Область техники
Настоящее изобретение относится к сварной стальной трубе, которую предпочтительно можно использовать в качестве трубопроводной трубы для транспортировки нефти или природного газа, и к способу изготовления сварной стальной трубы.
Уровень техники
Поскольку сварная стальная труба, такая как стальная труба UOE, спиральная стальная труба и т.п., изготавливается путём формования стального листа в форме листа или полосы в цилиндрическую форму и выполнения сварки (например, дуговой сварки под флюсом или аналогичной) на торцах, стыкуемых в направлении ширины стального листа, образуется линейная зона сварки (так называемый шов). Сварная стальная труба, изготовленная таким образом, используется для различных целей и должна иметь качество, подходящее для таких различных целей использования. Например, чтобы использовать стальную трубу в качестве магистральной трубы для транспортировки нефти или природного газа, стальная труба должна иметь соответствующие механические свойства (например, ударную вязкость и т.п.), и, в частности, существует потребность в значительном улучшении низкотемпературной ударной вязкости для использования стальной трубы в качестве магистральной трубы, проложенной в холодном регионе.
Для повышения качества сварной стальной трубы необходимо улучшить свойства стального листа, используемого в качестве материала, и свойства металла, образующегося в шве. Однако трудно улучшить свойства стального листа в процессе изготовления сварной стальной трубы, в котором стальному листу придают цилиндрическую форму и в котором шов подвергают сварке. Поэтому были проведены исследования по способу улучшения свойств шва (т.е. механических свойств металла сварного шва) путём контроля составляющих стального листа и сварочного материала (например, флюса или сварочной проволоки) и соответствующим сочетанием этих материалов при выполнении сварки (см. патентную литературу 1).
Для сварки шва сварной стальной трубы широко применяют метод сварки под флюсом, а также способ, при котором сварку под флюсом выполняют с использованием двух и более электродов (то есть сварочных проволок), расположенных в линию в направлении движения преобладает сварка (так называемая многоэлектродная дуговая сварка под флюсом). Кроме того, с точки зрения повышения производительности, на практике был применён метод сварки, в котором скорость сварки увеличивается за счёт использования нескольких электродов и подачи большого сварочного тока, превышающего 1000 А.
При использовании такой технологии дуговой сварки под флюсом с несколькими электродами можно выполнять двухстороннюю однослойную сварку шва. При выполнении двухсторонней однослойной сварки шва сварной стальной трубы сначала выполняют однослойную сварку со стороны внутренней поверхности, а затем однослойную сварку со стороны наружной поверхности. Следовательно, поскольку часть металла сварного шва со стороны внутренней поверхности подвергается повторному нагреву при сварке со стороны внешней поверхности, частично изменяются механические свойства. Поэтому были проведены исследования в отношении метода улучшения свойств шва (то есть механических свойств металлов сварного шва) путём раздельного контроля составляющих каждого из металлов сварного шва на внутренней и внешней сторонах поверхности (см. патентную литературу 2).
Кроме того, для использования сварной стальной трубы в качестве магистральной трубы, используемой в кислой среде, была разработана сварная стальная труба, устойчивая к кислой среде (например, эквивалентная сварной стальной трубе марок от X60 до X65, как указано в стандартах API), а поскольку сульфидное коррозионное растрескивание под напряжением склонно к возникновению в шве в кислой среде, необходимо снижать твёрдость металла сварного шва. Поэтому были проведены исследования способа снижения содержания кислорода в металле шва, то есть улучшения механических свойств металла сварного шва, путём использования комбинации сварочной проволоки с пониженным содержанием легирующих элементов и флюс с высокой основностью (см. патентную литературу 3).
Кроме того, для формирования валика, имеющего подходящий эстетический вид, за счёт стабилизации формы валика, были также проведены исследования относительно способа выполнения сварки, при этом с использованием покрытия, покрывающего расплавленный шлак и расплавленный металл и прилежащую область, азот (N2) содержащийся во флюсе заменяется диоксидом углерода (CO2) или газообразным аргоном (Ar), а область вблизи расплавленного металла изолируется (то есть экранируется) от атмосферы (см. патентную литературу 4).
Список цитированных источников
Патентная литература
PTL 1: Публикация прошедшей экспертизу заявки на патент Японии JP № 1-38851;
PTL 2: Публикация не прошедшей экспертизу заявки на патент Японии JP № 9-1344;
PTL 3: Публикация не прошедшей экспертизу заявки на патент Японии JP № 48-100344;
PTL 4: Публикация не прошедшей экспертизу заявки на патент Японии JP № 2010-29931.
Раскрытие сущности изобретения
Техническая проблема
Однако даже в том случае, когда технология, раскрытая в патентной литературе 1 или патентной литературе 2, используется для сварной стальной трубы, сформированной из стального листа толщиной 6-20 мм, нельзя ожидать значительного улучшения свойства шва. Это связано с тем, что при уменьшении количества продуктов раскисления, всплывающих из расплавленного металла, образующихся при выполнении сварки, увеличивается содержание кислорода в металле шва, что отрицательно сказывается на механических свойствах металла сварного шва. Такое явление имеет тенденцию возникать, когда сварная стальная труба используется в среде, в которой транспортируется нефтяное масло или природный газ, содержащий сероводород (H2S) (так называемая среда, содержащая сероводород).
В случае технологии, раскрытой в патентной литературе 3, поскольку имеет место снижение вязкости расплавленного шлака при выполнении сварки, форма валика имеет тенденцию к нестабильности.
В случае технологии, раскрытой в патентной литературе 4, поскольку необходимо установить сложные вспомогательные устройства, такие как трубопровод для подачи защитного газа, в дополнение к основному корпусу сварочного аппарата для дуговой сварки под флюсом, затраты на изготовление сварочного аппарата для сварной стальной трубы увеличиваются.
Задача настоящего изобретения состоит в решении проблемы обычных технологий и, таким образом, предложить сварную стальную трубу, имеющую толщину 6-20 мм, валик, имеющий подходящий эстетический вид, и наплавленный металл с соответствующими механическими свойствами, и способ изготовления сварной стальной трубы.
Решение проблемы
Авторы настоящего изобретения в качестве имитационного эксперимента по двухсторонней однослойной сварке шва в процессе изготовления сварной стальной трубы после стыковки двух стальных листов одинаковой толщины и выполнения однослойной сварки на нижней стороне поверхности (соответствующей внутренней стороне поверхности) листов, выполненной однослойной сваркой со стороны верхней поверхности (соответствующей стороне наружной поверхности). Толщина стальных листов, использованных в эксперименте, составляла 6-20 мм, для выполнения однослойной сварки с обеих сторон применялся метод многоэлектродной сварки под флюсом. В данном имитационном эксперименте, поскольку металл шва, сформированный на нижней стороне поверхности, подвергается повторному нагреву при сварке на верхней стороне, свойства зоны шва (в частности, механические свойства металла сварного шва на нижней стороне поверхности) частично изменились.
Поэтому были проведены исследования механических свойств полученной зоны сварки и внешнего вида валика. В результате было обнаружено, что можно получить зону сварки, обладающую подходящими свойствами, путём раздельного контроля составляющих каждого металла сварного шва на нижней и верхней сторонах поверхности.
Настоящее изобретение было завершено на основе результатов, описанных выше.
