УРОВЕНЬ ТЕХНИКИ
В способе непрерывного литья производства стали расплавленный металл отливается прямо в тонкую полосу посредством литейной машины. Форма тонкой литой полосы определяется пресс-формой литейных валков, используемых в машине. На выходе из литейных валков литая полоса может быть подвергнута охлаждению и обработке.
В двухвалковой литейной машине расплавленный металл вводится между парой вращающихся в противоположные стороны, поперечно размещенных литейных валков, которые охлаждаются изнутри, с тем чтобы оболочки металла затвердевали на движущихся поверхностях литейных валков и сводились вместе в зазоре между литейными валками для производства тонкой литой полосы, подаваемой вниз из зазора между литейными валками. Термин "зазор" используется для общего обозначения области, в которой литейные валки находятся ближе всего друг к другу. Расплавленный металл может подаваться из ковша через систему подачи металла, состоящую из разливочного устройства и основного сопла, расположенного над зазором, для формирования литейной ванны из расплавленного металла, поддерживаемой на литейных поверхностях валков над зазором и простирающейся вдоль длины зазора. Эта литейная ванна обычно заключена между огнеупорными боковыми пластинами или перегородками, удерживаемыми в скользящем сцеплении с торцевыми поверхностями литейных валков, с тем чтобы ограничивать два конца литейной ванны.
Как правило, один из литейных валков устанавливается в закрепленных цапфах, а другой литейный валок устанавливается с возможностью вращения на опорах, которые могут двигаться против действия смещающей силы, чтобы дать валку возможность двигаться поперечно для компенсации колебаний расстояния между литейными валками и толщины полосы. Смещающая сила может обеспечиваться спиральными пружинами сжатия или альтернативно за счет пары гидравлических цилиндров.
Машина для литья полос с пружинным смещением бокового движения одного из литейных валков относительно другого литейного валка раскрыта в патенте США № 6167943, выданном Fish и др. В этом устройстве смещающие пружины действуют между опорами валков и парой конструкций противодействия толчкам, позиции которых могут быть установлены посредством действия пары силовых механических домкратов, чтобы дать возможность отрегулировать начальное сжатию пружин для установки начальных сил сжатия, которые равны на обоих концах литейного валка. Положения опор валков следует установить и впоследствии регулировать после начала литья, с тем чтобы промежуток между валками сохранялся по ширине зазора для производства полосы с устойчивым профилем. Однако по мере продолжения литья профиль полосы будет неизбежно изменяться вследствие эксцентриситета валков и динамических изменений из-за переменного теплового расширения и других динамических эффектов.
Эксцентриситет литейных валков может привести к вариациям толщины полосы вдоль длины полосы. Такой эксцентриситет может возникнуть либо вследствие механической обработки и сборки литейных валков, либо вследствие искривления горячих литейных валков во время операции литья из-за неоднородного распределения теплового потока. В частности, каждый оборот литейных валков произведет комбинацию вариаций толщины, зависящих от эксцентриситета литейных валков, и эта комбинация будет повторяться в полосе с каждым оборотом литейных валков. Такая периодически повторяющаяся при вращении валков комбинация будет синусоидальной, но также присутствуют вторичные или другие вибрационные колебания, которые не имеют синусоидальных комбинаций, прямо относящихся к скорости вращения литейных валков.
С помощью усовершенствований конструкции литейных валков для двухвалковой литейной машины, особенно посредством обеспечения текстурированных поверхностей, которые дают возможность управления тепловым потоком на поверхности раздела между литейными валками и литейной ванной, стало возможным достигнуть значительного увеличения скоростей литья полос. Однако при литье тонкой полосы на более высоких скоростях литья имелась растущая тенденция производства высокочастотных и низкочастотных вибраций в системе, которые могут воздействовать на качество литой полосы.
Высокочастотные изменения или дефекты в литой стальной полосе могут быть следствием высокочастотной вибрации, вибрации средней частоты и вызванной щетками вибрации в конструкции двухвалковой литейной машины. Низкочастотные изменения калибра могут представлять собой дефекты, известные как "елочка" (тип дефекта полосы, который проявляет себя на заданных низких частотах), "белые линии" (другой тип дефектов при низких частотах) и происходящие дважды на один оборот валка колебания силы, которые также могут быть следствием нежелательных низкочастотных колебаний в конструкции литейной машины. Также наблюдались другие типы дефектов.
Патент США № 6604569, выданный Nikolovski и др., описывает, как может выполняться изменение скорости вращения валков литейной машины для понижения, если не устранения, некоторых изменений литой стальной полосы. Например, повторяющиеся изменения толщины из-за эксцентриситета литейных валков можно понизить посредством наложения комбинации изменений скорости для скорости вращения валков. Компенсация этим способом возможна потому, что даже малые изменения скорости литья могут быть эффективными. Патент, выданный Nikolovski, ориентирован на измерение толщины стальной полосы после ее производства для определения, какой должна быть компенсация скорости валков для изменений толщины полосы вследствие эксцентриситета валков. Однако измерение толщины тонкой литой стальной полосы не является прямым показателем того, что происходит в литейных валках, и не дает компенсацию для высокочастотной и низкочастотной вибрации, которая может происходить в системе для производства тонкой литой стальной полосы.
Патент США № 5927375, выданный Damasse и др., описывает измерение силы разделения валков на литейных валках системы двухвалковой литейной машины, и наблюдение за периодическими гармоническими частотами, связанными с вращением литейных валков. Устройство автора Damasse управляет эксцентриситетом литейных валков вследствие формы литейных валков и ничем больше. Damasse и др. не измеряют и не корректируют эксцентриситет профиля полосы, не относящийся к эксцентриситету литейных валков и вращению валков. Дефекты профиля полосы могут не иметь отношения к форме литейных валков и вращению валков и могут возникать, потому что тепловой поток на каждом литейном валке может измениться, и из-за других динамических изменений и вибраций, с которыми сталкивается система литейной машины.
Выявление и корректировка различных дефектов, которые могут произойти в профиле тонкой литой полосы, и их выполнение в режиме реального времени при операции литья представляли бы пользу для обеспечения качественной полосы. Необходимо точное изменение в режиме реального времени промежутка (раствора) между валками, обычно составляющего порядка нескольких миллиметров или менее, для определения подходящего расстояния между литейными валками в зазоре в ответ на выявленные дефекты полосы. Корректировка промежутка между литейными валками посредством корректировки смещающей силы, против которой литейные валки движутся во время операции литья, также компенсирует колебания толщины полосы, особенно во время начала работы. Кроме того, корректировка скорости литья и высоты литейной ванны в режиме реального времени в ответ на выявленные дефекты полосы могут улучшить качество тонкой литой полосы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрывается способ производства тонкой литой полосы посредством непрерывного литья, содержащий этапы, на которых:
a) монтируют пару литейных валков с зазором между ними и с боковыми перегородками, смежными с зазором и способными ограничивать литейную ванну из расплавленного металла, поддерживаемую на литейных поверхностях литейных валков;
b) функционально соединяют по меньшей мере два датчика по меньшей мере с одним концом пары литейных валков для непрерывного формирования от датчиков по меньшей мере двух сигналов во временной области, представляющих относящиеся к силе параметры, измеренные датчиками;
c) вводят расплавленную сталь между парой литейных валков для формирования литейной ванны, поддерживаемой на литейных поверхностях литейных валков, ограниченной боковыми перегородками;
d) вращают в противоположных направлениях литейные валки для формирования затвердевших металлических оболочек на литейных поверхностях литейных валков и литья тонкой стальной полосы через зазор между литейными валками из затвердевших оболочек;
e) непрерывно принимают сигналы во временной области в компьютерной системе;
f) преобразовывают каждый из сигналов во временной области в спектр в частотной области; и
g) непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих, которые присутствуют в пределах заданного диапазона частот.
Способ дает возможность сокращать причины изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья для улучшения качества полосы.
Способ может содержать этапы, на которых функционально соединяют датчики с обоими концами каждого литейного валка из пары литейных валков и непрерывно формируют из каждого датчика сигналы во временной области, представляющие относящиеся к силе параметры на обоих концах каждого литейного валка. Способ также может дополнительно содержать этап, на котором непрерывно функционально измеряют первый и второй относящиеся к силе параметры на одном конце литейных валков системы двухвалковой литейной машины, а также третий и четвертый относящиеся к силе параметры на противоположном конце литейных валков системы двухвалковой литейной машины для формирования первого сигнала во временной области, второго сигнала во временной области, третьего сигнала во временной области и четвертого сигнала во временной области, соответственно. Способ также содержит этап, на котором преобразовывают первый сигнал во временной области в первый спектр в частотной области, второй сигнал во временной области во второй спектр в частотной области, третий сигнал во временной области в третий спектр в частотной области и четвертый сигнал во временной области в четвертый спектр в частотной области. Способ дополнительно содержит этап, на котором непрерывно вычисляют для заданного диапазона частот составное значение интенсивности из уровней интенсивности сигналов частотных составляющих, которые присутствуют в пределах заданного диапазона частот. Вычисление составных значений интенсивности может выполняться для нескольких заданных диапазонов частот из спектров в частотной области.
Сигналы частотных составляющих могут быть отображены на мониторе оператору, и оператор может выполнить корректировки силы разделения промежутка литейных валков, высоты литейной ванны и/или скорости литья в ответ на непрерывное вычисление составных значений интенсивности из заданного диапазона сигналов частотных составляющих в пределах заданного диапазона частот из спектра в частотной области. Это может быть сделано, например, посредством вычисления составных значений интенсивности для диапазона низких частот, например, ниже 14 Гц, диапазона средних (промежуточных) частот, например между 14 и 52 Гц, и диапазона высоких частот, например, выше 52 Гц, чтобы предоставить оператору возможность отслеживать составные уровни интенсивности в пределах каждого из этих диапазонов частот. В качестве альтернативы, может быть обеспечена компьютерная программа для автоматического отслеживания причин дефектов в тонкой литой полосе.
Дополнительно или в качестве альтернативы, также раскрывается способ сокращения причины изменчивости и дефектов в тонкой литой металлической полосе во время процесса непрерывного литья с использованием первого и второго литейных валков и первой и второй щеток литейных валков, размещенных для очистки литейных поверхностей литейных валков. Способ включает в себя этапы, на которых функционально соединяют по меньшей мере два датчика по меньшей мере на одном конце первой и второй щеток литейных валков и непрерывно формируют от датчиков по меньшей мере два сигнала во временной области, представляющие по меньшей мере два относящихся к силе параметра, измеренных датчиками. Способ включает в себя этап, на котором непрерывно измеряют первый относящийся к силе параметр на одном конце первой щетки литейного валка и второй относящийся к силе параметр на том же самом конце второй щетки литейного валка системы двухвалковой литейной машины для формирования первого сигнала во временной области и второго сигнала во временной области соответственно. Способ дополнительно может включать в себя, но не обязательно включает в себя этап, на котором непрерывно измеряют третий относящийся к силе параметр на другом конце первой щетки литейного валка и четвертый относящийся к силе параметр на том же самом, другом конце второй щетки литейного валка для формирования третьего сигнала во временной области и четвертого сигнала во временной области соответственно. Способ также включает в себя этап, на котором преобразовывают первый сигнал во временной области в первый спектр в частотной области и второй сигнал во временной области во второй спектр в частотной области и, если таковые сформированы, третий сигнал во временной области в третий спектр в частотной области и четвертый сигнал во временной области в четвертый спектр в частотной области. Способ дополнительно содержит этап, на котором анализируют каждый из двух или четырех спектров в частотной области для выявления по меньшей мере для одного заданного диапазона частот составного значения интенсивности из сигналов частотных составляющих, присутствующих в пределах заданного диапазона частот, из спектров в частотной области. Вычисление составных уровней интенсивности может выполняться для нескольких заданных диапазонов частот из спектров в частотной области.
