Данное изобретение относится к способу изготовления стальной полосы, в частности оно применимо к непрерывному литью тонкой стальной полосы в двухвалковой литейной машине.
При литье в двухвалковой литейной машине жидкий металл подается между парой вращающихся в противоположных направлениях горизонтальных литейных валков, которые охлаждают, в результате чего металлические частицы затвердевают на движущихся поверхностях валков и сдавливаются вместе в зазоре между валками для изготовления затвердевшего стального продукта, подаваемого вниз из упомянутого зазора между валками. Термин "зазор" используется здесь для обозначения области, в которой валки расположены наиболее близко друг к другу. Жидкий металл может заливаться из ковша в меньшую емкость, из которой он поступает через разливочный стакан, расположенный над упомянутым зазором так, чтобы направлять жидкий металл в зазор между валками, в результате чего образуется литейная ванна из жидкого металла, поддерживаемая поверхностями валков непосредственно над упомянутым зазором и простирающаяся по всей его длине. Эта литейная ванна обычно ограничена боковыми плитами или подпорами, прижатыми к торцевым поверхностям валков с возможностью их свободного вращения, чтобы предотвращать вытекание литейной ванны по обоим торцам вытекания, хотя могут также устанавливаться и другие средства, например электромагнитные барьеры.
При литье тонкой стальной полосы в двухвалковой литейной машине жидкая сталь в литейной ванне будет в общем случае находиться при температуре порядка 1500°С и выше и, следовательно, необходимо создать очень высокие скорости охлаждения на литейных поверхностях валков. Особенно важно создать высокий тепловой поток и обширное образование зародышей при первоначальном затвердевании стали на литейных поверхностях для образования металлических частиц. В патенте США №5, 720, 336 описано, как можно увеличивать тепловой поток при первоначальном затвердевании путем регулирования химического состава стального расплава таким образом, чтобы существенная часть металлических оксидов, образующихся как продукты раскисления, находились в жидком состоянии при температуре первоначального затвердевания для создания практически жидкого слоя на границе между расплавленным металлом и каждой из литейных поверхностей. Как описано в патентах США №№5, 934, 359 и 6, 059, 014, а также в Международной заявке AU 99/00641 на образование зародышей в стали при первоначальном затвердевании можно влиять с использованием текстуры литейной поверхности. В частности в Международной заявке AU 99/00641 описано, что неупорядоченная текстура из гребней и канавок может стимулировать первоначальное затвердевание путем создания потенциальных центров образования зародышей, распределенных по литейным поверхностям. Авторы настоящего изобретения определили, что образование зародышей зависит также от присутствия оксидных включений в стальном расплаве и что невыгодно при литье полосы в двухвалковой литейной машине использовать "чистую" сталь, в которой предварительно снижено до минимума число включений, образующихся при раскислении, и это последнее явилось неожиданностью.
Сталь, предназначенную для непрерывного литья, перед разливкой подвергают раскислению в ковше. В случае литья в двухвалковой литейной машине сталь в общем случае подвергают раскислению в ковше с использованием кремния и марганца, хотя можно использовать раскисление алюминием с добавлением кальция для управления процессом образования твердых включений Al2O3, которые могут приводить к затягиванию отверстий для протекания металла в системе подачи металла, через которые жидкий металл подают в литейную ванну. До сих пор считалось, что желательно обеспечивать оптимальную чистоту стали при помощи обработки в ковше с целью минимизации суммарного содержания кислорода в жидкой стали. Однако авторы настоящего изобретения определили, что снижение уровня содержания кислорода в стали уменьшает объем включений и, если суммарное содержание кислорода в стали уменьшается ниже определенного уровня, то характер первоначального контакта между сталью и поверхностями валков может ухудшиться до такой степени, что будет существовать уровень образования зародышей, недостаточный для обеспечения быстрого первоначального затвердевания и высокого теплового потока. Жидкую сталь обрабатывают путем раскисления в ковше таким образом, чтобы суммарное содержание кислорода находилось в диапазоне, который гарантирует удовлетворительное затвердевание на литейных валках и изготовление полосового продукта удовлетворительного качества. Содержащихся в жидкой стали оксидных включений (в типичном случае MnO, CaO, SiO2 и/или Al2O3) достаточно, чтобы обеспечить необходимую плотность центров образования зародышей на поверхностях валков для первоначального затвердевания, и получающейся полосовой продукт демонстрирует характерное распределение затвердевших включений.
Предлагается способ изготовления стальной полосы путем непрерывного литья, содержащий этапы:
а) сборки пары охлаждаемых литейных валков с созданием зазора между ними и ограничивающих деталей, примыкающих к торцам упомянутого зазора;
b) подачу жидкой низкоуглеродистой стали, имеющей суммарное содержание кислорода, по меньшей мере, 100 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион, между парой литейных валков для создания литейной ванны между упомянутыми валками;
с) вращения литейных валков в противоположных направлениях и затвердевания жидкой стали для создания металлических частиц на поверхности упомянутых валков, имеющих уровень содержания оксидных включений, соответствующий суммарному содержанию кислорода в жидкой стали с целью изготовления тонкой стальной полосы; и
d) изготовления затвердевшей тонкой стальной полосы в зазоре между литейными валками из упомянутых затвердевших частиц.
