Изобретение относится к области обработки металлов давлением, а именно к трубопрофильному производству.
Известно устройство для раздачи труб, содержащее конический пуансон, устанавливаемый на тяговом стержне (см. И.Л.Перлин, М.З.Ерманок. Теория волочения, М., Металлургия, 1971, с.76). При протягивании пуансона через внутренний канал трубы происходит увеличение внутреннего и наружного диаметра трубы (раздача трубы).
Недостатком такого устройства является наличие трения скольжения между пуансоном и стенкой трубы, что приводит к возникновению значительных осевых усилий на тяговом стержне. Кроме того, при неблагоприятном течении процесса это может приводить к появлению продольных рисок на трубе, обрыву тягового стержня. С применением указанного устройства является невозможным раздача участка трубы, находящегося между двумя другими участками меньшего диаметра, ограничена величина радиальной деформации (величина раздачи) вследствие неблагоприятного характера напряженного состояния металла трубы, является необходимым применение качественных смазок для внутренней поверхности трубы. Следует отметить также невозможность использования указанного устройства для получения на трубе профиля с большими углами наклона по отношению к оси трубы, в частности, кольцевых ребер или сетчатой накатки.
Известно устройство для раздачи труб (патент WIPO WO 2007/017355 от 15/02/2007), содержащее тяговый стержень с концевым упором, на котором установлены два элемента, центрирующих раздающий элемент по коническим поверхностям. При приложении тягового усилия к тяговому стержню два элемента воздействуют на раздающий элемент, что приводит к увеличению его диаметра. При проталкивании рассмотренного элемента через трубу и происходит ее раздача.
К недостаткам этого устройства следует отнести малую величину возможной радиальной раздачи трубы, наличие трения скольжения между трубой и раздающим элементом и необходимость использования и нанесения качественных смазок, а также затрудненное использование устройства при неблагоприятных условиях трения. Как и для вышеприведенного аналога, сохраняются также ограничения по типам возможного профиля внутренней поверхности трубы.
Известно устройство для закрепления труб в решетках (а.с. СССР №845995, опубл. 15.07.81, Б.И. №26). Устройство содержит разжимную цангу с лепестками, имеющими радиальные разрезы и конический шток, причем лепестки цанги выполнены с разрезами по хордам, а разрезы по радиусам выполнены перпендикулярно разрезам по хордам.
Недостатком устройства является то, что элементы самого устройства (лепестки цанги) перемещаются внутри устройства со скольжением, что приводит к необходимости приложения значительных усилий на коническом штоке. Цанга в разжатом состоянии заклинивается в трубе, что сильно ограничивает длину раздаваемого участка трубы до длины рабочего участка устройства. Устройство такого типа не может быть использовано для раздачи труб с повышенной толщиной стенки и на значительной длине, что ограничивает область его применения.
Известно устройство для развальцовки труб по патенту России RU 2.144.128 от 10.01.2000. Устройство содержит корпус с центральным каналом, муфтовыми и ниппельными концами для присоединения и рабочей частью, на которой размещены ролики, установленные на наклонных по отношению к оси корпуса осях. Углубления не являются опорными частями для роликов, поскольку имеется зазор между этими углублениями и роликом. Сами ролики опираются в осевом направлении снизу на оси, а сверху на подшипники скольжения и закреплены во втулках подшипников штифтами. Ролики имеют коническую форму.
Недостатками прототипа является отсутствие регулировки радиального положения роликов, что приводит к затрудненной подаче устройства в трубу. Несмотря на имеющее место качение по рабочей поверхности роликов и трубы, устройство содержит силовые подшипниковые узлы с трением скольжения. Кроме того, опора ролика производится по кольцевой торцовой поверхности, а возникающее при этом трение скольжения может приводить к повышенному износу указанного опорного узла. Конструкция ролика не содержит калибрующего пояска, что снижает точность раскатки. Устройство не может быть использовано при раздаче участка трубы, расположенного между двумя другими участками трубы меньшего диаметра.
В качестве прототипа принято устройство для раздачи труб по патенту RU 2337781 C1 от 10.11.2008, Бюл. №31, включающее корпус, имеющий присоединительную и рабочую части и содержащий центральный осевой канал, рабочие ролики, установленные под углом к оси корпуса, отличающееся тем, что рабочая часть корпуса содержит два последовательно расположенных участка - конический опорный и конический упорный, причем конический упорный участок имеет больший, чем конический опорный, угол конусности, на коническом опорном участке параллельно образующим нанесены цилиндрические канавки, являющиеся опорами рабочих роликов, рабочие ролики содержат цилиндрический профилирующий и конический упорно-калибрующий участки и помещены в коническом роликодержателе, снабженном приводом его осевого перемещения, а, кроме тою, отличающееся тем, что привод роликодержателя выполнен в виде кольцевого гидравлического цилиндра с поршнем, установленного соосно с корпусом устройства.