Сигналы частотных составляющих могут быть отображены на мониторе оператору, и оператор может выполнить корректировки скорости вращения щеток литейных валков и/или силы, прилагаемой щетками литейных валков к литейным поверхностям литейных валков в ответ на непрерывное вычисление для заданного диапазона частот составного значения интенсивности из уровней интенсивности выявленных сигналов частотных составляющих для заданного диапазона частот. Это может быть сделано посредством разделения выявленного спектра в частотной области на сигналы с низкими частотами, например ниже 14 Гц, сигналы со средними частотами, например, между 14 и 52 Гц, и сигналы с высокими частотами, например выше 52 Гц, с тем чтобы оператор мог отслеживать составные значения интенсивности для каждого из этих заданных диапазонов частот. В качестве альтернативы, может быть обеспечена компьютерная программа для автоматической корректировки скорости вращения щеток литейных валков и/или давления, прилагаемого щетками литейных валков к литейным поверхностям литейных валков в соответствии с предопределенным планом приоритетов для корректировки выявленных причин дефектов в тонкой литой полосе.
Эти и другие преимущества и новые отличительные признаки настоящего изобретения, а также подробности его иллюстративного варианта воплощения будут более полно понятны из следующего описания и чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1A-1G иллюстрируют различные аспекты иллюстративной системы непрерывной двухвалковой литейной машины, в которой используются варианты воплощения настоящего изобретения;
Фиг.2 - блок-схема, иллюстрирующая подсистему, используемую в системе двухвалковой литейной машины, аналогичной системе двухвалковой литейной машины, показанной на Фиг.1A-1G, и используемую для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья;
Фиг.3 - блок-схема последовательности операций, иллюстрирующая первый вариант воплощения способа, используемого в системе двухвалковой литейной машины, для сокращения причин изменчивости и дефектов в тонкой литой полосе во время процесса литья с использованием по меньшей мере части подсистемы, показанной на фиг.2;
Фиг.4A-4D показывают иллюстративные графики сигналов силы во временной области, измеренные подсистемой, показанной на Фиг.2, с использованием способа, показанного на Фиг.3;
Фиг.5A-5D показывают иллюстративные графики или диаграммы спектров в частотной области, выведенные из сигналов силы во временной области, показанных на Фиг.4A-4D;
Фиг.6A-6B показывают иллюстративные графики или диаграммы зависимости частоты от времени и зависимости среднеквадратической интенсивности от времени, выведенные из сигналов частотных составляющих в пределах спектров в частотной области, показанных на Фиг.5A-5D;
Фиг.7 - блок-схема последовательности операций второго варианта воплощения способа, используемого в системе двухвалковой литейной машины для сокращения причин изменчивости и дефектов в тонкой литой полосе во время процесса литья с использованием по меньшей мере части подсистемы, показанной на Фиг.2;
Фиг.8A-8B иллюстрируют блок-схему последовательности операций третьего варианта воплощения способа производства тонкой литой полосы посредством непрерывного литья;
Фиг.9 показывает иллюстративный набор графиков или диаграмм, показывающих низкочастотные вибрации, которые могут привести к дефектам "елочка" в тонкой литой металлической полосе;
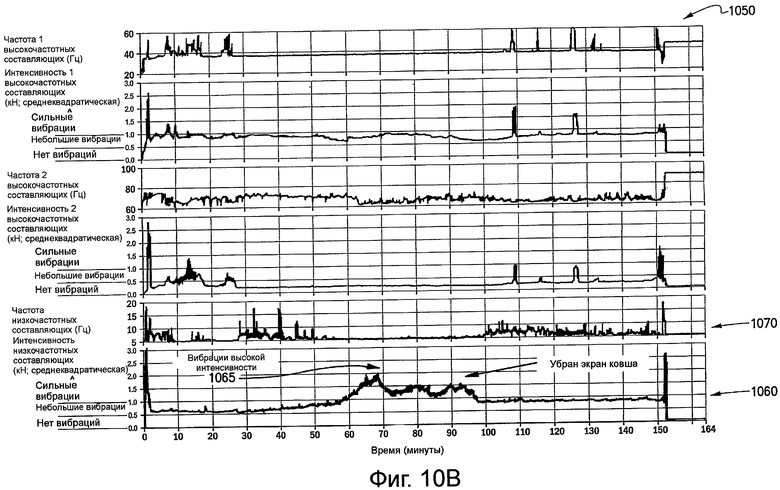
Фиг.10A-10B показывают иллюстративный набор графиков или диаграмм, показывающих низкочастотные вибрации, которые могут привести к дефектам "белые линии" в тонкой литой металлической полосе;
Фиг.11 показывает иллюстративный вариант воплощения набора графиков или диаграмм, показывающих среднечастотные вибрации, которые могут привести к вызванным щетками дефектам в тонкой литой металлической полосе;
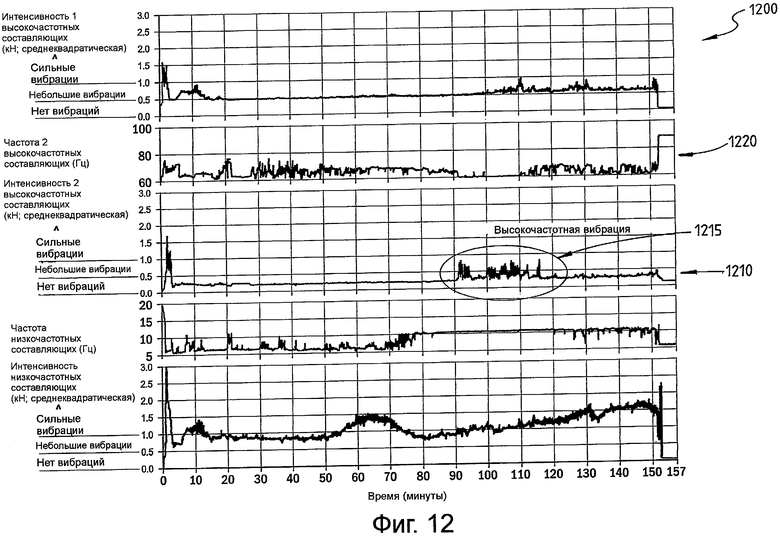
Фиг.12 показывает иллюстративный вариант воплощения набора графиков или диаграмм, показывающих высокочастотные вибрации, которые могут привести к высокочастотным дефектам вследствие некомпенсированного эксцентриситета валков или турбулентности литейной ванны; и
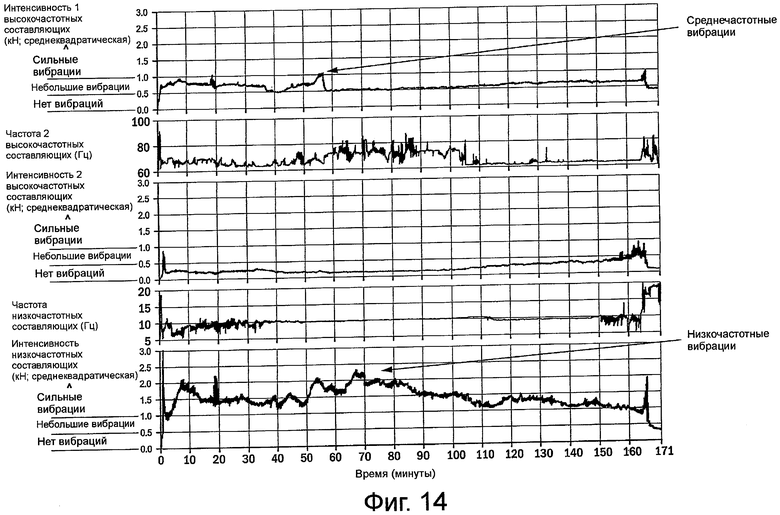
Фиг.13-16 показывают иллюстративные наборы графиков или диаграмм, показывающих различные примеры низкочастотных вибраций (lfc), среднечастотных вибраций (mfc) и высокочастотных вибраций (hfc), которые могут вызвать различные типы дефектов в тонкой литой стальной полосе.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1A-1G иллюстрируют систему непрерывной двухвалковой литейной машины, в которой используются варианты воплощения настоящего изобретения. Двухвалковая литейная машина, в целом обозначенная номером 11, производит литую стальную полосу 12, которая проходит через герметичный кожух 10 на направляющий стол 13, и после этого на прокатный стан 14, на который она выходит из герметичного кожуха 10. Герметичность кожуха 10 может быть не полной, но подходящей для возможности управления газовой средой в пределах кожуха и ограничения доступа кислорода к литой полосе в пределах кожуха, как описано далее. После выхода из герметичного кожуха 10 полоса может пройти через другие герметичные кожухи и может быть подвергнута поточной горячей прокатке и охлаждению, что не является частью настоящего изобретения.
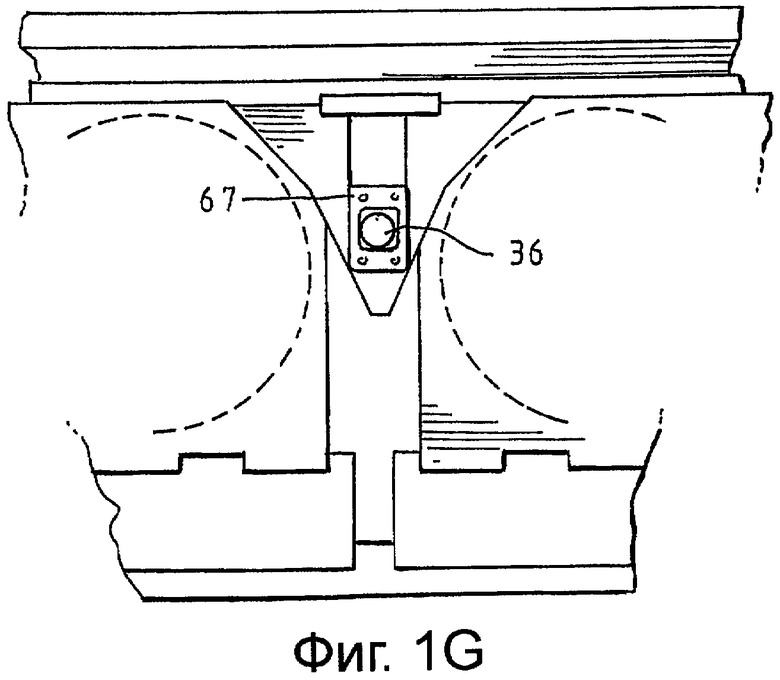
Двухвалковая литейная машина 11 содержит пару поперечно размещенных литейных валков 22, образующих между собой зазор 15, в который подается расплавленный металл из ковша 23 через систему 24 подачи металла. Система 24 подачи металла содержит разливочное устройство 25, съемное разливочное устройство 26 и одно или более сопел 27, которые располагаются над зазором 15. Расплавленный металл, подаваемый к литейным валкам, образует литейную ванну 16 на литейных поверхностях литейных валков 22 над зазором 15. Литейная ванна расплавленной стали, поддерживаемая на литейных валках, ограничивается на концах литейных валков 22 парой первых боковых перегородок 35, которые приложены к ступенчатым концам валков посредством действия пары гидравлических цилиндров 36, действующих через упорные стержни 50, соединенные с держателями 37 боковых перегородок.
