ОБЛАСТЬ ТЕХНИКИ
Данное изобретение в целом относится к электродам на основе оксида олова и, в частности, к композициям для формирования промышленных электродов для применения в стекловарении.
УРОВЕНЬ ТЕХНИКИ
Процессы промышленного стекловарения, как правило, основываются на использовании ископаемых видов топлива, таких как природный газ или нефть. Использование электрической энергии также возможно либо как дополнительного источника энергии, либо как главного источника энергии, либо как единственного источника энергии, как в электрической печи. В последнем случае, электрические печи используют жаропрочные электроды, чья очень высокая удельная электропроводность позволяет осуществлять непосредственный нагрев стекла, пропуская ток между электродами непосредственно сквозь стекло. Такие электроды довольно хорошо изучены в данной области техники. Тем не менее, с развитием новых технологий и растущим спросом на детали из высококачественного стекла, такие как применяемые в плоских дисплеях, включая жидкокристаллические и плазменные дисплеи, растущие требования стали предъявляться к механическим и оптическим характеристикам стекла, и, в свою очередь, к оборудованию для стекловарения.
В электрических печах используются различные композиции электродов на основе оксида олова, например, такие как описаны в патенте США 3287284. Как описано в уровне техники, композиции на основе оксида олова включают различные компоненты, которые способствуют уплотнению или удельному электрическому сопротивлению. Среди различных описанных добавок, патент США 3287284 использует комбинацию оксида меди, оксида цинка и окиси сурьмы. С одной стороны, компоненты описаны в довольно широких композиционных диапазонах, а именно: от 0,1 до 0,5% оксида меди, от 0,5 до 1,0% оксида цинка и от 0,7 до 1,2% окиси сурьмы, но с другой стороны, на практике фактически сведены к довольно узким диапазонам.
Тем не менее, было обнаружено, что композиция, описанная в патенте '284 имеет низкую термостойкость и нестабильную усадку при обжиге, которая затруднила производство электродов промышленной категории (т.е. крупных размеров). Соответственно, как описано в патенте СССР 833830, процентное содержание некоторых добавок было изменено до следующих значений: от 0,05 до 0,2% CuO, от 0,2 до 1,55% ZnO, от 0,25 до 1,75% Sb2O3, чтобы бороться с тепловой неустойчивостью композиции по патенту '284. Тем не менее, было обнаружено, что из данной композиции получаются электроды с неприемлемым (высоким) удельным электрическим сопротивлением. Дальнейшие модификации композиций на основе оксида олова происходили медленно и сосредотачивались на сбалансированных соотношениях добавок, пытаясь снизить нежелательные эффекты. В качестве примера, см. патенты США 2006/0261317 и 2006/0016223.
В то время как некоторые действующие композиции, описанные выше, обладают желаемыми свойствами, в данной области техники продолжает существовать потребность в улучшенных электродах на основе оксида олова, например в электродах с улучшенными стабильными электрическими свойствами, плотностью, термостойкостью, сопротивлением коррозии и формовочными свойствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно первому аспекту изобретения, электрод на основе оксида олова образован из композиции, включающей основной компонент, содержащий оксид олова (SnO2), добавок, содержащих CuO, ZnO, и добавок, изменяющих удельное электрическое сопротивление. Общее количество CuO и ZnO не превышает примерно 0,4 вес.%, в котором количество ZnO находится в диапазоне от 0,1 вес.% до 0,19 вес.%.
В другом аспекте, электрод на основе оксида олова образован из композиции, включающей основной компонент, содержащий оксид олова (SnO2). Добавки добавляют в композицию, включая не более чем приблизительно 0,2 вес.% CuO, ZnO в диапазоне между 0,1 вес.% и 0,19 вес.%, и добавки, изменяющие удельное электрическое сопротивление, в диапазоне от приблизительно 0,5 вес.% до приблизительно 1,5 вес.%.
В еще одном аспекте, электрод включает тело на основе оксида олова, имеющее прямоугольный профиль, не содержащее макроскопических внутренних трещин. Электрод образован из композиции, включающей основной компонент, состоящий из оксида олова (SnO2), добавок, состоящих из CuO, ZnO, и добавок, изменяющих удельное электрическое сопротивление. CuO присутствует в количестве, меньшем чем приблизительно 0,2 вес.%, и ZnO присутствует в количестве, находящемся в диапазоне от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Данное описание может быть лучше понято, а его многочисленные особенности и преимущества очевидны специалистам в данной области, путем отсылки к сопроводительным графическим материалам.