[1] Сварная стальная труба, полученная путём придания цилиндрической формы стальному листу толщиной 6-20 мм, стыковки обоих концов по ширине стального листа и выполнения однослойной дуговой сварки под флюсом на обоих, внутренней и внешней сторонах поверхности,
стальной лист, имеющий химический состав, содержащий C: 0,030 - 0,080% масс., Si: 0,10 - 0,50% масс., Mn: 1,00 - 2,00% масс., P: 0,010% масс. или менее, S: 0,005% масс. или менее, Cu: 0,05% масс. или менее, Ni: 0,05% масс. или менее, Cr: 0,50% масс. или менее, Mo: 0,20% масс. или менее, Nb: 0,05% масс. или менее, V: 0,100% масс. или менее, Ti: 0,050% масс. или менее, Al: 0,01-0,05% масс., Ca: 0,0005-0,0050% масс., Mg: 0,0003-0,0100% масс., РЗМ: 0,020% масс. или менее, остальное Fe и случайные примеси,
металл сварного шва со стороны внутренней поверхности, имеющий химический состав, содержащий C: 0,030-0,060% масс., Si: 0,50% масс. или менее, Mn: 0,80-1,80% масс., Cu: 0,05% масс. или менее, Ni : 0,05% масс. или менее, Cr: 0,30% масс. или менее, Mo: 0,10% масс. или менее, Nb: 0,040% масс. или менее, V: 0,010% масс. или менее, Ti: 0,010-0,040% масс., B: 0,0015-0,0040% масс., Al: 0,030% масс. или менее, O: 0,020-0,040% масс., N: 0,007% масс. или менее, и остальное Fe и случайные примеси, в которых Pcm рассчитанное с использованием уравнения (1) ниже составляет 0,140-0,180, и
металл сварного шва на внешней стороне поверхности, имеющий химический состав, содержащий C: 0,030-0,060% масс., Si: 0,50% масс. или менее, Mn: 0,80-1,80% масс., Cu: 0,05% масс. или менее, Ni : 0,05% масс. или менее, Cr: 0,30% масс. или менее, Mo: 0,20% масс. или менее, Nb: 0,040% масс. или менее, V: 0,010% масс. или менее, Ti: 0,010-0,040% масс., B: 0,0015-0,0060% масс., Al: 0,030% масс. или менее, O: 0,020-0,040% масс., N: 0,007% масс. или менее, и остальное Fe и случайных примесей, в которых Pcm рассчитанное с использованием уравнения (1) ниже составляет 0,140-0,185.
Pcm = [C] + [Si]/30 + ([Mn] + [Cu] + [Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 + 5[B] ••• (1) [C]: содержание C (% масс.) в металле сварного шва
[Si]: содержание Si (% масс.) в металле сварного шва
[Mn]: содержание Mn (% масс.) в металле сварного шва
[Cu]: содержание Cu (% масс.) в металле сварного шва
[Cr]: содержание Cr (% масс.) в металле сварного шва
[Ni]: содержание никеля (% масс.) в металле сварного шва
[Mo]: содержание Mo (% масс.) в металле сварного шва
[V]: содержание ванадия (% масс.) в металле сварного шва
[B]: содержание B (% масс.) в металле сварного шва
[2] Способ изготовления сварной стальной трубы, включающий формование стального листа толщиной 6-20 мм и имеющего химический состав в соответствии с пунктом [1] в цилиндрическую форму со стыковкой обоих концов в направлении ширины стального листа и выполнение однослойной дуговой сварки под флюсом как с внутренней, так и с внешней стороны поверхности с формированием металлов сварного шва, имеющих химический состав по п.1.
[3] Способ изготовления сварной стальной трубы по п.2, в котором флюс, применяемый для дуговой сварки под флюсом, выполняемой с внутренней и наружной сторон поверхности, удовлетворяет условию, что B.I. рассчитанный с использованием приведённого ниже уравнения (2), составляет 1,0-2,2.
B.I. = ([CaO] + [CaF2] + [MgO] + 0,5[MnO])/{[SiO2] + 0,5([Al2O3] + [TiO2])} ••• (2)
[CaO]: содержание CaO (% масс.) во флюсе
[CaF2]: содержание CaF2 (% масс.) во флюсе
[MgO]: содержание MgO (% масс.) во флюсе
[MnO]: содержание MnO (% масс.) во флюсе
[SiO2]: содержание SiO2 (% масс.) во флюсе
[Al2O3]: содержание Al2O3 (% масс.) во флюсе
[TiO2]: содержание TiO2 (% масс.) во флюсе
[4] Способ изготовления сварной стальной трубы по п. 2 или 3, в котором сварку под флюсом выполняют в условиях, при которых погонная энергия сварки на внутренней стороне поверхности QB (кДж/мм) удовлетворяет соотношению (3) ниже и условию, что погонная энергия сварки на внешней стороне поверхности QF (кДж/мм) удовлетворяет соотношению (4) ниже.
1,3 × exp(0,045 × t) ≤ QB ≤ 1,9 × exp(0,048 × t) ··· (3)
1,3 × exp(0,045 × t) ≤ QF ≤ 1,9 × exp(0,048 × t) ··· (4)
t: толщина (мм) стального листа.
[5] Способ изготовления сварной стальной трубы по любому из пунктов 2-4, в котором дуговую сварку под флюсом выполняют с использованием способа дуговой сварки под флюсом с несколькими электродами.
[6] Способ изготовления сварной стальной трубы по любому из пунктов 2-5, в котором однослойную сварку выполняют со стороны наружной поверхности после того, как однослойную сварку выполняют на внутренней стороне поверхности.
Положительные эффекты изобретения
Согласно настоящему изобретению в случае сварки, выполняемой для изготовления сварной стальной трубы, имеющей сравнительно небольшую толщину 6-20 мм, где содержание О в металле сварного шва имеет тенденцию быть высоким, можно получить не только соответствующие механические свойства в исходной части металла сварного шва и в повторно нагретой части металла сварного шва, а также валик, имеющий подходящий эстетический вид, что оказывает значительное влияние на промышленность.
Краткое описание чертежей
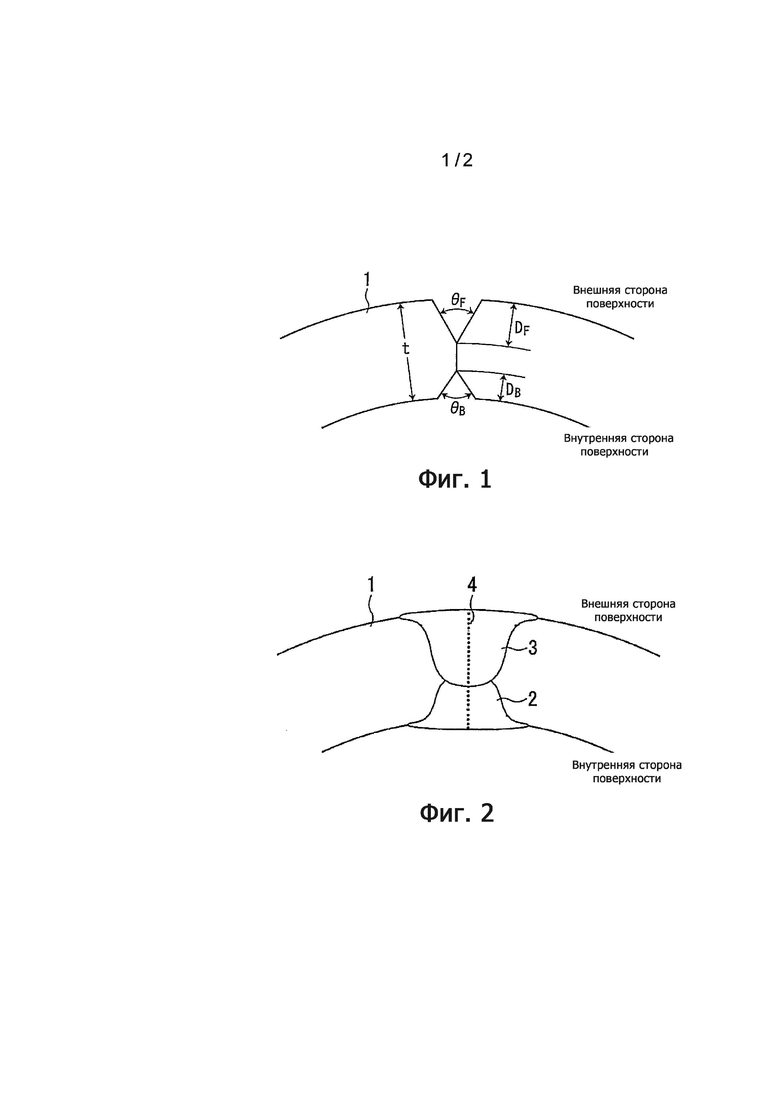
Фиг. 1 представляет схематический вид в разрезе, иллюстрирующий один пример формы канавки.
Фиг. 2 представляет схематический вид в разрезе, иллюстрирующий положения измерения твёрдости по Виккерсу.