Литейные валки 22 охлаждаются изнутри посредством подачи 17 охладителя, обычно воды. Литейные валки 22 приводятся во вращение во встречном направлении посредством двигателей 18 таким образом, чтобы оболочки металла затвердевали на движущихся поверхностях литейного валка по мере движения литейных поверхностей через литейную ванну 16. Эти оболочки металла соединяются вместе в зазоре 15 для производства тонкой литой полосы 12, которая подается вниз из зазора 15 между валками.
Разливочное устройство 25 оснащено крышкой 28. Расплавленная сталь вводится в разливочное устройство 25 из ковша 23 через выпускное сопло 29. Разливочное устройство 25 оснащено стопорным стержнем 33 и скользящей шиберной задвижкой 34 для выборочного открывания и закрывания выхода 31 и эффективного управления потоком металла из разливочного устройства в съемное разливочное устройство 26. Расплавленный металл вытекает из разливочного устройства 25 через выход 31 через выпускное сопло 32 в съемное разливочное устройство 26, (также называемое распределительной емкостью или переходным узлом) и затем к основным соплам 27. В начале операции литья производится короткая длина дефектной полосы, пока условия литья стабилизируются. После того как установлено непрерывное литье, литейные валки немного раздвигаются и затем снова соединяются вместе, чтобы заставить ведущий конец полосы оторваться, с тем чтобы сформировать чистый край последующей литой полосы для начала операции литья. Дефектный материал падает в гнездо короба 40 для отходов, расположенного под литейной машиной 11 и образующего часть кожуха 10, как описано ниже. В это время поворотный фартук 38, который обычно висит вниз от осевого стержня 39 к одной стороне в кожухе 10, поворачивается поперек выхода полосы из зазора 15, чтобы направить передний край литой полосы на направляющий стол 13, который подает полосу на прокатный стан 14. Фартук 38 затем возвращается обратно в свое висящее положение, чтобы дать возможность полосе провисать в петле под литейной машиной, как показано на Фиг.1B и 1D, прежде чем полоса пройдет к направляющему столу, где она зацепляется последовательностью направляющих валков.
Двухвалковая литейная машина иллюстративно может являться такой, как показано с подробностями в патентах США № 5184668 и 5277243, и можно сделать ссылку на эти патенты для соответствующих конструктивных подробностей, которые не являются частью настоящего изобретения.
Кожух 10 имеет стенку 41, которая окружает литейные валки 22. Кожух 10 образован двумя боковыми пластинами 64, снабженными выемками 65, которые имеют такую форму, чтобы плотно принимать держатели 37 боковых перегородок, когда пара боковых перегородок 35 прижаты к концам литейных валков 22 цилиндрами 36. Поверхности раздела между держателями 37 боковых перегородок и боковыми стенками 41 кожуха герметизированы посредством скользящих уплотнений 66 для поддержания герметизации кожуха 10. Уплотнения 66 могут быть сформированы из шнура из керамического волокна или другого подходящего уплотняющего материала.
Цилиндры 36 простираются вовне через стенку 41 кожуха и эффективно уплотняются посредством уплотняющих пластин 67, подогнанных к цилиндрам таким образом, чтобы входить в сцепление со стенкой 41 кожуха, когда цилиндры прижимают пластины для ограничения ванны к концам литейных валков. Цилиндры 36 также перемещают жаропрочные скользящие пластины 68, которые после приведения в действие закрывают щели 69 в верху кожуха, через которые боковые перегородки 35 вставляются в кожух 10 и в держатели 37 для приложения к литейным валкам, когда начинается операция литья. Верх герметичного кожуха 10 закрывается разливочным устройством 26, держателями 37 боковых перегородок и скользящими пластинами 68, когда цилиндры приводятся в действие, чтобы подогнать боковые перегородки 35 к литейным валкам 22.
Фиг.2 является блок-схемой, иллюстрирующей подсистему 200, используемую в системе двухвалковой литейной машины, аналогичной системе 11 двухвалковой литейной машины на Фиг. 1A-1G. Подсистема 200 используется для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья.
Подсистема 200 включает в себя первый датчик 211 силы, функционально соединенный, обычно на колодках, с первым концом первого литейного валка 210 из пары литейных валков 22. Подсистема 200 непрерывно измеряет первую силу на первом конце первого литейного валка 210 во время операции литья. Подсистема 200 также включает в себя второй датчик 221 силы, функционально соединенный с первым концом, обычно на колодках, второго литейного валка 220 из пары литейных валков 22 на первой стороне подсистемы 200 для непрерывного измерения второй силы на первом конце литейного валка 220 во время операции литья.
Подсистема 200 факультативно может включать в себя также третий датчик 212 силы, функционально соединенный, обычно на колодках, с противоположным вторым концом первого литейного валка 210 на второй противоположной стороне для непрерывного измерения третьей силы на упомянутом противоположном втором конце литейного валка 210 во время литья. Подсистема 200 также может факультативно включать в себя четвертый датчик 222 силы, функционально соединенный, обычно на колодках, с противоположным вторым концом второго литейного валка 220 для непрерывного измерения четвертой силы на противоположном втором конце второго литейного валка 220 во время литья.
В общем случае силы измеряются в направлении, поперечном по отношению к осям литейных валков 210 и 220, обычно на концах первого и второго литейных валков 210 и 220. Именно эти поперечные силы на концах литейных валков могут быть коррелированы с дефектами в сформированной литой металлической полосе. В соответствии с некоторыми вариантами воплощения настоящего изобретения может использоваться только пара датчиков 211 и 221 силы, или альтернативно может использоваться только пара датчиков 212 и 222 силы. В другом варианте воплощения используются все четыре датчика 211, 212, 221 и 222 силы, чтобы обеспечить более полные данные для более точного выявления и корректировки дефектов в литой полосе.
Датчики 211, 212, 221, 222 могут содержать, например, тензодатчики или датчики деформации. По желанию могут использоваться датчики других типов, например, акселерометры, прикрепленные к колодкам литейных валков, или преобразователи, которые измеряют перепад давления на гидравлических цилиндрах. В общем случае может использоваться датчик любого типа, который способен измерять относящийся к силе параметр (например, силу, деформацию, ускорение, давление). Сигналы во временной области, выведенные датчиками 211, 212, 221, 222, могут содержать аналоговые электрические сигналы или цифровые электрические сигналы. Когда сигналы силы во временной области представляют собой аналоговые электрические сигналы, аналого-цифровые преобразователи (A/D; АЦП) 231 и 232 (и факультативно 233 и 234) используются в подсистеме 200 для преобразования аналоговых сигналов в дискретизированные цифровые сигналы во временной области. Аналого-цифровые преобразователи 231-234 могут являться частью компьютерной системы 230. В качестве альтернативы, аналого-цифровые преобразователи 231-234 могут быть внешними по отношению к компьютерной системе 230, описанной ниже.
В любом случае подсистема 200 также включает в себя компьютерную систему 230, функционально соединенную с двумя датчиками 211 и 212 силы, или двумя датчиками 221 и 222 силы, или с этими всеми четырьмя датчиками силы для приема одного сигнала во временной области от каждого из датчиков силы и преобразования двух или четырех сигналов силы во временной области в два или четыре соответствующих спектра в частотной области. Каждый спектр в частотной области соответствует сигналу во временной области, сформированному одним из датчиков силы.
Информация, выведенная из преобразованных спектров в частотной области, может быть отображена оператору (то есть пользователю) на дисплей 240, который функционально соединен с компьютерной системой 230. Оператор может предпринять действия в ответ на отображенные спектры частотной области через пользовательский интерфейс 250 для корректировки скорости вращения одного или обоих литейных валков 210 и 220, корректировки высоты литейной ванны и/или корректировки силы разделения промежутка, прилагаемой между литейными валками 210 и 220.
В соответствии с другим вариантом воплощения компьютерная система 230 программируется либо через программное обеспечение, либо через встроенное программное обеспечение для автоматического анализа спектров в частотной области и формирования управляющих сигналов 281 в ответ на этот анализ. Управляющие сигналы 281 могут использоваться для корректировки скорости вращения первого литейного валка 210 и/или второго литейного валка 220 в соответствии с желаемым вариантом воплощения. Вращательные двигатели 215 и 225 функционально соединены с первым литейным валком 210 и вторым литейным валком 220 соответственно. Управляющие сигналы 281 могут быть адаптированы или модифицированы для корректировки скорости вращения, как описано, через вращательные двигатели 215 и 225. С этой целью вращательные двигатели 215 и 225 могут включать в себя электрическую схему управления и механизмы управления в дополнение к обычным механизмам двигателя. В качестве альтернативы или в дополнение управляющие сигналы 281 могут использоваться для корректировки высоты литейной ванны или силы разделения валков, или и того, и другого.
Дисплей 240 может содержать любой из многих различных типов дисплеев, способных отображать текстовую и графическую информацию. Пользовательский интерфейс 250 также может содержать клавиатуру, панель сенсорного экрана или пользовательский интерфейс любого другого соответствующего типа. Пользовательский интерфейс 250 может представлять собой интегрированную часть дисплея 240.
Компьютерная система может содержать персональный компьютер (PC), рабочую станцию или компьютерную систему другого типа, имеющую по меньшей мере один процессор (например, центральный процессор (CPU)), способный исполнять программные команды в соответствии с различными вариантами воплощения настоящего изобретения. Например, компьютерная система является частью системы на основе системы LabVIEW, которая используется как быстродействующее устройство регистрации данных. Система LabVIEW представляет собой графический язык программирования от National Instruments. В дистрибутив LabVIEW включена обширная среда разработки со многими библиотеками и инструментами. Графический язык называется "G". Первоначально выпущенная для Apple Macintosh в 1986, система LabVIEW используется для сбора информации, управления инструментами и промышленной автоматики на множестве компьютерных систем, в том числе Microsoft Windows, UNIX, Linux и Mac OS.
Фиг.3 является блок-схемой последовательности операций, иллюстрирующей способ 300, используемый в системе двухвалковой литейной машины для сокращения причин изменчивости и дефектов в тонкой литой полосе во время операции литья, использующей подсистему 200, показанную на Фиг.2, в соответствии с желательным вариантом воплощения. Этапы способа 300 выполняются, как описано здесь далее.
На этапе 310 первый относящийся к силе параметр непрерывно измеряется на первом конце первого литейного валка системы двухвалковой литейной машины, и второй относящийся к силе параметр непрерывно измеряется на том же самом первом конце второго литейного валка системы двухвалковой литейной машины для формирования первого сигнала во временной области и второго сигнала во временной области, соответственно. На этапе 320 третий относящийся к силе параметр непрерывно измеряется на противоположном втором конце первого литейного валка, и четвертый относящийся к силе параметр непрерывно измеряется на том же самом противоположном втором конце второго литейного валка для формирования третьего сигнала во временной области и четвертого сигнала во временной области, соответственно. Этап 320 является факультативным. На этапе 330 первый сигнал во временной области преобразовывается в первый спектр в частотной области, и второй сигнал во временной области преобразовывается во второй спектр в частотной области, и по желанию третий сигнал во временной области преобразовывается в третий спектр в частотной области, и четвертый сигнал во временной области преобразовывается в четвертый спектр в частотной области.
