Область техники
Настоящее изобретение относится к способу и системе для создания отверстий с расплавленными краями в рулонном материале, содержащему: подачу рулонного материала через место зажима между вращающейся ультразвуковой головкой и вращающимся опорным валиком, так чтобы создать расплавленные области в упомянутом рулонном материале, в то время как рулон находится на опорном валике, имеющем скорость вращения.
Уровень техники изобретения
Материалы с перфорированной поверхностью часто используются в одноразовых предметах личной гигиены, таких как подгузники, гигиенические прокладки или т.п. Перфорированные материалы могут быть использованы, например, в качестве верхних слоев, в качестве промежуточных слоев в изделиях или по их краям.
Для некоторых применений требуется иметь перфорированные рулонные материалы со сплавленными краями. Например, это может быть в случае материалов, которые подлежат использованию в качестве верхних слоев или впитывающих слоев в абсорбирующих изделиях. Края, будучи сплавленные, обеспечивают, чтобы любая поступающая на верхний слой жидкость проходила через отверстия без поглощения по краям отверстий.
Однако применение перфорированных материалов не ограничивается материалами, предназначенными пропускать через себя жидкость. Например, перфорированные материалы также могут быть впитывающими, имея отверстия с тем, чтобы позволять материалам дышать.
Известные способы для создания перфорированных рулонных материалов со сплавленными краями включают в себя термическую сварку, сопровождаемую перфорированием областей термической сварки, рассечением иглой, механической резкой, лазерной резкой, водоструйной резкой и т.д.
Обычно перфорированные материалы получают отдельно и вводят в способ изготовления изделия, где их соединяют для создания изделия, такого как одноразовый предмет личной гигиены. Соответственно, изготовитель абсорбирующих изделий должен заказывать и складировать достаточные количества перфорированных материалов, и имеет ограниченную способность внесения поправок к требованиям получаемых перфорированных материалов, например, новых изделий.
В альтернативном варианте изготовитель изделия может иметь свое собственное перфорирующее оборудование, хотя тогда упомянутое перфорирующее оборудование отделено от оборудования для создания полного абсорбирующего изделия.
В связи с вышесказанным требуется предусмотреть способ для создания перфорированного рулонного материала, который пригоден для включения в поточный процесс изготовления предмета личной гигиены. С этой целью способ должен быть применим к различным линейным скоростям, так как может потребоваться для изготовления различных типов предметов личной гигиены.
Кроме того, несмотря на то, где создан материал с перфорированной поверхностью, в ходе обработки на автоматической линии или нет, в целом существует потребность в создании материалов с перфорированной поверхностью эффективным и быстрым путем.
Также существует потребность в создании материалов со слоистой перфорированной поверхностью эффективным и быстрым путем.
Цель изобретения - предложить способ для создания перфорированного рулона со сплавленными краями, который является предпочтительным с точки зрения одного или более из выше упомянутых аспектов.
Сущность изобретения
Вышеупомянутая цель достигается с помощью способа для создания отверстий со сплавленными краями в рулонном материале, содержащего
- подачу рулонного материала через место зажима между вращающейся ультразвуковой головкой и вращающимся опорным валиком, с тем чтобы создать расплавленные области в упомянутом рулонном материале, при этом
- рулон находится на опорном валике, имеющем скорость вращения, и
- регулирование скорости вращения ультразвуковой головки до скорости, отличной от скорости опорного валика, так что создают разность скоростей между головкой и опорным валиком, причем разницу скоростей выбирают так, что напряжение, создаваемое в рулоне, действует, чтобы разрушить центры расплавленных областей в рулонном материале, посредством чего создаются отверстия с расплавленными краями.
Описанный выше способ имеет преимущество, заключающееся в том, что он подходит для включения в обработку на автоматической линии для изготовления абсорбирующего изделия. Поскольку способ опирается на управление разницей скоростей между головкой и валиком, способ может быть применен в широком диапазоне скоростей опорного валика, и может быть легко приспособлен к требованиям обработки на автоматической линии.