Суммарное содержание кислорода в жидкой стали в литейной ванне может составлять от 100 до 250 частей на миллион. В частности, может составлять приблизительно 200 частей на миллион. Низкоуглеродистая сталь может иметь содержание углерода в диапазоне 0,001-0,1 мас.%, содержание марганца - в диапазоне 0,1-2,0 мас.% и содержание кремния - в диапазоне 0,01-10 мас.%. Сталь может иметь содержание алюминия порядка 0,01 мас.% или менее. Например, алюминия может содержаться всего лишь 0,008 мас.% или менее. Жидкая сталь может представлять собой сталь, раскисленную кремнием/марганцем.
Оксидные включения могут представлять собой включения, образовавшиеся при затвердевании, и включения, образовавшиеся при раскислении, первые образуются во время охлаждения и затвердевания стали в процессе литья, а вторые образуются во время раскисления жидкой стали перед осуществлением процесса литья. Затвердевшая сталь может содержать оксидные включения, обычно состоящие из одного или более следующих оксидов: MnO, SiO2 и Al2O3, распределенных в стали с плотностью в диапазоне 2-4 г/см3.
Перед подачей в зазор между литейными валками для образования литейной ванны жидкая сталь может рафинироваться в ковше при нагреве стали и шлакообразующего материала, в результате чего жидкая сталь покрывается шлаком, содержащим оксиды кремния, марганца и кальция. Жидкая сталь перемешивается путем вдувания инертного газа, например для десульфурации, и в случае стали, раскисленной кремнием/марганцем, может подаваться кислород