На этапе 340 составное значение интенсивности непрерывно вычисляется для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из каждого спектра в частотной области, которые присутствуют в заданном диапазоне частот. Таким образом, по меньшей мере часть сигналов частотных составляющих одного из спектров в частотной области используется для вычисления составного значения интенсивности. Непрерывное вычисление составных значений интенсивности может выполняться для нескольких заданных диапазонов частот из спектров в частотной области, например меньше 14 Гц, от 14 до 52 Гц и больше 52 Гц, как описано ниже. В соответствии с вариантом воплощения настоящего изобретения составное значение интенсивности представляет собой полный размах, вычисленный из уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах предопределенного диапазона частот.
Составные значения интенсивности затем используются для ручной или автоматической корректировки некоторых параметров системы двухвалковой литейной машины для сокращения, если не устранения, дефектов в тонкой литой полосе, как описано более подробно ниже.
Как описано выше, сигналы силы во временной области формируются двумя или четырьмя из датчиков 211, 212, 221, 222 силы. Компьютерная система 230 принимает сигналы силы во временной области и преобразовывает сигналы силы во временной области в спектры в частотной области. Компьютерная система 230 применяет процесс преобразования Фурье (например, быстрое преобразование Фурье, или БПФ; FFT) к сигналам силы во временной области для формирования спектров в частотной области. Рассматриваемый алгоритм преобразования Фурье является "быстрым преобразованием Фурье (БПФ; FFT) в реальном времени", который является частью системы Labview. В соответствии с альтернативными вариантами воплощения возможны другие методики преобразования, например, методики (процессы) преобразования с помощью вейвлетов. Также могут использоваться только два датчика силы (например, 211 и 221), давая в результате два сигнала во временной области и два спектра в частотной области. Использование всех четырех датчиков 211, 221, 212 и 222 силы является вариантом, который предоставляет оператору или автоматизированной системе больше данных для выявления и сокращения дефектов в литой полосе.
Фиг.4A-4D показывают иллюстративные графики сигналов силы во временной области, измеренные подсистемой 200, показанной на Фиг.2, с использованием способа 300, показанного на Фиг.3. Фиг.4A является иллюстративным графиком, представляющим силу от датчика 211. Фиг.4B является иллюстративным графиком, представляющим силу от датчика 212. Фиг.4C является иллюстративным графиком, представляющим силу от датчика 221. Фиг.4D является иллюстративным графиком, представляющим силу от датчика 222. Соответствующие сигналы 410, 420, 430 и 440 силы во временной области состоят из сигналов низкой, средней и высокой частоты различной силы или уровней амплитуды (то есть, уровней интенсивности).
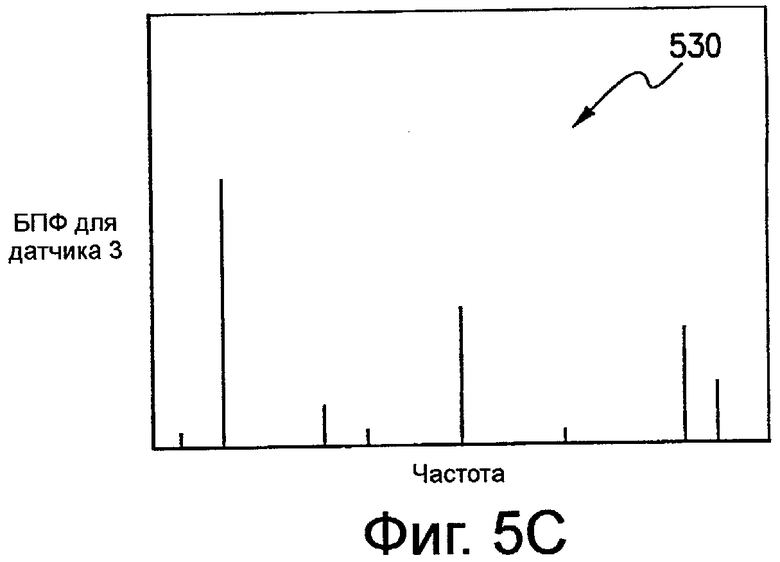
Фиг.5A-5D показывают иллюстративные графики или диаграммы спектров в частотной области, выведенных из сигналов силы во временной области, показанных на Фиг.4A-4D. Спектры 510, 520, 530 и 540 в частотной области являются результатом процессов преобразования, выполненных компьютерной системой 230, показанной на Фиг.2, воздействующих на соответствующие сигналы 410, 420, 430 и 440 силы во временной области. В спектрах формируются все частотные составляющие, а не только гармонические составляющие вращения литейных валков.
Как можно видеть на графиках, показанных на Фиг.5A-5D, появляются различные составляющие более низких и более высоких частот, которые могут быть коррелирован с различными типами дефектов, которые произойдут в литой стальной полосе, сформированной в зазоре между литейными валками. Диаграммы в частотной области, показанные на Фиг.5A-5D, или другая информация, выведенная из спектров в частотной области, могут быть отображены оператору на дисплее 240. Таким образом, оператор может наблюдать спектры 510-540 или, в качестве альтернативы, только выведенные составные значения для выполнения диагностики в реальном времени, чтобы выявить и скорректировать дефекты, которые в ином случае будут присутствовать в литой полосе.
В качестве альтернативы, спектры в частотной области могут быть автоматически проанализированы компьютерной системой 230 для обеспечения возможности управления в реальном времени по меньшей мере одним параметром из множества, состоящего из скорости вращения литейных валков 210 и/или 220, высоты литейной ванны и/или силы разделения промежутка, прилагаемой между литейными валками 210 и 220. В качестве части процесса анализа могут быть выявлены индивидуальные спектральные компоненты в пределах спектров в частотной области. Например, управляющие сигналы 281 могут непрерывно формироваться и модифицироваться в ответ на составные значения интенсивности и передаваться вращательным двигателям 215 и/или 225 для желаемой корректировки и управления скоростью вращения.
Как описано ранее, спектры в частотной области преобразовываются в составные уровни интенсивности в пределах одного или более заданных диапазонов частот в пределах спектров в частотной области, а не только гармонические частоты, относящиеся к периоду вращения литейных валков. Составное значение интенсивности непрерывно вычисляется из сигналов частотных составляющих из спектра в частотной области, которые присутствуют в пределах по меньшей мере заданного диапазона частот. Другими словами, поскольку сигналы силы во временной области принимаются и преобразовываются в спектр в частотной области, уровни интенсивности этих спектральных компонентов в пределах по меньшей мере одного заданного диапазона частот преобразовываются в единственное составное значение интенсивности для заданного момента времени. Такой процесс продолжается во времени, чтобы сформировать множество составных значений интенсивности, которые могут быть нанесены на график как зависимость уровня интенсивности от времени и могут быть отображены на дисплее для наблюдения оператором.
Способ вычисления составного значения интенсивности может представлять собой любой из множества различных способов, например, способов усреднения. Составное значение интенсивности может быть определено посредством вычисления среднеквадратического значения (RMS) уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах заранее выбранного диапазона частот. Соответствующая математическая формула для среднеквадратичного значения (RMS):
Irms = [1/N (∑Xi 2)]1/2, где
Irms - среднеквадратическое значение интенсивности,
Xi - уровень интенсивности частотной составляющей с порядковым номером i в пределах предопределенного диапазона частот,
N - количество частотных составляющих, присутствующих в предопределенном диапазоне частот, где суммирование ∑ выполняется по индексу i от 1 до N.
В качестве альтернативы, составное значение интенсивности может быть определено посредством вычисления квадратного корня из суммы квадратов (RSS) уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах предварительно выбранного диапазона частот. Соответствующая математическая формула для квадратного корня из суммы квадратов (RSS):
Irss = [(∑Xi 2)]1/2, где
Irss - квадратный корень из суммы квадратов значений интенсивности,
Xi - уровень интенсивности частотной составляющей с порядковым номером i в пределах предопределенного диапазона частот, суммирование ∑ выполняется по индексу i от 1 до N, где N - количество частотных составляющих, присутствующих в предопределенном диапазоне частот.
Фиг.6A-6B показывают иллюстративные графики или диаграммы зависимости частоты от времени и зависимости среднеквадратической интенсивности от времени, выведенной из сигналов частотных составляющих в пределах спектров в частотной области, показанных на Фиг.5A-5D. На Фиг.6A спектральные частотные составляющие 601, которые присутствуют в пределах заданного диапазона частот (например, 60-100 Гц) нанесены на график в зависимости от времени. Спектральные частотные составляющие 601 выводятся из спектров в частотной области, которые непрерывно формируются из измеренных сигналов силы в течение времени, как описано ранее.
На Фиг.6B значения 602 составной интенсивности (в этом случае среднеквадратические (RMS) значения интенсивности) наносятся на график в зависимости от времени. Значения 602 составной интенсивности выводятся из спектральных частотных составляющих 601, показанных на Фиг.6A. Таким образом, рассматривая две диаграммы вместе, можно наблюдать частотные составляющие, которые вносят вклад в конкретное среднеквадратическое (RMS) значение интенсивности в конкретный момент времени. Например, изменение среднеквадратической (RMS)интенсивности в области 610 на Фиг.6B происходит вследствие частотных составляющих, присутствующих в области 620 на Фиг.6A. Аналогично, изменение среднеквадратической (RMS), интенсивности в области 630 на Фиг.6B происходит вследствие частотных составляющих, присутствующих в области 640 на Фиг.6A.
Увеличение уровня 602 среднеквадратической интенсивности во время процесса литья может вызвать дефекты в получающейся в результате тонкой литой металлической полосе. Когда уровень 602 нанесенной на график среднеквадратической интенсивности увеличивается выше некоторого предопределенного порогового уровня, оператор системы двухвалковой литейной машины может скорректировать или модифицировать параметр системы (например, скорость вращения одного или обоих литейных валков 210 и 220), чтобы уменьшить уровень среднеквадратической интенсивности, тем самым устраняя или по меньшей мере сокращая любые дефекты, вызванные увеличением уровня среднеквадратической интенсивности в пределах отслеживаемого предопределенного диапазона частот. В качестве альтернативы или в дополнение, оператор может скорректировать высоту литейной ванны и/или силу разделения промежутка, прилагаемую между литейными валками 210 и 220.
