Изобретение относится к химической промышленности, а именно к оборудованию для производства твердофазных композиционных материалов на основе сложных оксидов, обладающих специфическими электрическими, магнитными, оптическими, термическими и другими свойствами, и может быть использовано, в частности, при получении современных электродных материалов для вторичных литий-ионных источников тока.
Область техники.
Масштабные исследования, проведенные национальной ассоциацией производителей источников тока «Русбат», содержат неутешительные выводы: рынка современных электродных материалов для производства химических источников тока (ХИТ), а также самих ХИТ в России практически не существует [Аналитическая записка «Состояние и перспективы развития производства химических источников тока в России», М., 2007, с.15, 28, 35; Интернет-ресурс: http://www.msbat.com/memorandum_2007.pdf]. Это касается и литий-ионных аккумуляторов - наиболее бурно развивающегося класса источников тока для мобильных телефонов, портативной электроники, электротранспорта. Многочисленные разработки современных электродных материалов останавливаются на этапе экспериментальных исследований, завершающихся в лучшем случае производством небольших опытных партий [п. РФ №2402114, МПК10 Н01М 4/52, МПК6 Н01М 4/60 «Наноразмерный композиционный материал, содержащий модифицированный наноразмерный фосфат лития-железа и углерод» заявл. 18.08.2009, опубл. 20.10.2010; п. РФ №2273603, МПК6 C01G 23/00, C01G 25/00 «Способ получения порошков титаната или цирконата двухвалентного металла и твердого раствора на их основе», заявл. 28.07.2004, опубл. 10.04.2006; п. РФ №2232213 МПК7 С30В 28/02, С30В 29/22, С04В 35/0 «Способ получения сложной композиционной системы»; Синелыцикова О.Ю. «Механизм и кинетика твердофазных процессов при синтезе титанатов типа голландита, рамсделлита, Ba2Ti9O20 BaTi4O9» Автореферат диссертации на соискание ученой степени кандидата химических наук по специальности 02.00.04 - физическая химия, Санкт-Петербург, 2010].
В настоящее время при разработке методов синтеза новых твердофазных композиционных материалов особое внимание уделяется наиболее эффективным и экологически чистым "сухим" технологиям синтеза, не требующим растворителей для проведения химических реакций.
Из всего многообразия методов их получения наибольшее распространение получил так называемый керамический синтез. [Ю.Д. Третьяков. Твердофазные реакции. М., «Химия», 1978, 360 стр.; М.Л. Летюк, Г.И. Журавлев «Химия и технология ферритов» Л., «Химия», 1983, с.6-10, 20-23, 86-87, 202; Третьяков Ю.Д. «Введение в химию твердофазных материалов»: учебное пособие, М., «Наука», 2006, с.301-350].
Схематично технологическую линию для такого синтеза (или основные операции) можно представить следующим образом:
- взвешивание стехиометрических количеств исходных компонентов (на различном весовом оборудовании);
- тонкое измельчение исходного сырья с одновременным смешением для получения шихты (в шаровых, роликовых, барабанных или вибрационных мельницах, дезинтеграторах, ультразвуковых диспергаторах и т.д.);
- брикетирование (при необходимости);
- спекание (в камерных, туннельных, вращающихся печах);
- окончательный размол продукта.
Реальные технологические схемы значительно сложнее, и могут быть дополнены какими-либо промежуточными и/или завершающими операциями в зависимости от вида и свойств сырья и получаемого продукта или изделия (например, сушка, добавление пластификатора, тонкий помол образовавшегося спеченного продукта, формование изделий из керамической массы, складирование исходных компонентов и готовой продукции и другие), но перечисленные операции обязательно входят во все керамические технологии и составляют их суть. Брикетирование, спекание и размол могут повторяться несколько раз для улучшения качества продукта [Л.М. Летюк, Г.И. Журавлев «Химия и технология ферритов», Л., Изд-во «Химия», 1983, с.197-205; Авт. свид. СССР №1439948, МПК6 С04В 35/49, 1999; А.А. Остроушко, Ю.В. Могильников «Получение керамики. Порошки для производства керамики», Интернет-ресурс: http://www.neuch.ru/referaV90772.html].
