют на 0,010% или менее.
[0090] [В: 0,0050% или менее]
Бор (В) проявляет действие, состоящее в подавлении образования феррита от границы бывшего аустенитного зерна, для улучшения прочности металла сварного шва. Однако когда содержание В превышает 0,0050% по массе, значительно возрастает прочность металла сварного шва, и соответственно ухудшается устойчивость к водородному охрупчиванию. Поэтому, когда добавляют бор (В), вводимое количество регулируют на 0,0050% или менее.
[0091] [Остальное количество]
Остальное количество в проволоке сплошного сечения в этом варианте исполнения составляют Fe и неизбежные загрязняющие примеси. Примеры неизбежных загрязняющих примесей в проволоке сплошного сечения согласно этому варианту исполнения включают О, N, Al, Nb, Са и Mg.
[0092] Проволоку сплошного сечения предпочтительно применяют в комбинации со спеченным флюсом. Состав флюса не является конкретно ограниченным. Например, может быть использован флюс, содержащий от 25% до 35% MgО, от 10% до 20% Al2О3, от 12% до 22% CaF2, от 8% до 18% SiО2, карбонаты металлов (значение в расчете на СО2) от 3% до 9%, от 10% до 15% СаО, и металлический Si от 1% до 4%, в расчете на общую массу флюса.
[0093] <MgО: от 25% до 35%>
Действие MgО проявляется в повышении оснóвности флюса и в раскислении для сокращения содержания кислорода в металле сварного шва. Таким образом, MgО проявляет эффект сокращения кислорода и дополнительно улучшает жаростойкость шлака. Однако когда содержание MgО в флюсе составляет менее 25%, эти действия не достигаются. Когда используют флюс, имеющий содержание MgО свыше 35%, шлак может отслаиваться, и может ухудшаться внешний вид наплавленного валика шва. Поэтому содержание MgО в флюсе предпочтительно составляет от 25% до 35%.
[0094] <Al2О3: от 10% до 20%>
Al2О3 действует как шлакообразующий агент, и обеспечивает удаляемость шлака с наплавленных валиков. Кроме того, Al2О3 проявляет действие, состоящее в улучшении характеристик концентрирования и стабильности дуги. Однако когда содержание Al2О3 в флюсе составляет менее 10%, ухудшается удаляемость шлака, и дуга становится нестабильной. В результате этого может осложниться выполнение сварки. Когда содержание Al2О3 в флюсе составляет более 20%, повышается содержание кислорода в металле сварного шва, и тем самым может ухудшаться ударная вязкость. Поэтому содержание Al2О3 в флюсе предпочтительно составляет от 10% до 20%.
[0095] <CaF2: от 12% до 22%>
Действие CaF2 состоит в регулировании температуры плавления образующегося шлака, которая, как правило, известна, и в эффекте сокращения кислорода в металле сварного шва. Однако когда содержание CaF2 в флюсе составляет менее 12%, это действие и этот эффект не могут быть получены, тогда как если содержание CaF2 в флюсе составляет более 22%, дуга может становиться нестабильной, может ухудшиться внешний вид наплавленного валика, и могут возникать оспины. Поэтому содержание CaF2 в флюсе предпочтительно составляет от 12% до 22%.
[0096] <SiО2: от 8% до 18%>
Действие SiО2 проявляется в фиксировании внешнего вида наплавленного валика и формы валика шва, в качестве шлакообразующего агента. Однако когда содержание SiО2 в флюсе составляет менее 8%, этот эффект не проявляется, тогда как если содержание SiО2 в флюсе составляет более 18%, возрастает количество кислорода в металле сварного шва, и тем самым может ухудшаться ударная вязкость. Поэтому содержание SiО2 в флюсе предпочтительно составляет от 8% до 18%.
[0097]
<Карбонаты металлов (значение в расчете на СО2): от 3% до 9%>
Карбонат металла обеспечивает эффект защиты дуги, причем карбонат металла испаряется под действием тепла при сварке, снижая парциальное давление водяных паров в атмосфере дуги и уменьшая количество диффузионного водорода в металле сварного шва. Однако когда содержание карбоната металла в флюсе составляет менее 3%, в расчете на СО2, этот эффект не может быть получен.