В варианте воплощения предопределенный диапазон частот может содержать один из диапазонов приблизительно от 0 до 14 Гц, приблизительно от 14 до 52 Гц и приблизительно выше 52 Гц. Другие диапазоны частот могут быть выбраны по желанию в соответствии с желательными вариантами воплощения. Дефекты, вызванные колебаниями в диапазоне частот от 0 до 14 Гц, обычно включают в себя дефекты, происходящие дважды на каждый оборот валка (например, вследствие удвоенных частот вращения литейного валка), дефекты "белые линии" (например, вследствие случайной потери контакта литейного валка с металлом) и дефекты "елочка" (например, вследствие слишком больших сил, приложенных к литейным валкам). Дефекты, вызванные вибрациями в диапазоне частот от 14 до 52 Гц, обычно включают в себя дефекты вследствие вибрации, вызванной щетками (например, вследствие одинарных и удвоенных частот вращения щеток), и дефекты высокочастотной вибрации валков (например, вследствие слишком больших сил, приложенных к щеткам). Дефекты, вызванные вибрациями в диапазоне частот выше 52 Гц, обычно включают в себя дефекты вследствие одинарной частоты вращения литейных валков из-за некомпенсированного эксцентриситета валков и/или турбулентности в литейной ванне (т.е. неадекватной подачи металла).
При ручной или автоматической корректировке управляемых параметров (например, скорости литья и силы в промежутке) можно следовать предопределенной программе приоритетов. Например, сначала может быть скорректирована скорость вращения литейных валков в пределах заданных параметров, чтобы вызвать сокращение относящихся к дефектам эффектов. Затем может быть скорректирована сила разделения промежутка, прилагаемая к литейным валкам, в пределах заданных параметров, чтобы при желании дополнительно сократить относящиеся к дефектам эффекты. Наконец, может быть скорректирована высота литейной ванны в пределах заданных параметров, чтобы при желании еще более сократить относящиеся к дефектам эффекты. Дополнительные или другие предопределенные планы приоритетов корректировок могут быть при желании запрограммированы для выявления и корректировки дефектов в литой полосе.
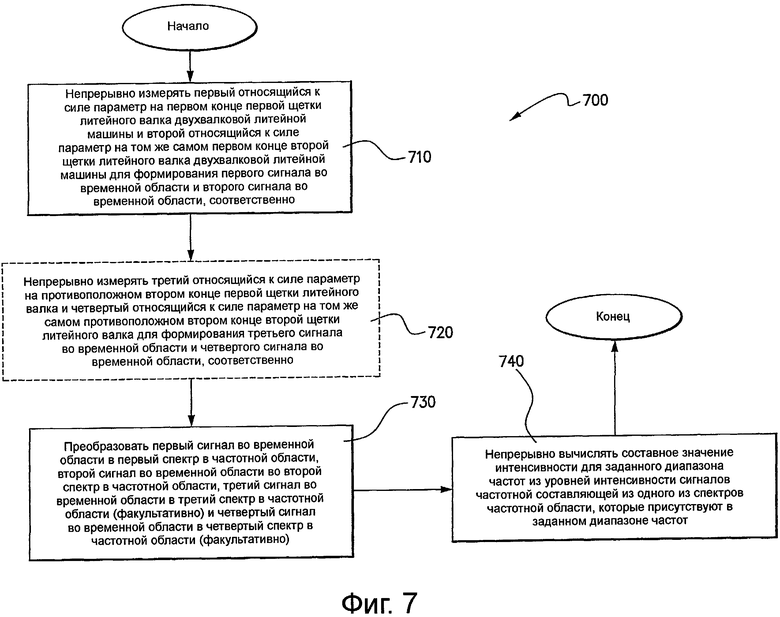
Фиг.7 является блок-схемой последовательности операций второго иллюстративного варианта воплощения способа 700, используемого в системе двухвалковой литейной машины для сокращения причин изменчивости и дефектов в тонкой литой полосе во время процесса литья, использующей по меньшей мере части подсистемы 200, показанной на Фиг.2, как описано ранее. Этапы способа 700 выполняются, как описано здесь далее.
На этапе 710 первый относящийся к силе параметр непрерывно измеряется на первом конце первой щетки литейного валка, обслуживающей первый литейный валок 210, обычно на колодках, и второй относящийся к силе параметр непрерывно измеряется на том же самом первом конце второй щетки литейного валка, обслуживающей второй литейный валок 220, снова обычно на колодках, для формирования первого сигнала во временной области и второго сигнала во временной области соответственно. На этапе 720 третий относящийся к силе параметр может непрерывно измеряться на противоположном втором конце первой щетки литейного валка, обычно на колодках, и четвертый относящийся к силе параметр непрерывно измеряется на том же самом противоположном втором конце второй щетки литейного валка, обычно на колодках, для формирования третьего сигнала во временной области и четвертого сигнала во временной области, соответственно. Этап 720 является факультативным этапом. На этапе 730 первый сигнал во временной области преобразовывается в первый спектр в частотной области, и второй сигнал во временной области преобразовывается во второй спектр в частотной области, и при наличии таковых, третий сигнал во временной области может быть преобразован в третий спектр в частотной области, и четвертый сигнал во временной области может быть преобразован в четвертый спектр в частотной области.
На этапе 740 составное значение интенсивности непрерывно вычисляется для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих по меньшей мере из одного из спектров частотной области, которые присутствуют в пределах заданного диапазона частот.
Обращаясь снова к Фиг.2, можно видеть, что подсистема 200 факультативно включает в себя первую щетку 260 литейного валка, смежную с литейными поверхностями первого литейного валка 210 и способную находиться в контакте с ними. Аналогично подсистема 200 факультативно включает в себя вторую щетку 270 литейного валка, смежную с литейными поверхностями второго литейного валка 220 и способную находиться в контакте с ними. Щетки 260 и 270 могут вращаться через вращательные двигатели 265 и 275 и служить для очистки поверхностей литейных валков 210 и 220 во время процесса литья. Вращательные двигатели 265 и 275 функционально соединены с первой щеткой 260 литейного валка и второй щеткой 270 литейного валка, соответственно. Управляющие сигналы 282 могут корректировать скорость вращения через вращательные двигатели 265 и 275. Вращательные двигатели 265 и 275 могут включать в себя электрическую схему управления и механизмы управления в дополнение к обычным механизмам двигателя.
Может использоваться только пара датчиков 261 и 271 силы, или альтернативно может использоваться только пара датчиков 262 и 272 силы. Однако могут использоваться все четыре датчика на щетках 260 и 270, производящие измерения в направлении, поперечном по отношению к осям щеток 260 и 270. Датчики 261, 262, 271, 272 могут содержать, например, тензодатчики или датчики деформации, однако по желанию могут использоваться датчики других типов, например, акселерометры, прикрепленные к колодкам литейных валков, или преобразователи, измеряющие перепад давления на гидравлических цилиндрах. В общем случае может использоваться датчик любого типа, который способен измерять относящийся к силе параметр (например, силу, деформацию, ускорение, давление). Силы измеряются посредством факультативных датчиков 261, 262, 271 и 272 силы так же, как это делается для литейных валков 210 и 220 с использованием датчиков 211, 212, 221 и 222 силы, как описано выше.
Именно эти две или четыре поперечные силы на концах щеток литейного валка могут быть коррелированы с дефектами, сформированным в литой металлической полосе.
Компьютерная система 230 функционально соединена по меньшей мере с двумя из датчиков силы, как описано выше, для приема одного сигнала во временной области от каждого из датчиков силы и преобразования двух или четырех сигналов силы во временной области в два или четыре соответствующих спектра в частотной области. Каждый спектр в частотной области соответствует одному из датчиков силы. Датчики 261, 262, 271 и 272 силы функционально соединены с соответствующими дополнительными аналого-цифровыми преобразователями (A/D; АЦП) 235, 236, 237 и 238, соответственно, в компьютерной системе 230 для достижения дискретизации и цифрового преобразования аналоговых сигналов во временной области от датчиков силы. Датчики 261, 262, 271 и 272 силы могут выводить такие сигналы во временной области в цифровой форме, устраняя необходимость в аналого-цифровых преобразователях в компьютерной системе 230.
Информация из составных значений, выведенных из спектров частотной области, может быть отображена для оператора на дисплее 240, который функционально соединен с компьютерной системой 230. Оператор в ответ на отображенные данные может предпринять действия через пользовательский интерфейс 250 для корректировки скорости вращения одной или обеих щеток 260 и 270 литейных валков или для корректировки силы, прилагаемой щетками 260 и 270 литейных валков к литейным поверхностям литейных валков.
Компьютерная система 230 способна анализировать спектры в частотной области и формировать управляющие сигналы 282 в ответ на анализ. Управляющие сигналы 282 используются для корректировки скорости вращения первой щетки 260 литейного валка и/или второй щетки 270 литейного валка. Вращательные двигатели 265 и 275 могут быть соединены с первой щеткой 260 литейного валка и второй щеткой 270 литейного валка соответственно. Управляющие сигналы 282 могут выполнять корректировку скорости вращения, как описано, через вращательные двигатели 265 и 275. В качестве альтернативы или в дополнение управляющие сигналы 282 могут выполнять корректировку сил, прилагаемых одной или обеими щетками 260 и 270 литейных валков к литейным поверхностям литейных валков.
При ручной или автоматической корректировке управляемых параметров щеток литейных валков (например, скорости вращения и прилагаемой силы) можно следовать предопределенной программе приоритетов. Например, сначала может быть скорректирована скорость щеток литейных валков в пределах заданных значений, чтобы вызвать сокращение относящихся к дефектам эффектов, и затем могут быть скорректированы силы, прилагаемые щетками литейных валков в пределах заданных параметров, чтобы при желании дополнительно сократить относящиеся к дефектам эффекты. По желанию могут использоваться дополнительные или альтернативные запрограммированные приоритеты в соответствии с различными вариантами воплощения.
Сигналы силы во временной области, выводимые от датчиков 261, 262, 271, 272 силы, могут по желанию содержать аналоговые электрические сигналы или цифровые электрические сигналы. Когда сигналы силы во временной области представляют собой аналоговые электрические сигналы, аналого-цифровые преобразователи (A/D; АЦП) 235-238 используются в подсистеме 200 для преобразования аналоговых сигналов в дискретизированные цифровые сигналы во временной области. Аналого-цифровые преобразователи 235-238 могут являться частью компьютерной системы 230. В качестве альтернативы, аналого-цифровые преобразователи 235-238 могут являться внешними по отношению к компьютерной системе 230.
Сигналы силы во временной области формируются датчиками силы на щетках литейного валка аналогично описанным выше сигналам во временной области от датчиков силы на литейных валках. Компьютерная система 230 принимает сигналы силы во временной области и преобразовывает сигналы силы во временной области в спектры в частотной области. В соответствии с вариантом воплощения компьютерная система 230 применяет процесс преобразования Фурье (например, быстрое преобразование Фурье или БПФ; FFT) к сигналам силы во временной области для формирования спектров в частотной области. В соответствии с альтернативными вариантами воплощения по желанию могут использоваться другие методики преобразования, например методики преобразования с помощью вейвлетов. Опять могут использоваться только два датчика силы (например, 261 и 271), дающие в результате два сигнала во временной области и два спектра в частотной области. Использование всех четырех датчиков 261, 271, 262 и 272 силы представляет собой вариант, обеспечивающий больше данных для более точного выявления и корректировки дефектов в литой полосе.
Опять в получающихся в результате спектрах в частотной области появляются различные составляющие более низких и более высоких частот, которые могут быть коррелированы с различными типами дефектов, которые произойдут в литой стальной полосе, сформированной в зазоре между литейными валками. Спектры в частотной области и/или составные значения, выведенные из спектров в частотной области, могут быть отображены оператору на дисплее 240. Таким образом, оператор может наблюдать спектр в частотной области и вычисленные составные уровни и выполнять диагностику в реальном времени, чтобы скорректировать скорость вращения и прилагаемые силы щеток литейных валков для корректировки дефектов, выявленных в литой полосе.
