Перекрестная ссылка на связанную заявку
Данная заявка истребует приоритет и преимущество предварительной заявки на патент США №60/236,390, поданной 29 сентября 2000.
Область изобретения
Настоящее изобретение в общем относится к системам и способам обеспечения (предоставления) стальной полосы по заказу и, в частности, к системам и способам преобразования указанных клиентом требований к стальной полосе в рабочие параметры процесса для управления процессом непрерывного литья полосы, с использованием которого можно изготовить указанную клиентом стальную полосу.
Предпосылки создания изобретения
Обычный процесс, существующий в сталелитейной промышленности, выполнения заказа клиента на стальное изделие с конкретными механическими и размерными характеристиками является сложным и длительным и в типичном случае может потребовать для исполнения 10 или более недель. На Фиг.1, например, показана блок-схема, иллюстрирующая протекание одного из обычных способов 10, предназначенного для изготовления заказанной клиентом стальной полосы, где термин "полоса", в том виде как он здесь используется, подразумевает изделие толщиной 5 мм или менее.
Способ 10 начинается с этапа 12, где производитель стали принимает заказ клиента, в типичном случае указывающий механические и размерные требования к стальной полосе, а также ее требуемое количество. После этого на этапе 14 производитель стали определяет на основе заказа клиента конкретные требования к химическому составу стали, необходимые для достижения основных свойств изделия. Требования к химическому составу выбираются из имеющегося большого перечня способов получения определенных химических составов стали (который во многих случаях обращается к технологии литья слитков/горячей прокатки, но при этом химический состав является главным определяющим фактором свойств). После этого на этапе 16 производитель стали определяет параметры литья, соответствующие рабочим параметрам и/или переменным процесса литья стали, которые будут использоваться для изготовления стальных слябов из жидкой стали, приготовленной в соответствии с требованиями к химическому составу стали. На этапе 18 производитель стали определяет требования к последующей обработке слябов, вначале сосредотачивая свое внимание на достижении размерных требований клиента, таких как толщина и т.д., а затем прорабатывая дополнительные этапы последующей обработки, которые могут потребоваться для получения окончательных свойств изделия. Такие требования последующей обработки слябов могут включать в себя, например, любое из следующих требований по отдельности или в комбинации: (а) параметры повторного нагрева сляба, соответствующие рабочим параметрам печи в стане горячей прокатки и/или переменным устройства, выполняющего горячую прокатку полосы; (b) параметры горячей прокатки, соответствующие рабочим параметрам прокатного стана и/или переменным устройства, выполняющего горячую прокатку полосы; (с) параметры холодной прокатки, соответствующие рабочим параметрам травления и холодной прокатки и/или переменным устройства, выполняющего холодную прокатку; и (d) параметры термической обработки, соответствующие рабочим параметрам термической обработки и/или переменным устройства, выполняющего термическую обработку.
После этапа 18 выполнение способа 10 продолжается на этапе 20, где производитель стали изготавливает партию жидкой стали в соответствии с требованиями по химическому составу для указанного стального изделия и осуществляет литье стального изделия в слябовую заготовку в соответствии с параметрами литья, установленными на этапе 16. Часто клиентские заказы (которые могут составлять всего лишь 5 тонн) накапливаются до тех пор, пока их не будет достаточно для проведения одной плавки стали - в типичном случае от 100 до 300 тонн в зависимости от конструкции конкретной установки по производству стали. Это вносит дополнительную задержку во время выполнения конкретного клиентского заказа, увеличивая в результате общее время производства до срока, значительно превышающего 10 недель. Как бы то ни было, после этапа 20 выполнение способа 10 продолжается на этапе 22, где слябовая заготовка повторно нагревается и подвергается горячей прокатке в стане горячей прокатки в соответствии с параметрами повторного нагрева сляба и горячей прокатки, установленными на этапе 18, с целью изготовления стальной рулонной заготовки предварительно заданной толщины. После этого на этапе 24 производится травление и холодная прокатка рулонной заготовки в стане холодной прокатки в соответствии с некоторыми параметрами травления и холодной прокатки, установленными на этапе 18, с целью уменьшения толщины рулонной заготовки до толщины, указанной клиентом. И, наконец, на этапе 26 рулонную заготовку подвергают термической обработке в устройстве термической обработки в соответствии с некоторыми параметрами термической обработки, установленными на этапе 18, с целью отжига рулонной заготовки таким образом, чтобы она соответствовала требованиям клиентского заказа.
Обычная технология производства стальной полосы описанного только что типа делает необходимым производство множества различных марок стали (в типичном случае более 50), из которых сначала отливаются слябы и которые затем подвергаются горячей прокатке по сложным производственным схемам в станах горячей прокатки полос, в которых производятся изделия с толщинами всего лишь 1,5 мм и пределами текучести в диапазоне 300-450 МПа. Если клиенту необходим более тонкий материал или свойства, выходящие за этот диапазон, требуется последующая обработка, включающая в себя использование травильных агрегатов, станов холодного обжима и печей для отжига.