для получения стали, имеющей требуемое суммарное содержание кислорода на уровне, по меньшей мере, 100 частей на миллион и обычно менее 250 частей на миллион. Десульфурация может снижать содержание серы в жидкой стали до уровня менее 0,01 мас.%.
Тонкая стальная полоса, изготовленная непрерывным литьем в двухвалковой литейной машине, как описано выше, имеет толщину менее 5 мм и выполнена из затвердевшей стали, содержащей затвердевшие оксидные включения. Распределение включений может быть таким, что в двух поверхностных областях упомянутой полосы глубиной 2 микрона от внешних поверхностей содержание затвердевших включений на единицу площади составляет, по меньшей мере, 120 включений/мм2.
Затвердевшая сталь может представлять собой сталь, раскисленную кремнием/марганцем, а оксидные включения могут содержать одно или более из следующих оксидов: MnO, SiO2 и Al2O3. Включения в типичном случае могут иметь размер в диапазоне 2-12 микрон, при этом, по меньшей мере, бульшая часть включений имеет размер в этом диапазоне.
С использованием описанного выше способа изготавливается уникальная сталь с высоким содержанием кислорода, распределенного в кислородных включениях. Что особенно важно, сочетание высокого содержания кислорода в жидкой стали и небольшого времени нахождения жидкой стали в литейной ванне приводит к созданию тонкой стальной полосы с улучшенными пластическими свойствами.