[0098] С другой стороны, когда содержание карбоната металла в флюсе составляет более 9%, в расчете на СО2, может ухудшаться удаляемость шлака, и могут возникать оспины. В результате этого может ухудшаться обрабатываемость. Поэтому содержание карбоната металла в флюсе предпочтительно составляет от 3% до 9%, в расчете на СО2. Примеры добавляемого в флюс карбоната металла могут включать СаСО3 и ВаСО3.
[0099] <СаО: от 10% до 15%>
СаО действует так, что повышает оснóвность флюса и сокращает кислород в металле сварного шва. Однако когда содержание СаО в флюсе составляет менее 10%, этот эффект не достигается. С другой стороны, когда содержание СаО в флюсе составляет более 15%, ухудшаются стабильность дуги и внешний вид наплавленного валика. Поэтому содержание СаО в флюсе предпочтительно составляет от 10% до 15%.
[0100] <Металлический Si: от 1% до 4%>
Металлический Si проявляет раскисляющее действие, которое снижает количество кислорода в металле сварного шва. Однако когда содержание металлического Si в флюсе составляет менее 1%, этот эффект не достигается. С другой стороны, когда содержание металлического Si в флюсе составляет более 4%, эффект раскисления не возрастает, и ухудшается форма наплавленного валика металла сварного шва, а также повышается прочность и снижается ударная вязкость. Поэтому содержание металлического Si в флюсе предпочтительно составляет от 1% до 4%. Здесь металлический Si добавляют в флюс в форме Fe-Si-сплава, Fe-Si-Mn-сплава, и тому подобной.
[0101] <Другие компоненты>
Примеры других компонентов, за исключением описанных выше компонентов, в флюсе включают компоненты в карбонатах металлов, кроме значения в расчете на СО2, оксиды щелочных металлов, и неизбежные загрязняющие примеси.
[0102] Подробно описанная выше проволока сплошного сечения может контролировать остаточный аустенит и улучшать устойчивость к водородному охрупчиванию и низкотемпературную ударную вязкость металла сварного шва.
ПРИМЕРЫ
[0103] Далее настоящее изобретение будет подробно описано со ссылкой на Примеры. Однако настоящее изобретение не предполагается быть ограниченным Примерами, и может быть исполнено при надлежащем модифицировании в той мере, насколько модификация соответствует области настоящего изобретения, описанного выше и ниже. Модификация включена в техническую область настоящего изобретения.
[0104]
Пример 1
Металлы сварных швов изготовили сваркой в следующих условиях (А) с использованием комбинаций флюсов (от F1 до F9), имеющих перечисленные в Таблице 1 химические составы, и проволок (от W1 до W52), имеющих химические составы, перечисленные в Таблицах 2 и 3. Символ «-» в Таблицах 2 и 3 означает, что компонент не добавлен (не содержится).
[0105]
[0106]
[0107]
[0108]
(А) Условия сварки
Способ сварки: дуговая сварка под флюсом (SAW)
Диаметр проволоки: 4,0 мм
Базовый металл для сварки: толстолистовая сталь, имеющая толщину класса 80 кг/м2 (толщина пластины: 32 мм)
Форма канавки: V-образная разделка кромок, имеющая угол 30º, с использованием материала подложки, имеющего зазор между свариваемыми кромками 13 мм (ссылка на Фиг. 1)
Полярность: DCEP (положительный электрод постоянного тока)
Условия погонной энергии (ток – напряжение – скорость)
(А) 500 А – 29 В – 40 см/мин (2,2 кДж/мм)
(В) 550 А – 30 В – 40 см/мин (2,5 кДж/мм)
(С) 550 А – 30 В – 36 см/мин (2,8 кДж/мм)
(D) 580 А – 32 В – 36 см/мин (3,1 кДж/мм)
Способ наслоения: девять слоев и 19 проходов
Предварительный нагрев: температура между проходами: от 140°С до 160°С
[0109] Химические составы полученных металлов сварных швов перечислены в Таблицах 4 и 5 вместе с использованными флюсами (Таблица 1) и сварочными проволоками (Таблицы 2 и 3). Разнообразные характеристики (предел прочности при растяжении, численная плотность частиц остаточного аустенита, объемная доля частиц остаточного аустенита, и устойчивость к водородному охрупчиванию) для каждого из полученных металлов сварных швов были оценены, как в следующих пунктах (1), (2), (3), и (4).
[0110]
(1) Оценка предела TS прочности при растяжении
Из центральной части полученного металла сварного шва отобрали испытательный образец, иллюстрированный в Фиг. 2, параллельно направлению сварки, и провели испытание на растяжение в соответствии с Японским промышленным стандартом JIS-Z2241. Испытательные образцы, имеющие предел прочности при растяжении свыше 780 МПа, были определены как прошедшие испытание.