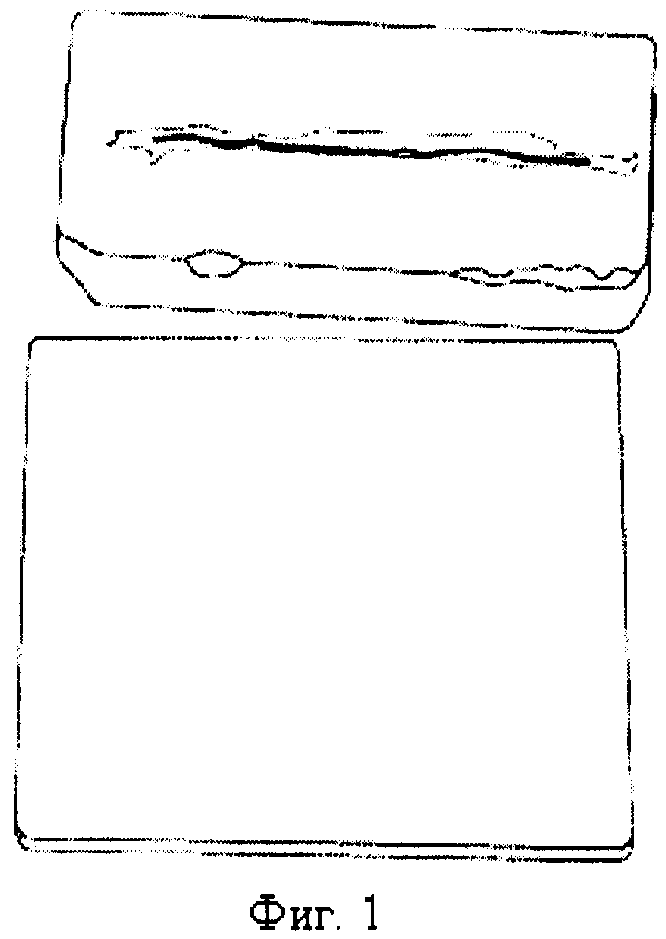
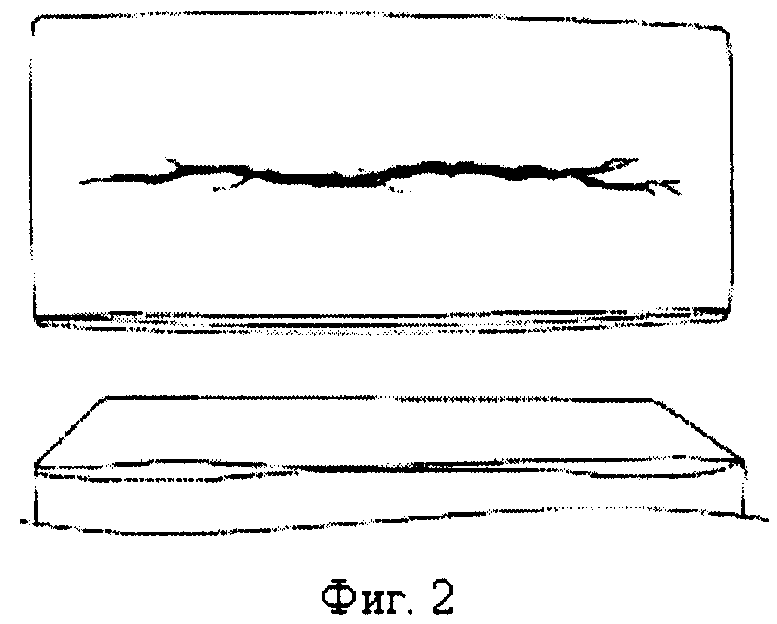
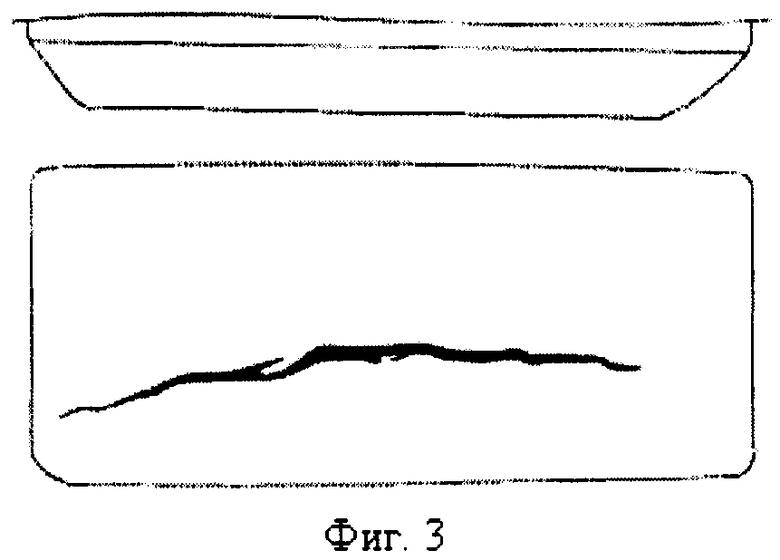
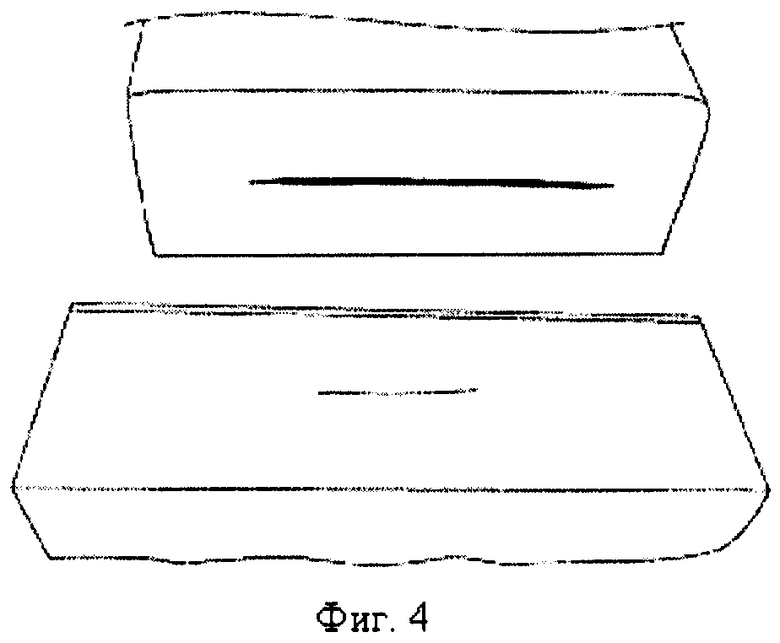
Фиг.1-4 включают фотографии поперечного сечения спеченных блоков промышленного размера для изготовления электродов, имеющих макроскопические внутренние трещины, изготовленных из обычных композиций на основе оксида олова.