Для более подробного раскрытия данного изобретения далее приведено несколько конкретных примеров со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 показывает влияние температур плавления включений на тепловые потоки, полученные при проведении литейных испытаний в двухвалковой машине с использованием сталей, раскисленных кремнием/марганцем;
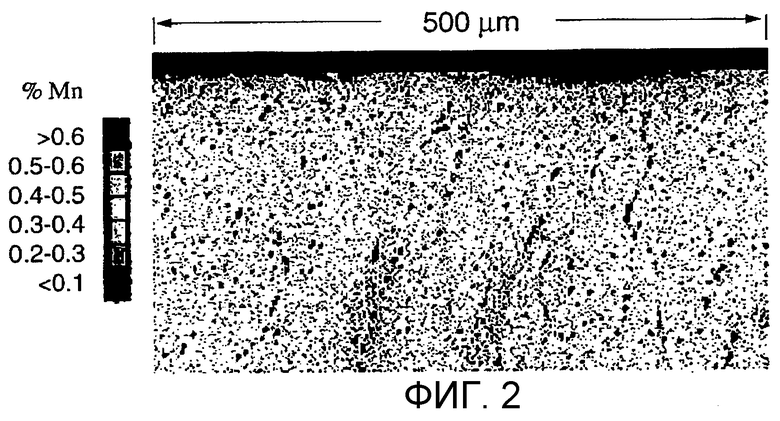
на Фиг.2 приведено распределение марганца, полученное с использованием энергодисперсионной спектроскопии, которая демонстрирует полосу мелких включений, образующихся при затвердевании в затвердевшей стальной полосе;
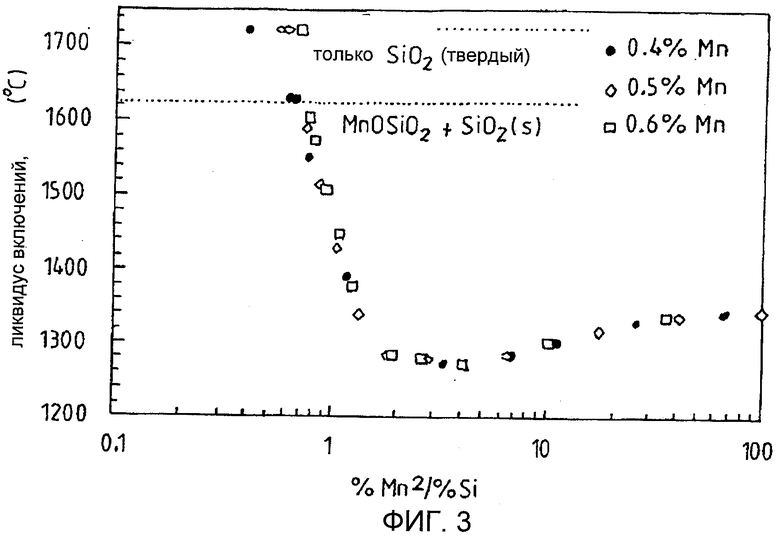
Фиг.3 представляет собой график, демонстрирующий влияние изменения соотношения содержания марганца к кремнию на температуру ликвидуса включений;
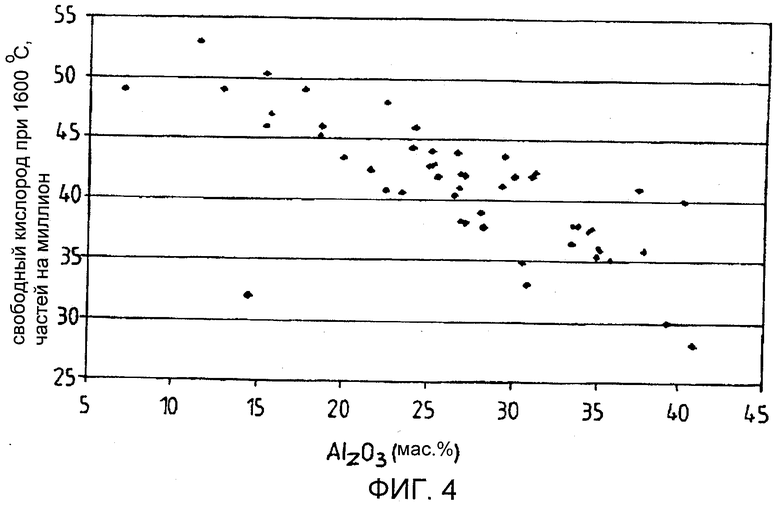
Фиг.4 демонстрирует взаимосвязь между содержанием оксида алюминия (измеренным для включений, содержащихся в полосе) и эффективностью раскисления;
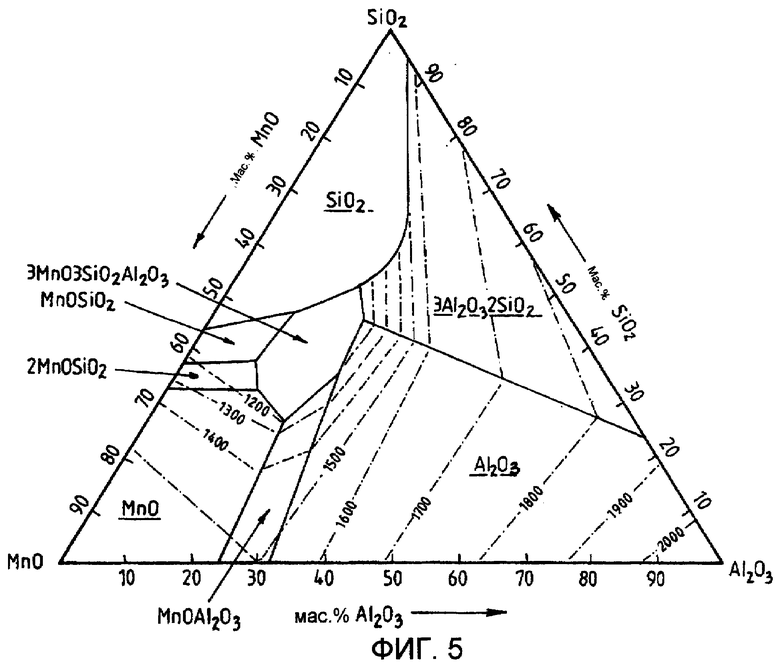
Фиг.5 представляет собой диаграмму состояния тройной системы для MnO-SiO2-Al2O3;
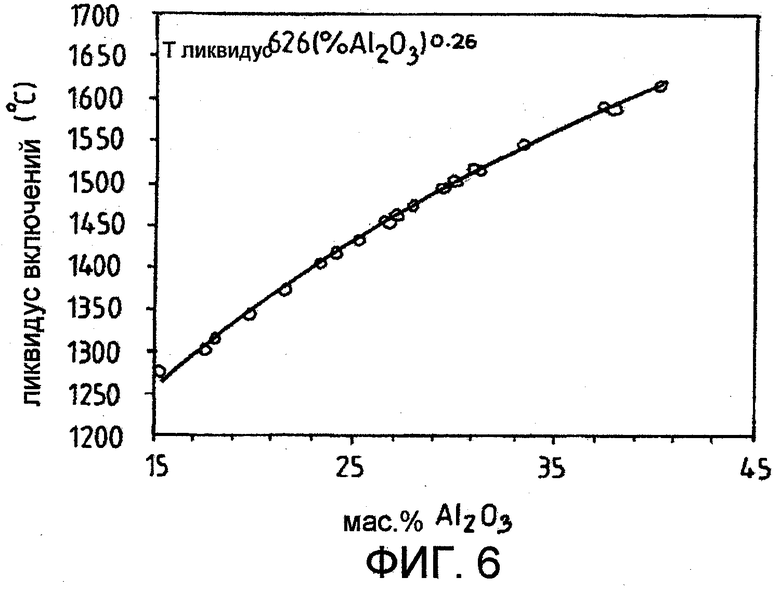
Фиг.6 демонстрирует взаимосвязь между наличием включений, содержащих оксид алюминия, и температурой ликвидуса;
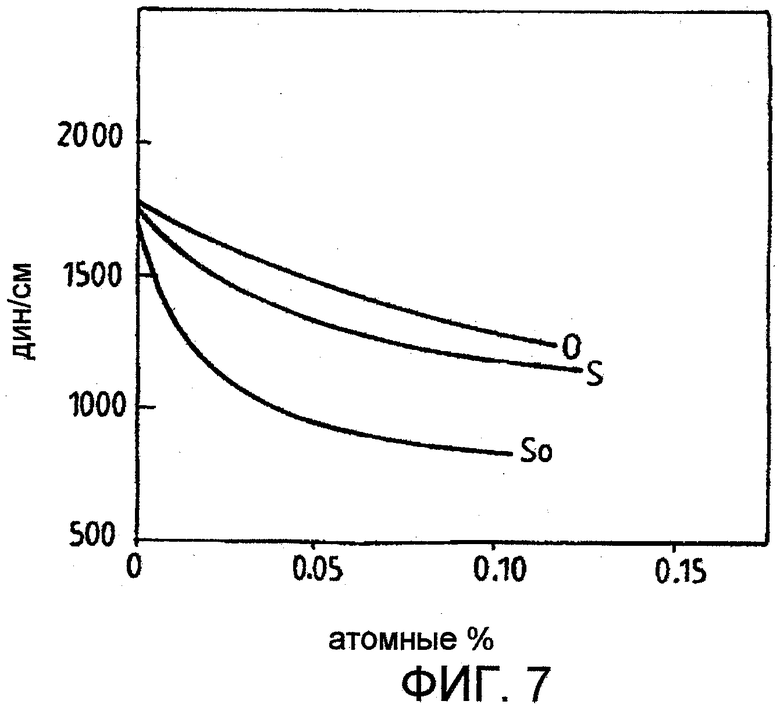
Фиг.7 демонстрирует влияние кислорода, содержащегося в жидкой стали, на поверхностное натяжение; и
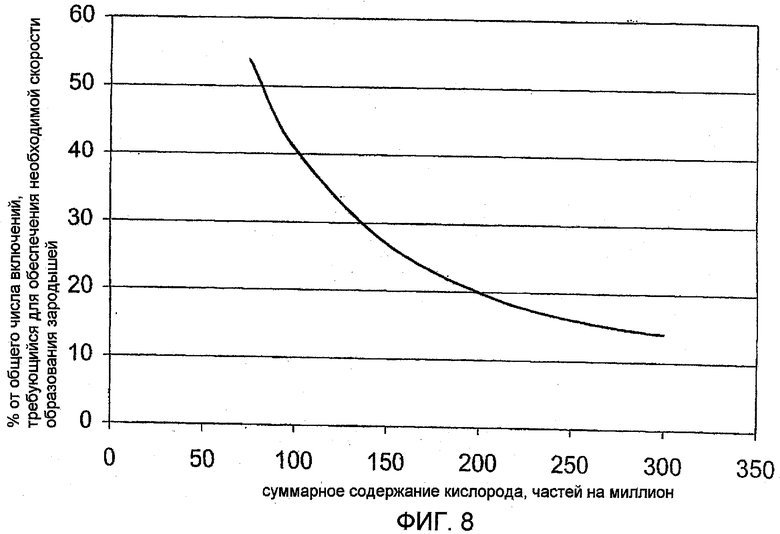
Фиг.8 представляет собой график для результатов вычислений, касающихся количества включений, пригодных для образования зародышей, при различных степенях чистоты стали.