В качестве альтернативы, спектры в частотной области могут быть автоматически проанализированы компьютерной системой 230 для обеспечения возможности управления в реальном времени по меньшей мере одним параметром из множества, состоящего из угловой скорости щеток 260 и 270 литейных валков и силы, прилагаемой щетками 260 и/или 270 литейных валков к литейным поверхностям литейных валков. В качестве части процесса анализа могут быть выявлены спектральные компоненты в пределах спектров в частотной области. Например, управляющие сигналы 282 могут непрерывно формироваться и модифицироваться в ответ на анализируемые спектры в частотной области и передаваться вращательным двигателям 265 и/или 275 для обеспечения непрерывного управления скоростью вращения.
Как описано ранее, спектры в частотной области анализируются для вычисления составного уровня интенсивности для заданного диапазона частот. Составные значения интенсивности непрерывно вычисляются из уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах выбранного диапазона частот. Другими словами, по мере того, как сигналы силы во временной области принимаются и преобразовываются, составные уровни интенсивности этих спектральных компонентов спектра в частотной области в пределах по меньшей мере одного заданного диапазона частот преобразовываются в составное значение интенсивности для заданного момента времени. Такой процесс продолжается во времени для формирования множества составных значений интенсивности, которые могут быть нанесены на график как зависимость уровня интенсивности от времени и отображены на дисплее для наблюдения оператором. Способ вычисления составного значения интенсивности описан ранее (например, среднеквадратическое (RMS) значение интенсивности).
Любая комбинация или подмножество из двух или четырех датчиков силы на литейных валках или щетках литейных валков, или обоих, могут использоваться для формировать соответствующих сигналов во временной области и спектров в частотной области. Различные комбинации или подмножества из этих четырех датчиков и сформированных сигналов во временной области и спектров в частотной области могут быть лучше при выявлении некоторых типов дефектов тонкой литой полосы, чем другие, но в общем случае, чем больше данных обеспечивается от различных датчиков сил, тем более точными являются выявление и корректировка дефектов в литой полосе. Например, как показано на Фиг.2, два датчика 211 и 221 силы используются на первых концах литейных валков 210 и 220 на первой стороне подсистемы 200, и два датчика 261 и 271 силы используются на первой стороне щеток 260 и 270 литейных валков на первой стороне подсистемы 200. Способ 800, показанный на Фиг.8 выполняется (то есть достигается) с использованием четырех датчиков 211, 221, 261 и 271 силы. Другие четыре датчика 212, 222, 262 и 272 силы в этом примере не используются. Такая конфигурация может являться адекватной для выявления низкочастотных дефектов, которые могут представлять собой единственный интерес в конкретном процессе литья. Однако в общем случае могут быть сконфигурированы и использованы все восемь датчиков или любая комбинация подмножества из восьми датчиков (211, 212, 221, 222, 261, 262, 271, 272) (например, первый датчик, второй датчик, третий датчик, четвертый датчик, пятый датчик, шестой датчик, седьмой датчик и/или восьмой датчик) для формирования соответствующих сигналов во временной области и спектров в частотной области.
Фиг.8A-8B иллюстрируют блок-схему последовательности операций варианта воплощения способа 800 производства тонкой литой полосы посредством непрерывного литья. На этапе 810 монтируется пара литейных валков с зазором между ними. На этапе 820 монтируется пара щеток литейных валков, причем каждая из щеток литейных валков является смежной с одним соответствующим литейным валком из пары литейных валков и способной находиться в контакте с ним. Щетки литейных валков могут являться факультативными в конкретных вариантах воплощения процесса литья. На этапе 830 по меньшей мере два датчика функционально соединяются по меньшей мере с одним концом по меньшей мере либо пары литейных валков, либо пары щеток литейного валка (факультативно) для непрерывного формирования от датчиков по меньшей мере двух сигналов во временной области, представляющих по меньшей мере два относящихся к силе параметра, измеренных датчиками.
На этапе 840 монтируется система подачи металла, содержащая боковые перегородки, смежные с концами зазора, для ограничения литейной ванны из расплавленного металла, поддерживаемой на литейных поверхностях литейных валков. На этапе 850 расплавленная сталь вводится между парой литейных валков для формирования литейной ванны, поддерживаемой на литейных поверхностях литейных валков, ограниченной боковыми перегородками. На этапе 860 литейные валки вращаются в противоположных направлениях для формирования затвердевших металлических оболочек на поверхностях литейных валков и литья тонкой стальной полосы через зазор между литейными валками из затвердевших оболочек.
На этапе 870 щетки литейных валков могут вращаться относительно соответствующих литейных валков для очистки литейных поверхностей литейных валков. На этапе 880 сигналы во временной области непрерывно принимаются в компьютерной системе. На этапе 890 каждый из сигналов во временной области преобразовывается в соответствующий спектр в частотной области. На этапе 895 составное значение интенсивности непрерывно вычисляется из уровней интенсивности сигналов частотных составляющих по меньшей мере из одного из спектров в частотной области, которые присутствуют в пределах определенного диапазона частот.
Составные значения интенсивности затем используются для корректировки некоторых параметров системы двухвалковой литейной машины, как описано здесь ранее, чтобы сократить, если не устранить, выявленные причины дефектов в тонкой литой полосе.
Фиг.9 показывает иллюстративный набор графиков или диаграмм 900, показывающих низкочастотные вибрации 915, которые могут привести к дефектам "елочка" в тонкой литой металлической полосе. Низкочастотная вибрация 915 нанесена на график как зависимость среднеквадратической (RMS) интенсивности от времени на диаграмме 910. Значения низкочастотной вибрации 915 выведены из значений интенсивности сигналов частотной составляющей в диапазоне приблизительно от 0 до 14 Гц. Соответствующая диаграмма 920 зависимости частоты от времени показана прямо над диаграммой 910. Измеренные силы, которые дали в результате набор диаграмм 900, были измерены в четырех углах пары литейных валков согласно описанным здесь ранее способам. В качестве примера на диаграмме 910 приблизительно во время 130 минут можно видеть, что некоторое действие было предпринято (например, изменение скорости вращения одного из литейных валков) для снижения интенсивности низкочастотных колебаний 915, чтобы избежать дефектов "елочка" в тонкой литой металлической полосе.
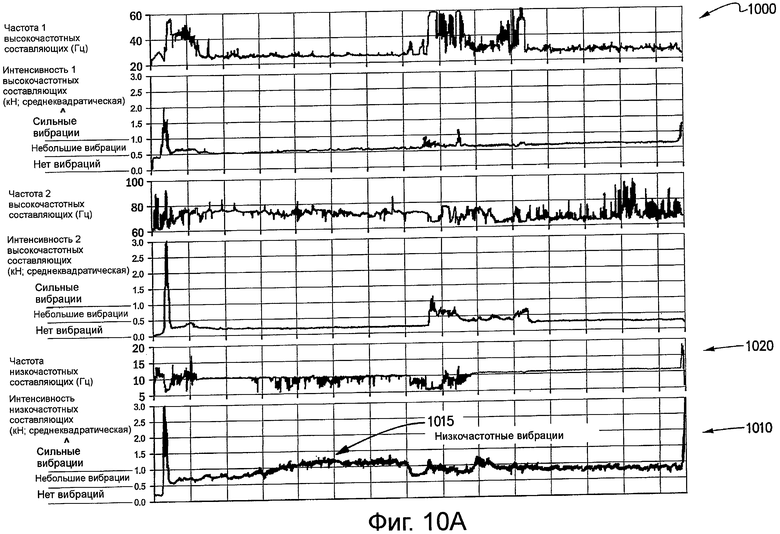
Фиг.10A показывает иллюстративный вариант воплощения набора графиков или диаграмм 1000, показывающих низкочастотные вибрации 1015, который могут привести к дефектам "белые линии" в тонкой литой металлической полосе. Аналогично Фиг.9 низкочастотная вибрация 1015 нанесена на график как зависимость среднеквадратической (RMS) интенсивности от времени на диаграмме 1010. Значения низкочастотной вибрации 1015 выведены из значений интенсивности сигналов частотных составляющих в диапазоне приблизительно от 0 до 14 Гц. Соответствующая диаграмма 1020 зависимости частоты от времени показана прямо над диаграммой 1010. В качестве пример сила разделения промежутка, прилагаемая между литейными валками, может быть изменена для снижения интенсивности низкочастотной вибрации 1015.
Аналогично Фиг.10B показывает иллюстративный вариант воплощения набора графиков или диаграмм 1050, показывающих низкочастотные вибрации 1065, которые могут привести к дефектам "белые линии" в тонкой литой металлической полосе. Снова низкочастотная вибрация 1065 нанесена на график как зависимость среднеквадратической интенсивности от времени на диаграмме 1060. Значения низкочастотной вибрации 1065 выведены из значений интенсивности сигналов частотных составляющих в диапазоне приблизительно от 0 до 14 Гц. Соответствующая диаграмма 1070 зависимости частоты от времени показана прямо над диаграммой 1060. В качестве примера высота литейной ванны была изменена, чтобы начать понижение интенсивности низкочастотной вибрации 1065, приблизительно в 70 минут. Кроме того, экран ковша был убран из системы литья для дополнительного понижения низкочастотной вибрации 1065 приблизительно в 100 минут.
Фиг.11 показывает иллюстративный вариант воплощения набора графиков или диаграмм 1100, показывающих среднечастотные вибрации 1110, которые могут привести к вызванным щетками дефектам в тонкой литой металлической полосе. Измеренные силы, которые дали в результате набор диаграмм 1100, были измерены в четырех углах пары щеток литейного валка в соответствии с ранее описанными способами. В качестве примера может быть изменена скорость вращения одной или обеих щеток, или может быть изменена сила, прилагаемая щетками литейного валка к литейным поверхностям литейных валков для понижения среднечастотных вибраций и, таким образом, для сокращения вызванных щетками дефектов.
Фиг.12 показывает иллюстративный вариант воплощения набора графиков или диаграмм 1200, показывающих высокочастотные вибрации 1215, которые могут привести к высокочастотным дефектам вследствие некомпенсированного эксцентриситета валков и/или турбулентности литейной ванны. Высокочастотная вибрация 1215 нанесена на график как зависимость среднеквадратичной (RMS) интенсивности от времени на диаграмме 1210. Значения высокочастотной вибрации 1215 выведены из значений интенсивности сигналов частотных составляющих в диапазоне приблизительно от 60 до 100 Гц. Соответствующая диаграмма 1220 зависимости частоты от времени показана прямо над диаграммой 1210.
Фиг.13-16 показывают иллюстративные варианты воплощения наборов графиков или диаграмм, показывающих различные примеры низкочастотной вибрации (lfc), среднечастотной вибрации (mfc) и высокочастотной вибрации (hfc), которые могут вызвать различные типы дефектов в тонкой литой стальной полосе. Описанные здесь способы и системы могут использоваться для понижения таких вибраций и сокращения связанных с ними дефектов.