Основным недостатком только что описанного обычного процесса производства стальной полосы является продолжительный период времени, в типичном случае 10 или более недель, требующийся для изготовления стального изделия, удовлетворяющего условиям клиентского заказа. Таким образом, существует необходимость в усовершенствованном способе изготовления стальной полосы, который более чутко реагирует на потребности клиента посредством значительного сокращения времени, требующегося на изготовление указанного клиентом изделия в виде стальной полосы.
Сущность изобретения
Приведенные выше недостатки, характеризующие существующий уровень техники, устраняются настоящим изобретением. В соответствии с одним из аспектов настоящего изобретения способ управления процессом непрерывного литья полосовой стали для изготовления указанного клиентом стального изделия содержит прием заказа на стальное изделие, включающего в себя указанные клиентом требования, касающиеся упомянутого изделия; преобразование (отображение) упомянутых указанных клиентом требований в ряд параметров процесса для управления процессом непрерывного литья полосовой стали с целью изготовления упомянутого стального изделия; и отображение упомянутого ряда параметров процесса в отчете об изменениях процесса, предоставляемом оператору упомянутого процесса непрерывного литья полосовой стали.
В соответствии с другим аспектом настоящего изобретения способ управления процессом непрерывного литья полосовой стали для изготовления указанного клиентом стального изделия содержит прием заказа на стальное изделие, включающего в себя указанные клиентом требования, касающиеся упомянутого изделия; преобразование (отображение) упомянутых указанных клиентом требований в ряд параметров процесса для управления процессом непрерывного литья полосовой стали с целью изготовления упомянутого стального изделия; и управление упомянутым процессом непрерывного литья полосовой стали на основе упомянутых параметров процесса с целью изготовления упомянутого стального изделия.
В соответствии с еще одним аспектом настоящего изобретения способ управления процессом непрерывного литья полосовой стали для изготовления указанного клиентом стального изделия содержит управление процессом непрерывного литья полосовой стали на основе набора предварительно определенных параметров процесса для изготовления первого стального изделия; прием заказа на второе стальное изделие, включающего в себя указанные клиентом требования, касающиеся упомянутого второго стального изделия; преобразование (отображение) упомянутых указанных клиентом требований в набор новых параметров процесса для управления упомянутым процессом непрерывного литья полосовой стали с целью изготовления упомянутого второго стального изделия; и замену упомянутого набора предварительно определенных параметров процесса упомянутым набором новых параметров процесса без прерывания упомянутого процесса непрерывного литья полосовой стали таким образом, чтобы этот процесс непрерывного литья полосовой стали немедленно переключался с производства упомянутого первого стального изделия на производство упомянутого второго стального изделия.
В соответствии со следующим аспектом настоящего изобретения способ обеспечения (предоставления) указанной клиентом стальной полосы содержит обработку заказов на стальную полосу, отвечающую указанным клиентом требованиям, с получением схемы производства заказной стальной полосы в производственном цикле машины для непрерывного литья полосы, отливающей стальную полосу с единым химическим составом стали; функционирование машины для непрерывного литья полосы во время производственного цикла для изготовления литой полосы с единым химическим составом стали; охлаждение упомянутой полосы через температурный диапазон превращения аустенита в феррит; и избирательное управление параметрами процесса с целью изготовления полосы, отвечающей указанным клиентом требованиям.
Предпочтительно, данный способ содержит также поточную (т.е. одну технологическую) линию, входящую в горячую прокатку упомянутой литой полосы перед ее охлаждением через температурный диапазон превращения аустенита в феррит.
В каждом из приведенных выше способов, соответствующих настоящему изобретению, указанные клиентом требования могут включать в себя указанную марку стали и/или указанную толщину полосы, а параметры процесса, необходимые для изготовления указанного клиентом стального изделия, могут включать в себя любой из следующих параметров по отдельности или в комбинации: скорость литья в процессе непрерывного литья полосы, толщину стального изделия в состоянии после литья, процентное значение обжима (т.е. уменьшения толщины) стального изделия в горячем состоянии, скорость охлаждения стального изделия, температуру свертывания в рулон стального изделия, процентное значение обжима упомянутого стального изделия в холодном состоянии, тип цикла отжига и температуру отжига.
Одной из задач настоящего изобретения является создание усовершенствованного способа изготовления стальной полосы, соответствующей заказам клиентов.
Другой задачей настоящего изобретения является минимизация срока выполнения между приемом клиентского заказа на стальную полосу и реальным изготовлением этой стальной полосы.
Эти и другие задачи настоящего изобретения станут более очевидными из приведенного ниже описания предпочтительного варианта его реализации.
Краткое описание чертежей
Фиг.1 - блок-схема, иллюстрирующая обычный процесс изготовления стальной полосы.