Авторы настоящего изобретения провели обширные эксперименты по литью в двухвалковой литейной машине, тип которой подробно описан в патентах США №№5184668 и 5277243, с целью изготовления стальной полосы, имеющей толщину порядка 1 мм и менее. Такие литейные испытания с использованием стали, раскисленной кремнием и марганцем, показали, что температура плавления оксидных включений, содержащихся в жидкой стали, оказывает влияние на тепловые потоки, возникающие при затвердевании стали, что показано на Фиг.1. Оксиды с низкой температурой плавления улучшают обеспечивающий теплопередачу контакт между жидким металлом и поверхностями литейных валков в верхних областях ванны, вызывая более высокую интенсивность теплопередачи. Жидкие включения не возникают, если упомянутая температура плавления выше температуры стали в литейной ванне. Таким образом, возникает существенное уменьшение интенсивности теплопередачи, если температура плавления включений превышает приблизительно 1600°С.
Литейные испытания с использованием сталей, раскисленных алюминием, показали, что для предотвращения образования включений оксида алюминия с высокой температурой плавления (2050°С) необходимо провести обработку кальцием для создания жидких включений CaO·Al2O3.
Оксидные включения, возникшие в затвердевших металлических частицах и, следовательно, в тонкой стальной полосе содержат включения, образовавшиеся во время охлаждения и затвердевания стали, и включения, образовавшиеся во время раскисления и рафинирования в ковше.
Уровень содержания свободного кислорода в стали существенно снижается во время охлаждения в зоне мениска, что приводит к образованию включений вблизи поверхности полосы. Эти включения образуются, главным образом, из MnO·SiO2, возникающего при протекании следующей реакции:
Mn+Si+3O=MnO·SiO2
Изображение включений, возникающих при охлаждении и затвердевании на поверхности полосы, полученное с использованием энергодисперсионной спектроскопии, приведено на Фиг.2. Можно видеть, что эти включения являются чрезвычайно мелкими (в типичном случае менее 2-3 мкм) и расположены в поверхностной полосе глубиной 10-20 мкм. Типичное распределение размеров включений в полосе показано на Фиг.3 статьи, озаглавленной "Последние достижения Проекта М, совместной разработки процесса литья полосы из низкоуглеродистой стали, осуществленной компаниями BHP и IHI", представленной на METEC Congress 99, Дюссельдорф, Германия, 13-15 июня 1999.
Относительное содержание включений, возникающих при охлаждении и затвердевании определяется в первую очередь уровнями содержания Mn и Si в стали. На Фиг.3 показано, что соотношение Mn к Si оказывает значительное влияние на температуру ликвидуса включений. В раскисленной марганцем и кремнием стали, имеющей содержание углерода в диапазоне 0,001-0,1 мас.%, содержание марганца - в диапазоне 0,1-2,0 мас.%, содержание кремния - в диапазоне 0,1-10 мас.% и содержание алюминия - порядка 0,01 мас.% или менее, такие оксидные включения могут возникать во время охлаждения стали в верхних областях литейной ванны. В частности, сталь может иметь следующий состав, обозначаемый М06, мас.%:
Другие включения возникают во время раскисления жидкой стали в ковше с использованием Al, Si и Mn. Следовательно, в основе оксидных включений, образующихся во время раскисления, лежит главным образом MnO·SiO2·Al2O3. Эти включения случайным образом распределены в полосе и крупнее включений, образующихся при охлаждении и затвердевании, расположенных вблизи поверхности полосы.
Содержание оксида алюминия во включениях оказывает сильное влияние на уровень свободного кислорода в стали. На Фиг.4 показано, что с увеличением содержания оксида алюминия содержание свободного кислорода в стали уменьшается. При введении оксида алюминия включения MnO·SiO2 растворяются, что приводит к уменьшению их активности, что в свою очередь снижает уровень содержания свободного кислорода, как видно из приведенной ниже реакции:
Mn+Si+3O+Al2O3⇔(Al2O3)·MnO·SiO2.
Для включений на основе MnO-SiO2-Al2O3 влияние состава включений на температуру ликвидуса может быть определено из диаграммы состояния тройной системы, показанной на Фиг.5. Анализ оксидных включений, содержащихся в тонкой стальной полосе, показал, что соотношение MnO/SiO2 в типичном случае находится в диапазоне 0,6-0,8 и для такого соотношения обнаружено, что содержание оксида алюминия в оксидных включениях оказывает наиболее сильное влияние на температуру плавления включений (температуру ликвидуса), как показано на Фиг.6.