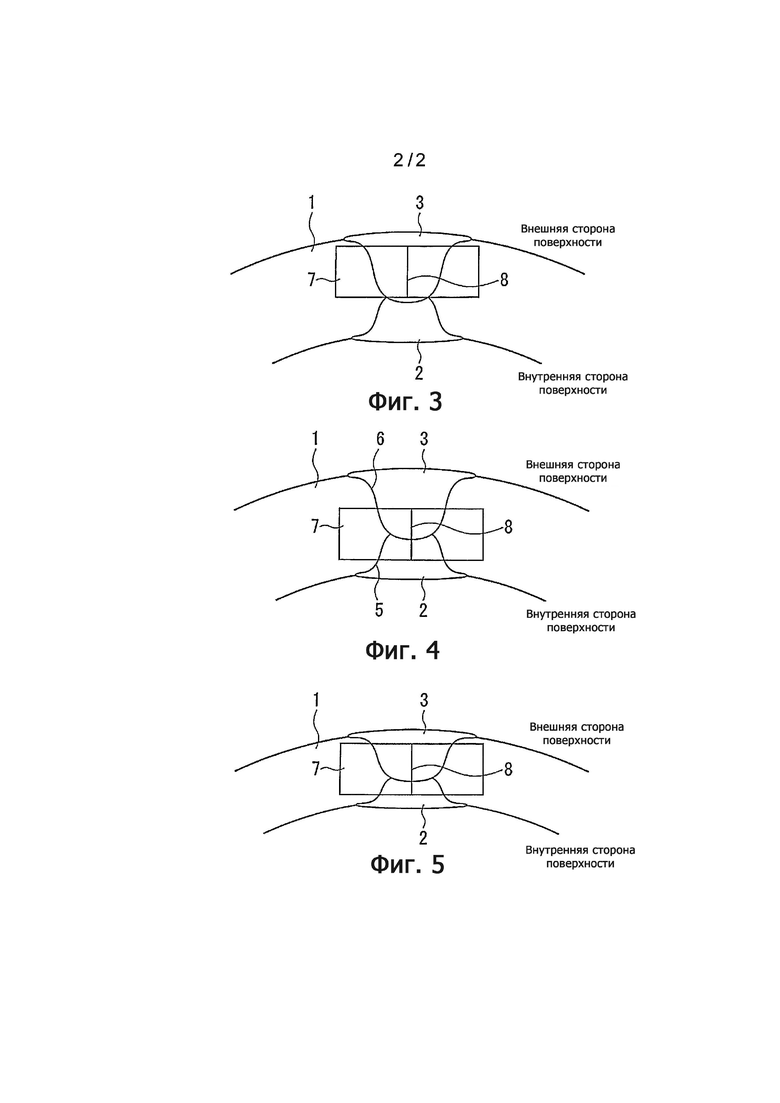
Фиг. 3 представляет схематический вид в разрезе, иллюстрирующий положение, в котором отбирают образец для испытания на удар по Шарпи.
Фиг. 4 представляет схематический вид в разрезе, иллюстрирующий положение, в котором отбирают образец для испытания на удар по Шарпи.
Фиг. 5 представляет схематический вид в разрезе, иллюстрирующий положение, в котором отбирают образец для испытания на удар по Шарпи.
Осуществление изобретения
Сначала будут описаны составляющие стального листа, который является материалом сварной стальной трубы согласно настоящему изобретению.
C: 0,030-0,080% масс.
Хотя С является элементом, важным для повышения прочности стального листа, в случае, когда содержание С слишком мало, невозможно получить стальной лист с заданной прочностью. С другой стороны, в случае чрезмерно высокого содержания С происходит ухудшение ударной вязкости стального листа. Поэтому содержание С задаётся равным 0,030-0,080% масс. Предпочтительно содержание С составляет 0,040% масс. или более и 0,060% масс. или менее.
Si: 0,10-0,50% масс.
Si представляет собой элемент, который неизбежно содержится в процессе раскисления при приготовлении расплавленной стали и который эффективен для повышения прочности стального листа за счёт твёрдорастворное упрочнение. В случае, когда содержание Si чрезмерно низкое, невозможно получить стальной лист с заданной прочностью. С другой стороны, в случае чрезмерно высокого содержания Si происходит ухудшение ударной вязкости стального листа. Поэтому содержание Si устанавливается равным 0,10-0,50% масс. Предпочтительно нижний предел содержания Si составляет 0,20% масс., а верхний предел содержания Si составляет 0,40% масс.
Mn: 1,00 - 2,00% масс.
Хотя Mn представляет собой элемент, который важен для повышения прочности стального листа за счёт повышения упрочняемости стального листа, в случае, когда содержание Mn чрезмерно низкое, реализовать такой эффект невозможно. С другой стороны, в случае чрезмерно высокого содержания Mn легко образуется MnS, что приводит к ухудшению ударной вязкости стального листа и к водородному растрескиванию. Поэтому содержание Mn устанавливают в пределах 1,00-2,00% масс. Предпочтительно нижний предел содержания Mn составляет 1,20% масс., а верхний предел содержания Mn составляет 1,50% масс.
Р: 0,010% масс. или менее
P представляет элемент, который вызывает ухудшение ударной вязкости стального листа и околошовной зоны сварного шва в результате попадания примеси при приготовлении расплавленной стали. Поэтому, поскольку эффект повышения ударной вязкости увеличивается с уменьшением содержания Р, содержание Р устанавливают равным 0,010% масс. или менее. Предпочтительно нижний предел содержания Р составляет 0,001% масс. или более с учётом затрат на дефосфорацию, а верхний предел содержания Р составляет 0,006% масс. или менее.
S: 0,005% масс. или менее
Поскольку S является элементом, который способствует осевой ликвации стального листа в результате попадания примеси при приготовлении расплавленной стали, качество сварной стальной трубы повышается с уменьшением содержания S. Поэтому содержание S составляет 0,005% масс. или менее. Предпочтительно нижний предел содержания серы составляет 0,001% масс. с учётом затрат на десульфурацию, а верхний предел содержания серы составляет 0,003% масс.
Cu: 0,05% масс. или менее
Хотя Cu является элементом, который важен для повышения прочности стального листа, в случае, когда содержание Cu чрезмерно велико, происходит ухудшение ударной вязкости околошовной зоны сварной стальной трубы. Поэтому содержание меди устанавливается равным 0,05% масс. или менее. Предпочтительно нижний предел содержания Cu составляет 0,01% масс., а верхний предел содержания Cu составляет 0,03% масс.
Ni: 0,05% масс. или менее
Хотя Ni является элементом, улучшающим прочность и ударную вязкость стального листа, в случае чрезмерно высокого содержания Ni в металле сварного шва стальной трубы возникает сульфидное коррозионное растрескивание под напряжением. Поэтому содержание Ni устанавливают равным 0,05% масс. или менее. Предпочтительно нижний предел содержания Ni составляет 0,005% масс., а верхний предел содержания Ni составлял 0,02 % масс.
Cr: 0,50% масс. или менее
Хотя Cr представляет собой элемент, который важен для повышения прочности стального листа, в случае чрезмерно высокого содержания Cr происходит ухудшение ударной вязкости сварной околошовной зоны сварной стальной трубы. Поэтому содержание Cr устанавливают равным 0,05% масс. или менее. Предпочтительно нижний предел содержания Cr составляет 0,10% масс., а верхний предел содержания Cr составляет 0,30% масс.
Mo: 0,20% масс. или менее
Хотя Мо является элементом, улучшающим прочность и ударную вязкость стального листа, в случае выполнения двухсторонней однослойной сварки стального листа, содержащего избыточное количество Мо, в металле шва на внутренней стороне происходит дисперсионное охрупчивание внутренней стороны поверхности, которая образуется первой, в результате повторного нагрева при последующей сварке со стороны наружной поверхности. Поэтому содержание Мо устанавливают равным 0,20% масс. или менее. Предпочтительно нижний предел содержания Мо составляет 0,05% масс., а верхний предел содержания Мо составляет 0,15% масс.
Nb: 0,05% масс. или менее
Хотя Nb является элементом, эффективным для расширения диапазона температур без рекристаллизации, когда горячую прокатку выполняют для изготовления стального листа, в случае чрезмерно высокого содержания Nb происходит ухудшение ударной вязкости сварного околошовной зоны сварной стальной трубы. Кроме того, в случае выполнения двухсторонней однослойной сварки стального листа, содержащего избыточное количество Nb, в металле сварного шва с внутренней стороны поверхности возникает дисперсионное охрупчивание, который формируется первым, в результате повторного нагрева при последующей сварке с внешней стороны поверхности. Поэтому содержание Nb устанавливают равным 0,05% масс. или менее. Предпочтительно нижний предел содержания Nb составляет 0,02 % масс., а верхний предел содержания Nb составляет 0,04% масс.