Основные технологические трудности обусловлены высокими требованиями, предъявляемыми к электродным материалам: они должны иметь максимально возможную гомогенность химического состава и степень совершенства конечной микроструктуры с минимальным уровнем остаточных механических напряжений. Их специфические свойства в значительной степени зависят от чистоты, стехиометрии, фазового и гранулометрического состава, однородности, активности аллотропных модификаций исходных компонентов, из которых синтезируются.
К робким попыткам создания непрерывных технологических линий производства подобных материалов можно отнести следующие технические решения.
Известна автоматизированная установка для непрерывного синтеза твердофазных материалов (преимущественно тугоплавких), включающая газовую станцию и установленные по ходу технологического процесса и связанные между собой транспортными элементами узел загрузки шихты, состоящий из двухкамерного питателя с патрубком загрузки и шлюзовым затвором; реакционный узел, включающий пневмоциркуляционный реактор с регулируемой газовой атмосферой и представляющий собой цилиндроконический бункер с транспортными элементами для подачи исходной шихты и реакционного газа, системами нагрева стенок корпуса реактора и газа, теплообменным устройством и блоком центробежной сепарации (лопаточный или дисковый ротор); узел выгрузки готового продукта, представляющий собой бункер-накопитель, соединенный шлюзовым затвором с весоизмерительным устройством; точечные измерители технологических параметров (давление и расход газа, температура газа и стенок реактора, вес шихты в двухкамерном питателе, вес готового продукта) и исполнительные механизмы с пультами управления каждой единицей оборудования (регулятор давления и расхода газа, регулятор нагревателей газа и стенок реактора, привод шлюзового затвора двухкамерного питателя). Описанная установка обеспечивает непосредственный синтез субмикронных и наноразмерных порошков с регулируемым фазовым и гранулометрическим составом в непрерывном режиме и с низкими удельными энергозатратами за счет регулирования температурного поля в шихте и в зоне реакции [см. п. РФ №2240860, МПК7 B01J 8/08, B22F 9/16, «Способ синтеза порошковых материалов, преимущественно тугоплавких, и устройство для его осуществления», заявл. 13.03.2003, опубл. 27.11.2004]. Однако в этой установке под непрерывностью технологического процесса понимаются только стадии загрузки гранул шихты, собственно химическая реакция (твердофазный синтез), совмещенная с процессом измельчения и перемешивания, и стадия выгрузки готового продукта. Данная установка является лабораторной, требует серьезной доработки при применении в качестве автоматизированной промышленной линии высокой производительности. Кроме того, если учесть сильное различие по своему механизму стадий измельчения, смешения компонентов и последующей химической реакции, инициируемой механическим воздействием (пневмоциркуляцией), очевидна нерациональность подхода, когда несколько различных по физико-химическому характеру операций, из которых состоит технологическая схема синтеза, проводятся одновременно в одном и том же реакторе, в данном случае в пневмоциркуляционном реакторе. Очевидно, что существует вероятность недостаточно полной гомогенизации и, как результат, значительное загрязнение конечного продукта непрореагировавшими исходными компонентами. Данная установка применяется в основном для твердофазного синтеза тугоплавких материалов.