В способе используется напряжение, создаваемое в рулоне за счет разницы скоростей между ультразвуковой головкой и опорным валиком, для создания отверстий. Просто приложенная ультразвуковая энергия будет создавать в рулонном материале расплавленные области, которые являются относительно хрупкими. Поскольку рулон повреждается за счет напряжения, создаваемого разницей скоростей, хрупкие центры областей будут разрушаться. Однако края расплавленных областей будут оставаться нетронутыми. Соответственно, создаются отверстия, имеющие расплавленные края.
То, что расплавленные с помощью ультразвуковой технологии области могут непреднамеренно разрушаться, было известно в прошлом. Однако этот процесс рассматривался как случайно возникающий дефект, который должен быть устранен, например, при создании слоистых изделий с помощью ультразвука.
Настоящее изобретение направлено на создание надежного и регулируемого способа для преднамеренного создания отверстий с расплавленными краями в рулонном материале, что четко отличается от отверстий, случайно возникающих ввиду ошибки в процессе, например, при изготовлении слоистого материала.
В частности, разницу скоростей активно регулируют и выбирают так, чтобы направленно прийти к требуемым отверстиям с расплавленными краями.
Изготовление отверстий может осуществляться непрерывно по всей площади рулона или периодически, например, в выбранных областях площади рулона.
Универсальность технологии ультразвуковой сварки в сочетании с тем преимуществом, что предложенный способ пригоден для широкого диапазона производственных скоростей, включая те, которые используются для изготовления абсорбирующих изделий на автоматической линии, делают предложенный способ особенно подходящим для включения в производственную линию для изготовления изделий на автоматической линии. Если способ внедряют в этой ситуации, изготовителю требуется только закупить и складировать стандартный неперфорированный рулонный материал, который подлежит использованию в процессе изготовления на автоматической линии. С помощью предложенного способа стандартные рулонные материалы могут быть снабжены выбранными отверстиями на автоматической линии, причем упомянутые отверстия соответствующим образом приспособлены к потребностям абсорбирующего изделия, которое изготавливают в процессе обработки на автоматической линии.
Место зажима, предпочтительно, может быть бесконтактным местом зажима. Это является предпочтительным, так как использование бесконтактного места зажима приводит к уменьшенному износу вовлеченных элементов. Однако способ сам по себе не ограничивается бесконтактными местами зажима, и в нем может быть использовано также контактное место зажима.
Скорость вращения головки, предпочтительно, может регулироваться по отношению к скорости опорного валика с тем, чтобы поддерживать регулируемую разницу скоростей, независимо от скорости опорного валика. Это обеспечивает чрезвычайно приспосабливаемую систему, в которой скорость процесса в целом может быть изменена, по существу не влияя на создание отверстий. Это является особенно выгодным, когда способ должен быть включен в процесс изготовления изделия на автоматической линии, поскольку скорость всей линии изготовления может нуждаться в изменении для различных целей, касающихся различных этапов изготовления в процессе.
Рулонный материал предпочтительно может содержать, по меньшей мере, два отдельных слоя, которые подают через бесконтактное место зажима так, что, по меньшей мере, два слоя наслаивают вместе с помощью расплавленных краев упомянутых отверстий. В этом случае рулонный материал наслаивают и перфорируют в ходе одноэтапного процесса. Это обеспечивает простой и надежный способ для создания наслоенных перфорированных слоев, который кроме того, обеспечивает наслаивание и отверстия в точном совмещении.
Рулонный материал может содержать некоторое число слоев, например, по меньшей мере, 4, предпочтительно, по меньшей мере, 6 отдельных слоев, которые наслаивают вместе с помощью расплавленных краев упомянутых отверстий. Считается, что с помощью предложенного способа можно наслаивать и перфорировать относительно большое количество слоев, до тех пор, пока толщина слоев является такой, что подаваемая ультразвуковая энергия соответствующим образом передается через всех из них, с тем чтобы в них расплавить материал.
Предпочтительно, скорость вращения головки отлична от 0, например, вращение головки в действительности подразумевается.
Предпочтительно, разница в скорости вращения между опорным валиком и головкой по отношению к скорости вращения опорного валика ((скорость валика - скорость головки)/скорость валика) находится в диапазоне ±10-100%, предпочтительно, ±10-90%, наиболее предпочтительно, ±30-90% от скорости опорного валика.