Фиг.2 - схематичное изображение одного из предпочтительных вариантов реализации устройства для непрерывного литья стальной полосы в соответствии с настоящим изобретением.
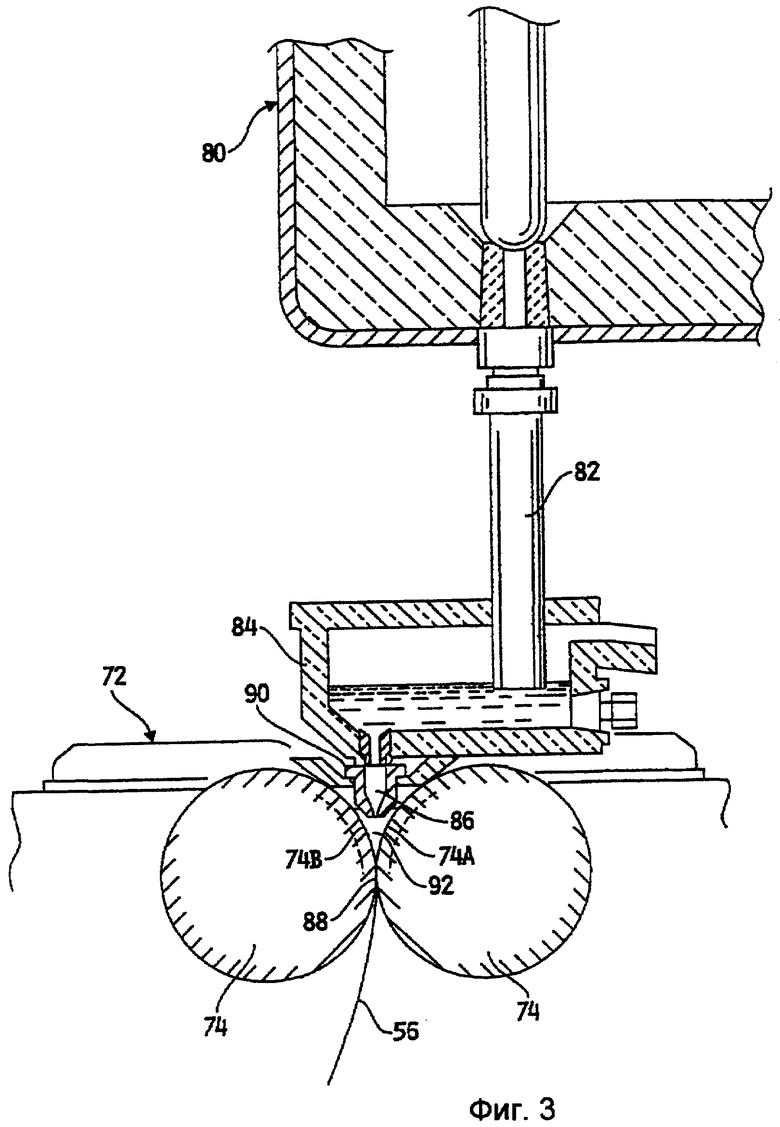
Фиг.3 - схематичное изображение, демонстрирующее некоторые детали двухвалковой машины для литья полосы, входящей в устройство, показанное на Фиг.1.
Фиг.4 - иллюстрация структурной схемы компьютерной системы общего назначения, используемой для преобразования указанных клиентом требований к стальной полосе в параметры процесса управления устройством непрерывного литья стальной полосы, показанным на Фиг.2 и 3.
Фиг.5 - блок-схема, иллюстрирующая один из предпочтительных вариантов выполнения процесса управления устройством непрерывного литья стальной полосы, показанным на Фиг.2 и 3, с использованием компьютерной системы общего назначения, показанной на Фиг.4.
Описание предпочтительного варианта реализации
Чтобы способствовать пониманию принципов данного изобретения, обратимся сейчас к предпочтительному варианту его реализации, изображенному на чертежах, и терминологии, которая будет использована для его описания. Тем не менее необходимо понимать, что при этом не подразумевается какое-либо ограничение объема изобретения, а предполагается, что такого рода изменения и последующие модификации изображенного варианта и такого рода дальнейшее применение принципов данного изобретения в том виде, как оно здесь проиллюстрировано, очевидны специалистам в данной области техники, для которых данное изобретение предлагается.