[0111]
(2) Измерение численной плотности частиц остаточного аустенита
Зону сварки конечного прохода на полученном металле сварного шва отполировали до зеркального блеска и протравили реагентом Ле Пера (Le Pera F.S.). Сфотографировали изображения двух полей зрения в оптическом микроскопе с 1000-кратными увеличениями. Светлые контрасты протравленных частиц остаточного аустенита проанализировали с использованием пакета программ для анализа изображений («Image-Pro Plus», разработанного фирмой Media Cybernetics, Inc.), и рассчитали численную плотность частиц остаточного аустенита, имеющих диаметр эквивалентной окружности 0,15 мкм или более.
[0112]
(3) Измерение объемной доли частиц остаточного аустенита
Поверхность зоны сварки конечного прохода на полученном металле сварного шва подвергли электрополировке и провели измерение рентгеновской дифракции с использованием рентгеновского микродифрактометра («RINT-RAPID II») производства фирмы Rigaku Corporation, для анализа вторичного рентгеновского излучения. Для пиков каждой кристаллографической плоскости (110), (200), (211), и (220) ферритной фазы и пиков каждой кристаллографической плоскости (111), (200), (220), и (311) фазы остаточного аустенита рассчитали каждую объемную долю (111), (200), (220), и (311) фазы остаточного аустенита на основе величин интегральной интенсивности каждого из пиков. Рассчитали усредненное значение (среднее арифметическое) объемных долей, и среднее значение определили как «объемную долю фазы остаточного аустенита».
[0113]
(4) Оценка устойчивости к водородному охрупчиванию с использованием крупноразмерного SSRT-испытательного образца.
Из центральной части полученного металла сварного шва отобрали крупноразмерный испытательный образец, иллюстрированный в Фиг. 3, параллельно направлению сварки. Насыщение водородом проводили в следующих условиях (В).
[0114]
(В) Условия насыщения водородом
Водный раствор: раствор, в котором NaCl (30 г) и KSCN (1 г) были растворены в 1 л воды
Плотность тока: 0,1 А/дм2
Продолжительность насыщения: 100 часов
[0115] В условиях (В) проводили насыщение водородом крупноразмерного испытательного образца, и после этого провели гальванизацию в соответствии со следующими условиями (С) гальванизации для предотвращения улетучивания водорода.
(С) Условия гальванизации
Водный раствор: раствор, в котором ZnSO4∙7H2O (350 г), 97%-ная H2SO4 (20,6 г) и Na2SO4 (60 г) были растворены в 1 л воды
Температура ванны: 60°С
Плотность тока: 50 А/дм2
Продолжительность гальванизации: 3 минуты
[0116] На оцинкованном испытательном образце провели SSRT-испытание при скорости перемещения подвижной траверсы 3,0×10-2 мм/мин (скорость деформации: 6,94×10-6/секунду). Испытательный образец, имеющий относительное удлинение при разрыве свыше 2,0%, оценивали как имеющий повышенную устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0117]
[0118]
[0119] Эти результаты перечислены в Таблицах 6 и 7 (Эксперименты №№ 1-52).
[0120]
[0121]
[0122] Из этих результатов может быть выведено следующее суждение.
[0123] Эксперименты №№ 1-26 в Таблице 6 и Эксперименты №№ 27-33 представляют собой примеры, которые удовлетворяют требованиям, определенным в настоящем изобретении. Металлы сварных швов, имеющие повышенную устойчивость к водородному охрупчиванию для крупноразмерных испытательных образцов, были получены, даже когда металлы сварных швов имели высокую прочность более 780 МПа. Более конкретно, сварку проводили с использованием надлежащих сварочных материалов (флюсов и проволок), перечисленных в Таблицах 1-3, и при надлежащих условиях [(A)-(D)] погонной энергии, и тем самым надлежащим образом были отрегулированы все из химических составов металлов сварных швов и величин численной плотности частиц и объемных долей остаточного аустенита. В результате этого были получены металлы сварных швов, имеющие желательные свойства.
[0124] Напротив, Эксперименты №№ 34-52 в Таблице 7 представляют собой примеры, которые были вне любых требований, определенных в настоящем изобретении, и тем самым желательные свойства не могли быть получены.