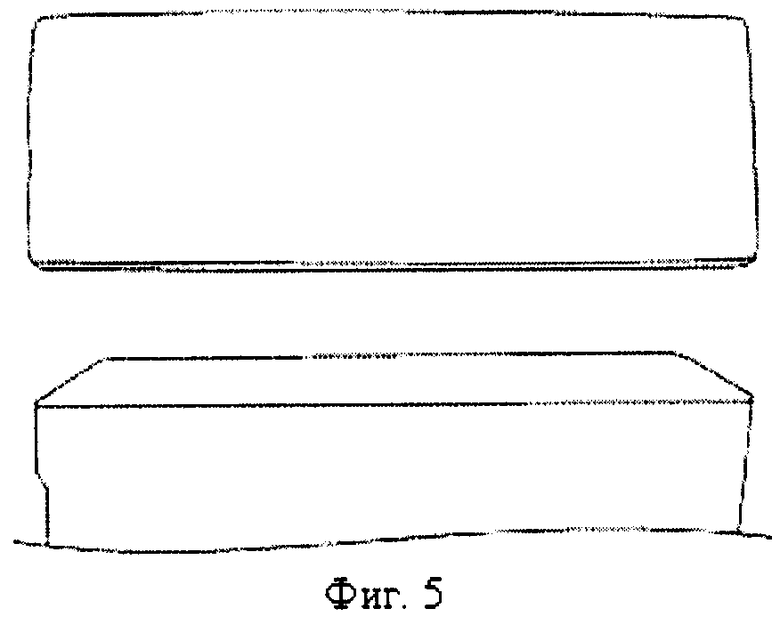
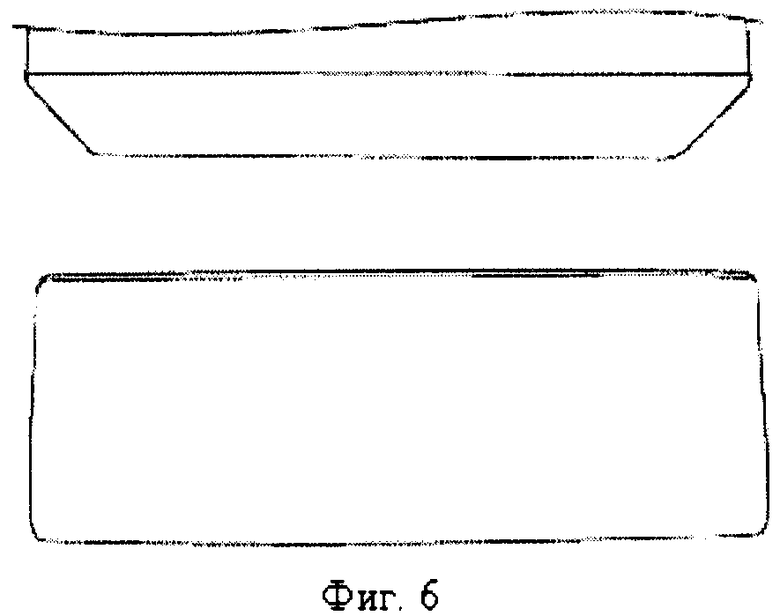
Фиг.5-6 включают фотографии поперечного сечения спеченных блоков промышленного размера для изготовления электродов, изготовленных из композиций в соответствии с вариантами осуществления.
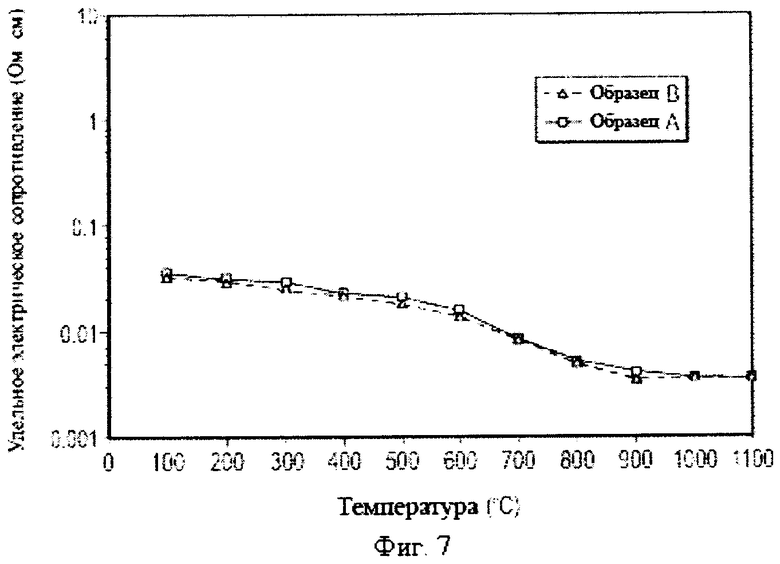
Фиг.7 включает два графика удельного электрического сопротивления и температуры для двух образцов, обычного образца и образца в соответствии с одним вариантом осуществления.