Опорный валик и головка могут вращаться в одном и том же направлении или в разных направлениях. Если они вращаются в разных направлениях, понятно, что разницу скоростей между ними рассчитывают как истинную разницу относительных скоростей, используя направление опорного валика в качестве положительного направления. Если, например, опорный валик вращается по часовой стрелке, вращение по часовой стрелке будет положительным, при этом, если головка вращается против часовой стрелки, вращение против часовой стрелки будет отрицательным. Соответственно, скорость валика - скорость головки даст истинную разницу в скорости вращения.
Вышеупомянутые разницы в скорости считают особенно подходящими для создания требуемых отверстий.
Преимущественно, разница в скорости вращения между опорным валиком и головкой находится в диапазоне 20-300 м/мин, предпочтительно в диапазоне от 25 до 250 м/мин, наиболее предпочтительно в диапазоне от 100 до 250 м/мин.
Преимущественно, скорость вращения головки находится в диапазоне 5-500 м/мин, предпочтительно 50-450 м/мин.
Полная масса поверхности рулонного материала предпочтительно находится в промежутке от 10 г/м2 до 300 г/м2.
Рулонными материалами могут быть любые материалы, пригодные для ультразвуковой сварки. Такой материал предпочтительно может содержать термосинтезируемый материал.
Однако, когда многослойные рулонные материалы образованы в результате способа (например, происходящего наслаивания), понятно, что все слои не должны включать в себя расплавляемый материал. Вместо этого достаточно, чтобы имелся, по меньшей мере, один слой, который включал бы в себя материал, который плавится, вследствие чего может быть осуществлено требуемое наслоение. Например, нерасплавляемый слой может быть проложен между двумя расплавляемыми слоями и предназначен для способа для создания отверстий со сплавленными краями. Результатом способа будет многослойный рулон, где все три слоя наслоены вместе вдоль сплавленных краев отверстий.
Рулонный материал предпочтительно содержит, по меньшей мере, один слой нетканого материала. Неткаными материалами являются волокнистые материалы, включающие в себя либо однородные волокна, либо смешанные волокна. Некоторые или все волокна предпочтительно могут содержать полиолефины, например полимерные материалы, такие как полиэтилен и полипропилен, или альтернативно материалы, изготовленные из полиэфира, нейлона и т.п.
Альтернативно или в дополнение к нетканому материалу рулонный материал может содержать, по меньшей мере, один слой пленочного материала. Подходящими пленками могут быть пленки из термопластичных материалов, например, полиэтилена или полипропилена.
Рулонный материал может также содержать, по меньшей мере, один слой, выполненный в виде материалов, изготовленных из натуральных волокон, таких как древесные или хлопчатобумажные волокна, пенный материал или другие материалы, которые выполнены с возможностью сварки с использованием ультразвуковой технологии.
С помощью предложенного способа можно соединять, например, нетканые материалы с неткаными материалами, нетканые материалы с пленочными материалами, или пленочные материалы с пленочными материалами с образованием многослойного материала.
Рулонный материал также может содержать многослойный материал, который уже является слоистым, перед тем как быть подвергнутым способу для создания отверстий со сплавленными краями. Слоистая структура многослойного материала может быть затем усилена путем создания расплавленных областей, окружающих отверстия. Кроме того, слоистый материала может образовывать один слой, который соединен с одним или более дополнительных слоев посредством предложенного способа.
Рулонный материал в целом предпочтительно содержит, по меньшей мере, один из: полипропилен, полиэтилен и полиэфир.
Головка и опорный валик предпочтительно могут быть выбраны такими, что ширина расплавленных областей в поперечном направлении рулона находится в диапазоне 0,5-2,5 мм, предпочтительно от 0,6 до 2,0 мм. Под шириной расплавленных областей следует понимать ширину областей, включающих отверстия (то есть ширину отверстия со сплавленными краями). Следовательно, при измерении ширины расплавленной области в конечном изделии измерение будет происходить в продольном направлении, и продолжаться за отверстие. Следует понимать, что отверстия сами по себе будут иметь ширину в поперечном направлении, которая меньше, чем ширина расплавленной области.