V: 0,100% масс. или менее
Хотя V является элементом, эффективным для повышения прочности стального листа за счёт дисперсионного упрочнения, в случае чрезмерно высокого содержания V происходит ухудшение ударной вязкости стального листа и околошовной зоны сварного шва сварной стальной трубы. Поэтому содержание V устанавливают равным 0,100% масс. или менее. Предпочтительно нижний предел содержания V составляет 0,001% масс., а верхний предел содержания V составляет 0,010% масс.
Ti: 0,050% масс. или менее
Ti представляет собой элемент, который повышает ударную вязкость стального листа за счёт соединения с N с образованием TiN и уменьшая, таким образом, количество твёрдого раствора N при приготовлении расплавленной стали. Кроме того, образующийся TiN способствует уменьшению размера кристаллического зерна стального листа и околошовной зоны сварной стальной трубы. Однако в случае чрезмерно высокого содержания Ti происходит ухудшение ударной вязкости стального листа. Поэтому содержание Ti установлено равным 0,050% масс. или менее. Предпочтительно нижний предел содержания Ti составляет 0,005% масс., а верхний предел содержания Ti составляет 0,020% масс.
Al: 0,01 - 0,05% масс.
Хотя Al представляет собой элемент, который добавляют в качестве раскислителя при приготовлении расплавленной стали, в случае, когда содержание Al чрезмерно велико, происходит ухудшение ударной вязкости стального листа. С другой стороны, в случае попытки значительно снизить содержание Al, поскольку время, необходимое для приготовления расплавленной стали, увеличивается, стоимость изготовления стального листа увеличивается. Поэтому содержание Al составляет 0,01-0,05% масс. Предпочтительно нижний предел содержания Al составляет 0,02 % масс., а верхний предел содержания Al составляет 0,04% масс.
Ca: 0,0005 - 0,0050% масс.
Ca является элементом, эффективным для морфологического контроля включений на основе сульфидов в стали и улучшающим пластичность за счёт ингибирования образования MnS. Однако в случае, когда содержание Са составляет менее 0,0005% масс., такие эффекты уменьшаются. Кроме того, в случае, когда содержание Са составляет более 0,0050% масс., формируется кластер СаО-СаS, который становится исходной точкой, в которой возникает HIC, или исходной точкой, в которой возникает вязкое растрескивание во время деформации. Поэтому содержание Ca устанавливается равным 0,0005-0,0050% масс. Предпочтительно нижний предел содержания Са составляет 0,0010% масс., а верхний предел содержания Са составляет 0,0040% масс.
Mg: 0,0003-0,0100% масс.
Mg эффективен для уменьшения размера зерна оксидов в процессе производства стали и ингибирования образования оксидов с большим размером зерна, которые вызывают ухудшение пластичности. Однако в случае, когда содержание Mg составляет менее 0,0003% масс., такой эффект снижается. Кроме того, в случае, когда содержание Mg составляет более 0,0100% масс., такой эффект насыщается. Поэтому содержание Mg устанавливается в пределах равным 0,0003-0,0100% масс. Предпочтительно нижний предел содержания Mg составляет 0,0010% масс., а верхний предел содержания Mg составляет 0,0040% масс.
РЗМ: 0,020% масс. или менее
РЗМ представляют собой элементы, которые эффективны в морфологическом контроле включений на основе сульфидов в стали и улучшают пластичность за счёт ингибирования образования MnS. Однако в случае содержания РЗМ более 0,020% масс. такие эффекты насыщаются. Поэтому содержание РЗМ устанавливают равным 0,020% масс. или менее. С другой стороны, в случае, когда содержание РЗМ составляет менее 0,0005% масс., происходит уменьшение таких эффектов. Поэтому предпочтительно содержание РЗМ составляет 0,0005-0,020% масс. Более предпочтительно нижний предел содержания РЗМ составляет 0,0050% масс., а верхний предел содержания РЗМ составляет 0,0150% масс.
Остальной химический состав стального листа, который отличается от компонентов, описанных выше, представляет собой Fe и случайно возникающие примеси (далее называемые «случайными примесями»).
Далее будут описаны составляющие металла сварного шва сварной стальной трубы согласно настоящему изобретению. Здесь, в настоящем изобретении, металл сварного шва на внутренней стороне поверхности формируется первым, а затем формируется металл сварного шва на внешней стороне поверхности.
C: 0,030 - 0,060% масс.
Хотя С является элементом, который важен для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае, когда содержание С слишком мало, невозможно получить металл сварного шва с заданной прочностью. С другой стороны, в случае чрезмерно высокого содержания С, поскольку легко образуются карбиды и мартенсит, ухудшается ударная вязкость металла сварного шва. Поэтому содержание С установлено равным 0,030% масс. и 0,060% масс. как на внутренней, так и на внешней стороне поверхности. Предпочтительно верхний предел содержания С составляет 0,060% масс., а нижний предел содержания С составляет 0,040% масс.
Si: 0,50% масс. или менее
Хотя Si является элементом, который неизбежно содержится в процессе раскисления при приготовлении расплавленной стали, в случае чрезмерно высокого содержания Si происходит ухудшение ударной вязкости металла сварного шва. Поэтому содержание Si устанавливается равным 0,50% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Si составляет 0,20% масс., а верхний предел содержания Si составляет 0,40% масс.
Mn: 0,80 - 1,80% масс.
Хотя Mn является элементом, улучшающим прочность металла сварного шва, в случае, когда содержание Mn чрезмерно низкое, реализовать такой эффект невозможно. С другой стороны, в случае чрезмерно высокого содержания Mn, поскольку имеет место значительное увеличение твёрдости металла сварного шва, происходит ухудшение ударной вязкости. Поэтому содержание Mn установлено равным 0,80-1,80% масс. как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Mn составляет 1,10% масс., а верхний предел содержания Mn составляет 1,70% масс.
Cu: 0,05% масс. или менее
Хотя Cu является элементом, который важен для повышения прочности металла сварного шва, в случае, когда содержание Cu чрезмерно велико, происходит ухудшение ударной вязкости металла сварного шва. Поэтому содержание меди устанавливают равным 0,05% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Cu составляет 0,01% масс., а верхний предел содержания Cu составляет 0,04% масс.
Ni: 0,05% масс. или менее
Хотя Ni является элементом, важным для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае, когда содержание Ni чрезмерно велико, в металле сварного шва возникает тенденция к сульфидному коррозионному растрескиванию под напряжением. Поэтому содержание Ni должно составлять 0,05% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Ni составляет 0,01% масс., а верхний предел содержания Ni составляет 0,03% масс.
Cr: 0,30% масс. или менее
Хотя Cr является важным элементом для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае, когда содержание Cr чрезмерно велико, поскольку твёрдость металла сварного шва значительно увеличивается, происходит ухудшение ударной вязкости. Поэтому содержание Cr устанавливают равным 0,30% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно содержание Cr составляет 0,10-0,30% масс. Более предпочтительно нижний предел содержания Cr составляет 0,10% масс., а верхний предел содержания Cr составляет 0,20% масс.
Mo: 0,10% масс. или менее на внутренней стороне поверхности и 0,20% масс. или менее на внешней стороне поверхности
Хотя Мо является элементом, который важен для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае, когда содержание Мо чрезмерно высокое, поскольку имеет место значительное увеличение твёрдости металла сварного шва, происходит ухудшение ударной вязкости. В частности, поскольку металл шва на внутренней стороне поверхности повторно нагревается, когда сварка выполняется на внешней стороне поверхности, такое явление заметно наблюдается на внутренней стороне поверхности. Поэтому содержание Мо устанавливают равным 0,10% масс. или менее на внутренней стороне поверхности и 0,20% масс. или менее на внешней стороне поверхности. Предпочтительно содержание Мо было ниже на внутренней стороне поверхности, чем на внешней стороне поверхности. Более предпочтительно на внутренней стороне поверхности нижний предел содержания Мо составляет 0,05% масс., а верхний предел содержания Мо составляет 0,10% масс., а на внешней стороне поверхности нижний предел содержания Мо составляет 0,05% масс., а верхний предел содержания Мо составляет 0,20% масс.
Nb: 0,040% масс. или менее
Хотя Nb является элементом, который важен для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае чрезмерно высокого содержания Nb, поскольку имеет место значительное увеличение твёрдости металла сварного шва, происходит ухудшение ударной вязкости. Поэтому содержание Nb устанавливают равным 0,040% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Nb составляет 0,010% масс., а верхний предел содержания Nb составляет 0,030% масс.
