Изобретение относится к цветной металлургии, в частности к способу термомеханической обработки деформируемых термически неупрочняемых алюминиевых сплавов системы алюминий-магний, получению в результате обработки катаных изделий, например плит и листов, и может быть использовано в транспортном машиностроении, судостроении, авиакосмической технике.
Сплавы системы алюминий - магний относятся к группе деформируемых сплавов, не упрочняемых термообработкой. Основным компонентом сплавов этой группы является магний. В небольших количествах в качестве добавок наиболее часто применяются титан, цирконий, хром, кремний, бериллий. Сплавы обладают хорошей коррозионной стойкостью, однако с увеличением содержания магния, особенно выше 4-5 мас.%, сопротивляемость коррозионному разрушению снижается из-за образующихся в результате термомеханической обработки сплошных нитевидных выделений по границам зерен β-фазы (Al3Mg2). Такое расположение β-фазы приводит к межкристаллитной коррозии в процессе эксплуатации изделий из сплавов этой группы. Сплошное выделение β-фазы можно предотвратить применяя термическую обработку, приводящую к равномерной гетерогенизации структуры.
Известен способ изготовления броневых плит из сплавов системы алюминий - магний, который включает следующие операции: отливку слитков, гомогенизацию слитков, и/или нагрев до температур горячей прокатки, горячую прокатку, первую холодную деформацию, отжиг при температурах ниже 350°С и последующую вторую холодную деформацию (WO 2008098743, C22F 1/047, 21.08.2008).
Недостатком этого способа является то, что он является трудоемким и энергоемким, а алюминиевомагниевые сплавы, полученные этим способом, имеют высокую анизотропию механических свойств, особенно по пластичности, и обладают пониженным сопротивлением межкристаллитной и расслаивающей коррозии, что снижает ресурс работы и ограничивает области применения материала.
Известен также способ изготовления полос из алюминиевых сплавов системы алюминий - магний, включающий гомогенизацию слитков при температуре 482-649°С, горячую прокатку при температуре 299-360°С, холодную прокатку, термообработку при температуре не ниже 316°С и конечную холодную прокатку (WO 2000034544, C22F 1/047, 15.06.2000). Изделия, полученные указанным способом, обладают низкими эксплуатационными свойствами вследствие того, что сплав, обработанный указанным способом, имеет невысокое сопротивление межкристаллитной коррозии.
Наиболее близким к предложенному является способ получения листа из деформируемого термически неупрочняемого сплава системы алюминий - магний, включающий отливку слитка, гомогенизацию слитка при температуре 400-530°С длительностью не более 24 часов, горячую прокатку при 500°С, холодную прокатку со степенью обжатия 20-60% с промежуточными отжигами или без них и окончательный отжиг в интервале температур 200-530°С с выдержкой от 10 мин до 10 ч (RU 2194787, С22С 21/06, 20.12.2002). Сплав, обработанный известным способом, имеет низкую стойкость к коррозионному расслаиванию и межкристаллитной коррозии, что связано с выделением по границам зерен β-фазы, а полученный в результате обработки лист обладает высокой анизотропией механических свойств.
Технической задачей настоящего изобретения является разработка способа изготовления катаных изделий, в частности листов и плит, из термически неупрочняемых сплавов системы алюминий - магний преимущественно с содержанием магния более 4%, позволяющий получать минимальную анизотропию механических свойств (в первую очередь по пластичности) и улучшенные характеристики сопротивления межкристаллитной и расслаивающей коррозии.
Для решения поставленной задачи предлагается способ изготовления катаных изделий из деформируемого термически неупрочняемого алюминиевого сплава системы алюминий - магний, включающий отливку слитков, гомогенизацию слитков в две стадии: первую проводят при температуре 445-475°С в течение 3-8 часов, а вторую - при температуре 490-540°С в течение 2-8 часов при скорости нагрева на второй стадии меньше 30°С/ч, горячую прокатку с температурой ее окончания не ниже 360°С, холодную деформацию и низкотемпературный отжиг.