Предложенный способ особенно подходит для создания относительно маленьких, дискретных отверстий со сплавленными краями. Такие отверстия со своими сплавленными краями могут иметь по существу протяженность в поперечном направлении, такую же что и в продольном направлении, имея, например, круглые или квадратные формы. Головка и опорный валик могут быть выбраны предпочтительно так, что отдельные площади расплавленных областей, включающих отверстия, составляют более чем 0,01 мм2, например в диапазоне от 0,2 мм2 до 3,5 мм2, предпочтительно, от 0,3 мм2 до 3 мм2.
Однако протяженность расплавленных областей в продольном направлении, перпендикулярном к поперечному направлению, может изменяться значительно. Например, удлиненные расплавленные области, включающие в себя отверстия, могут быть созданы, имеющими относительно большую протяженность в продольном направлении. В этом случае отдельные площади расплавленных областей могут быть, например, более чем 3 мм2, предпочтительно более чем 5 мм2, наиболее предпочтительно более чем 10 мм2.
Кроме того, будет понятно, что отверстия значительно бόльшие, чем приведенные выше в качестве примеров, могут быть созданы с использованием предложенного способа.
Обычно для измерения размеров или площадей расплавленных областей и/или отверстий могут быть использованы способы анализа изображения.
Размер расплавленных областей может в целом регулироваться с помощью наличия опорного валика, который может быть снабжен выступами, имеющими выбранные отдельные площадки, выступы которых вызывают образование расплавленных областей. Расплавленные области будут появляться в рулонном материале напротив упомянутых выступов, как это известно из предшествующего уровня техники.
По другому аспекту изобретения предложен способ изготовления абсорбирующего изделия, в котором рулонный материал подготавливают для формирования слоя в изделии в процессе изготовления изделия, и в котором рулонный материал перфорируют на одной линии с процессом изготовления изделия, но до него в соответствии со способом, описанным выше. Следовательно, в этом случае процесс перфорирования образует часть процесса обработки на линии для изготовления абсорбирующего изделия.
В таких изделиях перфорированный рулонный материал может образовывать любой слой, который обычно перфорирован, такой как верхний слой, промежуточный слой или т.п.
По другому аспекту изобретения предложена система для непрерывного создания отверстий со сплавленными краями в рулонном материале, содержащая:
- вращающийся опорный валик,
- вращающуюся ультразвуковую головку, причем
упомянутый опорный валик и упомянутая головка находятся в противоположном взаимном расположении, образуя место зажима, через которое находящийся на опорном валике рулон может быть подан для создания расплавленных областей в упомянутом рулонном материале, и
средство для регулирования скорости вращения упомянутой головки независимо от скорости вращения опорного валика, позволяющее регулировать систему, чтобы создать в рулоне напряжение, достаточное для создания отверстий в расплавленных областях, что приводит к созданию рулона, снабженному отверстиями с расплавленными краями.
Признаки и преимущества, как они описаны выше в отношении способа, в равной степени применимы к системе.
Краткое описание чертежей
Изобретение будет теперь описано несколько подробнее со ссылкой на неносящие ограничительного характера примеры и сопровождающие чертежи, на которых:
На фиг.1 проиллюстрирован вариант осуществления системы для выполнения варианта осуществления способа для создания отверстий.