V: 0,010% масс. или менее
Хотя V является элементом, который важен для повышения прочности металла сварного шва за счёт повышения упрочняемости, в случае чрезмерно высокого содержания V, поскольку имеет место значительное увеличение твёрдости металла сварного шва, происходит ухудшение ударной вязкости. Поэтому содержание V устанавливают равным 0,010% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно содержание V составляет 0,005% масс. или менее. Более предпочтительно нижний предел содержания ванадия составляет 0,002 % масс., а верхний предел содержания ванадия составляет 0,004% масс.
Ti: 0,010-0,040% масс.
Ti является элементом, который повышает ударную вязкость металла сварного шва за счёт образования оксидов, которые становятся местами зарождения игольчатого феррита. В случае, когда содержание Ti чрезмерно низкое, реализовать такой эффект невозможно. С другой стороны, в случае чрезмерно высокого содержания Ti, поскольку увеличивается количество твёрдого раствора Ti в металле сварного шва, происходит ухудшение ударной вязкости. Поэтому содержание Ti устанавливается равным 0,010-0,040% масс. как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Ti составляет 0,015% масс., а верхний предел содержания Ti составляет 0,025% масс.
B: 0,0015-0,0040% масс. на внутренней стороне поверхности и 0,0015-0,0060% масс. на внешней стороне поверхности
В представляет собой элемент, который сегрегируется на границах зёрен и в результате препятствует образованию зернограничного феррита. В случае, когда содержание В чрезмерно низкое, реализовать такой эффект невозможно. С другой стороны, в случае чрезмерно высокого содержания В, поскольку имеет место значительное увеличение твёрдости металла сварного шва, происходит ухудшение ударной вязкости. В частности, поскольку металл шва на внутренней стороне поверхности повторно нагревается, когда сварка выполняется на внешней стороне поверхности, такое явление заметно наблюдается на внутренней стороне поверхности. Поэтому содержание В устанавливается равным 0,0015-0,0040% масс. со стороны внутренней поверхности и 0,0015-0,0060% масс. со стороны внешней поверхности. Предпочтительно со стороны внутренней поверхности нижний предел содержания В составляет 0,0015% масс., а верхний предел содержания В составляет 0,0030% масс., а со стороны внешней поверхности нижний предел содержания В составляет 0,0015% масс., а верхний предел содержания В составляет 0,0050% масс.
Al: 0,030% масс. или менее
Хотя Al представляет собой элемент, который добавляют в качестве раскислителя при приготовлении расплавленной стали, в случае, когда содержание Al чрезмерно велико, происходит ухудшение ударной вязкости металла сварного шва. Поэтому содержание Al установлено равным 0,030% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания Al составляет 0,005% масс., а верхний предел содержания Al составляет 0,020% масс.
O: 0,020-0,040% масс.
О является элементом, который улучшает механические свойства металла сварного шва за счёт соединения с титаном с образованием оксидов титана, которые становятся местами зарождения игольчатого феррита. В случае, когда содержание О чрезмерно низкое, реализовать такой эффект невозможно. С другой стороны, в случае чрезмерно высокого содержания О, поскольку в металле сварного шва образуется зернограничный феррит, имеет место ухудшение ударной вязкости. Поэтому содержание О установлено равным 0,020-0,040% масс. как на внутренней, так и на внешней стороне поверхности.
N: 0,007% масс. или менее
N представляет собой элемент, входящий в металл сварного шва в качестве примеси и препятствующий сегрегации B на границах зёрен за счёт соединения с B с образованием BN. В том случае, когда содержание N чрезмерно велико, поскольку легко образуется зернограничный феррит, происходит ухудшение ударной вязкости металла сварного шва. Поэтому содержание азота установлено равным 0,007% масс. или менее как на внутренней, так и на внешней стороне поверхности. Предпочтительно нижний предел содержания N составляет 0,003% масс., а верхний предел содержания N составляет 0,006% масс.
Pcm: 0,140-0,180 на внутренней стороне поверхности и 0,140-0,185 на внешней стороне поверхности
Pcm, рассчитанный с использованием приведённого ниже уравнения (1), представляет собой показатель, указывающий на упрочняемость металла сварного шва, и, в случае, когда Pcm слишком мал, поскольку межзёренный феррит имеет тенденцию к выделению, происходит ухудшение ударной вязкости металла сварного шва. С другой стороны, в случае, когда Pcm слишком велик, поскольку легко образуется бейнит из-за повышения упрочняемости, также происходит ухудшение ударной вязкости металла сварного шва. Поэтому Pcm устанавливается равным 0,140-0,180 на внутренней стороне поверхности и 0,140-0,185 на внешней стороне поверхности. Предпочтительно на внутренней стороне поверхности нижний предел Pcm составляет 0,160, а верхний предел Pcm составляет 0,175, а на внешней стороне поверхности нижний предел Pcm составляет 0,160, а верхний предел Pcm составляет 0,180.
Pcm = [C] + [Si]/30 + ([Mn] + [Cu] + [Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 + 5[B] (1)
[C]: содержание C (% масс.) в металле сварного шва
[Si]: содержание Si (% масс.) в металле сварного шва
[Mn]: содержание Mn (% масс.) в металле сварного шва
[Cu]: содержание Cu (% масс.) в металле сварного шва
[Cr]: содержание Cr (% масс.) в металле сварного шва
[Ni]: содержание никеля (% масс.) в металле сварного шва
[Mo]: содержание Mo (% масс.) в металле сварного шва
[V]: содержание ванадия (% масс.) в металле сварного шва
[B]: содержание B (% масс.) в металле сварного шва
Остальное в составе металла сварного шва на каждой внутренней и внешней стороне поверхности, что отличается от компонентов, описанных выше, представляет собой Fe и случайные примеси, такие как P, S и т.п.
Следует отметить, что сварочную проволоку соответственно выбирают для получения металлов сварного шва с химическим составом, описанным выше, в соответствии с химическим составом стального листа, химическим составом флюса, толщиной, условиями сварки и т.п. В частности, предпочтительно химический состав сварочной проволоки выбирают таким образом, чтобы можно было легко контролировать химический состав металла сварного шва, чтобы он находился в диапазонах, описанных выше. То есть, как описано выше, содержание Мо в металле сварного шва установлено равным 0,1% масс. или менее на внутренней стороне поверхности и 0,2 % масс. или менее на внешней стороне поверхности. Поэтому предпочтительно содержание Мо в сварочной проволоке составляет 0,55% масс. или менее. Кроме того, содержание В в металле сварного шва устанавливается равным 0,0015-0,0040% масс. на внутренней стороне поверхности и 0,0015-0,0060% масс. на внешней стороне поверхности. Поэтому предпочтительно содержание В в сварочной проволоке составляет 0,0150% масс. или менее. Более предпочтительно нижний предел содержания В в сварочной проволоке составляет 0,100% масс.
Далее будет описан способ изготовления сварной стальной трубы. Сначала стальному листу в форме листа или полосы, имеющему описанный выше химический состав и толщину 6-20 мм, придают цилиндрическую форму, и концы в направлении ширины стального листа соединяются встык. Затем выполняют дуговую сварку под флюсом на концах в направлении ширины стального листа на каждой из внутренней и внешней сторон поверхности для формирования линейных зон сварки (швов), имеющих металлы сварного шва с вышеописанным химическим составов. В это время, после выполнения однослойной сварки на внутренней стороне поверхности, выполняется однослойная сварка на внешней стороне поверхности. При дуговой сварке под флюсом флюс распределяют по стыковым концам, после чего сварку выполняют таким образом, что дуга возникает между основным металлом и сварочной проволокой, покрытыми флюсом. Здесь, хотя может быть выполнена дуговая сварка под флюсом с одним электродом, при которой используется одна сварочная проволока, предпочтительно выполнять дуговую сварку под флюсом с несколькими электродами, при которой используется несколько сварочных проволок. Кроме того, нет особого ограничения способа, использующего размещение множества электродов, и, например, может использоваться способ, в котором электроды располагаются по прямой линии в направлении сварки или тому подобное.
Далее будет описан химический состав флюса, который используется при однослойной сварке под флюсом с внутренней и внешней стороны поверхности. В случае, когда основность флюса (B.I.), рассчитанная с использованием приведённого ниже уравнения (2), чрезмерно низка, поскольку в металле сварного шва увеличивается содержание О, может наблюдаться ухудшение механических свойств. С другой стороны, в случае, когда B.I. чрезмерно высока, так как происходит снижение вязкости расплавленного шлака, образующегося при выполнении однослойной сварки, может быть случай, когда не удаётся получить валик, имеющий подходящий эстетический вид. Поэтому предпочтительно B.I. используемого флюса составляет 1,0-2,2.