Недостатком прототипа является наличие совмещения в наружной поверхности роликов двух функций - рабочей (профилирующей или раскатывающей) и опорной. Таким образом, устройство в значительной степени ограничено лишь применением его для раздачи цилиндрических участков, тогда как использование его для накатки профиля требует изменения в конструкции роликов и опорной части корпуса устройства. Кроме того, использование устройства для профилирования или раскатки труб со значительно коррозировавшей, загрязненной или поврежденной внутренней поверхностью приведет к повышенному износу опорных поверхностей роликов и корпуса устройства.
Задачей изобретения является создание устройства, обеспечивающего возможность раздачи участков трубы с возможностью нанесения на внутреннюю поверхность трубы профиля произвольной формы, в том числе, с направлением гофров или выступов, перпендикулярным оси трубы. Также задачей является повышение долговечности устройства путем конструктивного разделения рабочих и опорных участков роликов.
Задача решается созданием устройства для раздачи труб роликами, включающего корпус, имеющий присоединительную и рабочую части и содержащий центральный осевой канал, а также рабочие ролики.
Новым в устройстве является то, что рабочая часть корпуса выполнена в виде двух или более шпинделей, установленных один внутри другого с возможностью поворота относительно своей продольной оси, а ролики установлены с возможностью свободного вращения в плоскостях, перпендикулярных оси трубы, на концевых участках шпинделей посредством эксцентриковых опор.
Такое техническое решение позволяет производить профилирование на произвольном участке трубы, причем обеспечивается возможность легкого извлечения устройства после завершения профилирования. Конструкция роликов предполагает использование унифицированных подшипниковых узлов с возможностью изоляции подшипников от внешних воздействий при помощи уплотнений различного рода. При этом является возможным выполнение роликов с наружным профилем в виде выступов и впадин, с сетчатым рифлением, со спиральным и кольцевым профилем и др., что обеспечивает получение ответных профилей на внутренней поверхности трубы. Возможно также применение устройства для раздачи труб, например, при соединении в муфтах, а также при изготовлении гофрированных труб и сильфонов.
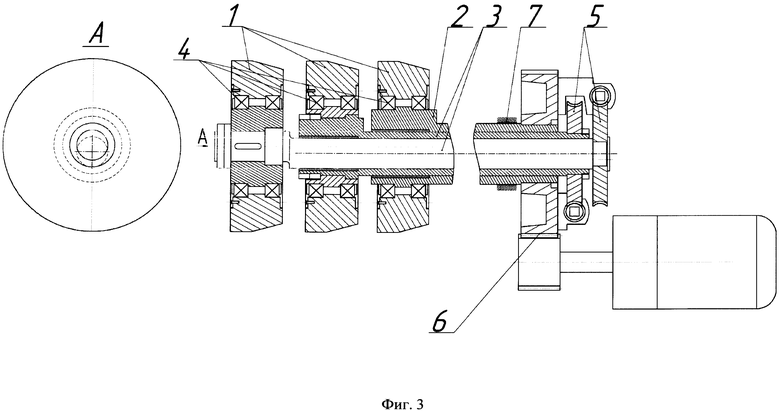
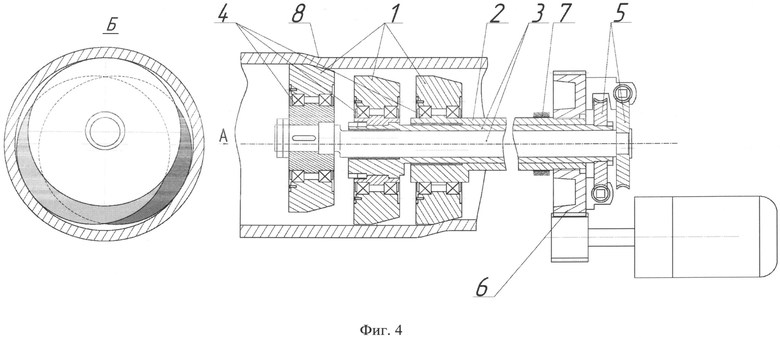
Конструкция устройства в исполнении с двумя роликами показана на фиг.1, на фиг.2 показано положение роликов при профилировании. На фиг.3 показано исполнение устройства с тремя роликами, на фиг.4 - рабочее положение роликов для этого исполнения.