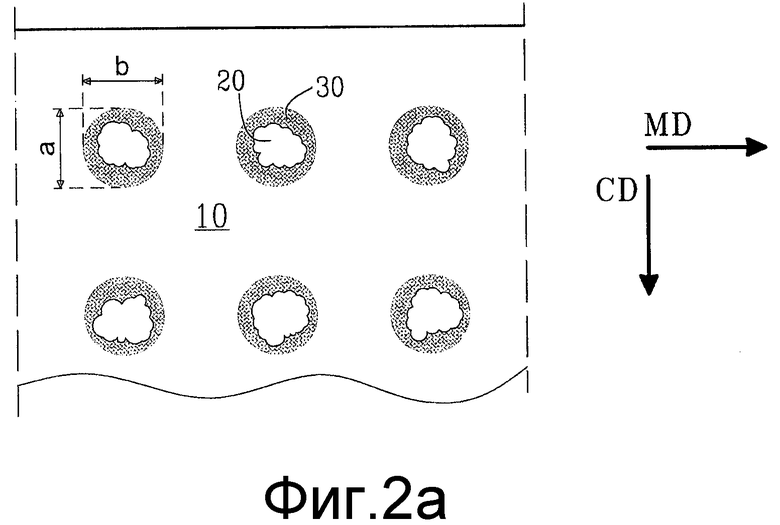
На фиг.2а проиллюстрирован вариант осуществления перфорированного рулона, как, например, полученный с помощью варианта осуществления способа в соответствии с изобретением, и
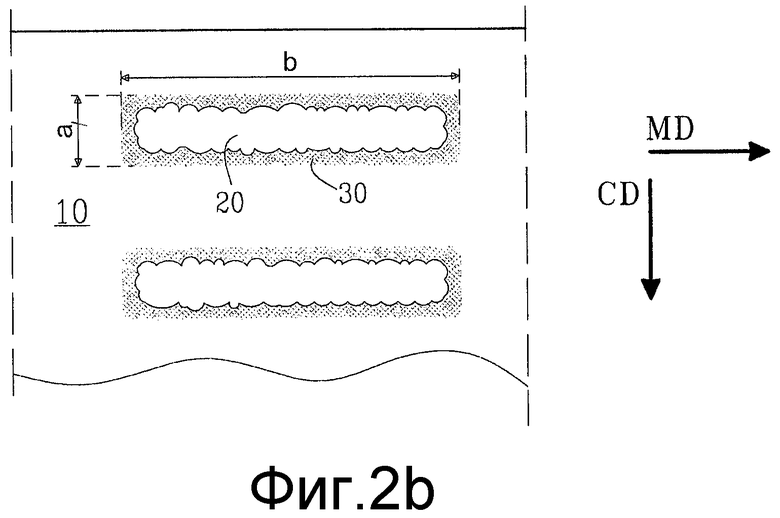
на фиг.2b проиллюстрирован другой вариант осуществления перфорированного рулона, как, например, полученный с помощью варианта осуществления способа согласно изобретению.
Подробное описание
На фиг.1 схематично проиллюстрирована система для выполнения способа для непрерывного создания в рулонном материале отверстий с расплавленными краями.
Вращающийся опорный валик 2 и вращающаяся ультразвуковая головка 1 расположены так, чтобы образовать место зажима, в котором перфорируют рулонный материал 4. Скорости вращения опорного валика 2 и головки 1, соответственно, регулируются контроллером 3. Контроллер 3 предпочтительно может сохранять разницу скоростей между головкой 1 и опорным валиком 2 постоянно, независимо от скорости опорного валика 2. Рулонный материал 4 подают на опорный валик 2, который на основе своей скорости будет определять скорость подачи системы.
Если система размещена на линии вместе, например, с оборудованием для создания абсорбирующего изделия, тогда скорость опорного валика 2 должна будет соответствовать скорости подачи в процессе изготовления абсорбирующего изделия. Соответственно, предпочтительно, чтобы скорость системы была изменяемой.
Для вращающегося валика и вращающейся ультразвуковой головки может быть использована ранее известная технология, такая, как описана, например в EP 0457187. Однако в технологии предшествующего уровня техники вращающиеся головки и валики в целом регулировались так, чтобы не появлялась разница в скоростях между головкой и валиком. Регулирование скоростей вращения головки и валика может быть приспособлено, как описано здесь, с использованием традиционной техники автоматического управления.
В варианте осуществления настоящего изобретения, проиллюстрированном на фиг.1, рулонный материал 4 подают непосредственно к месту зажима между ультразвуковой головкой 1 и опорным валиком 2. В проиллюстрированном варианте осуществления настоящего изобретения место зажима является бесконтактным местом зажима. Если требуется, рулонный материал может быть сжат в блоке предварительного сжатия перед его подачей в место зажима.
Следует понимать, что если рулонный материал 4 содержит несколько слоев, материал для отдельных слоев может подаваться из отдельных валиков и встречаться перед блоком предварительного сжатия (если имеется) или перед тем, как быть одновременно поданным в место зажима между головкой 1 и опорным валиком 2.