Использование одинаковых условных обозначений в разных фигурах указывает на подобные или идентичные объекты.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к электродам на основе оксида олова для использования в печах для промышленного стекловарения и, в частности, в печах для производства качественных стеклянных материалов для жидкокристаллических дисплеев. По этой причине, следующие композиции на основе оксида олова особенно подходят для изготовления больших электродов промышленной категории.
Как указано, следующие композиции являются композициями на основе оксида олова, включающими оксид олова в качестве главного компонента. Данное упоминание использования оксида олова в качестве главного компонента включает, по меньшей мере, приблизительно 50 вес.% оксида олова. Фактически, количество оксида олова, использующееся в следующих композициях, обычно не меньше чем приблизительно 95 вес.%, и, в частности, находится в диапазоне от приблизительно 90 вес.% до приблизительно 98 вес.%.
Доля оксида олова в композиции может включать различные виды оксида олова, такие как порошок первичного оксида олова, порошок кальцинированного оксида олова (т.е. порошок обожженного или прокаленного оксида олова) или их комбинация. При использовании комбинации первичного и прокаленного оксида олова, варианты осуществления обычно используют более высокое процентное соотношение порошка первичного оксида олова, чем порошок прокаленного оксида олова. Например, определенные варианты осуществления используют порошок первичного оксида олова в количестве, по меньшей мере, приблизительно 50 вес.% от общего количества порошка оксида олова. В других случаях композиция может использовать большее количество первичного материала, например, по меньшей мере, приблизительно 60 вес.%, по меньшей мере, приблизительно 65 вес.%, и, в частности, в диапазоне от приблизительно 60 вес.% до приблизительно 75 вес.% порошка первичного оксида олова. Соответственно, количество кальцинированного оксида олова составляет не менее чем приблизительно 5 вес.%, не менее чем приблизительно 10 вес.%, например, находится в диапазоне от приблизительно 5 вес.% до 20 вес.%, и чаще всего в диапазоне от приблизительно 10 вес.% до приблизительно 15 вес.%.
Вдобавок к компоненту оксида олова, композиция для изготовления электродов на основе оксида олова может включать добавки. Желательно, чтобы кальцинированный оксид олова включал другие оксидные компоненты, однако, в контексте композиций, описанных здесь, присутствие образцов других оксидов, кроме оксида олова, в компоненте кальцинированного оксида олова, не считается добавками. Определенные добавки имеют свойство изменять электрические характеристики готового электрода или улучшать формовочные свойства, выступая в качестве спекающих добавок или уплотняющих добавок, а некоторые вещества могут улучшить сопротивление коррозии. Одна или более подобных добавок могут добавляться в композицию для получения подобных эффектов в сформированном теле электрода.
Согласно одному варианту осуществления, композиция может включать определенное количество оксида меди (CuO). Обычно оксид меди добавляется в качестве спекающей добавки для содействия формированию готового и полностью уплотненного тела электрода. Тем не менее, при обработке высокими температурами, оксид меди имеет тенденцию вступать в реакцию восстановления, образовывая металл чистой меди и другие формы оксида меди (например, Cu2O), что в итоге может привести к коррозии и негодности электрода. По этой причине, количество оксида меди в композиции обычно ограничено количеством, не большим чем приблизительно 0,2 вес.%. В других вариантах осуществления количество оксида меди меньше, например, не больше чем приблизительно 0,15 вес.%, такое что находится в диапазоне от приблизительно 0,05 вес.% до приблизительно 0,2 вес.% и чаще всего в диапазоне от приблизительно 0,8 вес.% до приблизительно 0,12 вес.%. Определенные варианты осуществления изобретения, указанные здесь, используют 0,1 вес.% оксида меди.
Композиция может также включать определенное количество оксида цинка (ZnO), Как и оксид меди, оксид цинка может добавляться в композицию для содействия спеканию и уплотнению тела в ходе формирования. Фактически, в данной области техники было предложено, что оксид цинка является предпочтительным заменителем оксида меди и является подходящей добавкой для уменьшения общего количества оксида меди в готовом электроде для снижения коррозии и неисправностей. В качестве спекающей добавки, оксид цинка ранее не связывался с какими-либо механизмами отказа в теле готового электрода при высоких температурах. Тем не менее, изобретатели обнаружили, что определенное количество оксида цинка, даже такое малое, как 0,25 вес.% в композиции, может иметь разрушительные эффекты на тело готового электрода, что может вызвать макроскопические внутренние трещины, которые создадут путь для проникновения расплавленного стекла в тело электрода, что приведет к коррозии тела электрода и ослаблению свойств тела электрода. По этой причине, количество оксида цинка в композиции обычно ограничено диапазоном от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%. В других вариантах осуществления этот диапазон может быть более ограничен, так что количество оксида цинка находится в диапазоне от приблизительно 0,11 вес.% до приблизительно 0,19 вес.% или даже в диапазоне от приблизительно 0,15 вес.% до 0,19 вес.%. Определенные варианты осуществления используют количество оксида цинка от приблизительно 0,11 до приблизительно 0,18 вес.% или даже в более узком диапазоне, например, от приблизительно 0,13 вес.% до приблизительно 0,18 вес.%. Согласно одному определенному варианту осуществления, композиция для формирования готового тела электрода на основе оксида олова содержит 0,17 вес.% оксида цинка.
