Изобретение относится к машиностроению, преимущественно к сварке титановых сплавов, и может использоваться при изготовлении сложных конструкций.
Известен способ контроля качества поверхности листовых заготовок по ГОСТ 19807-91 и проволоки по ГОСТ 27265-87 - контроль наличия и глубины залегания поверхностных дефектов - шероховатости, рисок, трещин, задиров и др. и содержания водорода по ОСТ 90034-81.
Применение этого метода не гарантирует получения качественного безпористого металла шва при сварке титановых сплавов.
Известен способ оценки качества заготовок и проволоки по наличию пор в металле шва технологической пробой [Муравьев В.И. и др. Сварочное производство №12. 2007 г. с 3-8. «Влияние качества присадочной проволоки на порообразование при сварке титановых сплавов»].
Недостатком данного способа является увеличение трудоемкости, невозможность конкретного определения дефектности либо заготовки либо проволоки, что требует дополнительных затрат на уточнение дефектности либо проволоки либо заготовки. Не эффективен способ оценки качества поверхности заготовок и проволоки по технологической пробе: требует проведения целого ряда операций сварки и рентгенконтроля, расшифровки дефектов, а также специальной полировки заготовок перед сваркой.
Наиболее близким к заявляемому является способ определения распределения водорода по глубине готовых титановых листов спектральным методом. [Т.В. Шихалева «Определение водорода в титановых сплавах спектральным методом»].
В работе Шихалевой Т.В. основным видом анализируемой продукции являлись листы двух титановых сплавов толщиной от 0,6 до 10 мм.
В результате проведенного лабораторией исследования распределения водорода в готовых титановых листах было установлено, что водород распределяется неоднородно в готовых титановых листах, выпускаемых заводом: на поверхности листов имеется очень тонкий слой титана с повышенным содержанием водорода (примерно 0,038%), в то время как в остальной массе листов водород содержится в количестве примерно 0,005-0,006%.
У титановых листов поверхностный слой с повышенным содержанием водорода был замечен не сразу, так как согласно принятой ВИАМ методике определения водорода, предусматривающей заточку разрядной поверхности анализируемых образцов на наждачном камне, наводороженный слой механически снимался и толщина поверхностного наводороженного слоя составляет 0,02 мм.
В поверхностном, так называемом наводороженном слое и в остальной массе листов водород распределялся неодинаково: количество его уменьшалось по его толщине к середине листа, в остальной же массе листов водород распределялся достаточно однородно.
Поверхностный наводороженный слой появлялся при травлении титановых листов в принятом на заводе травителе (5% NaF, 85% HCl, остальное - вода) в течение 10 минут.
Недостатком данного способа является, то, что метод не в полной мере позволяет оценить загрязнения поверхности листов и проволоки, особенно вызванные капиллярно-конденсированной влагой из-за неудовлетворительной механической обработки.
Задача изобретения - повышение точности и экспрессности оценки качества листовых заготовок и проволоки, обеспечивающих исключение пористости в металле сварного шва прочности и надежности сварных титановых конструкций.
Технический результат заключается в исключении пористости в металле сварного шва, повышении прочности и надежности сварных титановых конструкций.
Технический результат достигается тем, что содержание водорода определяют в поверхностном слое после обезжиривания и обезвоживания и сравнивают с содержанием водорода в основном металле.
Материал считается материалом высокого качества, если после обезвоживания и обезжиривания содержание водорода в поверхностном слое и в основном металле практически одно и то же, т.е. превышение значений не более 0,0015%.
Таким образом, предлагается обезжиривать и обезвоживать поверхности проволоки и заготовки, проводить спектральный анализ содержания водорода в их поверхностном слое и сравнивать полученное значение с содержанием водорода в основном металле при заданном отклонении значений, составляющем 0,0015%.
Пример оценки качества поверхности заготовок и проволоки.
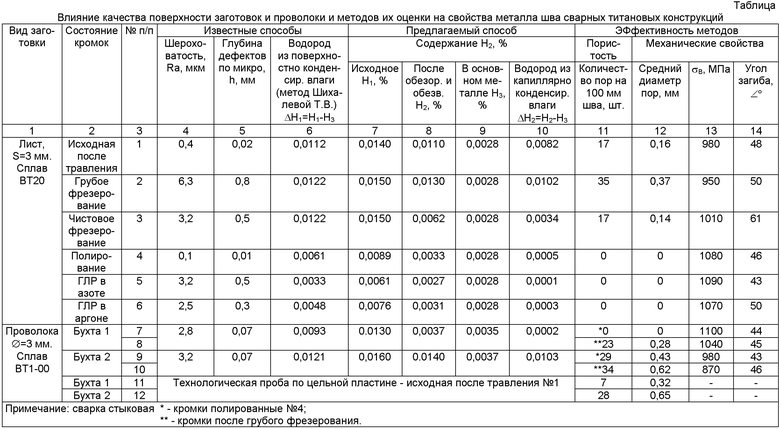
Подготовленные под сварку заготовки и проволока подвергают спектральному анализу содержания водорода после обезжиривания в ацетоне и последующего обезвоживания в спирте в соответствии с ОСТ 90034-81 и сравнивают с содержанием водорода в основном металле (таблица).