Наиболее близкой по технической сущности и достигаемому результату к заявляемому изобретению является автоматизированная установка для непрерывного твердофазного синтеза оксидных материалов, включающая установленные по ходу технологического процесса и связанные между собой транспортными элементами узел подготовки шихты, узел загрузки шихты, реакционный узел и узел выгрузки готового продукта, причем каждая единица оборудования снабжена точечными измерителями технологических параметров (температура стенок реактора, вес шихты в конусовидном дозаторе, вес готового продукта) и исполнительными механизмами с пультами управления (регулятор нагревателей стенок реактора, привод шлюзового затвора двухкамерного питателя). Узел загрузки шихты представляет собой направляющий вертикальный цилиндр, на верхнем основании которого установлен конусовидный дозатор, а нижнее его основание снабжено устройством для распыления гранул шихты, размещено непосредственно в реакционном узле и ограничено коаксиальным с направляющим цилиндром цилиндрическим же экраном. Реакционный узел состоит из теплоизолированного корпуса со всесторонним электронагревом и реакционной камеры с транспортным диском и вращающимся дисковым ножом для срезания синтезированного оксидного продукта. Узел выгрузки готового продукта состоит из улавливателя, расположенного в реакционном узле, и бункера-накопителя, находящегося вне зоны реакции - непосредственно под улавливателем, куда дисковый нож срезает готовый продукт. Установка позволяет получать однородные твердофазные материалы на основе сложных оксидов так называемым скоростным методом спекания, при котором управление дисперсностью и конечной микроструктурой твердофазного материала происходит непосредственно в процессе его синтеза за счет активизации диффузионных процессов, вызванных термоударом и градиентом температур. Выбранная в качестве прототипа установка малогабаритная: 550×550×1100 мм, потребляемая мощность не более 2,0 кВт, производительность 0,5 т/месяц (в основном зависит от температурно-временных характеристик синтеза), температура синтеза до 1300°С. Достоинством установки является возможность синтезировать практически любые оксидные материалы: ферриты, люминофоры, полупроводники, пьезоэлектрики, высокотемпературные сверхпроводники, конструкционные, конденсаторные, и др. материалы. Эта установка предназначена для производств в условиях научных центров, занимающихся разработкой оксидных материалов [см. п. РФ №2344107, МПК6 С04В 35/64, С04В 35/626, F27B /09, «Способ твердофазного синтеза оксидных материалов и установка непрерывного синтеза для его реализации», заявл. 23.04.2007, опубл. 20.01.2009; Л.М. Кацнельсон «Непрерывный твердофазный синтез оксидных материалов, 13.05.2010, интернет-ресурс: http://www.msnanonet.ru/articles/36422/]. Однако в указанном техническом решении под непрерывностью технологического процесса понимаются только стадии загрузки шихты, собственно химическая реакция (твердофазный синтез) и стадия выгрузки готового продукта. Такой важный при получении электродных материалов технологический передел, как подготовка шихты из исходных компонентов, описан только в примерах конкретного выполнения, из которых можно предположить, что в узле подготовки шихты находится следующее технологическое оборудование: какое-либо весовое оборудование для приготовления навесок исходных компонентов в стехиометрическом соотношении, шаровая мельница для их последующей гомогенизации в водной среде, сушильная печь для готовой шихты и сита для ее гранулирования.
Из описания изобретения не понятно, какое конкретно оборудование применяется для проведения этих операций, как контролируется степень гомогенизации шихты, автоматизирована ли эта стадия процесса. Таким образом, для использования описанной установки в условиях реального промышленного производства необходима доработка с целью встраивания ее в общую технологическую линию. Кроме того, к недостаткам известной установки следует отнести наличие вредных выбросов в атмосферу, невозможность ведения синтеза в регулируемой газовой атмосфере, трудность получения воспроизводимых результатов из-за отсутствия контроля качества подготовки шихты, низкая производительность, возможность загрязнения шихты при подготовке ее по «мокрому» способу, наличие значительного количества ручных операций, что усложняет ведение технологического процесса, снижает его оперативность и управляемость.
Данная установка выбрана в качестве прототипа заявляемого изобретения из соображений наполненности ее такими общими технологическими узлами, как узел подготовки шихты, узел загрузки шихты, реакционный узел и узел выгрузки готового продукта, оснащенные элементами автоматизации. Кроме того, она позволяет получать современные электродные материалы для вторичных литий-ионных источников тока.
Исследование уровня техники показало, что на сегодняшний день на российском рынке не существует современной автоматизированной технологической линии для производства твердофазных композиционных материалов на основе сложных оксидов, в частности, электродных материалов, позволяющей получать разнообразные, высококачественные продукты с помощью высокопроизводительной, эффективной, экологически безопасной, универсальной технологии.
Сущность изобретения.
Задачей настоящего изобретения является создание высокопроизводительной автоматизированной технологической линии для непрерывного производства твердофазных материалов на основе сложных оксидов с воспроизводимыми стабильными параметрами в экологически безопасных условиях.