Как показано на диаграммах на Фиг.9-16, могут быть отображены знаки для указания присутствия каких-либо низкочастотных вибраций, среднечастотных вибраций, высокочастотных вибраций, вибраций, вызванных щетками, вибраций, приводящих к дефекту "елочка", вибраций, приводящих к дефекту "белые линии", вибраций, вызывающих дефекты, происходящие дважды на каждый оборот валка, или любых других типов вибраций или дефектов, которые могут быть выявлены.
В итоге некоторые варианты воплощения настоящего изобретения обеспечивают способы и системы для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья системы непрерывной двухвалковой литейной машины. Силы непрерывно измеряются на паре валков литейной машины и/или соответствующих щетках, и из измеренных сил формируются спектры в частотной области. Некоторые спектральные компоненты в пределах спектров в частотной области коррелированы с дефектами, создаваемыми в тонкой литой металлической полосе. Посредством выявления таких спектральных компонентов и корректировки некоторых параметров процесса литья причины дефектов могут быть устранены или по меньшей мере сокращены.
Хотя изобретение было описано в отношении некоторых вариантов воплощения, специалисты в области техники поймут, что могут быть внесены различные изменения и могут быть заменены эквиваленты без отступления от объема изобретения. Кроме того, можно выполнить много модификаций для адаптации конкретной ситуации или материала к идее изобретения без отступления от его объема. Таким образом, подразумевается, что изобретение не ограничено конкретными раскрытыми вариантами воплощения, но изобретение будет включать в себя все варианты воплощения, находящиеся в пределах объема приложенной формулы изобретения.
























Группа изобретений относится к области непрерывной разливки металла. Технический результат - повышение качества полосы. Согласно способу по меньшей мере два датчика функционально соединяют по меньшей мере с одним концом по меньшей мере одной пары литейных валков или пары щеток для непрерывного измерения по меньшей мере двух относящихся к силе параметров во время литья. Формируют по меньшей мере два сигнала во временной области, соответствующих измеренным относящимся к силе параметрам. Сигналы во временной области непрерывно отслеживаются и преобразовываются в соответствующие спектры в частотной области. Спектры в частотной области анализируются, и составные значения интенсивности непрерывно вычисляются из уровней интенсивности по меньшей мере части сигналов частотных составляющих в пределах частотных спектров. В ответ на это корректируются параметры литья для сокращения дефектов полосы. 7 н. и 25 з.п. ф-лы, 16 ил.
1. Способ управления процессом литья тонкой металлической полосы в двухвалковой литейной машине для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья, включающий этапы, на которых непрерывно измеряют первый, относящийся к силе, параметр на первом конце первого литейного валка системы двухвалковой литейной машины и второй, относящийся к силе, параметр на упомянутом том же самом первом конце второго литейного валка упомянутой системы двухвалковой литейной машины для формирования первого сигнала во временной области и второго сигнала во временной области, соответственно, непрерывно измеряют третий, относящийся к силе, параметр на противоположном втором конце упомянутого первого литейного валка и четвертый, относящийся к силе, параметр на упомянутом том же самом противоположном втором конце упомянутого второго литейного валка для формирования третьего сигнала во временной области и четвертого сигнала во временной области, соответственно, преобразовывают упомянутый первый сигнал во временной области в первый спектр в частотной области, упомянутый второй сигнал во временной области - во второй спектр в частотной области, упомянутый третий сигнал во временной области - в третий спектр в частотной области и упомянутый четвертый сигнал во временной области - в четвертый спектр в частотной области, непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из спектров в частотной области, которые присутствуют в заданном диапазоне частот, и в ответ на упомянутое составное значение интенсивности изменяют параметры процесса.
2. Способ по п.1, в котором упомянутое составное значение интенсивности представляет собой полный размах, вычисленный из уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах упомянутого заданного диапазона частот.
3. Способ по п.1, дополнительно содержащий этап, на котором отображают на дисплее по меньшей мере часть упомянутых выявленных сигналов частотных составляющих на диаграмме зависимости частоты от времени.
4. Способ по п.3, дополнительно содержащий этап, на котором отображают на упомянутом дисплее упомянутое составное значение интенсивности на диаграмме зависимости уровня интенсивности от времени.
5. Способ по п.1, в котором упомянутый заданный диапазон частот соответствует одному или более из набора более низких частотных составляющих в диапазоне от 0 Гц до 20 Гц, набора промежуточных частотных составляющих в диапазоне от 14 Гц до 52 Гц и набора более высоких частотных составляющих в диапазоне выше 52 Гц.
6. Способ по п.4, дополнительно содержащий этап, на котором отображают на упомянутом дисплее знаки, указывающие одно или более из наличия высокочастотной вибрации, наличия среднечастотной вибрации, наличия вибрации, вызванной щетками, наличия низкочастотной вибрации, приводящей к дефекту "елочка", наличия низкочастотной вибрации, приводящей к дефекту "белые линии" и наличия колебаний силы, обусловленных вращением валка и происходящих дважды на каждый оборот валка.
7. Способ по п.1, дополнительно содержащий этап, на котором изменяют по меньшей мере одно или более из скорости вращения по меньшей мере одного из упомянутых литейных валков в ответ на упомянутое составное значение интенсивности, высоты литейной ванны упомянутой системы непрерывной двухвалковой литейной машины в ответ на упомянутое составное значение интенсивности и силы, прилагаемой в промежутке между упомянутыми литейными валками, в ответ на упомянутое составное значение интенсивности.
8. Способ по п.1, в котором упомянутый этап преобразования достигается посредством применения процесса преобразования Фурье к упомянутым сигналам во временной области или посредством применения процесса преобразования с помощью вейвлетов к упомянутым сигналам во временной области.
9. Способ по п.1, в котором упомянутое измерение упомянутого первого, относящегося к силе, параметра достигается с использованием первого датчика, измерение упомянутого второго, относящегося к силе, параметра достигается с использованием второго датчика, измерение упомянутого третьего, относящегося к силе, параметра достигается с использованием третьего датчика и измерение упомянутого четвертого, относящегося к силе, параметра достигается с использованием четвертого датчика.
10. Способ по п.1, дополнительно содержащий этапы, на которых непрерывно измеряют пятый, относящийся к силе, параметр на первом конце первой щетки литейного валка упомянутой системы двухвалковой литейной машины и шестой, относящийся к силе, параметр на упомянутом том же самом первом конце второй щетки литейного валка упомянутой системы двухвалковой литейной машины для формирования пятого сигнала во временной области и шестого сигнала во временной области, соответственно, непрерывно измеряют седьмой, относящийся к силе, параметр на противоположном втором конце упомянутой первой щетки литейного валка и восьмой, относящийся к силе, параметр на упомянутом том же самом противоположном втором конце упомянутой второй щетки литейного валка для формирования седьмого сигнала во временной области и восьмого сигнала во временной области, соответственно, преобразовывают упомянутый пятый сигнал во временной области в пятый спектр в частотной области, упомянутый шестой сигнал во временной области - в шестой спектр в частотной области, упомянутый седьмой сигнал во временной области - в седьмой спектр в частотной области и упомянутый восьмой сигнал во временной области - в восьмой спектр в частотной области и непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из спектров в частотной области, которые присутствуют в заданном диапазоне частот.
11. Способ производства тонкой литой полосы посредством непрерывного литья с использованием двухвалковой литейной машины, включающий управление процессом литья тонкой металлической полосы в двухвалковой литейной машине для сокращения причин изменчивости и дефектов в литой тонкой металлической полосе во время процесса литья, который осуществляют способом по п.1.
12. Способ управления процессом литья тонкой металлической полосы в двухвалковой литейной машине для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья, включающий этапы, на которых непрерывно измеряют первый, относящийся к силе, параметр на первом конце первой щетки литейного валка системы двухвалковой литейной машины и второй, относящийся к силе, параметр на упомянутом том же самом первом конце второй щетки литейного валка упомянутой системы двухвалковой литейной машины для формирования первого сигнала во временной области и второго сигнала во временной области, соответственно, преобразовывают упомянутый первый сигнал во временной области в первый спектр в частотной области и упомянутый второй сигнал во временной области - во второй спектр в частотной области, непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из первого и второго спектров в частотной области, которые присутствуют в заданном диапазоне частот, и в ответ на упомянутое составное значение интенсивности изменяют параметры процесса.
13. Способ по п.12, в котором упомянутое составное значение интенсивности представляет собой среднеквадратическое значение, вычисленное из уровней интенсивности выявленных сигналов частотных составляющих, которые присутствуют в пределах упомянутого заданного диапазона частот.
14. Способ по п.12, дополнительно содержащий этап, на котором отображают на дисплее по меньшей мере часть выявленных сигналов частотных составляющих на диаграмме зависимости частоты от времени.
15. Способ по п.12, дополнительно содержащий этап, на котором отображают на упомянутом дисплее упомянутое составное значение интенсивности на диаграмме зависимости уровня интенсивности от времени.
16. Способ по п.12, в котором упомянутый заданный диапазон частот соответствует любому одному или более наборам из множества, состоящего из набора низкочастотных составляющих в диапазоне от 0 Гц до 20 Гц, набора промежуточных частотных составляющих в диапазоне от 14 Гц до 52 Гц и набора высокочастотных составляющих в диапазоне выше 52 Гц.
17. Способ по п.15, дополнительно содержащий этап, на котором отображают на упомянутом дисплее знаки, указывающие любое наличие любой одной или более вибраций из множества, состоящего из высокочастотной вибрации, среднечастотной вибрации, вибрации, вызванной щетками, вибрации, приводящей к дефекту "елочка", вибрации, приводящей к дефекту "белые линии" и колебаний силы, связанных с вращением валка и происходящих дважды на каждый оборот валка.
18. Способ по п.12, дополнительно содержащий этап, на котором изменяют скорость вращения по меньшей мере одной из упомянутых щеток литейных валков в ответ на упомянутое составное значение интенсивности или силу, прилагаемую по меньшей мере к одной из упомянутых щеток литейных валков в ответ на упомянутое составное значение интенсивности.
19. Способ по п.12, в котором упомянутый этап преобразования достигается посредством применения процесса преобразования Фурье к упомянутым сигналам во временной области или посредством процесса преобразования с помощью вейвлетов к упомянутым сигналам во временной области.
20. Способ по п.12, дополнительно содержащий этапы, на которых непрерывно измеряют третий, относящийся к силе, параметр, на противоположном втором конце упомянутой первой щетки литейного валка и четвертый, относящийся к силе, параметр на упомянутом том же самом противоположном втором конце упомянутой второй щетки литейного валка для формирования третьего сигнала во временной области и четвертого сигнала во временной области, соответственно, преобразовывают упомянутый третий сигнал во временной области в третий спектр в частотной области и упомянутый четвертый сигнал во временной области - в четвертый спектр в частотной области, непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из третьего и четвертого спектров в частотной области, которые присутствуют в заданном диапазоне частот.
21. Способ по п.20, в котором упомянутое измерение упомянутого первого, относящегося к силе, параметра достигается с использованием первого датчика, измерение упомянутого второго, относящегося к силе, параметра достигается с использованием второго датчика, измерение упомянутого третьего, относящегося к силе, параметра достигается с использованием третьего датчика и измерение упомянутого четвертого, относящегося к силе, параметра достигается с использованием четвертого датчика.
