Изобретение относится к машиностроению, преимущественно к электронно-лучевой сварке титановых сплавов, и может использоваться при изготовлении ответственных конструкций.
Известен способ подготовки заготовок из титановых сплавов под сварку (патент RU 2076029 С1, опубликовано: 27.03.1997), при котором заготовки перед сваркой подвергают нагреву при температуре 150-300°С в течение 1-3 часа после операций фрезерования, обезжиривания и обезвоживания, травления и гидропескоструйной обработки.
Недостатком способа являются длительные технологические операции подготовки кромок под сварку.
Известен способ подготовки кромок под сварку листовых заготовок из титановых сплавов (патент RU 2196032 С1 опубликовано: 10.01.2003), при котором обработку кромок под сварку производят в среде технического азота сфокусированным лазерным излучением. Преимуществом способа является повышение качества поверхности сформированных свариваемых кромок и минимизация порообразования металла шва в процессе сварки за счет отсутствия образования в приповерхностных слоях микронесплошностей с капиллярно-конденсированной влагой.
Недостатком приведенного способа является применимость преимущественно к подготовке кромок тонколистовых заготовок и высокая стоимость газолазерного оборудования.
Техническим результатом предлагаемого изобретения является уменьшение времени подготовки поверхности свариваемых кромок под сварку, исключение промежуточных технологических операций между фрезерованием и сваркой, а также минимизация порообразования в процессе сварки.
Технический результат достигается тем, что обработку кромок плит под сварку образцов из титанового сплава производят торцевым илицилиндрическом фрезерованием с применением режимов: скорость резания 35-45 м/мин; подача 90-110 мм/мин; обороты 700-900 об/мин.
Применение данных режимов резания приводит к наименьшему показателю содержания водорода за счет тепловых процессов резания.
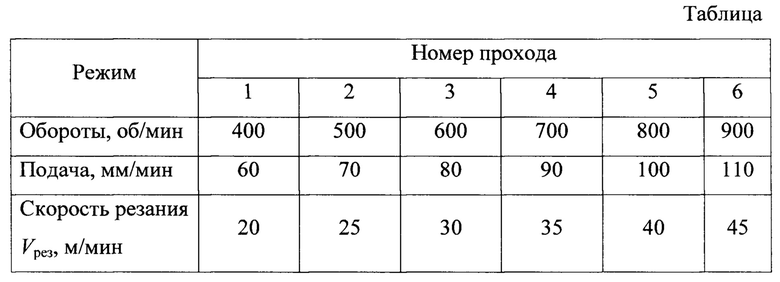
Способ осуществлялся следующим образом. Плиты из титанового сплава ВТ20 толщиной 30 мм подвергаются механической обработке цилиндрическим и торцевым фрезерованием, по режимам, приведенным в таблице. Режимы с 1 по 3 соответствует режимам традиционной механической обработки, с 4 по 6 предлагаемому способу.
Полученные образцы проанализированы на насыщенность капиллярно-конденсированной влагой спектральным методом с применением спектрографа ИСП 51 в соответствии с ОСТ 1 90034-81. Насыщенность капиллярно-конденсированной влагой можно определить:
где Нп - поверхностное содержание водорода; Но - содержание водорода в основном металле.
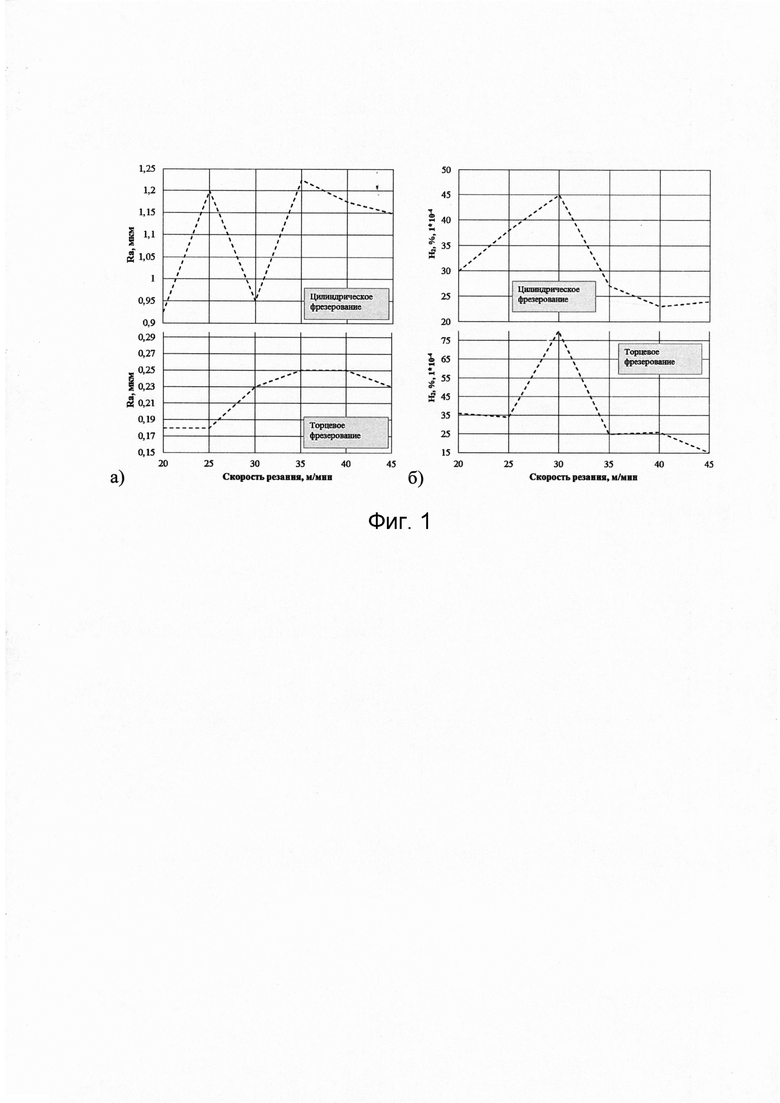
На фиг. показано влияние режимов механической обработки на шероховатость поверхности (а) и изменение содержания водорода (б) образцов из сплава ВТ20.