В частных случаях реализации холодную деформацию проводят прокаткой со степенью деформации до 50%, растяжением со степенью деформации от 2 до 9%, прокаткой и растяжением с суммарной степенью деформации до 35%, низкотемпературный отжиг проводят при температуре 25-330°С с выдержкой от 10 мин до 720 часов.
Технический результат достигается также катаным изделием, полученным в результате заявленного способа. Причем катаное изделие может быть выполнено в виде листа или плиты.
Сущность изобретения заключается в следующем.
В процессе проведения первой ступени гомогенизации в заявленных режимах происходит растворение растворимых избыточных фаз, а на второй стадии - коагуляция нерастворимых избыточных фаз и изменение их морфологии в результате образования выделений сферической формы, а также происходит повышение равномерности распределения всех выделений в структуре сплава. Окончание горячей деформации при температуре выше 360°С позволяет получить в структуре сплава после охлаждения плит равномерное распределение β-фазы (Al3Mg2). В результате подобного структурного состояния при последующей холодной деформации не происходит ее локализации, что позволяет получить после окончательного низкотемпературного отжига значительное снижение анизотропии пластичности и высокие значения сопротивления межкристаллитной и расслаивающей коррозии.
Холодную деформацию плит можно проводить прокаткой или/и растяжением. Оптимальное значение холодной деформации находится в диапазоне от 5 до 35%. Отжиг после холодной деформации проводится в интервале температур от 25 до 330°С с выдержкой от 10 минут до 720 часов.
Примеры осуществления изобретения
К группе деформируемых термически неупрочняемых алюминиевых сплавов системы алюминий - магний относится большая группа сплавов серии АМг, в частности АМг2, АМг3, АМг4, АМг5, АМг6 и т.д.
В промышленных условиях отливали слитки сечением 275×1400 мм из сплава системы алюминий - магний типа АМг5 следующего химического состава, мас.%: 5,2 Mg; 0,55 Mn; 0,25 Fe; 0,15 Si; 0,0006 Be; остальное - Al.
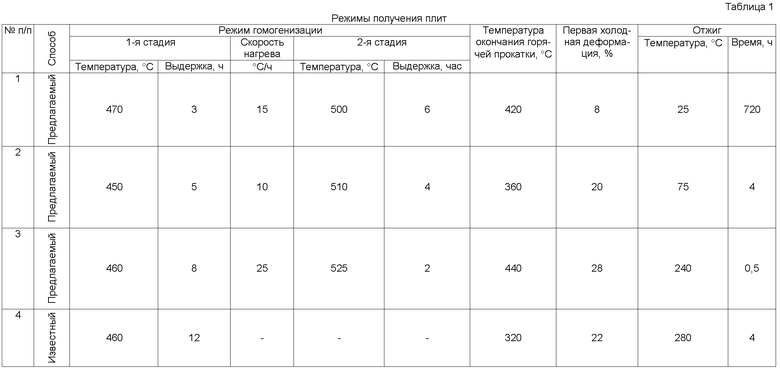
Из полученных слитков были изготовлены плиты толщиной 25 мм. Режимы получения плит представлены в таблице 1, где 1-3 - предлагаемый способ, а 4 - способ, выбранный за прототип.
Механические свойства при растяжении определяли в поперечном и продольном направлениях по ГОСТ 1497-84. Коррозионную стойкость оценивали по ГОСТ 9.021-74 (межкристаллитная коррозия) и по ГОСТ 9.904-82 (расслаивающая коррозия). Результаты испытаний приведены в таблицах 2 и 3.
Как видно из полученных данных, плиты, изготовленные по предлагаемому способу, имеют анизотропию предела текучести и относительное удлинение (различие в свойствах между продольным и поперечным направлениями) в 4-5 раз ниже, чем по известному способу.