Настоящее изобретение основано на изготовлении стальной полосы в машине для непрерывного литья полосы. Заявители выполнили обширную исследовательскую и конструкторскую работу в области литья стальной полосы в машине для непрерывного литья двухвалкового типа. Если говорить в общем, непрерывное литье стальной полосы в двухвалковой литейной машине включает в себя введение жидкой стали между парой вращающихся в противоположные стороны горизонтальных литейных валков, которые изнутри охлаждаются водой, в результате чего слои металла затвердевают на поверхности движущихся валков и соединяются в зазоре между ними для создания затвердевшей полосы, поступающей в направлении вниз от зазора между упомянутыми валками, при этом термин "зазор" используется для обозначения общей области, в которой валки наиболее близко расположены друг от друга. Жидкий металл может разливаться из ковша в меньшую емкость (промежуточное разливочное устройство), из которой он поступает через разливочный стакан, расположенный выше упомянутого зазора таким образом, чтобы направлять этот металл в зазор между валками, в результате чего образуется литейная ванна жидкого металла, удерживаемая на литейных поверхностях валков непосредственно над зазором и простирающаяся по всей длине этого зазора. Эта литейная ванна обычно ограничивается боковыми пластинами или порогами, которые могут скользить по торцевым поверхностям валков, чтобы препятствовать вытеканию литейной ванны с двух боковых сторон, хотя для этих целей были предложены также и альтернативные средства, такие как электромагнитные барьеры. Литье стальной полосы в двухвалковых литейных машинах этого типа описано, например, в патентах США №№5184668; 5277243 и 5934359, которые этим упоминанием специально включены в данное описание.
Заявители определили, что существует возможность изготовления стальной полосы заданного состава, которая характеризуется широким диапазоном микроструктуры и, следовательно, широким диапазоном механических свойств, путем непрерывного литья данной полосы и далее выборочного изменения параметров последующей обработки. Например, на основании работ с использованием нелегированной углеродистой стали (включая нелегированную углеродистую сталь, раскисленную кремнием/марганцем) заявители определили, что, выбирая скорости охлаждения из диапазона от 0,1°С/сек до более 100°С/сек при прохождении через температурный диапазон превращения аустенита в феррит, можно изготовить стальную полосу, которая имеет предел текучести в диапазоне от 200 МПа до более 550 МПа. Одним из примеров гибкости процесса непрерывного литья полосы, который по этой причине был выбран заявителями, является то, что производственным циклом машины непрерывного литья полосы, отливающей стальную полосу заданного состава, можно управлять таким образом, что к литой полосе можно выборочно применять различные скорости охлаждения при прохождении через температурный диапазон превращения аустенита в феррит, в результате чего можно изготавливать полосу, имеющую по выбору любой набор из диапазона различных микроструктур и, следовательно, требуемые механические свойства.
Заявители в целом обнаружили, что путем выборочного изменения параметров последующей обработки полосы в процессе непрерывного литья полосовой стали, можно достичь значительной гибкости с точки зрения такого функционирования машины непрерывного литья полосы, которое соответствует требованиям производства (т.е. клиента). Это означает, что размещенные клиентами заказы на изготовление стальной полосы, имеющей заданные размерные характеристики и диапазон различных механических свойств, могут быть выполнены с использованием единой (неизменной) по химическому составу стали в едином производственном цикле. Кроме того, это означает, что регулировать производственный цикл можно во время его выполнения. Это было оценено заявителями как важное преимущество непрерывного литья полосы с точки зрения удовлетворения клиентских требований при срочных заказах.
Последующее описание предпочтительного варианта реализации настоящего изобретения приведено для непрерывного литья стальной полосы с использованием двухвалковой литейной машины. Настоящее изобретение, однако, не ограничивается использованием двухвалковых литейных машин и распространяется на другие типы машин для непрерывного литья полосы.
На Фиг.2 изображены устройство/способ 50 непрерывного литья полосовой стали в виде последовательных компонентов производственной линии, на которой стальная полоса может изготавливаться в соответствии с настоящим изобретением. На Фиг.2 и 3 изображена двухвалковая литейная машина, обозначенная в общем номером 54, которая производит литую стальную полосу 56, проходящую по маршруту 52 вдоль направляющего рольганга 58 к клети 60 тянущих валков, содержащей тянущие валки 60А. Непосредственно после выхода из клети 60 тянущих валков полоса проходит в стан (клеть) 62 горячей прокатки, который содержит пару обжимных валков 62А и пару опорных валков 62В и в котором она подвергается горячей прокатке для уменьшения толщины. Прокатанная полоса поступает на отводящий рольганг 64, на котором она может принудительно охлаждаться при помощи водяных сопел 66, и проходит через клеть 70 тянущих валков, содержащую пару тянущих валков 70А и 70В, а затем - в намоточное устройство 68.
Как показано на Фиг.3, двухвалковая литейная машина 54 содержит основную станину 72 машины, на которой установлена пара параллельных литейных валков 74, имеющих литейные поверхности 74А и 74В. Во время литья жидкий металл подается из ковша (не показан) в промежуточное разливочное устройство 80, потом через огнеупорную насадку 82 в распределитель 84, а затем через разливочный стакан 86 в зазор 88 между литейными валками 74. Жидкий металл, поданный таким образом в зазор 88, создает ванну 92 над этим зазором, и эта ванна ограничивается на торцах валков парой боковых закрывающих порогов или пластин 90, которые примыкают к торцевым поверхностям валков под действием пары домкратов (не показаны), содержащих блоки гидравлических цилиндров, соединенных с кронштейнами боковых пластин. Верхняя поверхность ванны 92 (обычно называемая уровнем "мениска") может подниматься выше нижнего конца разливочного стакана 86, в результате чего нижний конец разливочного стакана 86 погружается в эту ванну 92.