Как видно из данных таблицы предлагаемый способ оценки качества заготовок и проволоки при сварке титановых сплавов с высокой степенью точности позволяет определить их качество: исключение пористости, которое обеспечивает высокие показатели свойств металла шва, идентичные свойствам основного металла.
Использование методов оценки качества поверхности заготовок и проволоки в соответствии с требованиями технических условий (определение величины шероховатости Ra и глубины залегания дефектов по микроструктуре h, мм) не позволяют четко определить качество, что видно по результатам испытаний: строки №3, 5, 6, 7, 8, 9, 10. При сравнительно близких значениях шероховатости и глубины залегания дефектов наблюдается различие в пористости и свойствах металла шва. Строки №5, 6, 7 показывают, что пористости нет и свойства самые высокие, а для других вариантов испытания наблюдается значительная пористость и снижение механических свойств.
Использование метода технологической пробы как при сварке стыковой, так и по цельной пластине не всегда возможна точная оценка качества (строки №7-12). Требуется обязательная специальная подготовка поверхности заготовок, что в конечном итоге не дает полной картины качества либо поверхности заготовок, либо поверхности проволоки.
Определение содержания водорода исходной поверхности без обезжиривания и обезвоживания, также не позволяют определить четко качество поверхности (строки №1-12).
Предлагаемый способ оценки качества поверхности заготовок и проволоки позволяет четко оценить их качество (строки №4, 5, 6, 7), что позволяет полностью исключить пористость и получить самые высокие показатели механических свойств металла шва.
Особую пользу способ оценки качества поверхности заготовок и проволоки принесет при изготовлении сложных объемных пространственной формы двойной кривизны панелей вафельного типа из титановых сплавов, для которых наличие пор и снижение механических свойств в металле шва недопустимо. Изготовление из поковок таких деталей неприемлемо, исправление дефектов в сварных швах ведет к снижению механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки кромок титанового сплава под сварку | 2022 |
|
RU2793282C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ | 2001 |
|
RU2201320C1 |
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ | 1991 |
|
RU2012469C1 |
| Способ лазерной сварки заготовок из сплавов на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой | 2020 |
|
RU2744292C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
Изобретение может быть использовано при изготовлении сваркой сложных конструкций из титановых сплавов, в частности объемных панелей. Перед сваркой определяют содержание водорода в поверхностном слое титанового сплава, из которого изготовлены проволока и заготовки, путем спектрального анализа. Предварительно проводят обезжиривание и обезвоживание контролируемых поверхностей. Полученные значения содержания водорода в поверхностном слое упомянутых проволоки и заготовок сравнивают с содержанием водорода в основном металле. Превышение полученных значений должно быть не более 0,0015%. Способ обеспечивает высокую точность и экспрессивность оценки качества листовых заготовок и проволоки, позволяет в значительной степени расширить область управления термическим циклом сварки, обеспечивающим исключение пористости в металле шва, повышение прочности и надежности сварных титановых конструкций. 1 табл.
Способ оценки перед сваркой качества сварочной проволоки и заготовок сварной конструкции из титановых сплавов, включающий определение содержания в сплаве водорода путем спектрального анализа, отличающийся тем, что определение содержания водорода осуществляют в поверхностном слое проволоки и заготовок с предварительным обезжириванием и обезвоживанием поверхностей, а полученные значения содержания водорода в поверхностном слое упомянутых проволоки и заготовок сравнивают с содержанием водорода в основном металле и устанавливают превышение полученных значений не более 0,0015%.
| Диск ловителя для кокономотальных станков | 1950 |
|
SU90034A1 |
| Метод спектрального определения содержания водорода | |||
| Способ определения распределения водорода в титановых сплавах | 1986 |
|
SU1408318A1 |
| Способ оценки склонности сварочных материалов к образованию пористости | 1986 |
|
SU1329935A1 |
| МУРАВЬЕВ В.И | |||
| и др | |||
| «Влияние качества присадочной проволоки на порообразование при сварке титановых сплавов» Сварочное производство, №12, с.3-8. | |||