Устройство содержит два или более ролика 1, имеющих конический заходный и профилирующий, а также цилиндрический калибрующий участки каждый. На профилирующей и калибрующей частях роликов может быть нанесено профилирование. Ролики установлены на эксцентриковых участках корпуса 2 и шпинделя (шпинделей) 3 устройства при помощи подшипниковых узлов 4, обеспечивающего возможность свободного вращения ролика вокруг своей оси (оси вращения роликов показаны тонкой осевой линией). Корпус установлен на главной опоре вращения 7. Шпиндели 3 представляют собой внутреннюю и полые внешние трубчатые детали с эксцентриковыми участками для установки роликов на одном конце и присоединительной частью для привода или приводов поворота 5 - на другом. Присоединительная (правая) часть корпуса 2 сопряжена с приводом вращения 6, обеспечивающего вращение устройства в целом относительно общей оси шпинделей (показана толстой осевой линией). На вращающейся части этого привода 6 установлено устройство для поворота внутреннего или внутренних шпинделей 5, обеспечивающее поворот шпинделей 3 на требуемый угол.
Устройство работает следующим образом.
Труба 8 при помощи вспомогательного устройства для перемещения, например, рольганга или тянущих роликов, надевается на блок шпинделей устройства таким образом, что ролики размещаются внутри трубы напротив участка, подлежащего профилированию. Труба застопоривается от вращения вокруг своей оси при помощи зажима, например, фрикционного. При помощи устройства поворота 5 шпиндель или шпиндели 3 разворачиваются в рабочее положение (показано на фиг.2 для двухроликового и на фиг.4 для трехроликового исполнения устройства). Для двухроликового устройства предпочтительный угол поворота шпинделя 3 составляет 180°, для трехроликового - 150° для каждого из шпинделей 3 (в противоположных направлениях). При этих углах достигается максимальный диаметр описанной окружности устройства. При повороте происходит вдавливание рабочей поверхности роликов 1 во внутреннюю поверхность трубы 7 за счет наличия эксцентриситета на опорных участках корпуса 2 и шпинделей 3.
После того как ролики 1 занимают вышеописанные положения, включается привод вращения 6, за счет чего ролики 1 начинают, под действием совместно вращающегося блока корпуса 2 и шпинделей 3, обкатывать внутреннюю поверхность трубы 7 (совершая при этом планетарное движение). За счет тягового устройства возможно синхронное перемещение трубы, причем, как непосредственно в процессе обкатки, так и между профилированием отдельных участков (при исходном, нерабочем положении роликов).
После того как необходимый участок трубы 7 будет отпрофилирован или деформирован путем раздачи, поворотом шпинделей 3 возвращают ролики 1 в исходное положение, после чего трубу 7 снимают с рабочей части устройства, и процесс профилирования может быть повторен.
Преимуществом описанного устройства является раздельное исполнение рабочей поверхности роликов 1 и их опорного узла, что позволяет изолировать подшипниковый узел 4 от неблагоприятных воздействий при профилировании в сложных условиях. Кроме того, устройство обеспечивает возможность нанесения профиля произвольной формы, например, винтового, кольцевого, продольного, сетчатого рифления и др., причем смена профиля осуществляется путем технологически несложной замены роликов 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ И РАЗДАЧИ ТРУБ | 2013 |
|
RU2533621C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2013 |
|
RU2531020C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2011 |
|
RU2450879C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2007 |
|
RU2337781C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2339479C1 |
| ОПРАВКА ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2347637C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СПИРАЛЬНО-ПРОФИЛИРОВАННЫХ ТРУБ | 2007 |
|
RU2373013C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |

Изобретение относится к области обработки металлов давлением, а именно к трубопрофильному производству. Рабочая часть корпуса выполнена в виде двух или более шпинделей, установленных один внутри другого с возможностью поворота относительно своей продольной оси, а ролики установлены на концевых участках шпинделей посредством эксцентриковых опор с возможностью свободного вращения в плоскостях, перпендикулярных оси трубы. Расширяются технологические возможности и обеспечивается возможность легкого извлечения устройства после завершения профилирования. 4 ил.
Устройство для раздачи труб роликами, содержащее корпус, имеющий присоединительную и рабочую части с центральным осевым каналом, и рабочие ролики, отличающееся тем, что рабочая часть корпуса выполнена в виде двух или более шпинделей, установленных один внутри другого с возможностью поворота относительно своей продольной оси, а рабочие ролики установлены на концевых участках шпинделей посредством эксцентриковых опор с возможностью свободного вращения в плоскостях, перпендикулярных оси трубы.
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2007 |
|
RU2337781C1 |
| Вальцовка | 1989 |
|
SU1673245A1 |
| Устройство для раздачи труб | 1990 |
|
SU1810184A1 |
| Многорядная раскатка для раскатывания с одновременной правкой трубчатых заготовок | 1989 |
|
SU1680415A1 |
| Вороток | 1986 |
|
SU1315179A1 |