22. Способ производства тонкой литой полосы посредством непрерывного литья с использованием двухвалковой литейной машины, включающий управление процессом литья тонкой металлической полосы в двухвалковой литейной машине для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья, который осуществляют способом по п.12.
23. Система для управления процессом литья тонкой металлической полосы двухвалковой литейной машине для сокращения причин изменчивости и дефектов в тонкой литой металлической полосе во время процесса литья, при этом упомянутая система содержит первый датчик, функционально соединенный с первым концом первого литейного валка системы двухвалковой литейной машины для непрерывного измерения первого, относящегося к силе, параметра на упомянутом первом конце упомянутого первого литейного валка во время процесса литья, второй датчик, функционально соединенный с упомянутым тем же самым первым концом второго литейного валка упомянутой системы двухвалковой литейной машины для непрерывного измерения второго, относящегося к силе, параметра на упомянутом первом конце упомянутого второго литейного валка во время упомянутого процесса литья, и компьютерную систему, функционально соединенную с упомянутыми первым и вторым датчиками для непрерывного приема одного сигнала во временной области от каждого из упомянутых первого и второго датчиков, соответственно, преобразования упомянутых первого и второго сигналов во временной области в первый и второй спектры в частотной области, соответственно, каждый упомянутый первый и второй спектры соответствуют упомянутым первому и второму датчикам, соответственно, причем компьютерная система выполнена с возможностью непрерывного вычисления для заданного диапазона частот составного значения интенсивности из уровней интенсивности сигналов частотных составляющих в пределах заданного диапазона частот одного из упомянутых первого и второго спектров в частотной области и с возможностью изменения параметров процесса литья в ответ на упомянутое составное значение интенсивности.
24. Система по п.23, в которой по меньшей мере один управляющий сигнал модифицируется посредством компьютерной системы в ответ на упомянутое составное значение интенсивности, при этом упомянутый управляющий сигнал выполнен с возможностью корректировать по меньшей мере один параметр из множества, состоящего из скорости вращения по меньшей мере либо упомянутого первого валка литейной машины, либо упомянутого второго валка литейной машины, высоты литейной ванны и силы разделения валков, прилагаемой между упомянутым первым валком литейной машины и упомянутым вторым валком литейной машины.
25. Система по п.23, дополнительно содержащая третий датчик, функционально соединенный с противоположным вторым концом упомянутого первого литейного валка для непрерывного измерения третьего, относящегося к силе, параметра на упомянутом противоположном втором конце упомянутого первого литейного валка во время упомянутого процесса литья, и четвертый датчик, функционально соединенный с упомянутым тем же самым противоположным вторым концом упомянутого второго литейного валка для непрерывного измерения четвертого, относящегося к силе, параметра на упомянутом противоположном втором конце упомянутого второго литейного валка во время упомянутого процесса литья, при этом упомянутая компьютерная система функционально соединена с упомянутыми третьим и четвертым датчиками для приема одного сигнала во временной области от каждого из упомянутых третьего и четвертого датчиков, соответственно, и преобразования упомянутых третьего и четвертого сигналов во временной области в третий и четвертый спектры в частотной области, соответственно, причем упомянутые третий и четвертый спектры соответствуют упомянутым третьему и четвертому датчикам, соответственно, при этом упомянутая компьютерная система выполнена с возможностью непрерывного вычисления по меньшей мере для одного заданного диапазона частот составного значения интенсивности из уровней интенсивности сигналов частотных составляющих в пределах диапазона частот из одного из упомянутых первого, второго, третьего и четвертого спектров в частотной области.
26. Система по п.25, в которой по меньшей мере один управляющий сигнал модифицируется в ответ на упомянутое составное значение интенсивности, при этом упомянутый управляющий сигнал выполнен с возможностью корректировать по меньшей мере один параметр из множества, состоящего из скорости вращения по меньшей мере либо упомянутого первого валка литейной машины, либо упомянутого второго валка литейной машины, высоты литейной ванны и силы разделения промежутка, прилагаемой между упомянутым первым валком литейной машины и упомянутым вторым валком литейной машины.
27. Система по п.26, дополнительно содержащая пятый датчик, функционально соединенный с первым концом первой щетки литейного валка упомянутой системы двухвалковой литейной машины для непрерывного измерения пятого, относящегося к силе, параметра на упомянутом первом конце упомянутой первой щетки литейного валка во время упомянутого процесса литья, шестой датчик, функционально соединенный с упомянутым тем же самым первым концом второй щетки литейного валка упомянутой системы двухвалковой литейной машины для непрерывного измерения шестого, относящегося к силе, параметра на упомянутом втором конце упомянутой второй щетки литейного валка во время упомянутого процесса литья, причем упомянутая компьютерная система функционально соединена с упомянутыми пятым и шестым датчиками для приема одного сигнала во временной области от каждого из упомянутых пятого и шестого датчиков, соответственно, и преобразования упомянутых пятого и шестого сигналов во временной области в пятый и шестой спектры в частотной области, соответственно, при этом упомянутые пятый и шестой спектры соответствуют упомянутым пятому и шестому датчикам, соответственно, а упомянутая компьютерная система выполнена с возможностью непрерывного вычисления упомянутого составного значения интенсивности для данного диапазона частот из уровней интенсивности упомянутых выявленных сигналов частотных составляющих в пределах заданного диапазона частот упомянутых первого, второго, третьего, четвертого, пятого и шестого спектров в частотной области.
28. Система по п.27, в которой по меньшей мере один управляющий сигнал модифицируется в ответ на упомянутое составное значение интенсивности, упомянутый управляющий сигнал сформирован с возможностью корректировать по меньшей мере один параметр из множества, состоящего из скорости вращения по меньшей мере либо упомянутого первого валка литейной машины, либо упомянутого второго валка литейной машины, либо упомянутой первой щетки литейного валка, либо упомянутой второй щетки литейного валка, высоты литейной ванны, силы в промежутке, прилагаемой между упомянутым первым валком литейной машины и упомянутым вторым валком литейной машины, и силы, прилагаемой по меньшей мере к одной из упомянутой первой щетки литейного валка и упомянутой второй щетки литейного валка.
29. Система по п.27, дополнительно содержащая седьмой датчик, функционально соединенный с противоположным вторым концом упомянутой первой щетки литейного валка для непрерывного измерения седьмого, относящегося к силе, параметра на упомянутом противоположном втором конце упомянутой первой щетки литейного валка во время упомянутого процесса литья, и восьмой датчик, функционально соединенный с упомянутым тем же самым противоположным вторым концом упомянутой второй щетки литейного валка для непрерывного измерения восьмого, относящегося к силе, параметра на упомянутом противоположном втором конце упомянутой второй щетки литейного валка во время упомянутого процесса литья, при этом упомянутая компьютерная система функционально соединена с упомянутыми седьмым и восьмым датчиками для приема одного сигнала во временной области от каждого из упомянутых седьмого и восьмого датчиков, соответственно, и преобразования упомянутых седьмого и восьмого сигналов во временной области в седьмой и восьмой спектры в частотной области, соответственно, каждый упомянутый седьмой и восьмой спектр соответствует упомянутым седьмому и восьмому датчикам, соответственно, при этом упомянутая компьютерная система выполнена с возможностью непрерывного вычисления составного значения интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих в заданном диапазоне частот из упомянутых первого, второго, третьего, четвертого, пятого, шестого, седьмого и восьмого спектров в частотной области.
30. Система по п.29, в которой по меньшей мере один управляющий сигнал модифицируется в ответ на упомянутое составное значение интенсивности, упомянутый управляющий сигнал сформирован с возможностью корректировать по меньшей мере один параметр из множества, состоящего из скорости вращения по меньшей мере либо упомянутого первого валка литейной машины, либо упомянутого второго валка литейной машины, либо упомянутой первой щетки литейного валка, либо упомянутой второй щетки литейного валка, высоты литейной ванны, силы в промежутке, прилагаемой между упомянутым первым валком литейной машины и упомянутым вторым валком литейной машины, и силы, прилагаемой по меньшей мере к одной из упомянутой первой щетки литейного валка и упомянутой второй щетки литейного валка.
31. Способ производства тонкой литой полосы посредством непрерывного литья, включающий этапы, на которых используют пару литейных валков с зазором между ними, функционально соединяют по меньшей мере два датчика по меньшей мере с одним концом упомянутой пары литейных валков для непрерывного формирования от датчиков по меньшей мере двух сигналов во временной области, представляющих по меньшей мере два относящиеся к силе параметра, измеренных упомянутыми датчиками, используют систему подачи металла, содержащую боковые перегородки, смежные с концами зазора, для ограничения литейной ванны из расплавленного металла, поддерживаемой на литейных поверхностях литейных валков, вводят расплавленную сталь между парой литейных валков для формирования литейной ванны, поддерживаемой на литейных поверхностях литейных валков, ограниченной боковыми перегородками, вращают в противоположных направлениях литейные валки для формирования затвердевших металлических оболочек на поверхностях литейных валков и литья тонкой стальной полосы через зазор между литейными валками из затвердевших оболочек, непрерывно принимают упомянутые сигналы во временной области компьютерной системой, преобразовывают каждый упомянутый сигнал во временной области в соответствующий спектр в частотной области, и непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из спектров частотной области, которые присутствуют в заданном диапазоне частот, и в ответ на упомянутое составное значение интенсивности изменяют параметры процесса.
32. Способ производства тонкой литой полосы посредством непрерывного литья, включающий этапы, на которых используют пару литейных валков с зазором между ними, используют пару щеток литейных валков, причем каждая из упомянутых щеток литейных валков является смежной с одним соответствующим литейным валком из упомянутой пары литейных валков и способной находиться в контакте с ним, функционально соединяют по меньшей мере два датчика по меньшей мере с одним концом по меньшей мере либо упомянутой пары литейных валков, либо упомянутой пары упомянутых щеток литейных валков для непрерывного формирования посредством датчиков по меньшей мере двух сигналов во временной области, представляющих по меньшей мере два относящиеся к силе параметра, измеренные упомянутыми датчиками, используют систему подачи металла, содержащую боковые перегородки, смежные с концами зазора, для ограничения литейной ванны из расплавленного металла, поддерживаемой на литейных поверхностях литейных валков, вводят расплавленную сталь между парой литейных валков для формирования литейной ванны, поддерживаемой на литейных поверхностях литейных валков, ограниченной боковыми перегородками, вращают в противоположных направлениях литейные валки для формирования затвердевших металлических оболочек на поверхностях литейных валков и литья тонкой стальной полосы через зазор между литейными валками из затвердевших оболочек, преобразовывают каждый упомянутый сигнал во временной области в соответствующий спектр в частотной области, непрерывно принимают упомянутые сигналы во временной области компьютерной системой, преобразовывают каждый упомянутый сигнал во временной области в соответствующий спектр в частотной области, и непрерывно вычисляют составное значение интенсивности для заданного диапазона частот из уровней интенсивности сигналов частотных составляющих из одного из спектров частотной области, которые присутствуют в заданном диапазоне частот, и в ответ на упомянутое составное значение интенсивности изменяют параметры процесса.
| US 5706882 A, 13.01.1998 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| KR 20020051995 A, 02.07.2002 | |||
| KR 20040020470 A, 09.03.2004 | |||
| KR 20040003297 A, 13.01.2004 | |||
| KR 20040003296 A, 13.01.2004. | |||