[0125] Во-первых, Эксперимент № 34 представляет собой пример, в котором использовали надлежащий флюс F1, но сварку проводили в условиях (D) погонной энергии, при которых погонная энергия была высокой. В результате этого объемная доля частиц остаточного аустенита в металле сварного шва была низкой, и ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0126] Эксперимент № 35 представляет собой пример, в котором применяли флюс F6, имеющий меньшее количество SiО2. В результате этого объемная доля частиц остаточного аустенита в металле сварного шва была низкой, и также ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Содержание С в металле сварного шва было низким в результате использованной сварочной проволоки, и тем самым ухудшился предел прочности при растяжении.
[0127] Эксперимент № 36 представляет собой пример, в котором применяли флюс F7, имеющий большое количество SiО2. В результате этого содержание Si в металле сварного шва было высоким, и значительно повысилась прочность с ухудшением устойчивости к водородному охрупчиванию крупноразмерного испытательного образца. Содержание Mn в металле сварного шва было высоким в результате использованной сварочной проволоки, и тем самым значительно возрос предел прочности при растяжении.
[0128] Эксперимент № 37 представляет собой пример, в котором применяли флюс F8, имеющий меньшее количество металлического Si. В результате этого объемная доля частиц остаточного аустенита в металле сварного шва была низкой, и также ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Содержание Mn в металле сварного шва было низким в результате использованной сварочной проволоки, и тем самым ухудшился предел прочности при растяжении.
[0129] Эксперимент № 38 представляет собой пример, в котором применяли флюс F9, имеющий большое количество металлического Si. В результате этого содержание Si в металле сварного шва было высоким, и значительно повысилась прочность с ухудшением устойчивости к водородному охрупчиванию крупноразмерного испытательного образца. Содержание Ni в металле сварного шва было высоким в результате использованной сварочной проволоки, и тем самым значительно повысился предел прочности при растяжении.
[0130] Эксперимент № 39 представляет собой пример, в котором относительное содержание Cr и Mn, [Cr]/[Mn], в металле сварного шва было малым. В результате этого численная плотность частиц остаточного аустенита в металле сварного шва была низкой, и ухудшилась устойчивость к водородному охрупчиванию крупноразмерного испытательного образца. Содержание С в металле сварного шва было высоким в результате использованной сварочной проволоки, и тем самым значительно повысился предел прочности при растяжении.
[0131] Эксперимент № 40 представляет собой пример, в котором содержание Si в металле сварного шва было низким. В результате этого объемная доля фазы остаточного аустенита в металле сварного шва была низкой, и ухудшилась устойчивость к водородному охрупчиванию крупноразмерного испытательного образца. Эксперимент № 41 представляет собой пример, в котором содержание Si в металле сварного шва было высоким. В результате этого значительно повысился предел прочности при растяжении, с ухудшением устойчивости к водородному охрупчиванию для крупноразмерного испытательного образца.
[0132] Эксперимент № 42 представляет собой пример, в котором относительное содержание Cr и Mn, [Cr]/[Mn], в металле сварного шва было малым. В результате этого численная плотность частиц остаточного аустенита в металле сварного шва была низкой, и ухудшилась устойчивость к водородному охрупчиванию крупноразмерного испытательного образца. В дополнение, содержание О в металле сварного шва было высоким, и объемная доля частиц остаточного аустенита была малой. Кроме того, с этой позиции ухудшилась устойчивость к водородному охрупчиванию крупноразмерного испытательного образца. Содержание Ni в металле сварного шва было низким, и тем самым ухудшился предел прочности при растяжении.
[0133] Эксперимент № 43 представляет собой пример, в котором относительное содержание Cr и Mn, [Cr]/[Mn], в металле сварного шва было малым. В результате этого численная плотность частиц остаточного аустенита в металле сварного шва была низкой, и ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0134] Эксперимент № 44 представляет собой пример, в котором содержание Cr в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Эксперимент № 45 представляет собой пример, в котором содержание Mo в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0135] Эксперимент № 46 представляет собой пример, в котором содержание Al в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Эксперимент № 47 представляет собой пример, в котором содержание N в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0136] Эксперимент № 48 представляет собой пример, в котором содержание Ti в металле сварного шва было высоким. В результате этого была чрезмерно высокой прочность металла сварного шва, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Эксперимент № 49 представляет собой пример, в котором содержание V в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0137] Эксперимент № 50 представляет собой пример, в котором содержание Cu в металле сварного шва было высоким. В результате этого была чрезмерно высокой прочность металла сварного шва, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Эксперимент № 51 представляет собой пример, в котором содержание Zr в металле сварного шва было высоким. В результате этого прочность металла сварного шва была чрезмерно высокой, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца. Эксперимент № 52 представляет собой пример, в котором содержание В в металле сварного шва было высоким. В результате этого была чрезмерно высокой прочность металла сварного шва, и тем самым ухудшилась устойчивость к водородному охрупчиванию для крупноразмерного испытательного образца.