Поставленная задача решается тем, что в известной автоматизированной технологической линии для непрерывного производства твердофазных материалов на основе сложных оксидов, включающей установленные по ходу технологического процесса и связанные между собой транспортными элементами узел подготовки шихты, узел загрузки шихты, реакционный узел и узел выгрузки готового продукта в виде бункера-накопителя, точечные измерители технологических параметров и исполнительные механизмы с пультами управления каждой единицей оборудования, СОГЛАСНО ИЗОБРЕТЕНИЮ, линия дополнительно содержит газовую станцию, состоящую из блока газовых баллонов с пультом управления их расходом, а перед узлом подготовки шихты - склад исходных компонентов и узел загрузки исходных компонентов, состоящий из 2-6 герметичных емкостей с дозаторами непрерывного действия; узел подготовки шихты представляет собой каскад шнековых и турбинных гомогенизаторов и мельницу сверхтонкого помола с водяным охлаждением; узел загрузки шихты выполнен в виде бункера - накопителя с дозаторами шихты, реакционный узел состоит из трех вращающихся печей с регулируемыми углами наклона и газовой атмосферой и оснащенных утилизаторами отходящих газов; узел выгрузки готового продукта после бункера-накопителя дополнительно содержит мельницы предварительного и сверхтонкого помола с линией фасовки готового продукта в герметичную тару; транспортные элементы представляют собой герметичные шнековые транспортеры, а точечные измерители параметров и исполнительные механизмы с пультами управления каждой единицей оборудования объединены в единую автоматизированную систему управления и контроля параметров технологического процесса на центральном пульте управления.
Указанное сочетание известных и новых конструктивных признаков не известно из исследуемого уровня техники, обладает изобретательским уровнем и позволяет решить поставленную техническую задачу, то есть повысить производительность технологической линии непрерывного производства и обеспечить получение высококачественного продукта в экологически безопасных условиях за счет оптимизации режимов технологического процесса и оперативного управления им с помощью автоматизированной системы.
Промышленная применимость предлагаемой автоматизированной технологической линии для непрерывного производства твердофазных композиционных материалов на основе сложных оксидов очевидна и не вызывает сомнений, поскольку для ее реализации предлагается использовать стандартное технологическое оборудование и приборы химической и металлургической промышленности, выпускаемые отечественными и зарубежными производителями.
Заявляемая автоматизированная технологическая линия для непрерывного производства твердофазных композиционных материалов на основе сложных оксидов собрана и испытана в промышленных условиях металлургического предприятия Уральского региона.
Сущность изобретения поясняется чертежом.
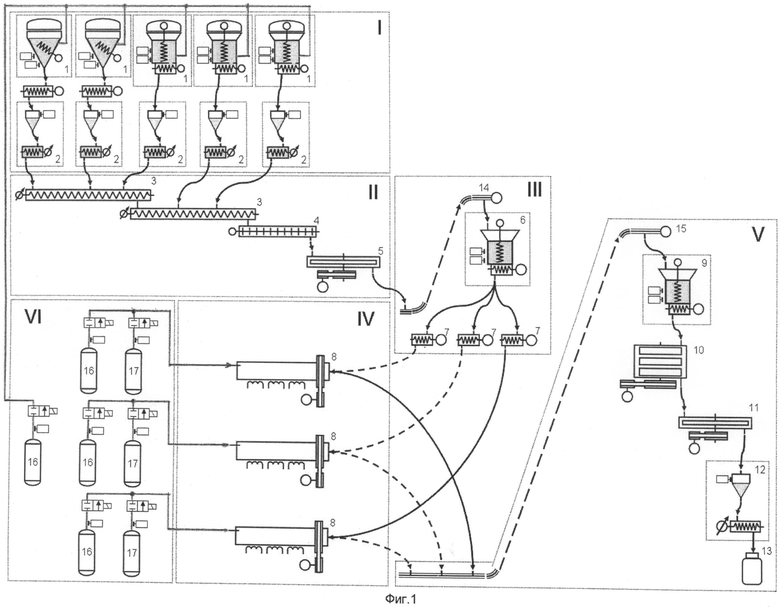
На чертеже представлена блок-схема автоматизированной технологической линии для непрерывного производства твердофазных композиционных материалов на основе сложных оксидов: I - узел загрузки исходных компонентов, II - узел подготовки шихты, III - узел загрузки шихты, IV - реакционный узел, V - узел выгрузки готового продукта, VI - газовая станция, 1 - герметичные бункеры, 2 - дозаторы, 3 - шнековые транспортеры, 4 - турбинные гомогенизаторы, 5 - мельницы сверхтонкого помола, 6 - бункер-накопитель готовой шихты, 7 - дозаторы шихты, 8 - вращающиеся печи, 9 - бункер-накопитель готового продукта, 10 - мельница предварительного помола, 11 - мельница сверхтонкого помола, 12 - линия фасовки готового продукта, 13 - герметичная тара, 14, 15 - транспортные элементы, 16 - баллоны с инертным газом, 17 - баллоны с технологическим газом. Каждая единица технологического оборудования снабжена точечными измерителями технологических параметров - датчиками (преобразователями) уровня, температуры, расхода, давления, концентрации и исполнительными механизмами с пультами управления каждой единицей оборудования (клапаны, задвижки, насосы, ворошители), которые объединены в единую автоматизированную систему управления и контроля параметров технологического процесса на центральном пульте управления (на фиг. не показан).