Авторы настоящего изобретения определили, что для способа литья, соответствующего настоящему изобретению, важно чтобы включения, образующиеся при охлаждении, затвердевании и раскислении, находились в жидком состоянии при температуре первоначального затвердевания стали, и чтобы жидкая сталь в литейной ванне содержала кислород на уровне, по меньшей мере, 100 частей на миллион для получения металлических частиц с уровнями содержания оксидных включений, соответствующими суммарному содержанию кислорода в жидкой стали, чтобы стимулировать образование зародышей и создание высокого теплового потока во время первоначального затвердевания стали на поверхностях литейных валков. Как включения, образующиеся при охлаждении и затвердевании, так и включения, образующиеся при раскислении, представляют собой оксидные включения и являются центрами образования зародышей, а также влияют в значительной степени на образование зародышей во время процесса затвердевания металла, но контролируют скорость, в конечном счете, включения, образующиеся при раскислении, так как их концентрация может меняться. Включения, образующиеся при раскислении, гораздо крупнее по размерам и в типичном случае превышают 4 микрона, в то время как включения, образующиеся при охлаждении и затвердевании, по размеру в основном менее 2 микрон и их основу составляет MnO·SiO2, при этом у них отсутствует Al2O3, в то время как включения, образующиеся при раскислении этот оксид содержат.
В литейных испытаниях, проведенных с использованием упомянутой выше марки М06 стали, раскисленной кремнием/марганцем, обнаружено, что если суммарное содержание кислорода в стали в процессе рафинирования в ковше снижается до низких уровней, составляющих менее 100 частей на миллион, то тепловые потоки уменьшаются и качество литья ухудшается, тогда как хорошие результаты могут быть достигнуты в случае, если суммарное содержание кислорода превышает, по меньшей мере, 100 частей на миллион и в типичном случае составляет порядка 200 частей на миллион. Такие уровни содержания кислорода в ковше приводят к тому, что суммарные уровни содержания кислорода в промежуточном разливочном устройстве составляют, по меньшей мере, 70 частей на миллион, а уровни содержания свободного кислорода составляют 20-60 частей на миллион, что в свою очередь обеспечивает те же или чуть более низкие уровни содержания кислорода в литейной ванне. Суммарное содержание кислорода может быть измерено при помощи измерительного прибора "LECO" и зависит от степени "промывки" во время обработки в ковше, то есть количества аргона, пропущенного через пористую вставку или верхнюю фурму в процессе барботирования стали в ковше, а также от длительности обработки. Суммарное содержание кислорода измерялось с использованием прибора для измерения содержания азота/кислорода LECO ТС-436 при помощи обычных процедур, описанных в Руководстве по использованию измерителя содержания азота/кислорода ТС-436, предлагаемого компанией LECO (форма №200-403, последняя редакция - апрель 1996, глава 7, стр. с 7-1 по 7-4).
Чтобы определить, обусловлены ли повышенные тепловые потоки, полученные при более высоких уровнях суммарного содержания кислорода, присутствием в качестве центров образования зародышей оксидных включений, были проведены литейные испытания с использованием сталей, для которых раскисления в ковше проводилось при помощи силикокальция (Ca-Si), и результаты были сравнены с литьем низкоуглеродистой стали, раскисленной кремнием, известной как марка М06. Результаты приведены в следующей таблице.
Различия в тепловых потоках для сталей марок М06 и Ca-Si
Хотя уровни содержания Mn и Si были близки к уровню их содержания в обычных марках, раскисленных кремнием, уровень содержания свободного кислорода в плавках Ca-Si был ниже, а оксидные включения содержали больше CaO. Тепловые потоки в плавках Ca-Si были ниже, несмотря на более низкую температуру плавления включений (см. таблицу 2).
Составы шлака при раскислении кальцием/кремнием
Уровни содержания свободного кислорода в марках Ca-Si были ниже, обычно 20-30 частей на миллион по сравнению с 40-50 частей на миллион для марок М06. Кислород является поверхностно-активным элементом, и, следовательно, предполагается, что снижение уровня содержания кислорода уменьшает смачивание между жидкой сталью и литейными валками и вызывает снижение интенсивности теплопередачи. Однако из Фиг.7 видно, что снижение содержания кислорода с 40 до 20 частей на миллион может оказаться не достаточным для повышения поверхностного натяжения до уровней, которые объясняют наблюдаемое уменьшение теплового потока.
Можно сделать вывод, что снижение содержания свободного кислорода и суммарного содержания кислорода в стали уменьшает объем включений и, таким образом, уменьшает количество оксидных включений для первоначального образования зародышей. Это может неблагоприятно повлиять на характер первоначального контакта между сталью и поверхностью валков. Погружные испытания показали, что для создания достаточного теплового потока при первоначальном затвердевании в верхней области литейной ванны или области мениска требуется плотность центров образования зародышей на единицу площади, равная приблизительно 120/мм2. Погружное испытание включает опускание охлажденной заготовки в ванну жидкой стали с такой скоростью, чтобы с высокой степенью приближения имитировать условия, созданные на литейных поверхностях двухвалковой литейной машины. Сталь затвердевает на охлажденной заготовке по мере ее перемещения через жидкую ванну, создавая слой затвердевшей стали на поверхности этой заготовки. Толщина этого слоя может быть измерена в различных точках по всей его площади, чтобы отобразить изменения скорости затвердевания и, следовательно, реальной интенсивности теплопередачи в различных местах. Таким образом, можно провести измерение итоговой скорости затвердевания, а также суммарного теплового потока. Кроме того, можно исследовать микроструктуру поверхности полосы, чтобы установить связь между изменениями в микроструктуре при затвердевании и изменениями наблюдаемых скоростей затвердевания и значений теплопередачи, и исследовать структуры, с которыми связано образование зародышей на охлажденной поверхности при первоначальном затвердевании. Устройство для проведения погружных испытаний более подробно описано в патенте США №5, 720, 336.