Литейные валки 74 являются водоохлаждаемыми, в результате чего слои металла затвердевают на движущихся поверхностях валков и соединяются друг с другом в зазоре 88 между валками для создания затвердевшей полосы 56, которая подается в направлении вниз из зазора 88 между валками 74. Двухвалковая литейная машина 54 может относиться к типу, приведенному и описанному достаточно подробно в патентах США №№5184668 и 5277243 или патенте США №5488988, которые этим упоминанием специально включены в данное описание.
В соответствии с настоящим изобретением клиентские заказы на стальную полосу вводятся в компьютерную систему общего назначения, такую как компьютерная система 150, показанная на Фиг.4, и обрабатываются таким образом, чтобы быть впоследствии более полно описанными с целью определения параметров процесса и/или переменных (т.е. заданных значений регулируемых в данном процессе величин) процесса для управления процессом непрерывного литья стальной полосы, например процесса 50 непрерывного литья стальной полосы, только что описанного с использованием Фиг.2 и 3, чтобы таким образом выполнить заказ клиента. Как показано на Фиг.4, компьютерная система 150 общего назначения содержит компьютер 152 общего назначения, который может представлять собой обычный настольный персональный компьютер (ПК), портативный компьютер или ноутбук, или другой известный компьютер общего назначения, имеющий такую конфигурацию, чтобы работать описанным ниже образом. Компьютерная система 150 содержит обычную клавиатуру 154, подключенную к компьютеру 152 для ввода в него информации, касающейся клиентского заказа, и может содержать любое устройство вывода информации или комбинацию таких устройств. Например, компьютер 152 может быть подключен к принтеру 156, при этом компьютер 152 может быть настроен таким образом, чтобы выводить на печать группу параметров процесса в виде отчета об изменениях процесса или аналогичного отчета, где в отчете об изменениях процесса указаны параметры и/или переменные процесса для управления процессом непрерывного литья стальной полосы (например, процесса 50 непрерывного литья стальной полосы, изображенного на Фиг.2 и 3) таким образом, чтобы изготовить заказанную клиентом стальную полосу. В одном из вариантов реализации настоящего изобретения оператор процесса непрерывного литья стальной полосы, например процесса 50, просматривает отчет об изменениях процесса и вручную вносит соответствующие изменения в процесс непрерывного литья стальной полосы для изготовления заказанной клиентом стальной полосы.
Компьютер 152 в качестве альтернативы или дополнительно может быть подключен к обычному монитору 158, при этом компьютер 152 может быть настроен таким образом, чтобы выводить на экран набор параметров процесса в виде отчета об изменениях процесса или аналогичного отчета, где в отчете об изменениях процесса указаны параметры и/или переменные процесса для управления процессом непрерывного литья стальной полосы (например, процесса 50 непрерывного литья стальной полосы, изображенного на Фиг.2 и 3) таким образом, чтобы изготовить заказанную клиентом стальную полосу. Оператор процесса непрерывного литья стальной полосы, например процесса 50, может просмотреть отчет об изменениях процесса, выведенный на монитор 158, в дополнение к напечатанному отчету или вместо него и вручную внести соответствующие изменения в процесс непрерывного литья стальной полосы для изготовления заказанной клиентом стальной полосы.
Компьютер 152 также электрически подключен к обычному устройству 160 чтения/записи носителя информации, где компьютер 152 настроен таким образом, чтобы сохранять информацию при помощи устройства 160 чтения/записи или извлекать информацию при помощи этого устройства известным образом. В одном из вариантов реализации настоящего изобретения компьютер 152 настроен таким образом, чтобы сохранять (загружать) набор параметров процесса в виде отчета об изменениях процесса или аналогичного отчета на носителе 162 информации при помощи устройства 160 чтения/записи, где в отчете об изменениях процесса указаны параметры и/или переменные процесса для управления процессом непрерывного литья стальной полосы (например, процессом 50 непрерывного литья стальной полосы, изображенным на Фиг.2 и 3) таким образом, чтобы изготовить заказанную клиентом стальную полосу. Оператор процесса непрерывного литья стальной полосы, например процесса 50, может затем обратиться к содержимому носителя информации с использованием обычных технологий, чтобы просмотреть отчет об изменениях процесса и вручную внести соответствующие изменения в процесс непрерывного литья стальной полосы, чтобы таким образом изготовить заказанную клиентом стальную полосу. Устройство 160 чтения/записи носителя информации и носитель 162 информации могут быть реализованы в виде любой известной комбинации устройства чтения/записи носителя информации и носителя информации. Примеры включают в себя устройство 160 чтения/записи магнитного диска и магнитную дискету 162, устройство 160 чтения/записи CD-ROM диска и CD-ROM диск 162 и т.п., но не ограничиваются вышеперечисленным.
