Предпосылки и сущность изобретения
Изобретение относится к литью металлической полосы посредством непрерывного литья на двухвалковой литейной машине.
В двухвалковой литейной машине расплавленный металл вводится между парой вращающихся в противоположном направлении литейных валков, которые охлаждаются так, что на движущихся поверхностях валков затвердевают корочки металла, которые приводятся в контакт в зазоре между валками. Термин «зазор» используется здесь для указания общего участка, на котором валки находятся ближе всего друг к другу. Расплавленный металл может быть залит из ковша в меньшую емкость или ряд емкостей, из которых он вытекает через расположенное над зазором подающее металл сопло, формируя литейную ванну расплавленного металла, поддерживаемую на литейных поверхностях валков непосредственно над зазором и простирающуюся вдоль длины литейных валков. Поскольку расплавленный металл, сформированный в виде соединяемых корочек, проходит через зазор между литейными валками, тонкая металлическая полоса отливается вниз из зазора.
Литейная ванна обычно ограничена боковыми пластинами или перегородками, удерживаемыми в скользящем контакте и прилегающими к торцевым поверхностям литейных валков так, чтобы ограничить два конца литейной ванны от перелива. Боковые перегородки на концах литейных валков предотвращают утечку расплавленного металла из литейной ванны и поддерживают желательную глубину в литейной ванне. Так как литейные валки вращаются, то боковые перегородки испытывают фрикционный износ, вызывающий образование дугообразных канавок в боковых перегородках вдоль периферийных поверхностей литейных валков. Для того чтобы компенсировать этот износ, боковые пороги являются подвижными, чтобы смещаться постепенно внутрь под действием прижимных сил, для того чтобы поддерживать уплотнение с литейными валками.
Срок службы боковой перегородки обычно ограничивался глубиной дугообразных канавок, которые могут образоваться без опасности появления затвердевших кусков настылей, образующихся и падающих через зазор между литейными валками и образующих дефекты, называемые "snake eggs" (скопление трещин) в литой ленте. Делались попытки увеличения срока эксплуатации боковых перегородок путем изготовления их вертикально движущимися, так они могут двигаться вверх. Таким образом, множество дугообразных канавок может образовываться в одной и той же боковой перегородке, таким образом, увеличивая срок службы боковой перегородки. Примеры этих прошлых предложений для увеличения срока службы боковых перегородок описаны в патенте США № 7066238 публикациях заявок на патент США №№ 2006/0054298 и 2010/0101752. Однако по-прежнему существует потребность в способе увеличения эксплуатационной долговечности боковых перегородок.
Во всяком случае, дугообразные канавки способствуют образованию затвердевших кусков настылей в расплавленном металле, что имеет тенденцию вызывать образование дефектов типа "snake egg" в литой ленте. Там, где боковые перегородки входят в соприкосновение с концами литейных валков, степень охлаждения металлических корочек на литейных валках выше, чем в центре валков. Затвердевшие куски настылей могут формироваться в затвердевшие корочки, прилегающие к боковым перегородкам в дугообразных канавках, и могут вести к дефектам типа "snake egg" в сформированной металлической полосе. Такие дефекты типа "snake eggs" могут вызывать не только дефекты в литой полосе, но могут также заставить разломаться или по-другому разрушиться непрерывную металлическую полосу во время формирования полосы. Таким образом, остается необходимость в двухвалковой литейной машине, а также в режиме ее работы, который уменьшает вероятность образования дефектов "snake eggs" путем подавления формирования дугообразных канавок в боковых перегородках, примыкающих к литейным валкам, с продлением эксплуатационной долговечности боковых перегородок.
Вышеприведенное описание не является описанием известного уровня техники.
Настоящее раскрытие относится к двухвалковой литейной машиной, содержащей:
пару вращающихся в противоположных направлениях литейных валков, имеющих литейные поверхности, латерально установленных для образования между ними зазора, сквозь который может отливаться тонкая литая полоса, и поддерживающих литейную ванну расплавленного металла на литейных поверхностях над зазором;
пару боковых перегородок, размещенных, чтобы входить в соприкосновение с концевыми частями литейных валков, прилегающих к зазору, чтобы латерально ограничивать упомянутую литейную ванну, и
опору боковой перегородки, прикладывающую прижимную силу к, по меньшей мере, одной из упомянутых боковых перегородок под восходящим углом от 15 до 45° относительно оси упомянутых литейных валков.
Опора боковой перегородки может быть обеспечена на каждой концевой части литейных валков с помощью приложения угловой прижимной силы к каждой боковой перегородке под восходящим углом от 15 до 45° относительно оси каждого из упомянутых литейных валков. В любом случае, во время работы упомянутая боковая перегородка изнашивается упомянутыми торцевыми поверхностями упомянутых литейных валков с образованием наклонной канавки на каждом боковом перегородке. Наклонная канавка может быть в виде V-образной дуговой канавки.
Опора бокового перегородки может включать в себя латеральный толкающий механизм, чтобы перемещать упомянутую боковую перегородку к упомянутым концевым поверхностям, и вертикальный толкающий механизм, чтобы регулировать высоту упомянутого латерального толкающего механизма. Латеральный толкающий механизм и вертикальный толкающий механизм могут быть приспособлены для работы в одно и то же время.
К тому же управляющее устройство управления может быть приспособлено управлять упомянутым вертикальным толкающим устройством и упомянутым латерально толкающим устройством для обеспечения целевого угла прижатия. Альтернативно, опора боковой перегородки может включать в себя наклонный толкающий механизм, приспособленный чтобы толкать упомянутую боковую перегородку к упомянутым торцевым поверхностям литейного валка под целевым углом прижатия. Угол прижатия может управляться динамически.
Также раскрывается способ управления двухвалковой литейной машиной, имеющей два латерально установленных литейных валка, образующих между ними зазор, и две боковые перегородки, установленные прилегающими к противоположным концевым частям литейных валков, чтобы дать возможность литейной ванне образоваться на литейных валках над зазором, причем способ включает следующие этапы:
обеспечения прижимного устройства для приложения прижимной силы к упомянутым боковым перегородкам внутрь по направлению к концевым частям упомянутых литейных валков под восходящим углом, и
приложения прижимной силы к упомянутым боковым перегородкам и формирование истертых наклонных канавок в боковых перегородках упомянутыми концевыми частями упомянутых литейных валков.