[0138]
Пример 2
В Примере 2 были испытаны предпочтительные составы проволоки.
[0139] Приготовили проволоки сплошного сечения (диаметр проволоки 4,0 мм) Примеров и Сравнительных Примеров, имеющие перечисленные в Таблице 8 составы, и провели испытание технических характеристик. Проволоки от W101 до W113 представляют собой Примеры проволок, имеющих составы в предпочтительном диапазоне, и проволоки от W114 до W124 представляют собой Сравнительные Примеры проволок, имеющих составы за пределами предпочтительного диапазона. Остальное количество в составах проволок, перечисленных в Таблицу 8, представляет собой Fe и неизбежные загрязняющие примеси.
[0140]
[0141]
<Полная сварка металлом сварного шва>
Каждую проволоку сплошного сечения Примеров и Сравнительных Примеров, и флюсы типа спеченных флюсов (согласно IIW (Международный институт сварки) оснóвность BL=3,5), перечисленных в Таблице 9, применяли для проведения сварки в условиях, перечисленных в Таблице 11, с использованием толстолистовой стали класса прочности при растяжении 780 МПа, имеющей состав, перечисленный в Таблице 10, в качестве базового металла. Остальное количество в составе толстолистовой стали, указанном в Таблице 10, представляет собой Fe и неизбежные загрязняющие примеси.
[0142]
[0143]
[0144]
[0145] Для полученных металлов сварных швов измерили механические свойства металлов сварных швов и объемные доли фазы остаточного аустенита, и оценили устойчивость к водородному охрупчиванию следующими методами.
[0146]
<Испытание на растяжение>
Из центрального положения по толщине пластины в центре металла сварного шва отобрали испытательный образец согласно стандарту JIS Z3111 А1, и провели испытание на растяжение с использованием этого испытательного образца при температуре испытания, соответствующей комнатной температуре (от 20ºС до 23ºС). В результате металл сварного шва, имеющий предел прочности при растяжении 770 МПа или более, был определен как прошедший испытание.
[0147]
<Испытание на ударную вязкость>
Из центрального положения по толщине пластины в центре металла сварного шва отобрали испытательный образец с V-образным надрезом согласно стандарту JIS Z 3111, и провели испытание на ударную вязкость с использованием этого испытательного образца при температуре испытания -60ºС. В результате металл сварного шва, имеющий среднее значение поглощения энергии при температуре -60ºС на уровне 47 Дж или более, был определен как прошедший испытание.
[0148]
<Объемная доля фазы остаточного аустенита>
Поверхность зоны сварки конечного прохода на полученном металле сварного шва подвергли электрополировке и провели измерение рентгеновской дифракции с использованием рентгеновского микродифрактометра RINT-RAPID II производства фирмы Rigaku Corporation, для анализа вторичного рентгеновского излучения. Из результатов, для пиков каждой кристаллографической плоскости (110), (200), (211), и (220) ферритной фазы и пиков каждой кристаллографической плоскости (111), (200), (220), и (311) фазы остаточного аустенита рассчитали каждую объемную долю (111), (200), (220), и (311) фазы остаточного аустенита на основе величин интегральной интенсивности каждого из пиков. Рассчитали усредненное значение (среднее арифметическое) объемных долей, и среднее значение определили как «объемную долю фазы остаточного аустенита».
[0149]
<Устойчивость к водородному охрупчиванию>
Из центральной части металла сварного шва параллельно направлению сварки отобрали образец для испытания на растяжение согласно стандарту JIS Z3111 А0. В описанных ниже условиях (А) провели насыщение испытательного образца водородом, и после этого провели гальванизацию в соответствии со следующими условиями (В) гальванизации для предотвращения улетучивания водорода. SSRT-испытание проводили с использованием этого испытательного образца со скоростью перемещения подвижной траверсы 3,0×10-2 мм/мин (скорость деформации: 6,94×10-6/секунду). Испытательный образец, имеющий относительное удлинение при разрыве свыше 2,0%, оценивали как имеющий «повышенную устойчивость к водородному охрупчиванию».