В альтернативном варианте реализации настоящего изобретения процесс непрерывного литья стальной полосы, например процесс 50 непрерывного литья стальной полосы, изображенный на Фиг.2 и 3, представляет собой процесс, управляемый компьютером, и в этом случае компьютерная система 150 может иметь такую конфигурацию, чтобы предоставлять отчет об изменениях процесса непосредственно (в электронном виде) процессу 50 через соответствующую линию 164 связи, как условно показано на Фиг.4. В качестве еще одной альтернативы компьютер 152 в подобном варианте реализации настоящего изобретения может иметь такую конфигурацию, чтобы сохранять (загружать) отчет об изменениях процесса на носителе 162 информации, при этом оператор устанавливает носитель 162 информации, содержащий отчет об изменениях процесса, в устройство чтения/записи (не показано), аналогичное устройству 160 чтения/записи носителя информации, входящее в состав оборудования процесса 50, что показано на Фиг.4 пунктирной линией 166. В любом случае процесс непрерывного литья стальной полосы, например процесс 50, реагирует на отчет об изменениях процесса, чтобы автоматически произвести соответствующие изменения процесса и/или изменения переменных устройства. Однако необходимо понимать, что, несмотря на то, каким образом осуществлены изменения самого процесса и/или переменных, влияющие на процесс непрерывного литья стальной полосы, устройство, реализующее процесс литья полосы, реагирует на такие изменения для немедленного перехода от изготовления стальной полосы, производимой в настоящий момент, к изготовлению стальной полосы в соответствии с новой информацией о параметрах процесса/переменных процесса.
На Фиг.5 изображена блок-схема, иллюстрирующая один из предпочтительных вариантов способа 200 управления процессом непрерывного литья стальной полосы, таким как процесс 50, изображенный на Фиг.2 и 3 и описанный с их использованием, с целью изготовления указанного клиентом стального изделия. Способ 200 начинается на начальном этапе 202 приема клиентского заказа на стальную полосу, имеющую указанные механические свойства или характеристики ее как изделия. В одном из вариантов характеристики изделия включают в себя требуемую марку стали, требуемую толщину полосы и общее количество полосы, хотя настоящее изобретение предполагает запрос дополнительной или альтернативной информации, касающейся заказанного клиентом изделия. После этого на этапе 204 характеристики изделия вводятся в компьютер 152 соответствующим образом по любой известной технологии. Например, оператор может ввести информацию в компьютер 152 с клавиатуры 154 или, если информация предоставляется клиентом на носителе информации, например дискете, оператор может просто загрузить информацию в компьютер при помощи устройства 160 чтения/записи носителя информации. В ином случае настоящее изобретение предполагает ввод характеристик изделия в компьютер 152 в соответствии с другими известными технологиями, подробно не раскрытыми на прилагаемых чертежах, где подобные технологии могут включать в себя передачу характеристик изделия по модемной линии между компьютером 152 и компьютером клиента, передачу характеристик изделия через Интернет-соединение или тому подобное, но не ограничиваются вышеперечисленным.
В любом случае выполнение способа 200 после этапа 204 продолжается на этапе 206, где компьютер 152 используется для вычисления параметров процесса и/или переменных процесса для управления процессом непрерывного литья стальной полосы (например, процессом 50) таким образом, чтобы изготовить заказанное клиентом стальное изделие на основе характеристик изделия, введенных в компьютер 152 на этапе 204. В соответствии с настоящим изобретением компьютер 152 программируется с использованием одного или более наборов правил, касающихся характеристик изделия, введенных в компьютер 152 на этапе 204, чтобы получить набор параметров процесса/переменных для управления процессом непрерывного литья стальной полосы таким образом, чтобы изготовить заказанное клиентом стальное изделие. Один или большее количество наборов правил могут быть реализованы в виде любого из следующих объектов по отдельности или в любой их комбинации: одна или большее количество таблиц, один или большее количество графиков, одно или большее количество уравнений и т.п. Пример одного иллюстративного набора правил приведен ниже в Таблицах I, II и III.
В Таблице I подробно показан набор правил, преобразующих характеристики, касающиеся стальных изделий, которые могут быть заказаны любым клиентом, в параметры/переменные обработки горячекатаного полосового изделия для приведенного и описанного здесь процесса 50 непрерывного литья стальной полосы.