Способ управления двухвалковой литейной машиной может включать в себя обеспечение прижимного устройства для прикладывания прижимной силы для формирования наклонных канавок в виде ряда V-образных канавок с помощью этапов, определяющих целевую ширину для этапа и угол расхождения для V-образных канавок, и управление прижимным устройством для обеспечения угла прижатия, чтобы обеспечить упомянутую целевую толщину для этапа и упомянутый угол расхождения в боковых перегородках.
Способ может включать в себя латеральную силу, параллельную оси упомянутых литейных валков, и вертикальную силу, перпендикулярную упомянутой латеральной силе, чтобы получить результирующую прижимную силу под упомянутым углом прижатия.
Способ может включать в себя обеспечение управляющего устройства для определения упомянутого угла прижатия и связывания с упомянутым прижимным устройством для регулирования упомянутого угла прижатия. Прижимное устройство может быть наклонным прижимным устройством для обеспечения упомянутой прижимной силы под углом прижатия. Наклонное прижимное устройство может также включать в себя блок угловой регулировки для регулирования упомянутого угла прижатия.
Также упомянутое наклонное устройство прижатия может включать в себя устройство измерения смещения. Дополнительные этапы могут включать в себя передачу величины смещения от упомянутого устройства измерения смещения к управляющему устройству, определяющему целевой угол прижатия на основе упомянутой величины смещения и целевого угла расхождения, и передачу величины к упомянутому блоку регулировки для регулирования упомянутого наклонно прижимного устройства до упомянутого целевого угла прижатия. Упомянутый угол расхождения может быть или изменяющимся, или фиксированным.
Краткое описание чертежей
Фиг. 1 представляет собой вид сбоку системы двухвалковой литейной машины согласно одному варианту осуществления изобретения.
Фиг. 2 представляет собой концевой местный разрез системы двухвалковой литейной машины по фиг. 1, сделанный вдоль линии 2-2 на фиг. 1.
Фиг. 3 представляет собой увеличенный местный разрез боковых перегородок, сделанный вдоль линии 3-3 на фиг. 2.
Фиг. 4 представляет собой увеличенный частичный разрез боковых перегородок, сделанный вдоль линии 4-4 на фиг. 2.
Фиг. 5A представляет собой альтернативный вид разреза, сделанного вдоль линии 2-2 на фиг. 1.
Фиг. 5B представляет собой частичный разрез боковой перегородки и литейных валков, сделанный вдоль линии B-B на фиг. 5А.
Фиг. 6 представляет собой альтернативную компоновку в частичном разрезе по фиг. 5B, сделанном по линии B-B на фиг. 5А.
Фиг. 7 представляет собой вид сбоку системы двухвалковой литейной машины по фиг. 1 согласно альтернативной компоновке.
Фиг. 8 представляет собой вид сбоку системы двухвалковой литейной машины по фиг. 1 согласно альтернативной компоновке.
Фиг. 9A представляет собой вид сверху системы двухвалковой литейной машины известного уровня техники.
Фиг. 9B представляет собой вид сверху системы двухвалковой литейной машины известного уровня техники по фиг. 9A, показывающий характер износа боковой перегородки.
Подробное описание чертежей
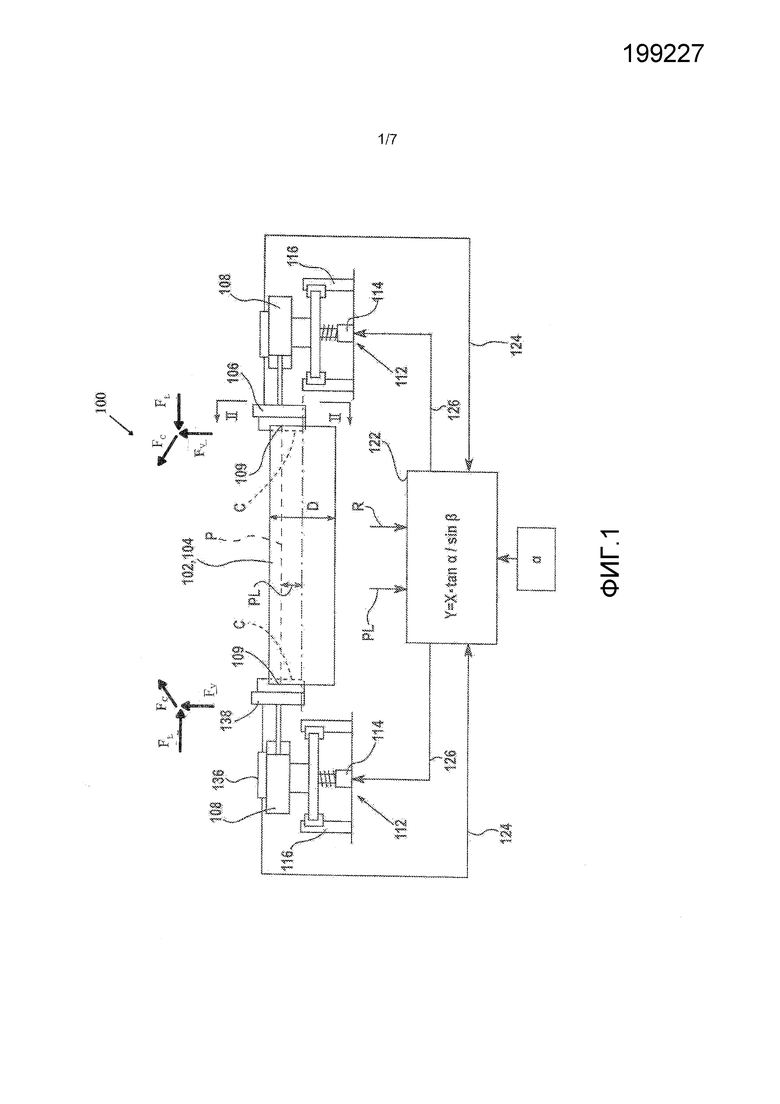
Система 100 двухвалковой литейной машины в целом показана на фигуре 1. Согласно иллюстрирующему варианту осуществления система 100 двухвалковой литейной машины включает в себя первые литейные валки 102 и вторые литейные валки 104, установленные латерально (сбоку) друг к другу, образующие зазор или промежуток G между ними. На противоположных концах литейных валков 102, 104 установлены боковые перегородки 106, таким образом, определяющие ванну P для получения и формирования литейной ванны P на литейных валках 102, 104 над зазором. Одно или более подающих сопел (не показано) устанавливают над литейными валками 102, 104 между боковыми перегородками 106 для подачи расплавленного металла в литейную ванну P во время литья с непрерывной подачей. Боковые перегородки 106 поджаты к литейным валкам 102, 104 вовнутрь смещающими силами для обеспечения герметичного уплотнения с целью предохранения расплавленного металла от утечки из литейной ванны P. Прижимные устройства 108 обеспечиваются для введения в соприкосновение боковых перегородок 106 и создания смещающей вовнутрь силы, направленной к литейным валкам 102, 104.