Здесь, что касается типа флюса, можно использовать любой из плавленого флюса и порошкового флюса.
B.I. = ([CaO] + [CaF2] + [MgO] + 0,5[MnO])/{[SiO2] + 0,5([Al2O3] + [TiO2])} (2)
[CaO]: содержание CaO (% масс.) во флюсе
[CaF2]: содержание CaF2 (% масс.) во флюсе
[MgO]: содержание MgO (% масс.) во флюсе
[MnO]: содержание MnO (% масс.) во флюсе
[SiO2]: содержание SiO2 (% масс.) во флюсе
[Al2O3]: содержание Al2O3 (% масс.) во флюсе
[TiO2]: содержание TiO2 (% масс.) во флюсе
Далее будет описана погонная энергия сварки при однослойной сварке, выполненной на внутренней и внешней сторонах поверхности с использованием метода дуговой сварки под флюсом.
В случае, когда однослойная сварка выполняется на шве с внутренней и наружной стороны поверхности сварной стальной трубы, однослойная сварка выполняется сначала с внутренней стороны поверхности, а затем выполняется однослойная сварка на внешней стороне поверхности. При выполнении такой сварки необходимо, чтобы режим сварки устанавливался таким образом, чтобы металл шва со стороны внутренней поверхности и металл шва со стороны внешней поверхности перекрывали друг друга. В случае, когда погонная энергия сварки чрезмерно мала, может возникнуть случай, когда дефекты сварки возникают из-за недостаточного проплавления, недостаточного плавления сварочной проволоки и т.п. С другой стороны, в случае, когда погонная энергия сварки чрезмерно высока может возникать ухудшение механических свойств металла сварного шва, поскольку имеет место ухудшение упрочняемости из-за снижения скорости охлаждения металла сварного шва, Кроме того, с внутренней стороны поверхности сварной стальной трубы, имеющей малую толщину 6-20 мм, может возникнуть проблема, заключающаяся в том, что расплавленный металл имеет тенденцию отваливаться при выполнении сварки.
Для решения описанных выше проблем предпочтительно погонная энергия сварки при выполнении однослойной сварки устанавливалась в соответствии с толщиной стального листа, являющегося материалом стальной трубы. В частности, предпочтительно однослойная сварка выполняется методом дуговой сварки под флюсом при условии, что погонная энергия сварки QB (кДж/мм) со стороны внутренней поверхности удовлетворяет соотношению (3) ниже, а погонная энергия сварки QF (кДж/мм) со стороны внешней поверхности удовлетворяет соотношению (4) ниже.
1,3 × exp(0,045 × t) ≤ QB ≤ 1,9 × exp(0,048 × t) (3)
1,3 × exp(0,045 × t) ≤ QF ≤ 1,9 × exp(0,048 × t) (4)
t: толщина (мм) стального листа
Как описано выше, настоящее изобретение может быть использовано для сварки для формирования сварной стальной трубы (например, стальной трубы UOE, спиральной стальной трубы и т. п.) и предпочтительно может быть использовано для однослойной сварки, выполняемой с использованием способа сварки под флюсом с внутренней и внешней стороны поверхности. Кроме того, когда стыковую сварку выполняют с использованием стального листа, настоящее изобретение можно использовать для однослойной сварки, выполняемой на нижней и верхней сторонах поверхности. Более того, настоящее изобретение может быть использовано для различных форм канавок.
Пример 1
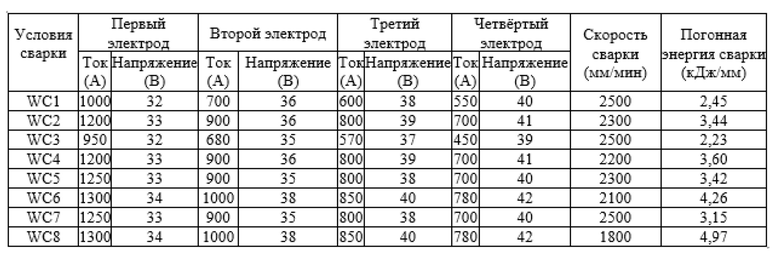
В то время как стальной лист подаётся на линию изготовления стальной трубы UOE, проводят производственный эксперимент сварной стальной трубы (марки X60, как указано в стандартах API). Толщины и химический состав стальных листов приведены в таблице 1, а формы канавок стыковых участков (швов) приведены на фиг. 1 и в таблице 2. Химические составы и значения B.I. рассчитанные по уравнению (2) флюсов, используемых для однослойной сварки под флюсом, приведены в таблице 3, и химические составы сварочных проволок приведены в таблице 4. Однослойную сварку выполняют четырёхэлектродным способом дуговой сварки, а режимы сварки задаются в соответствии с таблицей 5.
Таблица 1

Таблица 2
(°)
(°)
(мм)
(мм)
Таблица 3
Таблица 4
Таблица 5
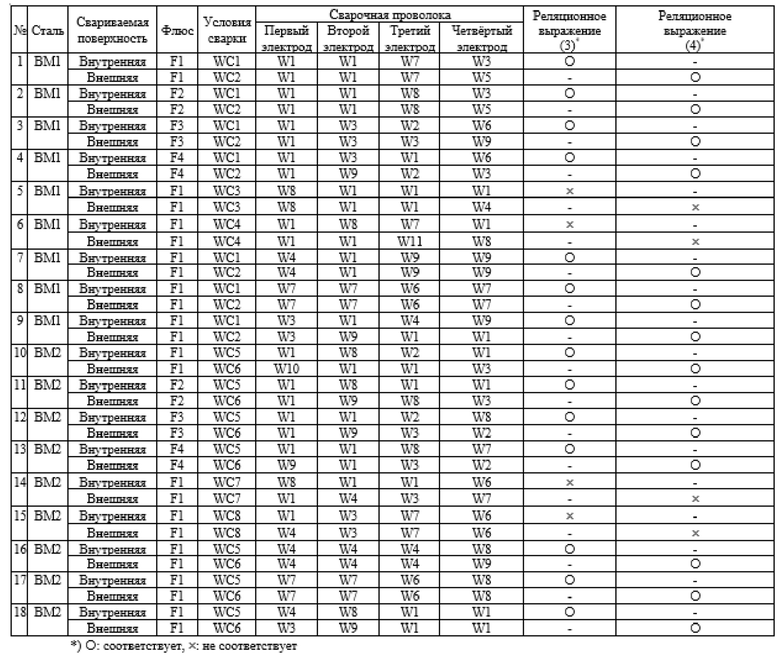
Комбинации стального листа, флюса, сварочной проволоки и условий сварки для эксперимента по изготовлению сварной стальной трубы, то есть стальной трубы UOE, приведены в таблице 6.
Таблица 6
После изготовления стальной трубы UOE путём выполнения однослойной сварки на внутренней и внешней поверхностях, как описано выше, путём визуального осмотра эстетического вида валика участка, отличного от концов трубы, в котором дуговая сварка под флюсом выполнена стабильно (далее именуемый «участок стабильной сварки»), проводят проверку на предмет того, были ли обнаружены дефекты сварки, открытые на поверхности валика, или извивы. Результаты приведены в таблице 9. В таблице 9 символ  в колонке "Внешний вид валика" указывает на случай, когда не наблюдается дефекта сварки или извивов, и символ
в колонке "Внешний вид валика" указывает на случай, когда не наблюдается дефекта сварки или извивов, и символ  указывает на случай когда не наблюдается дефекта сварки, но наблюдаются извивы.
указывает на случай когда не наблюдается дефекта сварки, но наблюдаются извивы.