Общее количество добавок оксида меди и оксида цинка может быть сбалансировано в диапазонах, описанных выше, для того, чтобы уменьшить негативные эффекты высокой температуры в готовом теле электрода. Обычно, количество оксида цинка больше, чем количество оксида меди в композиции, которая используется для формирования тела электрода. В частности, общее количество оксида меди и оксид цинка не больше чем приблизительно 0,4 вес.%, например, не больше чем приблизительно 0,35 вес.%, 0,3 вес.%, 0,29 вес.%, или даже не больше чем приблизительно 0,27 вес.%. В соответствии с одним вариантом осуществления, общее количество оксида меди и оксида цинка находится в диапазоне от 0,15 вес.% до 0,3 вес.%, и, в частности, в диапазоне от 0,2 вес.% до 0,29 вес.%.
Композиция может включать добавки, изменяющие удельное электрическое сопротивление для изменения удельного электрического сопротивления готового тела электрода. В соответствии с одним вариантом осуществления, подходящие добавки, изменяющие удельное электрическое сопротивление, включают Sb2O3, As2O3, Nb2O5, Bi2O3 и Ta2O5, и их комбинации. В соответствии с определенным вариантом осуществления, композиции, описанные здесь, особенно подходят для использования с Sb2O3.
Обычно, композиция содержит небольшое количество добавок, изменяющих удельное электрическое сопротивление, таких, что общее количество этих образцов не больше чем приблизительно 2 вес.%. Фактически, в определенных случаях, количество добавок, изменяющих удельное электрическое сопротивление, не больше чем приблизительно 1,75 вес.%, не больше чем приблизительно 1,5 вес.%, и, в частности, находится в диапазоне от приблизительно 0,5 вес.% до 1,5 вес.%. В одном варианте осуществления, количество добавок, изменяющих удельное электрическое сопротивление, находится в диапазоне от 0,8 вес.% до 1,2 вес.% так, что оно примерно равно 1 вес.%. Такое количество особенно подходит для использования с Sb2O3.
Другие добавки, которые могут добавляться в композицию для формирования тела электрода, являются антикоррозионными, которые улучшают сопротивление тела электрода химическому воздействию композиций расплавленного стекла при высоких температурах. Некоторые подходящие антикоррозионные образцы включают оксиды, такие как ZrO2 и HfO2. Добавление таких антикоррозионных образцов в указанные композиции обычно не больше приблизительно 3 вес.% от общего веса композиции. В определенных вариантах осуществления, композиция может включать не более чем приблизительно 2,5 вес.%, например, не более чем приблизительно 2 вес.%, или даже не более чем приблизительно 1,5 вес.% антикоррозионных образцов. Определенные композиции, описанные здесь, включают количество антикоррозионных образцов в диапазоне от приблизительно 1 вес.% до приблизительно 3 вес.%, от приблизительно 1 вес.% до приблизительно 2,5 вес.%, и чаще всего от приблизительно 1,25 вес.% до приблизительно 2,5 вес.%.
Общее количество добавок в композиции для формирования готового тела электрода обычно не больше чем приблизительно 5 вес.%, и чаще всего не больше приблизительно 4 вес.%, например, приблизительно 3,8 вес.%. Определенные варианты осуществления используют общее количество добавок в диапазоне от 3 вес.% до 4 вес.%.
После соединения добавок с оксидом олова, тело электрода может быть сформировано с помощью способа, который включает смешивание композиции из исходных материалов. Способ формирования обычно требует высокого уплотнения путем спекания, таким образом, исходные материалы энергично смешиваются до достижения однородной смеси. Затем смесь помещается в форму, что может включать использование низкого давления, с последующим изостатическим прессованием под высоким давлением для формирования неспеченных прессовок. После прессования и формирования неспеченные прессовки можно обжигать при температуре, по меньшей мере, приблизительно 1400°С до получения значительно уплотненного и спеченного керамического материала. Для формирования электродов из отпрессованного материала, который обычно имеет форму блоков, блоки подвергаются машинной обработке до получения желаемых размеров электрода. Следует принять во внимание, что хотя описанным здесь способом является прессование в пресс-формах, могут использоваться и другие формовочные процессы, такие как литье. Кроме того, формировочный способ может включать комбинацию способов, таких как литье и прессование.
Готовые электроды обычно имеют большие объемы, пригодные для использования в стекловаренных устройствах промышленного размера. По этой причине, готовые тела электродов могут иметь объемы более чем приблизительно 10 см3, например, более чем приблизительно 20 см3, no меньшей мере, приблизительно 30 см3, или даже, по меньшей мере, приблизительно 40 см3. В определенных случаях, объем готового тела электрода находится в диапазоне от приблизительно 30 см3 до приблизительно 50 см3.
Кроме того, определенные варианты осуществления используют электроды, имеющие прямоугольные формы, и могут содержать тела, имеющие квадратные профили поперечного сечения. В некоторых случаях электроды имеют другие полигональные профили поперечного сечения, имеющие более четырех сторон в прямоугольных формах. Такие формы обычно включают пятиугольные, шестиугольные, семиугольные или восьмиугольные профили поперечного сечения, имеющие более четырех сторон. В то же время, в других случаях, электроды могут быть цилиндрическими, так чтобы тела имели круговой, овальный или эллиптический профиль поперечного сечения.
Следует отметить, что большие, промышленного размера, электроды представляют определенные трудности для производства, так как очень желательно формировать полностью уплотненные тела, но керамические тела такого большого объема подвержены значительным внутренним перепадам температуры в процессе формирования. Перепады температуры могут вызывать образование трещин либо в ходе формирования, либо в ходе использования из-за циклических изменений температуры, что ведет к более низкому сопротивлению коррозии и изменению характеристик удельного электрического сопротивления.