Во время литейной кампании первый литейный валок 102 и второй литейный валок 104 вращаются в противоположных направлениях относительно промежутка G, чтобы выдавать металлическую полосу 111, имеющую заданную толщину, соответствующую обычно ширине промежутка G, вниз из промежутка G. Литейные валки 102, 104 охлаждаются изнутри, так что в то время, как они вращаются через литейную ванну расплавленного металла P, образуются тонкие корочки затвердевшего металла на валках 102, 104. Боковые перегородки 106, как следствие прижатия к вращающимся литейным валкам 102, 104, будут испытывать постепенное изнашивание, дающее в результате вырезы, имеющие дуговидную форму, сформированные истиранием в боковых перегородках.
Согласно одному варианту осуществления, прижимные устройства 108, каждое, прикладывают латеральную силу FL (внутрь, в направлении осей литейных валков 102, 104). Направленная вверх вертикальная сила (перпендикулярная к латеральной FL) также прикладывается к боковым перегородкам 106. Вертикальная сила прикладывается вертикальными приводами 112, действующими на прижимные устройства 108. Направленная вверх вертикальная сила FV является суммарной (результирующей) силой, равной вертикальной силе, генерированной каждым вертикальным приводом, меньше силы, соответствующей поднятию прижимных устройств 108. Объединенная результирующая сила Fc заставляет каждую из боковых перегородок 106 двигаться внутрь и вверх, поскольку боковые перегородки истираются литейными валками 102, 104 с образованием дуговидных вырезов 109. В результате вырезы 109 дуговидной формы формируются обычно с V-образными канавками 110, как показано на фигурах 3 и 4, которые простираются и расходятся от боковых перегородок 106. Эти наклонные, т.е. расположенные под углом канавки 110 допускают увеличенное течение расплавленного металла через дуговидные промежутки С, подавляя формирование кусков настылей и делая возможным последовательное и эффективное литье металлической полосы во время литейной кампании.
Как показано на фигуре 1, прижимные устройства 108, каждое, могут иметь гидравлический цилиндр, который входит в соприкосновение с одной из боковых перегородок 106 и прикладывает латеральную силу FL, поджимает перегородку 106 внутрь по направлению к концам литейных валков 102, 104. Вертикальные приводы 112 обеспечивают вертикальную силу, которая передается как направленная вверх вертикальная сила Fv на боковых перегородках 106 посредством прижимных устройств 108.
Как показано на фигуре 1, каждый из этих вертикальных приводов 112 может включать в себя винтовой домкрат 114, который регулирует высоту прижимного устройства 108. Винтовой домкрат 114 может продвигать прижимное устройство 108 вверх вдоль направляющих 116, таких как салазки или похожие направляющие, как показано на фигуре 1.
Специалистам в области техники будет понятно, что латеральная FL и вертикальная Fv силы могут прикладываться независимо друг от друга. Однако, как показано, латеральная FL и вертикальная Fv силы объединяются для приложения результирующей прижимной силы Fc под восходящим углом γ к литейным валкам 102, 104. Величина и угол результирующей прижимной силы F варьируются и изменяются на основании величин латеральной FL и вертикальной Fv сил. Так как латеральной FL и вертикальной Fv силами можно управлять независимо (латеральной посредством прижимного устройства 108 и вертикальной посредством вертикального привода 112), угол и величина прижимной силы Fc могут динамически изменяться.
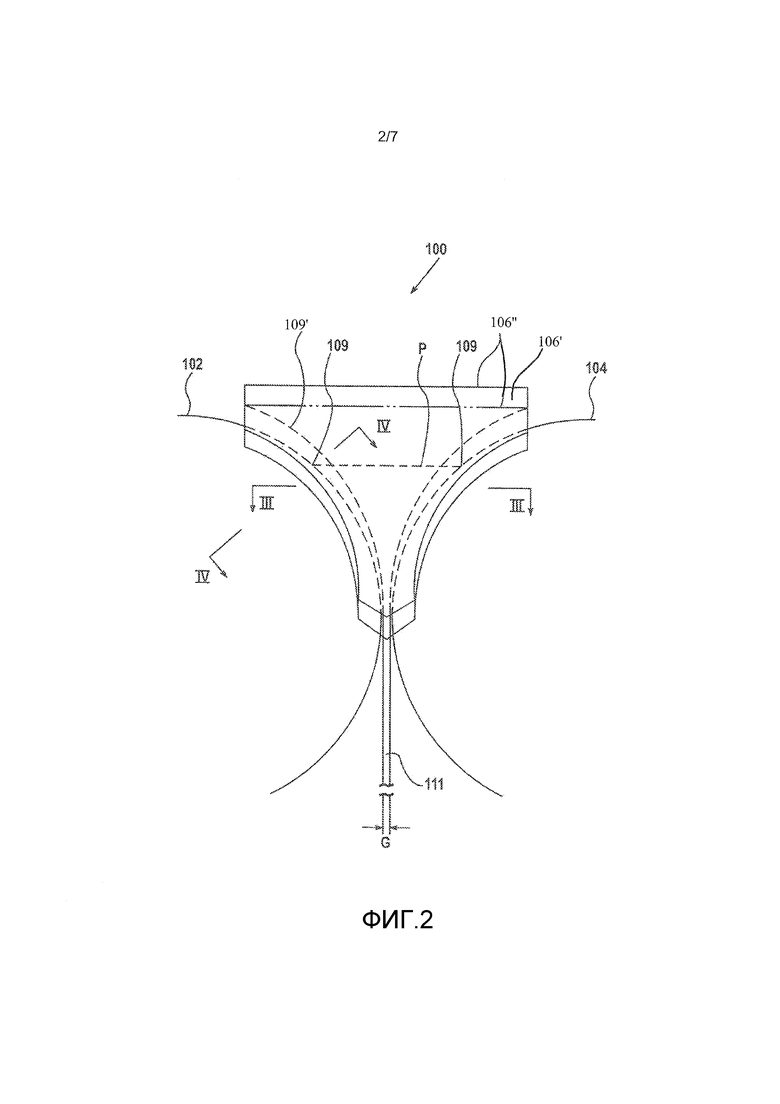
Фигура 2 показывает боковую проекцию, иллюстрирующую положение боковых перегородок 106 относительно литейных валков 102, 104. Двойные пунктирные линии на этой боковой проекции показывают первую позицию 106' верхних частей боковой перегородки 106, а сплошные линии показывают вторую позицию 106" верхних частей боковой перегородки 106 после того, как ее продвинули посредством одного из вертикальных приводов 112. Пунктирные линии иллюстрируют положение боковых перегородок 106, когда литейные валки 102, 104 входят в соприкосновение и начинают истирать боковые перегородки 106. Как будет понятно, поскольку боковые перегородки 106 истираются торцевыми поверхностями литейных валков 102, 104, то боковые перегородки 106 смещаются вверх, таким образом, отодвигая дуговидный вырез 109 от литейных валков 102, 104, как проиллюстрировано дуговидным вырезом 109', показанным на фигуре 2.