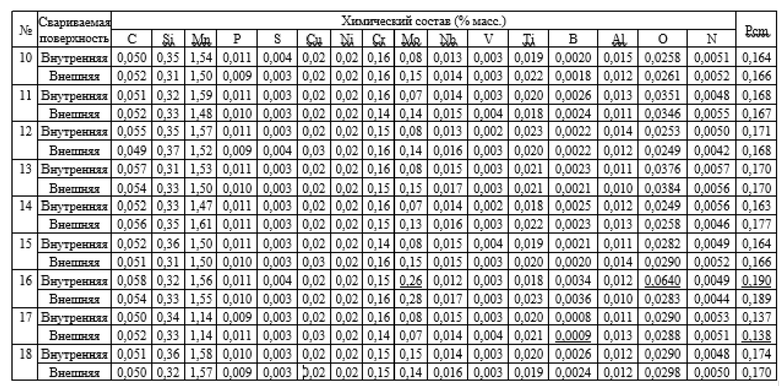
Затем, после отбора контрольного образца из стабильного участка сварки, проводят исследования химического состава, твёрдости и поглощённой энергии металлов сварного шва на внутренней и внешней сторонах поверхности. Химический состав металлов сварного шва приведён в таблицах 7 и 8.
Таблица 7
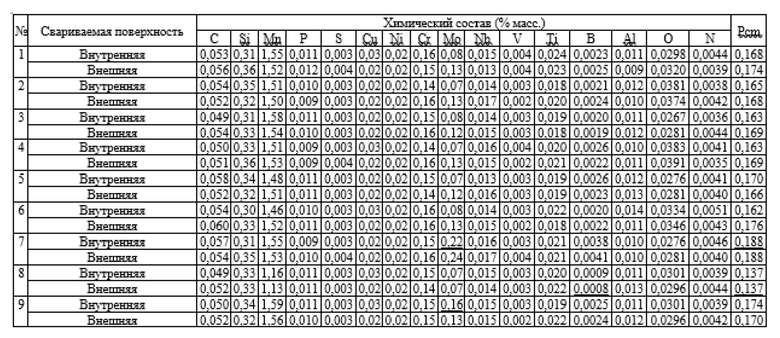
Таблица 8
Что касается твёрдости металла сварного шва, твёрдость по Виккерсу определяют в соответствии с JIS Z 3101 при нагрузке 98 Н с интервалом 1 мм в положении, расположенном на расстоянии 2 мм от внутреннего поверхностного слоя, с интервалом 1 мм в положении, расположенном на расстоянии 2 мм от наружного поверхностного слоя и с интервалом 1 мм по центральной линии металла сварного шва (см. фиг. 2). Здесь, что касается твёрдости металла сварного шва, то после определения твёрдости по Виккерсу в соответствии с JIS Z 3101 с усилием нагрузки 98 Н с интервалом 1 мм по центральной линии металла сварного шва регистрируют максимальное значение определяемой твёрдости (см. Фиг.2). Результаты приведены в таблице 9.
Испытание на ударную вязкость по Шарпи проводят на металле сварного шва в соответствии с JIS Z 2242 при температуре -30°C. Размер испытательного образца составляет 10 мм × 10 мм. Значение «VE-30 (Дж) на внешней стороне поверхности» в таблице 9 указывает на результат, полученный при использовании образца для испытаний (см. фиг. 3), который отобран таким образом, чтобы центральная линия образца для испытаний соответствовала положению, расположенному в 7 мм от наружного поверхностного слоя стальной трубы UOE из стали ВМ2 (имеющей толщину 20,0 мм). Кроме того, значение «VE-30 (Дж) в области пересечения» в таблице 9 указывает на результат, полученный при использовании образца для испытаний (см. фиг. 4), который отобран таким образом, чтобы центральная линия образца для испытаний соответствовала линии, соединяющей два пересечения границ расплавленного металла со стороны внутренней и внешней поверхности. Более того, значение «VE-30 (Дж) в центральной части» в таблице 9 указывает на результат, полученный при использовании образца для испытаний (см. фиг. 5), который отобран таким образом, чтобы центральная линия образца для испытаний соответствовала центральному положению в направлении толщины стальной трубы UOE из стали ВМ1 (имеющей толщину 12,7 мм).
Таблица 9
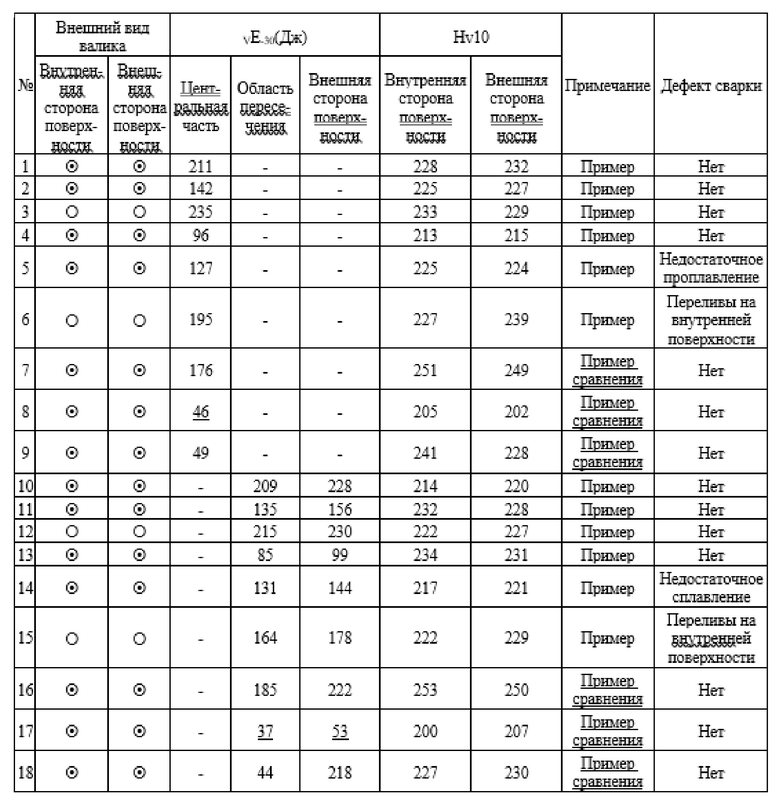
Как показано в таблице 9, в случае примеров настоящего изобретения валики как с внутренней, так и с внешней стороны поверхности имеют подходящий эстетический вид. Кроме того, металлы сварного шва на внутренней и внешней сторонах поверхности имеют твёрдость Hv10 248 или ниже, что не является чрезмерно высокой, и подходящую ударную вязкость, представленную VE-30 70 Дж или более. В частности, в случае № 1, 2, 10 и 11, поскольку значение B.I. (основность) флюса удовлетворяет реляционному выражению (2), и поскольку погонная энергия сварки удовлетворяет реляционным выражениям (3) и (4), наблюдается заметное улучшение эстетического вида валика и ударной вязкости металла сварного шва.
С другой стороны, в случае № 7 и 16, которые были сравнительными примерами, поскольку Рcm металла сварного шва было чрезмерно высоким, имело место чрезмерное увеличение твёрдости металла сварного шва из-за повышения упрочняемости. В случае № 8 и 17, поскольку Pcm металла сварного шва был чрезмерно низким, имело место ухудшение ударной вязкости металла сварного шва из-за снижения упрочняемости. В случае № 9 и 18, поскольку содержание Мо в металле шва на внутренней стороне поверхности было чрезмерно высоким, произошло снижение ударной вязкости части металла сварного шва на внутренней стороне поверхности, которая была повторно нагрета.
Даже в случае № 3, 4, 12 и 13, то есть примеров настоящего изобретения, где B.I. значения флюса не удовлетворяют выражению (2) выше (см. табл. 3), удалось получить искомые эстетический вид валика, твёрдость и ударную вязкость. Однако в случае № 3 и 12, то есть примеров настоящего изобретения, где значение B.I. флюса было больше, чем верхний предел выражения (2) выше, имело место ухудшение эстетического вида валика по сравнению со случаем, удовлетворяющим выражению (2) выше. Кроме того, в случае № 4 и 13, то есть примеров настоящего изобретения, где значение B.I. флюса было меньше нижнего предела выражения (2) выше, имело место ухудшение ударной вязкости по сравнению со случаем, удовлетворяющим выражению (2) выше.
Даже в случае № 5, 6, 14 и 15, т.е. примеров настоящего изобретения, где погонная энергия сварки не удовлетворяла соотношениям (3) и (4) выше, можно было получить искомые эстетический вид валика, твёрдость и ударную вязкость. Однако в случае № 5 и 14, т.е. примеров настоящего изобретения, где погонная энергия сварки была меньше нижнего предела реляционных выражений (3) и (4) выше, имел место случай, когда произошло недостаточное проплавление или недостаточное сплавление. Кроме того, в случае № 6 и 15, т.е. примеров настоящего изобретения, где погонная энергия сварки превышала верхний предел реляционных выражений (3) и (4) выше, имел место случай, когда металл шва растекался на внутренней поверхности. С другой стороны, в случае № 1-4 и 10-13, т.е. примеров настоящего изобретения, где погонная энергия сварки удовлетворяла реляционным выражениям (3) и (4), приведённым выше, такие дефекты сварки не возникали.