Пример конкретного выполнения.
Заявитель предлагает рассмотреть работу настоящей автоматизированной технологической линии для непрерывного производства твердофазных материалов на основе сложных оксидов на примере синтеза модифицированного хромом и ванадием литий-титан оксида, описанного в техническом решении заявителя и защищенного патентом №2397576 «Анодный материал для литий-ионных ХИТ и способ его получения».
Со склада исходных компонентов кран-балкой в узел загрузки исходных компонентов I, представляющий собой металлоконструкцию, на ее верхнюю платформу устанавливают герметичные емкости 1 с исходными компонентами, которые отмеряются дозаторами 2 в следующих стехиометрических количествах:
Диоксид титана (IV) TiO2 - 86,38 кг
Карбонат лития Li2CO3 - 32,29 кг
Оксид хрома (III) Cr2O3 - 0,4151 кг
Оксид ванадия (V) V2O5 - 0,4967 кг
Имеются два вида емкостей - для легкосыпучих (например, Cr2O3) и слипающихся (например, TiO2 в форме анатаза и V2O5) исходных компонентов. Емкости представляют собой конусообразные бункеры с ворошителями для предотвращения свода при истечении из них порошкообразного материала, шнековыми питателями для подачи компонентов в дозаторы 2, емкостными датчиками и штуцерами для непрерывной подачи во внутренний объем особочистого инертного газа из газовой станции VI для предотвращения попадания водяных паров из атмосферы помещения. Указанные емкости периодически поставляются со склада исходных компонентов, когда на центральный пульт управления подается сигнал об аварии при снижении уровня компонента до минимального. В соответствии с технологическим регламентом дозаторы 2 с требуемой производительностью и точностью дозирования, которая составляет 0,2%, подают указанные исходные компоненты в узел подготовки шихты II. Дозаторы 2 относятся к дозаторам вычитающего типа и представляют собой гибкие бункеры меньшего объема, установленные на тензометрических датчиках. В процессе выгрузки из них исходных компонентов на центральный пульт управления непрерывно поступает сигнал от тензодатчиков, пропорциональный весу бункеров дозаторов 2. В процессе выгрузки материала вес дозаторов уменьшается, и программа автоматизированной системы фиксирует отсчеты веса в соответствии со временем интегрирования. При этом вычисляется текущая производительность дозаторов, сравнивается с заданной и при превышении ее происходит корректировка скорости вращения шнековых транспортеров дозаторов 2. Узел подготовки шихты II состоит из каскада шнековых транспортеров 3 и турбинных гомогенизаторов 4 и мельницы сверхтонкого помола 5 с водяным охлаждением для перемешивания и измельчения исходных компонентов. Охлаждение мельницы необходимо для поддержания определенной температуры помола и предотвращения образования агломератов частиц шихты. Операция приготовления шихты с использованием смесительного и измельчительного оборудования является одной из наиболее важных и ответственных операций в технологическом процессе получения электродных материалов. Это объясняется тем, что твердофазная реакция как процесс, лимитируемый диффузией, требует хорошего контакта частиц реагирующих соединений и равномерного распределения каждого компонента в реакционной смеси для получения однородного продукта с высокой степенью полноты синтеза. Гомогенное смешивание происходит уже в шнековых транспортерах 3. Окончательное смешивание и измельчение осуществляется в турбинных гомогенизаторах 4 и мельнице сверхтонкого помола 5 узла подготовки шихты II, при этом указанная последовательность смесительного и измельчительного оборудования обеспечивает