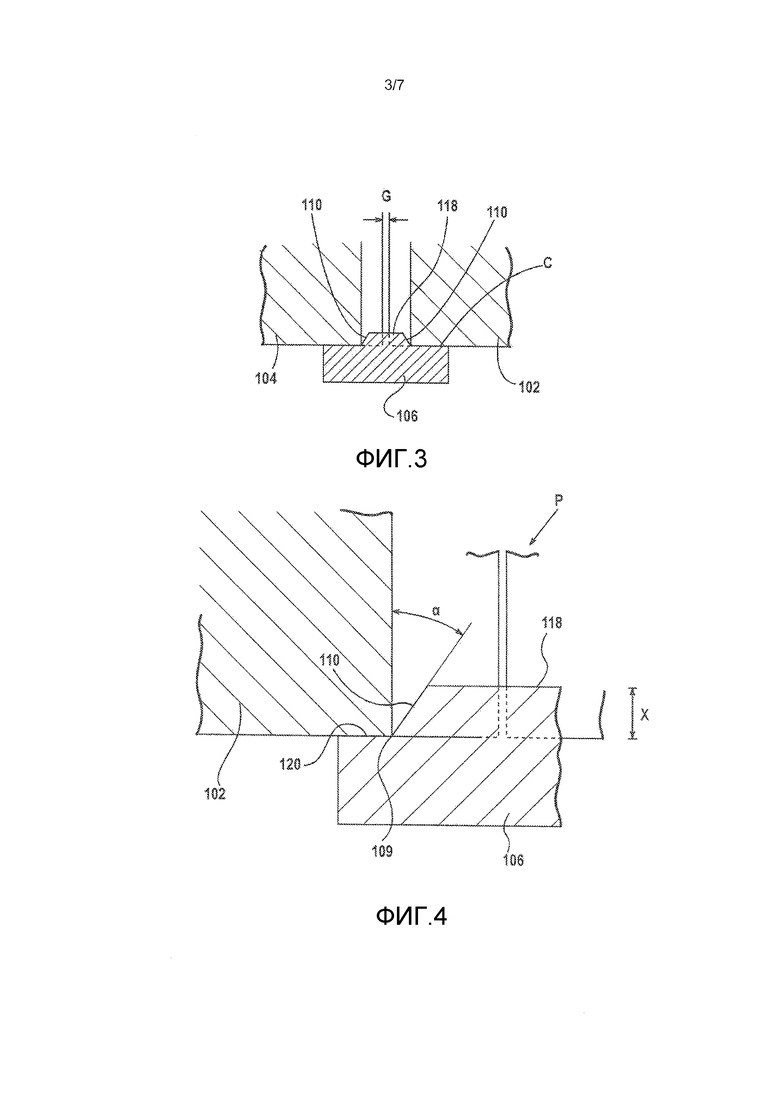
Фигура 3 иллюстрирует боковую проекцию одной из боковых перегородок 106, сделанную вдоль линии 3-3 на фигуре 2, и фигура 4 представляет собой боковую проекцию, сделанную вдоль линии 4-4 на фигуре 2. Согласно варианту осуществления, проиллюстрированному на этих фигурах, каждая из боковых перегородок 106 включает в себя неизношенную часть 118, которая простирается в пространство между литейными валками 102, 104, когда боковая перегородка 106 изнашивается с формированием дугообразных канавок 110. Так как боковые перегородки 106 регулируются независимо в вертикальном и горизонтальном направлении, эти канавки 110 будут V-образными, так как неизношенная часть 118 боковой перегородки 106 отодвигается внутрь и вверх от литейных валков 102, 104. Как показано на фигуре 4, V-образные канавки 110 будут проходить с углом расхождения α от литейного валка 102. Поэтому боковая перегородка 106 будет включать в себя истертую часть 120, неизношенную часть 118, а также наклонную часть, простирающуюся под 90°+α от истертой части 120 к неизношенной части 118. Угол расхождения и толщина Х этой наклонной части может определяться латеральной FL и вертикальной Fv силами, как здесь описано со ссылкой на фигуры 1 и 4-5. Альтернативно, угол расхождения α и толщина Х могут быть заданы, а латеральная FL и вертикальная Fv силы могут регулироваться для получения желательного угла расхождения α и толщины Х.
Согласно альтернативным вариантам осуществления угол расхождения α и толщина Х дуговидных канавок 110 могут варьироваться во время литейной кампании, заставляя канавки 110 иметь нелинейную V-форму или ступенчатую форму, или включать в себя один или более различных углов расхождения α и толщин Х во время различных сегментов литейной кампании, и могут быть вогнутыми, выгнутыми, ровными и неровными V-образными ступенями или какими-либо комбинациями из них.