[0150]
(А) Условия насыщения водородом
Обрабатывающий раствор: водный раствор, в котором 30 г NaCl и 1 г KSCN были растворены в 1 л воды
Плотность тока: 0,1 А/дм2
Продолжительность насыщения: 100 часов
[0151]
(В) Условия гальванизации
Раствор для гальванизации: водный раствор, в котором 350 г ZnSO4∙7H2O, 20,6 г 97%-ной H2SO4 и 60 г Na2SO4 были растворены в 1 л воды
Температура ванны: 60ºС
Плотность тока: 50 А/дм2
Продолжительность гальванизации: 3 минуты
[0152] Результаты оценки в соответствии с вышеуказанными методами испытаний обобщенно перечислены в Таблице 12.
[0153]
[0154] Как перечислено в Таблице 12, Сравнительный Пример 1 с использованием проволоки W114, в которой содержание С было ниже предпочтительного диапазона, имел результатом ухудшение низкотемпературной ударной вязкости металла сварного шва и снижение предела прочности при растяжении. Также Сравнительный Пример 5 с использованием проволоки W118, в которой содержание С было выше, чем предпочтительный диапазон, имел результатом значительное ухудшение низкотемпературной ударной вязкости металла сварного шва и, в дополнение, ухудшение устойчивости к водородному охрупчиванию.
[0155] Сравнительный Пример 2 с использованием проволоки W115, в которой Si не содержался, и содержание Cr было выше, чем предпочтительный диапазон, привел к снижению низкотемпературной ударной вязкости и предела прочности при растяжении, и, в дополнение, к ухудшению устойчивости к водородному охрупчиванию. Подобным образом, Сравнительный Пример 7 с использованием проволоки W120, в которой содержание Si было выше предпочтительного диапазона, также имел результатом снижение низкотемпературной ударной вязкости металла сварного шва, и, в дополнение, ухудшение устойчивости к водородному охрупчиванию.
[0156] Сравнительный Пример 3 с использованием проволоки W116, в которой содержание Mn было ниже, чем предпочтительный диапазон, и содержание Mo было выше предпочтительного диапазона, имел результатом ухудшение устойчивости металла сварного шва к водородному охрупчиванию. С другой стороны, Сравнительный Пример 6 с использованием проволоки W119, в которой содержание Mn было выше, чем предпочтительный диапазон, привел к ухудшению низкотемпературной ударной вязкости металла сварного шва.
[0157] Сравнительный Пример 4 с использованием проволоки W117, в которой содержание Р было выше, чем предпочтительный диапазон, имел результатом значительное снижение низкотемпературной ударной вязкости металла сварного шва. Сравнительный Пример 8 с использованием проволоки W121, в которой содержание S было выше предпочтительного диапазона, имел результатом значительное снижение низкотемпературной ударной вязкости металла сварного шва, и, в дополнение, ухудшение устойчивости к водородному охрупчиванию.
[0158] Сравнительный Пример 9 с использованием проволоки W122, в которой содержание Ni было ниже, чем предпочтительный диапазон, имел результатом ухудшение низкотемпературной ударной вязкости металла сварного шва. С другой стороны, Сравнительный Пример 11 с использованием проволоки W124, в которой содержание Ni было выше, чем предпочтительный диапазон, имел результатом ухудшение низкотемпературной ударной вязкости металла сварного шва. Сравнительный Пример 10 с использованием проволоки W123, которая не содержала Cr, привел к ухудшению низкотемпературной ударной вязкости металла сварного шва, и, в дополнение, к снижению предела прочности при растяжении.
[0159] С другой стороны, Примеры с использованием проволок от W101 до W113, которые были получены в предпочтительном диапазоне, дали металлы сварных швов, имеющие повышенные низкотемпературную ударную вязкость и устойчивость к водородному охрупчиванию.
[0160] Настоящее изобретение было подробно описано подробно и со ссылкой на конкретные варианты осуществления. Квалифицированным специалистам в этой области технологии будет ясно, что разнообразные изменения и модификации могут быть сделаны без выхода за пределы смысла и области настоящего изобретения.