получение высококачественной шихты с тониной помола не хуже 0,5 мкм и диаметром области однородности не более 10 мкм за счет высокоточного дозирования. В заявляемой технологической линии важнейшая проблема высокоточного взвешивания исходных компонентов твердофазной реакции решена исключением субъективной составляющей - участия человека. Далее из узла подготовки шихты II транспортный элемент 14 подает подготовленную шихту в узел загрузки шихты III, а именно в бункер-накопитель 6, где хранится необходимый запас шихты для бесперебойной работы реакционного узла IV. Бункер-накопитель 6 оснащен емкостными датчиками уровня. При повышении уровня шихты до максимально допустимого значения датчик максимального уровня выдает сигнал о выключении транспортного элемента 14, а соответственно и всех предшествующих аппаратов -дозаторов 2, шнековых транспортеров 3, турбинных гомогенизаторов 4 и мельницы сверхтонкого помола 5. При снижении уровня шихты до минимально допустимого значения датчик минимального уровня соответственно подает сигнал на центральный пульт управления о необходимости пополнения бункера-накопителя 6, т.е. на включение транспортного элемента 14, а соответственно и всех предшествующих аппаратов. Бункер-накопитель 6 соединен через дозаторы шихты 7 с реакционным узлом IV, а именно с тремя расположенными параллельно друг другу в технологической линии вращающимися печами 8 для твердофазного синтеза. Каждая из них оснащена штуцерами для подвода газов и отвода газообразных продуктов реакции и набором термопар для контроля температуры синтеза в различных температурных зонах и подачи сигнала на соответствующий нагреватель печи. Установившаяся точность поддержания температуры в каждой зоне реакции составляет не хуже 3°С. Тип печи - вращающаяся трубная печь сопротивления, оснащенная устройством для изменения угла наклона относительно горизонта. Максимальная температура нагрева - 950°С, диаметр реакционной зоны - 400 мм. Использование трех реакционных печей обусловлено необходимостью обеспечения непрерывного технологического процесса и заданной производительности, а также особенностями твердофазного синтеза, а именно поэтапной термообработкой в специальной газовой атмосфере. При этом в конкретный момент времени процесс синтеза в печи №1 находится на этапе разогрева шихты в атмосфере азота до температуры 750°С со скоростью не более 10°С/мин; в печи №2 - на этапе твердофазного взаимодействия в смеси азота и ацетилена с регулировкой объемного соотношения газов в потоке азот: ацетилен от 999:1 до 750:250 и с изменением температур в интервале 750-850°С по определенному графику в течение не менее 3 часов, в печи №3 - на этапе охлаждения в интервале температур 850-90°С. Применение печей с регулируемыми углами наклона позволяет проводить многостадийный твердофазный синтез при эффективном перемешивании и теплообмене, что приводит к более высокой конверсии (высокой степени полноты синтеза), селективности и выходу готового продукта с требуемой однородной структурой благодаря оптимальному режиму нагрева, препятствующему конгломерации зерен и образованию промежуточных соединений. Утилизаторы отходящих газов, соединенные с печами 8 (на фиг. не показан), дожигают их до экологически безвредных. При разгрузке печей 8 готовый продукт попадает в загрузочную секцию транспортного элемента 15, где происходит его окончательное охлаждение. Охлажденный готовый продукт подается в бункер-накопитель 9 посредством транспортного элемента 15, соединяющим реакционный узел IV и узел выгрузки готового продукта V. Это узел также оснащен емкостными датчиками уровня, ворошителем и шнековым питателем и соединен последовательно с мельницей предварительного помола 10, мельницей сверхтонкого помола 11 и линией фасовки готового продукта 12. При повышении уровня готового продукта до максимально допустимого значения, датчик максимального уровня выдает сигнал на центральный пульт управления