На фигуре 1 обеспечивается управляющее устройство 122, которое рассчитывает величину подъема Y, которую должен обеспечить каждый из вертикальных приводов 112 для заданной толщины Х и угла расхождения α наклонной канавки, что задается формулой:
Y=X*tan(α)/sin(β).
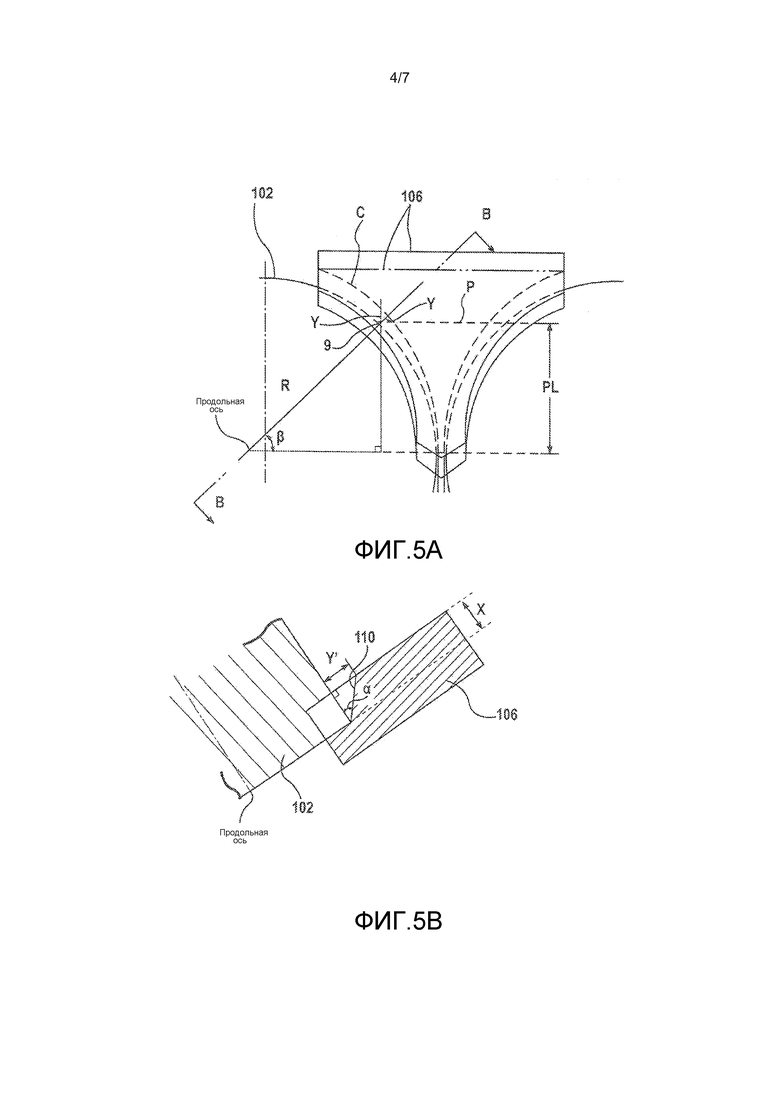
Как обсуждено выше, толщина Х и угол расхождения α обеспечиваются на основе желательной формы наклонных канавок 110 и могут изменяться со временем. Угол β основан на высоте литейной ванны P вдоль вертикального направления PL от центра литейного валка 102 (показано на фигуре 5 A) и радиусе R (также D/2) одного из литейных валков 102. Угол β задается формулой:
sin(β)=PL/R.
Поэтому, чтобы рассчитать величину подъема Y, обеспечиваемого каждым из вертикальных приводов 112, управляющее устройство 122 должно получить как входной сигнал желательный угол расхождения α, смещение Х прижимных устройств 108, высоту ванны PL и радиус R соответствующего из литейных валков 102. Эти величины используются для расчета желательного подъема Y, который будет давать в результате желательный угол расхождения α. Желательное смещение Х прижимных устройств 108 обеспечивается посредством входного сигнала 124 от прижимных устройств 108 к управляющему устройству 122. Управляющее устройство 122 тогда обрабатывает эту информацию и посылает командный сигнал 126 к вертикальным приводам 112, чтобы обеспечить подходящую величину подъема V, применяемую вертикальными приводами 112. В варианте осуществления, проиллюстрированном на фигуре 1, каждый из вертикальных приводов 112 может иметь винтовой домкрат 114, и поэтому управляющий сигнал 126 может быть электрическим импульсом, регулируемым во времени выходным сигналом, изменением в частоте или другим типом электрической связи для поднятия одной из боковых перегородок 106. Величина подъема этих боковых перегородок 106 регулируется так, что боковые перегородки обеспечивают желательный угол расхождения α, чтобы поддерживать согласованную регулировку температуры расплавленного металла в наклонной канавке 110 при исключении утечки расплавленного металла вследствие раскрыва литейной ванны P.
Фигура 5B показывает дугообразную наклонную канавку 110 более подробно, где связь между X, Y' и α иллюстрируется относительно литейных валков 102, 104 и боковых перегородок 106. Этот вид сделан вдоль линии B-B на фигуре 5А. Как показано, величина Y' является радиальным смещением наклонной канавки 110 и является перпендикулярной к латеральному смещению Х боковой перегородки 106.
Проверка величины перемещения V вверх для угла расхождения α от 10-70° проводилась и представлена в следующей таблице 1. В этой компоновке диаметр литейных валков 102, 104 составлял каждый 500 мм (радиус R равен 250 мм), износ (Х) боковых перегородок 106 составлял 10 мм, а самый высокий уровень подъема при предотвращении утечки составлял 15 мм (относительно высоты PL). Как будет понятно из следующей таблицы, при определенных углах расхождения (больше чем приблизительно 45°) величина перемещения V вверх является слишком высокой, чтобы предотвратить утечку расплавленного металла из ванны P. Поэтому эти углы расхождения были бы непригодными, учитывая предложенные ограничения.
Как показано, когда угол расхождения α был в пределах интервала 20-45°, то величина поступления металла и нагревания наклонных канавок, как было найдено, является высокой. К тому же, когда угол расхождения и перемещение вверх были около максимально разрешенного подъема, то течение расплавленного металла и нагревание в канавках 110 было такое, как необходимо. В этом примере тогда является желательным целевой угол расхождения α в 45°.