Взаимосвязь между содержанием кислорода в жидкой стали при первоначальном образовании зародышей и теплопередачей была исследована с использованием модели, описанной в Приложении 1. Эта модель предполагает, что все кислородные включения имеют сферическую форму и равномерно распределены в стали. Предполагается, что поверхностный слой имеет толщину 2 мкм, и что в процессе образования зародышей при первоначальном затвердевании стали могут участвовать только включения, находящиеся в этом поверхностном слое. Исходными данными для модели были суммарное содержание кислорода в стали, диаметр включений, толщина полосы, скорость литья и толщина поверхностного слоя. Выходными данными был процент включений от общего их количества в стали, требующийся для обеспечения необходимой плотности центров образования зародышей на единицу площади, равной 120/мм2.
Фиг.8 представляет собой график зависимости процентной доли оксидных включений в поверхностном слое, требующихся для участия в процессе образования зародышей, чтобы достичь необходимой плотности центров образования зародышей на единицу площади от степени чистоты стали, которая выражается суммарным содержанием кислорода, при этом предполагается, что толщина полосы составляет 1,6 мм, а скорость литья 80 м/мин. На этом графике видно, что при размере включений 2 мкм и суммарном содержании кислорода 200 частей на миллион для достижения необходимой плотности центров образования зародышей на единицу площади, равной 120/мм2, требуется 20% от общего количества кислородных включений, имеющихся в поверхностном слое. Однако при суммарном содержании кислорода 80 частей на миллион для достижения пороговой скорости образования зародышей требуется приблизительно 50% включений, а при суммарном содержании кислорода 40 частей на миллион для обеспечения необходимой плотности центров образования зародышей на единицу площади уровень содержания оксидных включений будет недостаточен. Соответственно при рафинировании стали путем раскисления в ковше содержанием кислорода в стали можно управлять, чтобы получить суммарное содержание кислорода в диапазоне 100-250 частей на миллион и в типичном случае - приблизительно 200 частей на миллион. Это приведет к тому, что слои двухмикронной толщины, примыкающие к литейным валкам при первоначальном затвердевании, будут содержать оксидные включения, имеющие плотность на единицу площади, по меньшей мере, 120/мм2. Эти включения будут присутствовать в поверхностных слоях окончательного затвердевшего полосового продукта и могут быть обнаружены при проведении соответствующего исследования, например при энергодисперсионной спектроскопии.
Пример осуществления изобретения
Входные данные
Выходные данные
Приложение 1
Список символов
w = ширина валка, м
t = толщина полосы, мм
ms = вес стали в ковше, тонн
сs = плотность стали, кг/м3
ρi = плотность включений, кг/м3
ρt = суммарное содержание кислорода в стали, частей на миллион
d = диаметр включений, м
vi = объем одного включения, м3
mi = масса включений, кг
Nt = суммарное количество включений
ts = толщина поверхностного слоя, мкм
Ns = суммарное количество включений, имеющихся в поверхностном слое (которые могут участвовать в процессе образования зародышей)
u = скорость литья, м/мин
Ls = длина полосы, м
As = площадь поверхности полосы, м2
Nreq = суммарное количество включений, требующихся для обеспечения необходимой плотности центров образования зародышей
NCt = необходимая плотность центров образования зародышей на единицу площади, число/мм2 (получено на основе погружных испытаний)
Nav = процент суммарных включений в жидкой стали у поверхности литейных валков, пригодных для процесса первоначального образования зародышей
Уравнения

Примечание: для стали, раскисленной Mn/Si, для создания 1 кг включений с составом 30% MnO, 40% SiO2 и 30% Al2O3 требуется 0,42 кг кислорода;
для стали, раскисленной Al (с введением Ca), для создания 1 кг включений с составом 50% Al2O3 и 50% CaO требуется 0,38 кг кислорода







С помощью Уравнения 1 вычисляется масса включений в стали.
С помощью Уравнения 2 вычисляется объем одного включения, при этом предполагается, что включения имеют сферическую форму.
С помощью Уравнения 3 вычисляется общее число включений, присутствующих в стали.
С помощью Уравнения 4 вычисляется общее число включений, присутствующих в поверхностном слое (как предполагается, составляет 2 мкм с каждой стороны). Отметим, что только эти включения могут участвовать в первоначальном образовании зародышей.
Уравнение 5 и Уравнение 6 используются для вычисления общей площади поверхности полосы.
С помощью Уравнения 7 вычисляется число включений, необходимых на поверхности для достижения необходимой скорости образования зародышей.