Из анализа фиг. и таблицы видно, что при традиционных режимах резания сплава ВТ20 наблюдается неравномерное распределение значений шероховатости поверхности (скорости резания Vрез от 20 до 30 м/мин). При обработке поверхности сплава ВТ20 скорости резания Vрез от 35 до 45 м/мин устанавливается практически равномерное распределение параметров шероховатости. При торцевом фрезеровании плоскости сплава ВТ20 показатели шероховатости практически на порядок меньше показателей при цилиндрическом фрезеровании плоскости образцов.
Предлагаемые режимы механической обработки позволяют практически полностью исключить насыщение поверхностного слоя водородом, особенно при торцевом фрезеровании. Содержание водорода в основном металле образцов из сплава ВТ20 составляет 0,0013%, а в поверхностном слое от 0,0015 до 0,0017%. Из анализа таблицы и фиг., установлено, что наименьший показатель содержания водорода при торцевом фрезеровании наблюдается при скорости резания 45 м/мин, при цилиндрическом 40 м/мин. При увеличении скорости резания более 45 м/мин, а также оборотов и подачи инструмента, повышается износ режущей части инструмента.
Титановые заготовки, полученные предложенным способом можно сваривать электронно-лучевой сваркой.
Предложенный способ был апробирован при технологическом процессе электронно-лучевой сварки образцов из сплава ВТ20 толщиной 30 мм. Образцы сваривали в глубоком вакууме на электронно-лучевой установке КЛ-144. Радиографический анализ сварных образцов показал удовлетворительное качество сварных соединений и отсутствие пор.
В данном способе подготовки кромок отсутствуют промежуточные операции между фрезерованием кромок и сваркой. Технический эффект достигается за счет уменьшения машинного времени при фрезеровании, исключения зачистки кромок перед сваркой, а также уменьшения объема работ по доработке дефектных участков сварных соединений (устранение пор). Улучшение качества сварных соединений достигается за счет минимизации капиллярно-конденсированных загрязнений (водорода),
улучшения качества рельефа поверхностного слоя, что позволяет при сварке минимизировать порообразование и получать механические свойства сварных соединений, идентичных свойствам основного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| СПОСОБ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ПОД СВАРКУ | 1992 |
|
RU2076029C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СВАРОЧНОЙ ПРОВОЛОКИ | 2017 |
|
RU2660534C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| Способ подготовки под сварку заготовок из титана и его сплавов | 1979 |
|
SU904945A1 |
| СПОСОБ ОЦЕНКИ ПЕРЕД СВАРКОЙ КАЧЕСТВА СВАРОЧНОЙ ПРОВОЛОКИ И ЗАГОТОВОК СВАРНОЙ КОНСТРУКЦИИ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2491159C2 |
| Способ термической обработки сварных соединений титанового сплава | 2024 |
|
RU2834665C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
Изобретение относится к машиностроению, преимущественно к электронно-лучевой сварке титановых сплавов, и может использоваться при изготовлении ответственных конструкций. Осуществляется обработка кромок плит из титанового сплава перед сваркой торцевым или цилиндрическим фрезерованием, при скорости резания 35-45 м/мин, подаче 90-110 мм/мин, оборотах 700-900 об/мин. Обеспечивается уменьшение времени подготовки поверхности свариваемых кромок под сварку, исключение промежуточных технологических операций между фрезерованием и сваркой, а также минимизация порообразования в процессе сварки. 1 ил., 1 табл.
Способ подготовки кромок плит из титанового сплава под электронно-лучевую сварку, включающий обработку кромок плит фрезерованием перед сваркой, отличающийся тем, что обработку кромок производят торцевым или цилиндрическим фрезерованием при скорости резания 35-45 м/мин, подаче 90-110 мм/мин, оборотах 700-900 об/мин.
| RU 2017111424 A, 08.10.2018 | |||
| SU 230341 A1, 24.02.1969 | |||
| RU 2011122837 А, 20.12.2012 | |||
| Способ подготовки стыка кромок трубной заготовки под лазерную сварку | 2017 |
|
RU2640119C1 |
| Устройство для измерения несоосности отверстий | 1976 |
|
SU658395A1 |
| Устройство для регулирования режима работы скважины | 1990 |
|
SU1765368A1 |