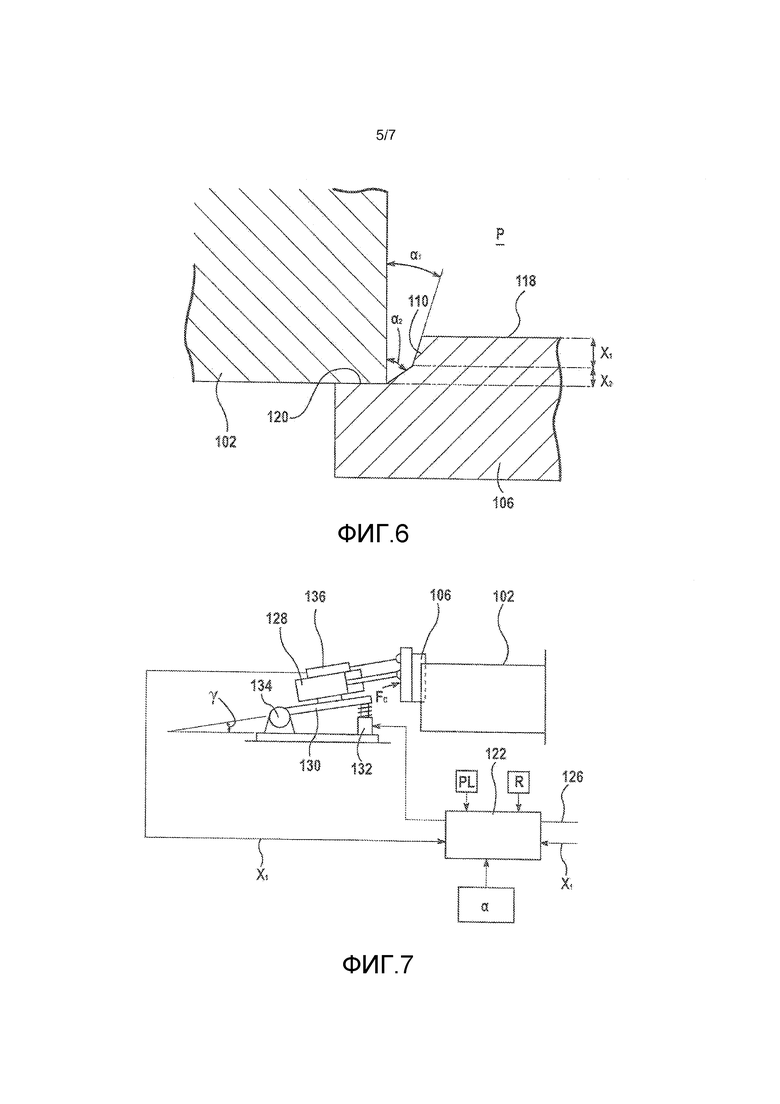
Альтернативный вариант осуществления изобретения иллюстрируется на фигуре 6. В этом варианте осуществления наклонная канавка 110 может составляться из первого α1 и второго α2 углов расхождения. Согласно этому варианту осуществления во время первой части литейной кампании первый угол расхождения α1 является целевым углом, предложенным управляющему устройству 122. Этот угол поддерживается для первого прижимного расстояния Х1. Второй угол α2 тогда обеспечивается во время второго сегмента литейной кампании для второго прижимного расстояния Х2. Согласно варианту осуществления, проиллюстрированному на фигуре 6, второй угол расхождения α2 меньше, чем первый угол расхождения α1, таким образом, формируя вогнутую наклонную канавку 110. Альтернативно, второй угол расхождения α2 может быть больше, чем первый угол расхождения α1, создавая выпуклую дугообразную наклонную канавку 110. К тому же, хотя иллюстрирующий вариант осуществления показывает первый α1 и второй α2 углы расхождения, устройство может быть сконструировано так, чтобы включать любое число углов, или упорядоченных или неупорядоченных ступеней, или может быть реализована плавная кривая, такая как часть от части окружности, парабола или подобное.
Фиг.7 иллюстрирует другой вариант осуществления системы 100 двухвалковой литейной машины. В этом варианте осуществления вместо прижимного устройства 108, обеспечивающего латеральную силу F, и вертикального привода 112, устанавливающего вертикальную силу Fv, обеспечивается устройство углового прижатия 128, чтобы непосредственно генерировать прижимную силу Fc. Это устройство углового прижатия 128 может обеспечивать прижимную силу F под заданным углом прижатия γ. Согласно варианту осуществления, иллюстрированному на фигуре 7, устройство углового прижатия 128 обеспечивают на передвижном столе 130, и механизм 132 регулирования углового перемещения, такой как винтовой домкрат или другой механизм плавной регулировки, может также обеспечиваться на одном конце передвижного стола 130. Другой конец передвижного стола 130 может быть обеспечен шарниром 134, так что угол прижатия γ регулируется посредством механизма 132 регулирования углового перемещения.
Как и в случае варианта осуществления, проиллюстрированного на фигуре 1, управляющее устройство 122 может также обеспечиваться для определения подходящего угла прижатия γ, чтобы дать желательный угол расхождения α для V-образной канавки 110 (смотри фигуру 4). Управляющее устройство 122 может получать, как входные сигналы, величину смещения X' устройства углового прижатия 128, предпочтительный угол расхождения α, высоту ванны PL, а также радиус R валка и выдавать к механизму 132 регулирования углового перемещения командный сигнал 126, указывающий величину смещения, необходимого для обеспечения подходящего угла прижатия.