Обнаружено, что получившиеся электроды на основе оксида олова, согласно вариантам осуществления настоящего изобретения, имеют особенно хорошие свойства. Например, из композиции, описанной здесь, были изготовлены электроды с плотностью, по меньшей мере, приблизительно 85% от теоретической плотности оксида олова. Фактически, некоторые электроды демонстрировали более высокую плотность, например, по меньшей мере, приблизительно 87%, по меньшей мере, приблизительно 90%, по меньшей мере, приблизительно 93%, или даже, по меньшей мере, приблизительно 96% от теоретической плотности оксида олова. Определенные варианты осуществления имеют теоретическую плотность в диапазоне от приблизительно 90% до приблизительно 98%, и чаще всего в диапазоне от приблизительно 90% до приблизительно 96% от теоретической плотности оксида олова.
Кажущаяся пористость готовых электродов может быть сравнительно низкой, например, менее чем приблизительно 3% объема, или даже менее чем приблизительно 2% объема. Фактически, определенные электроды демонстрировали кажущуюся пористость до приблизительно 1% объема, в частности в диапазоне от приблизительно 0,1% объема до 2% объема. Плотность и кажущаяся пористость готовых электродов, указанные выше, являются неожиданными для изобретателей, учитывая сниженное количество спекающих добавок (а именно CuO и ZnO).
Более того, было обнаружено, что удельное электрическое сопротивление готовых электродов пригодно для их использования в качестве электродов. То есть, готовые электроды имели удельное электрическое сопротивление не выше 0,1 Ω·см при температурах больших чем приблизительно 100°С. Другие варианты осуществления имели более низкое удельное электрическое сопротивление, например, не больше чем приблизительно 0,07 Ω·см, или не больше чем приблизительно 0,05 Ω·см при температурах выше 100°С. Фактически, композиции, описанные здесь, были способны формировать электроды, имеющие удельное электрическое сопротивление сопоставимое с композициями известного уровня техники. В частности, имеющие удельное электрическое сопротивление менее 0,01 Ω·см при температурах, превышающих 700°С.
Более того, изобретатели обнаружили, что композиции, описанные в настоящее время, способны формировать полностью уплотненные, большие, промышленного размера электроды. Было непосредственно обнаружено, что определенные композиции в масштабах для формирования изделий промышленного размера производили тела с макроскопическими внутренними трещинами. То есть трещины внутри тела, которые можно легко заметить невооруженным глазом. Такие трещины ведут к снижению сопротивления тела электрода коррозии расплавленного стекла и может в результате привести к неисправности электрода. Описанные в настоящее время композиции являлись результатом дополнительных исследований и тела электродов промышленного размера на основе оксида олова, сформированные согласно описанным здесь композициям, не содержат макроскопических внутренних трещин.
ПРИМЕР 1
Ссылаясь на сравнительный пример, были подготовлены несколько композиций для формирования электродов. В таблице 1, приведенной ниже, представлены различные композиции, которые включают образцы А, В, С и D, которые изготовлены из композиций известного уровня техники, с высоким содержанием ZnO. Образцы Е и F, указанные в таблице 1, изготовлены из композиций с низким содержанием ZnO в соответствии с описанными здесь вариантами осуществления изобретения. Все образцы были сформированы, используя один и тот же способ, в частности, включая смешивание композиций и горячее изостатическое прессование в пресс-формах с последующим спеканием при температуре от 1400°С до 1500°С в течение 40 часов, и дальнейшим остыванием. Каждый из образцов сформировал большие блоки с размерами, указанными в таблице 1.
Как показывают данные таблицы 1, приведенной выше, плотность образцов Е и F, изготовленных из композиций с низким содержанием ZnO, превосходит плотность композиций с высоким содержанием ZnO (образцы A-D). Улучшенная плотность улучшает механическую жесткость тела электрода и также улучшает антикоррозионные свойства готового тела электрода для улучшенной долговечности. Плотность и пористость каждого из образцов с высоким содержанием ZnO (образцы A-D) были измерены в зонах без макроскопических внутренних трещин, и, таким образом, следует принять во внимание, что плотность будет меньше, а пористость будет больше, если измерения проводились с учетом трещин.
Более того, несмотря на сниженное содержание ZnO в образцах Е и F, что может привести к мысли, что тела недостаточно спекутся и не полностью уплотнятся, образцы были способны сформировать тела на основе оксида олова, имеющие особенно низкую кажущуюся пористость. Фактически, композиции с низким содержанием ZnO сформировали тела на основе оксида олова, имеющие пористость ниже, чем тела, сформированные из композиций с содержанием ZnO более чем в два раза большим. Плотности и пористости, указанные выше, являются особенно неожиданными, учитывая сниженное содержание спекающих добавок. Изобретатели предположили, что избыточное содержание ZnO может привести к образованию газообразных образцов, которые выделяются при формировании, что приведет к образованию больших внутренних пор и даже макроскопических внутренних трещин.