Уравнение 8 используется для вычисления процентной доли от общего числа включений, имеющихся на поверхности, которые должны участвовать в процессе образования зародышей. Отметим, что, если это число больше 100%, то количества включений на поверхности недостаточно для обеспечения необходимой скорости образования зародышей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЕ ИЗ СТАЛИ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ УКРУПНЕНИЯ АУСТЕНИТНЫХ ЗЕРЕН И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2421298C2 |
| ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2375145C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С КОНТРОЛИРУЕМЫМ СОДЕРЖАНИЕМ МАРГАНЦА И НИЗКИМ СОДЕРЖАНИЕМ КИСЛОРОДА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2464339C2 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2307002C2 |
| РАФИНИРОВАНИЕ СТАЛИ В КОВШЕ | 2002 |
|
RU2285052C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2294386C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2007 |
|
RU2418650C2 |
| ПРОДУКТ В ВИДЕ ТОНКОЙ ЛИТОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2532794C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2323063C2 |
Изобретение относится к литейному производству, в частности к непрерывному литью тонкой стальной полосы в двухвалковой литейной машине. Включения, образующиеся при затвердевании и раскислении находились в жидком состоянии при температуре первоначального затвердевания стали, и чтобы жидкая сталь в литейной ванне содержала кислород на уровне по меньшей мере 100 частей на миллион и содержание свободного кислорода от 30 до 50 частей на миллион, для получения металлических частиц с уровнями содержания оксидных включений, соответствующими суммарному содержанию кислорода в жидкой стали, чтобы стимулировать образование зародышей и создание высокого теплового потока во время первоначального затвердевания стали на поверхностях литейных валков. Тонкая стальная полоса, имеющая толщину менее 5 мм и состоящая из затвердевшей стали, содержащей затвердевшие оксидные включения, распределенные таким образом, что в поверхностных областях упомянутой полосы глубиной 2 микрона их плотность на единицу площади составляет, по меньшей мере, 120 включений/мм2. Изобретение позволяет получить сталь с высоким содержанием кислорода, распределенного в кислородных включениях. Сочетание высокого содержания кислорода в жидкой стали и небольшого времени нахождения жидкой стали в литейной ванне приводит к созданию тонкой стальной полосы с улучшенными пластическими свойствами. 3 н. и 16 з.п. ф-лы, 8 ил., 2 табл.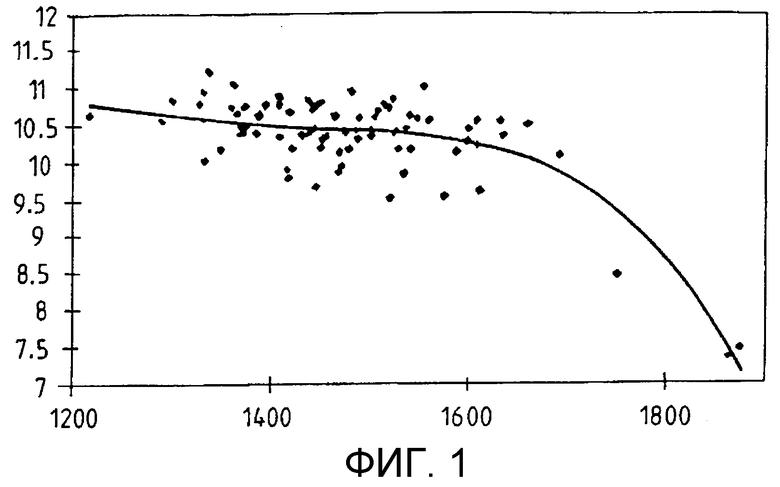
a) сборки пары охлаждаемых литейных валков с созданием зазора между ними и ограничивающих деталей, примыкающих к торцам упомянутого зазора;
b) подачу жидкой низкоуглеродистой стали, имеющей суммарное содержание кислорода, по меньшей мере, 100 частей на миллион, и содержание свободного кислорода в диапазоне 30-50 частей на миллион, между парой литейных валков для создания литейной ванны между упомянутыми валками;
c) вращения литейных валков в противоположных направлениях и затвердевания жидкой стали для создания металлических частиц на поверхности упомянутых валков, имеющих уровень содержания оксидных включений, соответствующий суммарному содержанию кислорода в жидкой стали для изготовления тонкой стальной полосы; и
d) изготовления затвердевшей тонкой стальной полосы в зазоре между литейными валками из упомянутых затвердевших частиц.
е) рафинирования жидкой стали в ковше перед созданием литейной ванны путем нагрева в ковше стали и шлакообразующего материала для получения жидкой стали, покрытой шлаком, содержащим оксиды кремния, марганца и кальция; перемешивания жидкой стали в ковше путем вдувания инертного газа, чтобы вызвать десульфурацию, с последующим введением кислорода для получения жидкой стали, имеющей суммарное содержание кислорода более 100 частей на миллион.
| US 5934359 A1, 10.08.1999 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 6106638 A1, 22.08.2000. | |||