Приведенные в Таблице I сертифицированные Американским обществом по испытанию материалов (ASTM, American Society of Testing Materials) марки стали для горячекатаных полосовых изделий имеют следующие значения предела текучести и относительного удлинения в процентах:
а индикаторы Н, С и В уровня остаточных примесей определены соотношениями: Низкий (Н)<0,35%, Средний (С)=0,8% и Высокий (В)=1,2%.
ЗАКАЗ КЛИЕНТА
(°С/сек)
Основной набор правил для горячекатаных полосовых изделий, использованный для генерации значений Таблицы I, обобщен в приведенной ниже Таблице II, где термин "химический состав" обозначает уровень остаточных примесей в стальном изделии и где уровни Низкий, Средний и Высокий являются такими, как указано выше.
На основе данных, полученных при проведении реальных циклов, было определено, что 1,2% остаточных примесей привели в результате к увеличению предела текучести на приблизительно 120 МПа и поэтому предполагается, что увеличение содержания остаточных примесей на 0,1% приводит к соответствующему увеличению предела текучести на 10 МПа.
Из Таблицы I должно стать очевидным, что параметры процесса, требующиеся для изготовления указанного клиентом горячекатаного полосового изделия из стали, могут включать в себя любой из следующих параметров по отдельности или в комбинации: скорость литья в процессе непрерывного литья полосы, толщину стального изделия в состоянии после литья, процентное значение обжима (уменьшения толщины) стального изделия в горячем состоянии, скорость охлаждения стального изделия и температуру его свертывания в рулон.
В Таблице III подробно показан набор правил, преобразующих характеристики, касающиеся стальных изделий, которые могут быть заказаны любым клиентом, в параметры/переменные обработки холоднокатаного изделия для приведенного и описанного здесь процесса 50 непрерывного литья стальной полосы. Приведенные в Таблице III сертифицированные Американским обществом по испытанию материалов (ASTM) марки стали для холоднокатаных изделий имеют следующие значения предела текучести и относительного удлинения в процентах:
** предпочтительна горячекатаная полоса меньшей толщины, так как меньший холодный обжим обеспечит лучшее относительное удлинение.
*** предпочтительна горячекатаная полоса большей толщины, чтобы получить более высокий предел текучести с хорошим относительным удлинением после отжига.
Общий набор правил для холоднокатаного материала, использованный для генерации Таблицы III, является следующим:
(i) необходим холодный обжим более 35-40%, чтобы получить Марку 80,
(ii) для проведения непрерывного отжига необходим холодный обжим в по меньшей мере 50% и
(iii) для проведения отжига партии необходим холодный обжим в по меньшей мере 40%.
Из Таблицы III должно стать очевидным, что параметры процесса, требующиеся для изготовления указанного клиентом холоднокатаного стального изделия, могут включать в себя любой из параметров процесса изготовления горячекатаных полосовых изделий и дополнительно любой из следующих параметров по отдельности или в комбинации: процентное значение холодного обжима (обжима в холодном состоянии), тип отжига, например отжиг партии или отжиг партии/непрерывный отжиг, и температуру отжига.
Если снова обратиться к Фиг.5, то после этапа 206 выполнение способа 200 продолжается на этапе 208, где компьютер 152, по одному из вариантов реализации настоящего изобретения, можно использовать для отображения параметров процесса в отчете об изменениях процесса оператору процесса непрерывного литья полосы. Очевидно, что этап 208 в типичном случае включается в способ 200 только тогда, когда компьютер 152 не может автоматически управлять процессом 50 непрерывного литья стальной полосы, как описано выше; в противном случае этот этап может быть исключен из способа 200. Если этот этап включен в способ 200, то компьютер 152 может быть настроен таким образом, чтобы отображать отчет об изменениях процесса при помощи одного или более устройств вывода информации, описанных выше применительно к Фиг.4. В этом варианте этапы способа 200, выполняемые компьютером 152, заключены в прямоугольник 210, выполненный пунктирной линией. Кроме того, как описано выше, настоящее изобретение предполагает варианты, где компьютер 152 может принимать клиентский заказ в электронном виде, и в случае таких вариантов прямоугольник 210, выполненный пунктирной линией, может включать в себя этап 202.
После этапа 208 выполнение способа 200 продолжается на этапе 212, где процессом непрерывного литья полосы (например, процессом 50 непрерывного литья полосы, изображенным и описанным с использованием Фиг.2 и 3) управляют в зависимости от параметров процесса, вычисленных (полученных) на этапе 206, чтобы таким образом изготовить указанное клиентом стальное изделие. В вариантах процесса, включающих в себя этап 208, этап 212 в общем случае не выполняется компьютером 152, а вместо этого осуществляется оператором процесса непрерывного литья стальной полосы. В таких вариантах оператор выполняет этап 212 путем ввода вручную параметров/переменных процесса, указанных в отчете об изменениях процесса. В вариантах, где компьютер 152 настроен таким образом, чтобы предоставлять параметры/переменные непосредственно (в электронном виде) процессу непрерывного литья стальной полосы, этап 208 может быть исключен, и после этапа 206 можно переходить непосредственно к этапу 212. В таких вариантах компьютер 152 может быть настроен таким образом, чтобы автоматически вводить параметры/переменные процесса, вычисленные (полученные) на этапе 206, в процесс непрерывного литья стальной полосы, и в этих случаях прямоугольник 210, выполненный пунктирной линией, включает в себя этап 212.