Склонность к межкристаллитной коррозии и к расслаивающей коррозии у плит, полученных по предлагаемому способу, в 3 раза ниже (т.е. коррозионная стойкость в 3 раза выше), чем у плит, полученных по известному способу. Таким образом, изготовление катаных изделий по предложенной технологии позволит увеличить надежность и срок их службы, а также расшить области применения деформируемых термически неупрочняемых алюминиевых сплавов системы алюминий - магний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катаных изделий из термически неупрочняемых сплавов системы алюминий-магний и изделие, полученное указанным способом | 2020 |
|
RU2734675C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2022 |
|
RU2800435C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2018 |
|
RU2688314C1 |
| Способ изготовления катаных изделий с повышенной коррозионной стойкостью из деформируемых термически неупрочняемых сплавов системы алюминий - магний | 2021 |
|
RU2770148C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СО СКАНДИЕМ | 2011 |
|
RU2461642C1 |
| ПЛИТА ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2569275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2525953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2575264C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 1999 |
|
RU2163939C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2576283C1 |
Изобретение относится к цветной металлургии, в частности к способу термомеханической обработки деформируемых термически неупрочняемых алюминиевых сплавов системы алюминий - магний, получению в результате обработки катаных изделий, например плит и листов, и может быть использовано в транспортном машиностроении, судостроении, авиакосмической технике. Способ включает отливку слитков, гомогенизацию слитков в две стадии: первую из которых проводят при температуре 445-475°С в течение 3-8 часов, а вторую - при температуре 490-540°С в течение 2-8 часов при скорости нагрева на второй стадии менее 30°С/ч, горячую прокатку с температурой ее окончания не ниже 360°С, холодную деформацию и низкотемпературный отжиг при температуре от 25 до 330°С с выдержкой от 10 минут до 720 часов. Изделия, изготовленные заявленным способом, имеют минимальную анизотропию механических свойств и улучшенные характеристики сопротивления межкристаллитной и расслаивающей коррозии. 2 н. и 6 з.п. ф-лы, 3 табл., 3 пр.
1. Способ изготовления катаных изделий из деформируемого термически неупрочняемого алюминиевого сплава системы алюминий - магний, включающий отливку слитков, гомогенизацию, горячую прокатку, холодную деформацию и низкотемпературный отжиг, отличающийся тем, что гомогенизацию слитков проводят в две стадии, при этом на первой стадии осуществляют выдержку при температуре 445-475°С в течение 3-8 ч, на второй - при температуре 490-540°С в течение 2-8 ч при скорости нагрева на второй стадии менее 30°С/ч, а горячую прокатку проводят с температурой ее окончания не ниже 360°С.
2. Способ по п.1, отличающийся тем, что низкотемпературный отжиг проводят при температуре от 25 до 330°С с выдержкой от 10 мин до 720 ч.
3. Способ по п.1, отличающийся тем, что холодную деформацию проводят прокаткой со степенью деформации до 50%.
4. Способ по п.1, отличающийся тем, что холодную деформацию проводят растяжением со степенью деформации от 2 до 9%.
5. Способ по п.1, отличающийся тем, что холодную деформацию проводят прокаткой и растяжением с суммарной степенью деформации до 35%.
6. Катаное изделие из деформируемого термически неупрочняемого алюминиевого сплава системы алюминий - магний, отличающееся тем что оно изготовлено способом по любому из пп.1-5.
7. Катаное изделие по п.6, отличающееся тем, что оно выполнено в виде листа.
8. Катаное изделие по п.6, отличающееся тем, что оно выполнено в виде плиты.
| АЛЮМИНИЕВО-МАГНИЕВЫЙ СПЛАВ И СВАРНАЯ КОНСТРУКЦИЯ ИЗ ЭТОГО СПЛАВА | 1997 |
|
RU2194787C2 |
| WO 2000034544 А, 15.06.2000 | |||
| WO 2008098743 A, 21.08.2008 | |||
| US 20110259479 A1, 27.10.2011 | |||
| US 7998402 B2, 16.08.2011. | |||