В качестве доказательства существования подобных трещин, фиг.1-6 содержат фотографии поперечных сечений образцов спеченных блоков, используемых для формирования электродов промышленного размера. Фиг.1-4 содержат фотографии внутренней части образцов A-D, изготовленных из композиции с высоким содержанием ZnO, после разрезания. Фиг.5 и 6 содержат фотографии образцов Е и F, изготовленных из композиций с низким содержанием ZnO, после секционирования. Как отчетливо показано, образцы A-D имеют макроскопические внутренние трещины, которые делают готовые тела на основе оксида олова непригодными для формирования электродов. Подобные трещины могут привести к снижению сопротивления коррозии, низкой термостойкости и потенциально низким электрическим характеристикам. Образцы E-F, изображенные на фиг.5 и 6, напротив, продемонстрировали отсутствие макроскопических внутренних трещин, несмотря на почти вдвое больший объем и меньшее содержание ZnO. По этой причине, при непосредственном сравнении образцов, композиция известного уровня техники является неудовлетворительной для формирования уплотненных тел на основе оксида олова, необходимых для формирования электродов промышленного размера, в то время, как описанные здесь композиции сформировали уплотненные тела на основе оксида олова, пригодные для формирования электродов промышленного размера.
ПРИМЕР 2
Два сравнимых образца были протестированы, чтобы определить приводят ли разницы в композициях к изменению удельного электрического сопротивления готовых тел электродов. Удельное электрическое сопротивление образцов А и Е из примера 1 были протестированы при разных температурах в диапазоне от 100°С до 1000°С для того, чтобы оценить изменение удельного электрического сопротивления. Как и ранее, тесты удельного электрического сопротивления проводились в зонах образцов без макроскопических внутренних трещин. Тесты проводились с использованием четырехзондовым методом при постоянном токе. Электрическое сопротивление было измерено анализатором Keithley 2750 каждые 100°С в диапазоне от 100°С до 1100°С, в ходе нагревания и остывания. Величина удельного электрического сопротивления рассчитывалась с использованием данных о сопротивлении, размеров образца и расположения зондов. Данные, указанные в настоящем примере, являются величиной удельного электрического сопротивления, измеренной при нагревании.
На фиг.7 изображены две кривые на графике соотношения удельного электрического сопротивления и температуры для образцов А и Е, описанных выше. Как проиллюстрировано, удельное электрическое сопротивление электродов, изготовленных из композиций образцов А и Е являются похожими и вполне подходящими для использования в качестве электродов промышленной категории. Соответственно, кривая на фиг.7 показывает, что удельное электрическое сопротивление электрода, сформированного из композиции образца Е, со сниженным содержанием ZnO, пригодно для использования в качестве электрода и не испытывает неблагоприятного влияния от изменения композиции.
Композиции, используемые для формирования электродов на основе оксида олова являются развитой областью техники и эффекты определенных добавок, таких как CuO и Sb2O3 были установлены хорошо. То есть обычно CuO переходит в жидкую фазу при высоких температурах и, по этой причине, при использовании электродов в ходе обработки стекла в печах при высоких температурах, излишнее содержание CuO, как известно, превращается в Сu2О и металлическую Cu, которые могут перемещаться, создавая пустоты внутри тела электрода, таким образом, подвергая электрод проникновению расплавленного стекла, что ведет к коррозии и, в итоге, механической деструкции. Соответственно, было предложено использование определенных пропорций добавок, включая CuO, ZnO и Sb2O3 для регулирования свойств и характеристик готового тела электрода (В качестве примера см. патент США 2006/0016223). Фактически, подобная работа была завершена изобретателем для этой заявки. Тем не менее, при попытке формирования образцов промышленного размера (а именно заготовок), было обнаружено, что подобные образцы подвержены образованию макроскопических внутренних трещин в ходе процесса формирования. Обнаружив данную проблему, изобретатели предположили, что содержание ZnO может быть связано с макроскопическими внутренними трещинами. Не желая быть связанными определенной теорией, изобретатили определили, что определенное количество ZnO, превышающее количество, необходимое для спекания материала оксида олова, склонно испаряться при высоких температурах, которые используются при формировании (например, температуры выше 1400°С), что создает пустоты, которые в итоге ведут к образованию макроскопических внутренних трещин.
Соответственно, как изложено в настоящем описании изобретения, изобретатели сделали попытку сформировать полностью уплотненные образцы промышленного размера, используя сниженное содержание CuO и ZnO, в сочетании с определенными процентными соотношениями Sb2O3. Результаты, как показано в примерах, продемонстрировали успешное формирование тел на основе оксида олова, которые были плотными и не имели макроскопических внутренних трещин. Подобное уплотнение является неожиданным, учитывая сниженное содержание CuO и ZnO в композиции. Кроме того, получившиеся в результате тела, сформированные из описанных здесь композиций, продемонстрировали удельное электрическое сопротивление, подходящее для их использования в качестве электродов промышленного класса.