Список обозначений
1 стальной лист
2 наплавленный металл со стороны внутренней поверхности
3 металл сварного шва на внешней стороне поверхности
4 положение для измерения твёрдости по Виккерсу
5 граница расплавленного металла на внутренней стороне поверхности
6 граница расплавленного металла на внешней стороне поверхности
7 образец для испытания на удар по Шарпи
8 надрез.
Изобретение относится к области металлургии, а именно к сварной стальной трубе, используемой для трубопроводов по транспортировке нефти и природного газа. Труба получена формованием стального листа толщиной 6-20 мм в цилиндрическую форму путём стыковки обоих концов в направлении ширины стального листа и выполнения однослойной дуговой сварки под флюсом как на внутренней, так и на внешней стороне поверхности. Стальной лист имеет химический состав, содержащий, в мас.%: C: 0,030-0,080, Si: 0,10-0,50, Mn: 1,00-2,00, P: 0,010 или менее, S: 0,005 или менее, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,50 или менее, Mo: 0,20 или менее, Nb: 0,05 или менее, V: 0,100 или менее, Ti: 0,050 или менее, Al: 0,01-0,05, Ca: 0,0005-0,0050, Mg: 0,0003-0,0100, РЗМ: 0,020 или менее, остальное Fe и неизбежные примеси. Металл сварного шва на внутренней стороне поверхности имеет химический состав, содержащий, в мас.%: C: 0,030-0,060, Si: 0,50 или менее, Mn: 0,80-1,80, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,30 или менее, Mo: 0,10 или менее, Nb: 0,040 или менее, V: 0,010 или менее, Ti: 0,010-0,040, B: 0,0015-0,0040, Al: 0,030 или менее, O: 0,020-0,040, N: 0,007 или менее, и остальное Fe и неизбежные примеси, в котором показатель, указывающий на упрочняемость металла сварного шва (Pcm), составляет 0,140-0,180. Металл сварного шва на внешней стороне поверхности имеет химический состав, содержащий, в мас.%: C: 0,030-0,060, Si: 0,50 или менее, Mn: 0,80-1,80, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,30 или менее, Mo: 0,20 или менее, Nb: 0,040 или менее, V: 0,010 или менее, Ti: 0,010-0,040, B: 0,0015-0,0060, Al: 0,030 или менее, O: 0,020-0,040, N: 0,007 или менее, и остальное Fe и неизбежные примеси, в котором Pcm составляет 0,140-0,185. Труба обладает требуемыми механическими свойствами. 2 н. и 4 з.п. ф-лы, 5 ил., 9 табл., 1 пр.
1. Сварная стальная труба, полученная формованием стального листа толщиной 6-20 мм в цилиндрическую форму путём стыковки обоих концов в направлении ширины стального листа и выполнения однослойной дуговой сварки под флюсом как на внутренней, так и на внешней стороне поверхности,
при этом стальной лист имеет химический состав, содержащий, в мас.%: C: 0,030-0,080, Si: 0,10-0,50, Mn: 1,00-2,00, P: 0,010 или менее, S: 0,005 или менее, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,50 или менее, Mo: 0,20 или менее, Nb: 0,05 или менее, V: 0,100 или менее, Ti: 0,050 или менее, Al: 0,01-0,05, Ca: 0,0005-0,0050, Mg: 0,0003-0,0100, РЗМ: 0,020 или менее, остальное Fe и неизбежные примеси,
при этом металл сварного шва на внутренней стороне поверхности имеет химический состав, содержащий, в мас.%: C: 0,030-0,060, Si: 0,50 или менее, Mn: 0,80-1,80, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,30 или менее, Mo: 0,10 или менее, Nb: 0,040 или менее, V: 0,010 или менее, Ti: 0,010-0,040, B: 0,0015-0,0040, Al: 0,030 или менее, O: 0,020-0,040, N: 0,007 или менее, и остальное Fe и неизбежные примеси, в котором Pcm, рассчитанный с использованием представленного ниже уравнения (1), составляет 0,140-0,180, и
металл сварного шва на внешней стороне поверхности имеет химический состав, содержащий, в мас.%: C: 0,030-0,060, Si: 0,50 или менее, Mn: 0,80-1,80, Cu: 0,05 или менее, Ni: 0,05 или менее, Cr: 0,30 или менее, Mo: 0,20 или менее, Nb: 0,040 или менее, V: 0,010 или менее, Ti: 0,010-0,040, B: 0,0015-0,0060, Al: 0,030 или менее, O: 0,020-0,040, N: 0,007 или менее, и остальное Fe и неизбежные примеси, в котором Pcm, рассчитанный с использованием представленного ниже уравнения (1), составляет 0,140-0,185:
Pcm = [C] + [Si]/30 + ([Mn] + [Cu] + [Cr])/20 + [Ni]/60 + [Mo]/15 + [V]/10 + 5[B] (1), где
[C]: содержание C (мас.%) в металле сварного шва,
[Si]: содержание Si (мас.%) в металле сварного шва,
[Mn]: содержание Mn (мас.%) в металле сварного шва,
[Cu]: содержание Cu (мас.%) в металле сварного шва,
[Cr]: содержание Cr (мас.%) в металле сварного шва,
[Ni]: содержание Ni (мас.%) в металле сварного шва,
[Mo]: содержание Mo (мас.%) в металле сварного шва,
[V]: содержание V (мас.%) в металле сварного шва и
[B]: содержание B (мас.%) в металле сварного шва.
2. Способ изготовления сварной стальной трубы, включающий придание цилиндрической формы стальному листу толщиной 6-20 мм с химическим составом по п. 1, стыковку обоих концов в направлении ширины стального листа и выполнение однослойной дуговой сварки под флюсом как с внутренней, так и с внешней стороны поверхности для формирования металла сварного шва, имеющего химический состав по п. 1.
3. Способ по п. 2, в котором флюс, используемый для дуговой сварки под флюсом, выполняемой с внутренней и внешней стороны поверхности, удовлетворяет условию, при котором значение B.I., рассчитанное с использованием приведённого ниже уравнения (2), составляет 1,0-2,2:
B.I. = ([CaO] + [CaF2] + [MgO] + 0,5[MnO])/{[SiO2] + 0,5([Al2O3] + [TiO2])} (2), где
[CaO]: содержание CaO (мас.%) во флюсе,
[CaF2]: содержание CaF2 (мас.%) во флюсе,
[MgO]: содержание MgO (мас.%) во флюсе,
[MnO]: содержание MnO (мас.%) во флюсе,
[SiO2]: содержание SiO2 (мас.%) во флюсе,
[Al2O3]: содержание Al2O3 (мас.%) во флюсе и
[TiO2]: содержание TiO2 (мас.%) во флюсе.
4. Способ по п. 2 или 3, в котором сварку под флюсом выполняют в условиях, при которых погонная энергия сварки на внутренней стороне поверхности QB (кДж/мм) удовлетворяет реляционному выражению (3), приведённому ниже, и условию, при котором погонная энергия сварки на внешней стороне поверхности QF (кДж/мм) удовлетворяет реляционному выражению (4), приведённому ниже:
1,3 × exp(0,045 × t) ≤ QB ≤ 1,9 × exp(0,048 × t) (3) и
1,3 × exp(0,045 × t) ≤ QF ≤ 1,9 × exp(0,048 × t) (4), где
t: толщина (мм) стального листа.
5. Способ по любому из пп. 2-4, в котором дуговую сварку под флюсом выполняют с использованием способа дуговой многоэлектродной сварки под флюсом.
6. Способ по любому из пп. 2-5, в котором однослойную сварку выполняют на внешней стороне поверхности после выполнения однослойной сварки на внутренней стороне поверхности.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2458996C1 |
| ВЫСОКОПРОЧНАЯ ТОЛСТОСТЕННАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДА С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427663C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА И ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЕ ПРЕВОСХОДНОЙ ДЕФОРМИРУЕМОСТЬЮ И НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2574924C1 |
| WO 2018185853 A1, 11.10.2018 | |||
| WO 2018185851 A1, 11.10.2018 | |||
| WO 2012036148 A1, 22.03.2012. | |||