В проиллюстрированном варианте осуществления настоящего изобретения вращающийся опорный валик 2 и вращающаяся головкой 1 проиллюстрированы как вращающиеся в одном и том же направлении вращения (см. стрелки). Полагают, что это является особенно предпочтительным, в частности, поскольку облегчает управление блоками. Однако головка 1 и опорный валик 2 также могут вращаться в разных направлениях вращения.
Определенная разница скоростей, которую используют, будет изменяться в зависимости, например, от рулонного материала, его толщины и количества слоев в нем. Однако, процесс выбора надлежащей разницы скоростей в конкретном случае легко осуществляется специалистом данной области техники. Поскольку частота ультразвуковой головки традиционной системы обычно не является выбираемой величиной, а остается в пределах около 20 (kHz) кГц до 40(kHz) кГц, специалист данной области техники ограничен заранее выбранной частотой.
Сварочная мощность головки может быть отрегулирована до самой высокой мощности, доступной до того, как возникает контакт с опорным валиком. Контакт с опорным валиком обычно не желателен, поскольку ведет к износу деталей.
Как только задана сварочная мощность, специалист данной области техник может начать процесс с выбранным рулонным материалом и изменять разницу скоростей между опорным валиком и головкой до тех пор, пока не получатся требуемые отверстия с расплавленными краями. Требуемый результат, являющийся отверстиями со своими расплавленными краями, легко поддается контролю специалистом данной области техники, который делает легкой регулировку разницы надлежащих скоростей. Обычно, соответствующей разницей скоростей являются те значения, которые определены выше.
На фиг.2а проиллюстрирован участок варианта осуществления перфорированного рулона, полученного с помощью варианта осуществления предложенного способа. Рулон 10 выполнен с отверстиями 20, причем каждое отверстие окружено расплавленной областью 30, где окружающий отверстие 20 материал рулона расплавлен, с тем чтобы образовывать давление вокруг отверстия 20. Поскольку отверстие 20 создается напряжениями, вызывающими разрушение изначально целой расплавленной области 30, точные границы действительного отверстия 20 могут в некоторой степени изменяться, хотя в целом они будут повторять контур расплавленной области 30. Предполагается, что разрушение обычно влечет за собой некоторый разрыв материала в сплавлении. Соответственно, результирующим отверстием является не только расплавленная область, включающая трещину или щель. Наоборот, по меньшей мере, некоторое количество расплавленного материала в расплавленной области разрушается и поэтому удаляется из рулона, так что образуется отверстие со сплавленными краями.
С точки зрения вышеупомянутого, будет понятно, что если способ используется для создания множества отверстий со сплавленными областями, упомянутые отверстия, имеющие одни и те же размеры, сами по себе измерения размеров отверстий 20, могут быть сделаны с помощью способов анализа изобретения и могут обнаруживать от отверстия к отверстию небольшие изменения.
Расплавленные области 30 будут иметь более однообразный внешний вид, поскольку созданы ультразвуковым способом. Их размер также может быть определен с использованием способов анализа изображения. Однако следует понимать, что разница в площади между расплавленной областью 30 и отверстием 20 будет относительно малой, и кроме того, будет приблизительно одной и той же для различных отдельных отверстий 20. Соответственно, измерение размеров расплавленных областей, включающих в себя отверстия, может быть использовано для отражения размеров отверстий, и во многих применениях может быть достаточным, чтобы служить цели приблизительного определения размера отверстий.
Следовательно, в практических целях предложено использовать размеры расплавленных областей 30, включающих в себя отверстия 20, нежели размеры отверстий 20 в качестве относительной меры свойств перфорированного рулона 1.
На фиг.2а рулон 1 выполнен с некоторым числом отдельных отверстий 20. Ширина а расплавленной области 30, включающей в себя отверстие 20 (то есть ширина отверстия со своими сплавленными краями), как она замерена в поперечном направлении CD рулона, является приблизительно такой же, как и длина b, измеренная в продольном направлении MD рулона. В этом случае ширина a и длина b могут находиться в области 0,5-2,5 мм, предпочтительно от 0,6 до 2,0 мм. В других вариантах осуществления настоящего изобретения площадь каждой отдельной расплавленной области 30 может быть больше, чем 0,1 мм2, предпочтительно в диапазоне от 0,2 до 3,5 мм2, наиболее предпочтительно от 0,3 до 3 мм2.