Вышеизложенной описание изобретения является объяснительным, но не ограничительным, а приложенная формула изобретения имеет целью охватить все модификации, улучшения и другие варианты осуществления, которые попадают в объем данного изобретения. Таким образом, максимальный объем настоящего изобретения должен определяться самым широким допустимым толкованием следующей формулы изобретения и с учетом ее эквивалентных признаков и не может ограничиваться или сводиться к вышеизложенному подробному описанию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОВОДЯЩИЙ КЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2012 |
|
RU2509751C1 |
| МАТЕРИАЛ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ НА ОСНОВЕ КОМПОЗИЦИИ СЕРЕБРО - ОКСИД ОЛОВА | 1993 |
|
RU2032954C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ВАРИСТОРОВ НА ОСНОВЕ ОКСИДА ЦИНКА | 2012 |
|
RU2514085C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНО-ЦИНКОВЫХ ВАРИСТОРОВ | 2024 |
|
RU2835819C1 |
| ДИЭЛЕКТРИЧЕСКАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2177184C1 |
| ГАЗОВЫЙ ДЕТЕКТОР НА ОСНОВЕ АМИНИРОВАННОГО ГРАФЕНА И НАНОЧАСТИЦ ОКСИДОВ МЕТАЛЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2776335C1 |
| РАСПЫЛЯЕМАЯ МИШЕНЬ НА ОСНОВЕ ОКСИД ГАЛЛИЯ-ОКСИД ЦИНКА, СПОСОБ ФОРМИРОВАНИЯ ПРОЗРАЧНОЙ ПРОВОДЯЩЕЙ ПЛЕНКИ И ПРОЗРАЧНАЯ ПРОВОДЯЩАЯ ПЛЕНКА | 2006 |
|
RU2380455C2 |
| МАТЕРИАЛЫ ФРИТТЫ НА ОСНОВЕ ВАНАДИЯ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2661968C1 |
| МАТЕРИАЛЫ ФРИТТЫ НА ОСНОВЕ ВАНАДИЯ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2622942C2 |
| Прозрачная стеклокерамика на основе кристаллов ZnO и способ ее получения | 2016 |
|
RU2616645C1 |
Электрод на основе оксида олова, сформированный из композиции, содержащей основной компонент, состоящий из оксида олова (SnO2) и добавок, состоящих из CuO, ZnO, а также добавок, изменяющих удельное электрическое сопротивление. Общее количество CuO и ZnO не больше чем приблизительно 0,3 вес.% и количество ZnO находится в диапазоне от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%. Полученный электрод выполнен в виде прямоугольного тела, которое не содержит макроскопических трещин, поскольку состав предложенной композиции позволяет получать электроды промышленного размера на основе оксида олова, не содержащие внутренних трещин, что явяляется техническим результатом предложенного изобретения. Кроме того, удельное электрическое сопротивление готовых электродов пригодно для их промышленного использования. 3 н. и 12 з.п. ф-лы, 7 ил., 1 табл., 2 пр.
1. Электрод на основе оксида олова, сформированный из композиции, включающей:
основной компонент, состоящий из оксида олова (SnO2); и
добавки, включающие CuO, ZnO, и добавки, изменяющие удельное электрическое сопротивление, где общее количество CuO и ZnO не больше чем приблизительно 0,4 вес.%, и где количество ZnO находится в диапазоне от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%.
2. Электрод на основе оксида олова по п.1, в котором количество ZnO больше количества CuO.
3. Электрод на основе оксида олова по п.1, в котором общее количество CuO и ZnO не больше чем приблизительно 0,35 вес.%.
4. Электрод на основе оксида олова по п.1, в котором добавки содержат не более чем приблизительно 0,2 вес.% CuO.
5. Электрод на основе оксида олова по п.1, в котором добавки содержат ZnO в диапазоне от приблизительно 0,11 вес.% до приблизительно 0,19 вес.%.
6. Электрод на основе оксида олова по п.1, в котором добавки, изменяющие удельное электрическое сопротивление, выбирают из группы материалов, включающей Sb2O3, As2O3, Nb2O5, Bi2O3 и Ta2O5.
7. Электрод на основе оксида олова по п.1, в котором содержание добавок, изменяющих удельное электрическое сопротивление, находится в диапазоне от приблизительно 0,5 вес.% до приблизительно 1,5 вес.%.
8. Электрод на основе оксида олова по п.1, дополнительно содержащий ZrO2 не больше чем приблизительно 4 вес.%.
9. Электрод на основе оксида олова по п.1, который имеет удельное электрическое сопротивление не более 0,1 Ом·см при температурах более чем приблизительно 100°С.
10. Электрод на основе оксида олова по п.1, который имеет объем, по меньшей мере, 10 см3.
11. Электрод на основе оксида олова, сформированный из композиции, содержащей:
основной компонент, состоящий из оксида олова (SnO2); и
добавки, содержащие не более чем приблизительно 0,15 вес.% CuO, ZnO, в диапазоне от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%, и добавки, изменяющие удельное электрическое сопротивление, в диапазоне от приблизительно 0,5 вес.% до приблизительно 1,5 вес.%.
12. Электрод на основе оксида олова по п.11, в котором добавки содержат не более чем приблизительно 0,12 вес.% CuO.
13. Электрод на основе оксида олова по п.11, в котором добавки содержат ZnO в диапазоне от приблизительно 0,11 вес.% до приблизительно 0,19 вес.%.
14. Электрод на основе оксида олова по п.11, в котором добавки, изменяющие удельное электрическое сопротивление, содержат Sb2O3.
15. Электрод, содержащий:
тело на основе оксида олова, имеющее прямоугольный поперечный контур и не содержащее макроскопических внутренних трещин, образованное из композиции, включающей:
основной компонент, состоящий из оксида олова (SnO2); и
добавки, включающие CuO, ZnO, и добавки, изменяющие удельное электрическое сопротивление, где CuO присутствует в количестве меньшем, чем приблизительно 0,2 вес.%, и ZnO присутствует в количестве, находящемся в диапазоне от приблизительно 0,1 вес.% до приблизительно 0,19 вес.%.
| US 20060016223 А1, 26.01.2006 | |||
| US 20060261317 A1, 23.11.2006 | |||
| Раствор для химического травления сталей | 1974 |
|
SU505750A1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2303318C2 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ | 0 |
|
SU348506A1 |