В соответствии с настоящим изобретением компьютерная система 150 может преобразовывать указанные клиентом характеристики изделия в схему производственного цикла для стали выбранного состава. В типичном случае схема производственного цикла для заданного химического состава стали может существовать в течение, по меньшей мере, нескольких дней, во время которых стальная полоса непрерывно отливается двухвалковой литейной машиной 54. В зависимости от числа заказов и заказанных количеств весь производственный цикл может быть связан с изготовлением стальной полосы, имеющей один конкретный набор механических свойств или может быть предназначен для изготовления стальной полосы с выбранными механическими свойствами, меняющимися по длине этой полосы.
В схеме производственного цикла учитывают такие параметры, как скорость литья, температурный диапазон горячей прокатки, степень горячего обжима и скорости охлаждения через температурный диапазон превращения аустенита в феррит (в типичном случае от 900 до 550°С), для получения окончательной микроструктуры литой полосы, которая обеспечивает требуемые механические свойства и закладывает возможности последующей обработки, связанные с изменением скоростей охлаждения полосы.
При регулировании скорости охлаждения в диапазоне от 0,1°С/сек до более 100°С/сек можно изготовить отливку, имеющую микроструктуры, включающие в себя:
(i) в основном полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения, таких как игольчатый феррит, феррит, ориентированный по Видманштетту, и бейнит; и
(iii) в основном продукты низкотемпературного превращения.
В случае нелегированных углеродистых сталей такой диапазон микроструктур может обеспечить пределы текучести в диапазоне от 200 МПа до более 700 МПа. После того как определена схема производственного цикла, двухвалковая литейная машина 54 может функционировать (работать) для изготовления литой полосы в соответствии с этой схемой производства, и эта полоса может поставляться клиентам по требованию.
Одной выгодной особенностью способа согласно настоящему изобретению является то, что имеется возможность регулировать схему производственного цикла в процессе выполнения этого цикла, чтобы срочным образом перейти к производству заказанной полосы с требуемыми механическими свойствами. Таким образом, в способе, предлагаемом настоящим изобретением, единый химический состав стали используется для получения широкого диапазона механических свойств, в результате чего более нет необходимости задерживать выполнение клиентских заказов до укомплектования плавки/партии; литье полосы с одновременным управлением температурой прокатки, степенью горячего обжима и скоростью охлаждения конечного изделия может обеспечить одновременное получение указанных клиентом размерных характеристик и требуемых механических свойств в пределах одной производственной линии, в типичном случае имеющей протяженность менее 70 метров; свойства можно менять в реальном времени путем модификации соответствующих переменных в ключевых контурах управления процессом в центральном управляющем компьютере, в результате чего время, проходящее от приема клиентского заказа до поставки изделия, может занимать менее 8 часов, в противоположность обычному процессу производства стали, продолжительность которого составляет от 14 до 30 дней; очень короткий период времени от заказа до доставки позволяет реализовать концепцию "виртуального склада" посредством применения электронной коммерции.
Хотя данное изобретение приведено и подробно рассмотрено с использованием вышеприведенных чертежей и описания, они должны рассматриваться как иллюстративные и имеющие неограничивающий характер, соответственно необходимо понимать, что показаны и описаны только предпочтительные варианты реализации этого изобретения и что под защиту подпадают все изменения и модификации, не выходящие за пределы сущности изобретения.



Изобретение относится к металлургии и касается способа управления процессом непрерывного литья стальной полосы на основе указанных клиентом требований. В компьютер вводят характеристики стального изделия, заказанного клиентом. Характеристики изделия автоматически преобразовываются в параметры/переменные процесса. Компьютер подает эти параметры/переменные процесса непосредственно в процесс литья полосы для автоматического управления этим процессом при изготовлении заказанного клиентом стального изделия. Без прерывания процесса непрерывного литья осуществляют прием заказа клиента на второе изделие, характеристики которого преобразуются в новые параметры/переменные процесса литья. Первые параметры заменяют новыми и осуществляют управление процессом для изготовления второго стального изделия. Изобретение обеспечивает существенное сокращение времени между клиентским запросом на стальное изделие и его доставкой по сравнению с обычными процессами производства стали. 5 н. и 46 з.п. ф-лы, 5 ил., 3 табл.
| DE 19832762 А1, 27.01.2000 | |||
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| US 5727127 A, 10.03.1998 | |||
| US 6085183 A, 04.07.2000. | |||