На фиг.2b рулон 1 также снабжен некоторым числом отверстий 20. Ширина а расплавленной области 30, включающей отверстие, как измеренная в поперечном направлении CD рулона, является значительно меньше, чем длина b, измеренная в продольном направлении MD рулона. Например, длина b может быть больше ширины а более чем в два раза. Площадь каждой расплавленной области 30 в данном варианте осуществления настоящего изобретения может быть более чем 3 мм2, предпочтительно более чем 5 мм2, наиболее предпочтительно более чем 10 мм2.
Оба варианта осуществления настоящего изобретения, как они описаны выше, являются пригодными для создания многослойного рулона, то есть два или более рулонных материала наслоены с помощью расплавленных областей 30.
Следует понимать, что настоящее изобретение может быть изменено в пределах объема приложенной формулы изобретения. Например, изобретение не ограничено рулонными материалами только в виде по существу непрерывных рулонов из одного материала. Вместо этого может быть использован материал, который состоит из отдельных элементов, которые подают через ультразвуковое устройство. Кроме того, не требуется, чтобы отверстия продолжались непрерывно по всей длине рулонного материала, но они могут быть нанесены, например, только в выбранных областях рулонного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
| Способ и устройство для изготовления экологически безопасной абсорбирующей структуры | 2011 |
|
RU2613159C2 |
| ТРЕХМЕРНЫЙ ЛИСТ | 2014 |
|
RU2624300C1 |
| ЭЛАСТИЧНАЯ ТКАНЬ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ, И ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИЧНУЮ ТКАНЬ | 2002 |
|
RU2304047C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2707674C2 |
| Устройство и способ выполнения боковых швов на абсорбирующих изделиях | 2014 |
|
RU2654995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННОГО ПОЛОТНА | 2010 |
|
RU2487012C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВЛЕННЫХ ЛИСТОВ | 2013 |
|
RU2624293C2 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2709316C2 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2645985C2 |
Изобретение относится к способу создания отверстий с расплавленными краями в рулонном материале. Способ включает подачу рулонного материала (4) через место зажима между вращающейся ультразвуковой головкой (1) и вращающимся опорным валиком (2), с тем чтобы создать расплавленные области в рулонном материале. При этом рулон (4) находится на опорном валике (2), установленном с заданной скоростью вращения. Причем скорость вращения ультразвуковой головки (1) регулируют до скорости, отличной от скорости опорного валика (2), так что создают разницу скоростей между головкой (1) и опорным валиком (2). Разницу скоростей выбирают так, что создаваемое в рулоне напряжение действует, чтобы разрушить центры расплавленных областей в рулонном материале (4). При этом создают отверстия с расплавленными краями. Технический результат, достигаемый при использовании способа и системы по изобретениям, заключается в повышении качества перфорирования полуфабриката в процессе изготовления абсорбирующего изделия на автоматической линии. 3 н. и 10 з.п. ф-лы, 3 ил.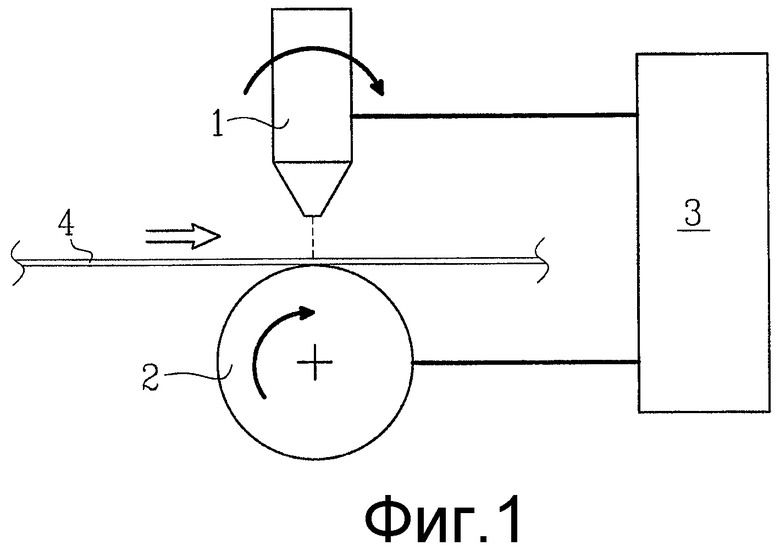
1. Способ создания отверстий со сплавленными краями в рулонном материале, содержащий: подачу рулонного материала (4) через место зажима между вращающейся ультразвуковой головкой (1) и вращающимся опорным валиком (2) с тем, чтобы создать расплавленные области в упомянутом рулонном материале, при этом рулон (4) находится на опорном валике (2), имеющем скорость вращения, отличающийся тем, что скорость вращения ультразвуковой головки (1) регулируют до скорости, отличной от скорости опорного валика (2), так что создают разность скоростей между головкой (1) и опорным валиком (2), причем разницу скоростей выбирают так, что создаваемое в рулоне напряжение действует, чтобы разрушить центры расплавленных областей в рулонном материале (4), посредством чего создаются упомянутые отверстия со сплавленными краями.