Настоящая заявка основана на Японской Патентной Заявке, поданной 11 января 2013 года (Публикация Нерассмотренной Японской Патентной Заявки № 2013-004074), и Японской Патентной Заявке, поданной 31 октября 2013 года (Публикация Нерассмотренной Японской Патентной Заявки № 2013-226438). Содержание этих заявок включено здесь ссылкой.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0161] Настоящее изобретение применимо к разнообразным сварным конструкциям и создает металл сварного шва, имеющий повышенную устойчивость к водородному охрупчиванию.
Изобретение относится к области металлургии, а именно к металлу сварного шва, используемому для сварной конструкции. Металл сварного шва содержит, мас.%: С от 0,02 до 0,12, Si от 0,18 до 2,00, Mn от 0,90 до 2,5, Ni от 1,0 до 3,5, Cr от 0,3 до 2,0, Al 0,030 или менее (за исключением 0), N 0,015 или менее (за исключением 0), О 0,050 или менее (за исключением 0), железо и неизбежные примеси остальное. Металл сварного шва включает частицы остаточного аустенита, имеющие диаметр эквивалентной окружности 0,15 мкм или более, в количестве 2500 частиц/мм2 или более. Объемная доля фазы остаточного аустенита составляет 4,3% или более относительно всех структур; и относительное содержание Cr к содержанию Mn, [Cr]/[Mn], составляет 0,20 или более. Металл сварного шва имеет повышенную устойчивость к водородному охрупчиванию, в том числе при пределе прочности при растяжении свыше 780 МПа. 2 н. и 4 з.п. ф-лы, 3 ил., 12 табл.
1. Металл сварного шва, содержащий, мас. %:
С от 0,02 до 0,12
Si от 0,18 до 2,00
Mn от 0,90 до 2,5
Ni от 1,0 до 3,5
Cr от 0,3 до 2,0
Al 0,030 или менее (за исключением 0)
N 0,015 или менее (за исключением 0)
О 0,050 или менее (за исключением 0)
железо и неизбежные примеси остальное,
причем металл сварного шва включает частицы остаточного аустенита, имеющие диаметр эквивалентной окружности 0,15 мкм или более, в количестве 2500 частиц/мм2 или более;
объемная доля фазы остаточного аустенита составляет 4,3% или более относительно всех структур; и
относительное содержание Cr к содержанию Mn, [Cr]/[Mn], составляет 0,20 или более.
2. Металл сварного шва по п. 1, отличающийся тем, что он дополнительно содержит, мас. %, по меньшей мере один элемент из Мо 0,95 или менее (за исключением 0), Ti менее 0,040 (за исключением 0); V 0,60 или менее (за исключением 0), Cu 1,0 или менее (за исключением 0), Zr 0,10 или менее (за исключением 0) и В 0,0050 или менее (за исключением 0).
3. Металл сварного шва по п. 1 или 2, отличающийся тем, что он сформирован дуговой сваркой под флюсом.
4. Проволока сплошного сечения для формирования дуговой сваркой под флюсом металла сварного шва по п. 1, содержащая, мас.%:
С от 0,07 до 0,20
Si от 0,05 до 1,60
Mn от 1,30 до 3,20
Ni от 1,00 до 3,70
Cr от 0,3 до 2,2
Мо 2,0 или менее (включая 0), в расчете на общую массу проволоки,
железо и неизбежные примеси остальное.
5. Проволока по п. 4, в которой содержания марганца, никеля, хрома и молибдена, мас. %, удовлетворяют следующему соотношению:
 .
.
6. Проволока по п. 4 или 5, отличающаяся тем, что она дополнительно содержит, мас. %, по меньшей мере один элемент из Cu от 0,07 до 0,40, V 0,019 или менее, Zr 0,050 или менее, Ti 0,010 или менее и В 0,0050 или менее.
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА, МЕТАЛЛ СВАРОЧНОГО ШВА КОТОРОЙ ОБЛАДАЕТ ВЫСОКИМ СОПРОТИВЛЕНИЕМ ХОЛОДНОМУ РАСТРЕСКИВАНИЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2434070C2 |
| CN 102528319 A, 04.07.2012 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| EP 0812646 A1, 17.12.1997 | |||
| 2-АМИНОАЛКИЛ-5-АМИНОАЛКИЛАМИНОЗАМЕЩЕННЫЕ ИЗОХИНОИНДАЗОЛ-6-(2Н)-ОНЫ, СПОСОБ ИХ ПОЛУЧЕНИЯ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЛЕЧЕНИЯ ОПУХОЛИ | 1993 |
|
RU2130937C1 |