о выключении транспортного элемента 15. При снижении уровня готового продукта в бункере-накопителе 9 до минимально допустимого значения датчик минимального уровня выдает сигнал о включении транспортного элемента 15. В узле выгрузки V готовый продукт последовательно измельчается в мельнице предварительного помола 10, а затем в мельнице сверхтонкого помола 11 с производительностью 60 кг/час. Применение финишного высокоэффективного измельчительного оборудования гарантирует получение монодисперсного электродного материала, специфические свойства которого сохраняются одинаковыми во всем объеме синтезированного вещества. Далее готовый продукт с тониной помола 0,1-0,15 мкм и составом, описываемым формулой Li4Ti5-2y(CryVy)O12-x, где 0,02<×<0,3, у - стехиометрический коэффициент в пределах 0<у 0,1, подается в линию фасовки 12 непрерывного действия для фасовки готового продукта в герметичную тару 13, которая посредством ленточного транспортера отправляется на склад готовой продукции (на фиг. не показан).
Для определения прикладных характеристик полученного материала использовались гальваностатическое циклирование тестовых ячеек и импедансные измерения:
- электрохимический потенциал - 1,54 В;
- электрохимическая емкость - 165±5 мА·час/г;
- электропроводность- 4·10-2 ом-1·см-1.
Газовая станция VI оснащена баллонами с инертным газом (азотом) 16 и технологическим газом (ацетиленом) 17 и датчиками расхода газа, при этом инертный газ подается во все рабочие узлы технологической линии для изоляции их от внешней среды, а во вращающиеся печи 8 реакционного узла IV подается реакционная смесь (азот-ацетилен).
Весь технологический процесс осуществляется в соответствии с заданным алгоритмом функционирования автоматизированной системой управления и контроля параметров технологического процесса на основе показаний точечных измерителей параметров (датчиков) ее исполнительными механизмами с пультами управления каждой единицей оборудования, объединенными на центральном пульте управления.
Как видно из описания конструкции и работы, заявляемая «Автоматизированная технологическая линия для непрерывного производства твердофазных композиционных материалов на основе сложных оксидов» по сравнению с аналогичным техническим решением, взятым за прототип [см. п. РФ №2344107, МПК6 С04В 35/64, С04В 35/626, F27B /09, «Способ твердофазного синтеза оксидных материалов и установка непрерывного синтеза для его реализации», заявл. 23.04.2007, опубл. 20.01.2009;], имеет следующие технические и общественно-полезные преимущества:
- высокая производительность технологической линии;
- непрерывность производства;
- полный автоматический контроль всех параметров процесса синтеза;
- возможность получения твердофазного композиционного материала высокого качества;
- экологическая безопасность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1992 |
|
RU2009024C1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |
| ЛИНИЯ БРИКЕТИРОВАНИЯ ЖЕЛЕЗОСОДЕРЖАЩИХ ОТХОДОВ | 2012 |
|
RU2495943C1 |
| СПОСОБ ТВЕРДОФАЗНОГО СИНТЕЗА ОКСИДНЫХ МАТЕРИАЛОВ И УСТАНОВКА НЕПРЕРЫВНОГО СИНТЕЗА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2344107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2461456C1 |
| СПОСОБ ПЕРЕРАБОТКИ МИНЕРАЛЬНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2008 |
|
RU2402499C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ТВЕРДЫХ И ЖИДКИХ ГУМИНОВЫХ ПРЕПАРАТОВ С СОДЕРЖАНИЕМ СОЛЕЙ ГУМИНОВЫХ КИСЛОТ ДО 95% | 2014 |
|
RU2576059C2 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПРОИЗВОДСТВА АЛКИДНЫХ ЛАКОВ | 2007 |
|
RU2354674C1 |