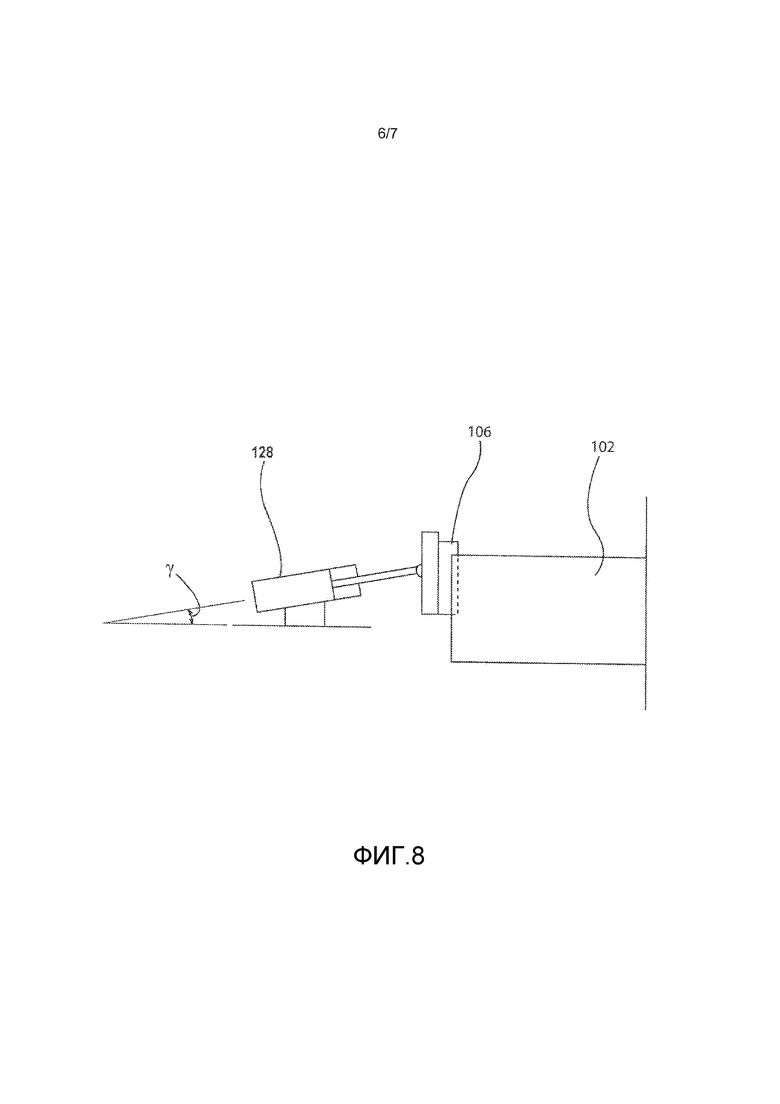
Еще другой вариант осуществления системы 100 двухвалковой литейной машины иллюстрируется на фигуре 8. В отличие от варианта осуществления, иллюстрированного на фигуре 7, вариант осуществления из фигуры 8 является фиксированным при желательном угле прижатия γ и не является регулируемым. К тому же не обеспечивается управляющее устройство 122 (фигура 7) для измерения, отслеживания или регулирования угла прижатия γ во время литейной кампании.
Согласно различным описанным выше вариантам осуществления, прижимное устройство 108 или устройство углового прижатия 128 могут быть пневматическими, гидравлическими, с приводом от ходового винта или другими типами поршней, имеющие шток и тело. Величина смещения прижимных устройств 108 и устройств углового прижатия 128 может быть задана величиной смещения штока. Альтернативно, может обеспечиваться отдельное устройство измерения смещения Х бокового перегородки 106 во время литейной кампании. К тому же согласно одному варианту осуществления поршни прижимных устройств 108 или устройств углового прижатия 128, каждый, могут быть надежно прикреплены к боковой перегородке 106 посредством фиксатора 138 или подобного устройства. Альтернативно, эти прижимные устройства 108 или устройства углового прижатия 128 могут непосредственно соединяться с боковой перегородкой 106.
Фигуры 9A и 9 B показывают вид сверху системы 200 двухвалковой литейной машины известного уровня техники, которая прикладывает латеральную силу FL к боковым перегородкам 106 без поднятия вверх или вертикальной силы Fv и обеспечивает небольшой промежуток 110, который не имеет подходящего угла расхождения α.
Это письменное описание использует примеры для раскрытия изобретения, включая лучший вариант осуществления изобретения, и также дает возможность специалистам в области техники осуществить на практике изобретение, включая изготовление и использование любых устройств или систем и осуществляя любые комбинированные способы. Объем охраны изобретения определен формулой изобретения и может включать в себя другие примеры, которые встречаются специалистам в области техники. Подразумевается, что такие примеры находятся в объеме формулы изобретения, если они имеют структурные элементы, которые не отличаются от дословного языка формулы изобретения, или они включают в себя эквивалентные структурные элементы с несущественными отличиями от дословного языка формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2007 |
|
RU2429103C2 |
| ОТЛИВКА ПОЛОСЫ | 2000 |
|
RU2245755C2 |
| ЛИТАЯ ЛЕНТА С НИЗКОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2451566C2 |
| ДВУХВАЛКОВАЯ ЛИТЕЙНАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2007 |
|
RU2422240C2 |
| ВЫЯВЛЕНИЕ И СОКРАЩЕНИЕ ДЕФЕКТОВ В ТОНКОЙ ЛИТОЙ ПОЛОСЕ | 2007 |
|
RU2489226C2 |
| ХРАНИЛИЩЕ ДЛЯ СЖИЖЕННОГО ГАЗА | 2020 |
|
RU2803083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ЛИТОЙ ПОЛОСЫ С ПОМОЩЬЮ ДВУХВАЛКОВОГО ЛИТЕЙНОГО АГРЕГАТА И АГРЕГАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2395365C2 |
| РАЗЛИВОЧНЫЙ СТАКАН | 2007 |
|
RU2559011C2 |
| РАЗЛИВОЧНЫЙ СТАКАН | 2007 |
|
RU2432226C2 |
| ФАСОННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С КАНАВКАМИ | 2009 |
|
RU2506152C2 |

Изобретение относится к металлургии. Двухвалковая литейная машина включает в себя пару литейных валков 102,104, размещенных параллельно друг другу с зазором между ними, и боковые перегородки 106, параллельные друг другу, формирующие ванну P между литейными валками и боковыми перегородками. Устройства 108 обеспечивают приложение прижимной силы к опоре боковой перегородки под углом 15-45о относительно оси литейных валков. Концевые части литейных валков формируют в боковых перегородках изношенные наклонные канавки, которые предотвращают формирование настылей. Обеспечивается повышение срока службы боковых перегородок. 2 н. и 16 з.п. ф-лы, 1 табл., 9 ил.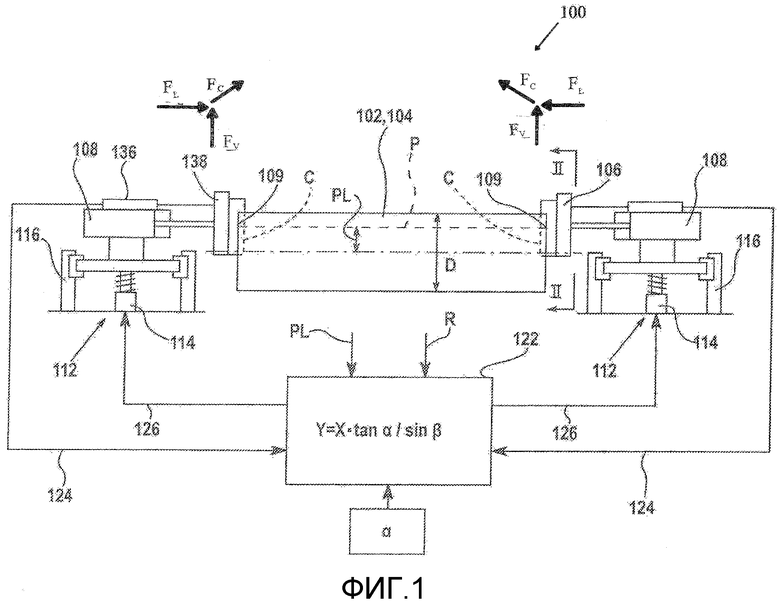
1. Двухвалковая литейная машина, содержащая:
пару вращающихся в противоположных направлениях литейных валков, имеющих литейные поверхности, расположенных латерально для образования между ними зазора, в котором может быть отлита тонкая литая полоса, и поддерживающих литейную ванну расплавленного металла на литейных поверхностях над зазором;
пару боковых перегородок, установленных для приведения в соприкосновение с концевыми частями литейных валков, примыкающими к зазору, чтобы латерально ограничить упомянутую литейную ванну; и
опору боковой перегородки, прикладывающую прижимную силу к по меньшей мере одной из упомянутых боковых перегородок под восходящим углом между 15° и 45° относительно оси упомянутых литейных валков.