2. Способ по п.1, дополнительно содержащий регулирование скорости вращения головки (1) по отношению к скорости опорного валика (2) с тем, чтобы поддерживать регулируемую разницу скоростей независимо от скорости опорного валика (2).
3. Способ по п.1 или 2, в котором упомянутый рулонный материал (4) содержит, по меньшей мере, два отдельных слоя, которые подают через место зажима, так что, по меньшей мере, два слоя наслаивают вместе с помощью расплавленных краев упомянутых отверстий.
4. Способ по п.3, в котором рулонный материал (4) содержит, по меньшей мере, 4, предпочтительно, по меньшей мере, 6 отдельных слоев, которые наслоены вместе с помощью расплавленных краев упомянутых отверстий.
5. Способ по п.1, в котором скорость вращения головки (1) отлична от 0.
6. Способ по п.1, в котором разница в скорости вращения между опорным валиком (2) и головкой (1) по отношению к скорости вращения опорного валика (2) ((скорость валика - скорость головки)/скорость валика) находится в диапазоне ±10-100%, предпочтительно ±10-90%, наиболее предпочтительно ±30-90% от скорости опорного валика.
7. Способ по п.1, в котором разница в скорости вращения между опорным валиком (2) и головкой (1) находится в диапазоне 20-300 м/мин, предпочтительно в диапазоне от 25 до 250 м/мин, наиболее предпочтительно в диапазоне от 100 до 250 м/мин.
8. Способ по п.1, в котором скорость вращения головки (1) находится в диапазоне 5-500 м/мин, предпочтительно 50-450 м/мин.
9. Способ по п.1, в котором полная масса поверхности рулонного материала составляет от 10 г/м2 до 300 г/м2.
10. Способ по п.1, в котором рулонный материал (4) содержит, по меньшей мере, один из: полипропилен, полиэтилен и полиэфир.
11. Способ по п.1, в котором рулонный материал (4) содержит, по меньшей мере, один слой, который образован из нетканого материала и/или пленочного материала.
12. Способ изготовления абсорбирующего изделия, в котором рулонный материал подготавливают для формирования слоя в изделии в процессе изготовления изделия и в котором рулонный материал перфорируют на одной линии с процессом изготовления изделия, но до него, в соответствии с любым из предшествующих пунктов.
13. Система для непрерывного создания отверстий со сплавленными краями в рулонном материале, содержащая
- вращающийся опорный валик,
- вращающуюся ультразвуковую головку, причем упомянутый опорный валик и упомянутая головка находятся в противоположном взаимном расположении, образуя место зажима, через которое может быть подан находящийся на опорном валике рулон для создания расплавленных областей в упомянутом рулонном материале, и средство для регулирования скорости вращения упомянутой головки независимо от скорости вращения опорного валика, позволяющее регулировать систему, чтобы создать напряжение в рулоне, достаточное для создания отверстий в расплавленных областях, получая в результате рулон, снабженный отверстиями со сплавленными краями.
| WO 2004089612 A1, 21.10.2004 | |||
| US 6123792 A, 26.09.2000 | |||
| Генератор следящей развертки | 1973 |
|
SU457187A1 |
| WO 2007094706 A1, 23.08.2007 | |||
| US 20050136772 A1, 23.06.2005 | |||
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.272-273, 290-291. | |||