Изобретение относится к химической промышленности, а именно к оборудованию для производства твердофазных композиционных материалов на основе сложных оксидов, и может быть использовано, в частности, при получении современных электродных материалов для вторичных литий-ионных источников тока. Техническим результатом изобретения является повышение производительности линии. Автоматизированная технологическая линия для непрерывного производства твердофазных материалов на основе сложных оксидов, включающая установленные по ходу технологического процесса и связанные между собой транспортными элементами узел подготовки шихты, узел загрузки шихты, реакционный узел, узел выгрузки готового продукта в виде бункера-накопителя, точечные измерители технологических параметров и исполнительные механизмы с пультами управления каждой единицей оборудования. При этом линия дополнительно содержит газовую станцию, состоящую из блока газовых баллонов с пультом управления их расходом. Перед узлом подготовки шихты расположен склад исходных компонентов и узел загрузки исходных компонентов, состоящий из 2-6 герметичных бункеров с дозаторами непрерывного действия. Причем узел подготовки шихты представляет собой каскад шнековых и турбинных гомогенизаторов и мельницу сверхтонкого помола с водяным охлаждением. Узел загрузки шихты выполнен в виде бункера-накопителя с дозаторами шихты, а реакционный узел состоит из трех расположенных параллельно друг другу в технологической линии вращающихся печей с регулируемыми углами наклона и газовой атмосферой и оснащенных утилизаторами отходящих газов. Узел выгрузки готового продукта после бункера-накопителя дополнительно содержит мельницы предварительного и сверхтонкого помола с линией фасовки готового продукта в герметичную тару, а транспортные элементы представляют собой герметичные шнековые транспортеры, а точечные измерители параметров и исполнительные механизмы с пультами управления каждой единицей оборудования объединены в единую автоматизированную систему управления и контроля параметров технологического процесса на центральном пульте управления. 1 пр., 1 ил.
Автоматизированная технологическая линия для непрерывного производства твердофазных материалов на основе сложных оксидов, включающая установленные по ходу технологического процесса и связанные между собой транспортными элементами узел подготовки шихты, узел загрузки шихты, реакционный узел, узел выгрузки готового продукта в виде бункера-накопителя, точечные измерители технологических параметров и исполнительные механизмы с пультами управления каждой единицей оборудования, отличающаяся тем, что линия дополнительно содержит газовую станцию, состоящую из блока газовых баллонов с пультом управления их расходом, а перед узлом подготовки шихты - склад исходных компонентов и узел загрузки исходных компонентов, состоящий из 2-6 герметичных бункеров с дозаторами непрерывного действия; узел подготовки шихты представляет собой каскад шнековых и турбинных гомогенизаторов и мельницу сверхтонкого помола с водяным охлаждением; узел загрузки шихты выполнен в виде бункера-накопителя с дозаторами шихты, реакционный узел состоит из трех расположенных параллельно друг другу в технологической линии вращающихся печей с регулируемыми углами наклона и газовой атмосферой и оснащенных утилизаторами отходящих газов; узел выгрузки готового продукта после бункера-накопителя дополнительно содержит мельницы предварительного и сверхтонкого помола с линией фасовки готового продукта в герметичную тару; транспортные элементы представляют собой герметичные шнековые транспортеры, а точечные измерители параметров и исполнительные механизмы с пультами управления каждой единицей оборудования объединены в единую автоматизированную систему управления и контроля параметров технологического процесса на центральном пульте управления.
| СПОСОБ ТВЕРДОФАЗНОГО СИНТЕЗА ОКСИДНЫХ МАТЕРИАЛОВ И УСТАНОВКА НЕПРЕРЫВНОГО СИНТЕЗА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2344107C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ, ШИХТА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА | 2006 |
|
RU2305669C1 |
| ШИХТА СЕГНЕТОКЕРАМИЧЕСКОГО МАТЕРИАЛА | 1992 |
|
RU2047584C1 |
| SU 1439948 A1, 20.08.1999 | |||
| US 4874427 A1, 17.10.1989. | |||