2. Двухвалковая литейная машина по п. 1, в которой упомянутая боковая перегородка имеет наклонную канавку, сформированную при изнашивании боковой перегородки упомянутыми концевыми поверхностями литейных валков.
3. Двухвалковая литейная машина по п. 2, в которой наклонная канавка имеет форму V-образной дуговой канавки.
4. Двухвалковая литейная машина по п. 1, в которой упомянутая опора боковой перегородки включает в себя латерально толкающее устройство для толкания упомянутой боковой перегородки к упомянутым концевым поверхностям и вертикально толкающее устройство для регулирования высоты упомянутого латерального толкающего устройства, причем латерально толкающее устройство и вертикально толкающее устройство выполнены с возможностью работы в одно и то же время.
5. Двухвалковая литейная машина по п. 4, дополнительно включающая в себя управляющее устройство, выполненное с возможностью управления упомянутым вертикально толкающим устройством и упомянутым латерально толкающим устройством для обеспечения целевого угла прижатия.
6. Двухвалковая литейная машина по п. 1, в которой упомянутая опора боковой перегородки включает в себя наклонно толкающее устройство для смещения упомянутой боковой перегородки к упомянутым концевым поверхностям литейного валка под целевым углом прижатия.
7. Двухвалковая литейная машина по п. 6, в которой упомянутый угол прижатия управляется динамически.
8. Двухвалковая литейная машина по п. 1, в которой
опора боковой перегородки прикладывает угловую прижимную силу к каждой боковой перегородке под восходящим углом между 15° и 45° относительно оси упомянутых литейных валков.
9. Способ управления двухвалковой литейной машиной, имеющей два латерально установленных литейных валка, образующих зазор между ними, и две боковые перегородки, установленные прилегающими к концевым частям литейных валков для образования литейной ванны на литейных валках над зазором, причем способ включает этапы:
обеспечения прижимного устройства для приложения прижимной силы к упомянутым боковым перегородкам по направлению к концевой части упомянутых литейных валков под восходящим углом, приложения прижимной силы к упомянутым боковым перегородкам с формированием изношенных наклонных канавок в упомянутых боковых перегородках упомянутыми концевыми частями упомянутых литейных валков.
10. Способ по п. 9, в котором посредством прижимного устройства прикладывают прижимную силу для образования наклонных канавок в виде V-образных канавок посредством этапов:
определения целевой толщины для этапа и угла расхождения упомянутых V-образных канавок; и
управления прижимным устройством для обеспечения угла прижатия для обеспечения целевой толщины для этапа и угла расхождения в боковых перегородках.
11. Способ по п. 10, в котором упомянутое прижимное устройство обеспечивает латеральную силу, параллельную оси упомянутых литейных валков, и вертикальную силу, перпендикулярную к упомянутой латеральной силе, чтобы результирующая сила была равна упомянутой прижимной силе для обеспечения угла прижатия.
12. Способ по п. 11, который дополнительно включает этапы выполнения управляющего устройства для определения упомянутого угла прижатия и взаимодействия с упомянутым прижимным устройством для регулирования упомянутого угла прижатия.
13. Способ по п. 10, в котором упомянутое прижимное устройство включает в себя наклонно прижимное устройство, при этом наклонно прижимное устройство обеспечивает упомянутую прижимную силу под упомянутым углом прижатия.
14. Способ по п. 13, в котором упомянутое наклонно прижимное устройство включает в себя блок угловой регулировки, при этом блок угловой регулировки регулирует упомянутый угол прижатия.
15. Способ по п. 14, при этом упомянутое наклонно прижимное устройство включает в себя устройство измерения перемещения, при этом упомянутое устройство измерения перемещения измеряет величину перемещения.
16. Способ по п. 15, который включает дополнительные этапы передачи величины перемещения от устройства измерения перемещения к управляющему устройству, определяющему целевой угол прижатия на основе упомянутой величины смещения и целевого угла расхождения, и передачи величины к упомянутому блоку угловой регулировки, чтобы регулировать упомянутое наклонно прижимное устройство до упомянутого целевого угла прижатия.
17. Способ по п. 16, в котором упомянутый угол расхождения варьируется.
18. Способ по п. 16, в котором упомянутый угол расхождения фиксируется.
| US 6296046B1, 02.10.2001 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2003 |
|
RU2220814C1 |
| US 20100101752A1), 29.04.2010 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

