Группа изобретений относится к машиностроению, а именно, к гидравлическим многоэтажным прессам, и может быть использована в деревообрабатывающей промышленности для изготовления и отделки древесных плит, фанеры, слоистых пластиков и т.д.
1.1. Известен гидравлический многоэтажный пресс, состоящий из станины с нижним расположением рабочих цилиндров, гидроцилиндров подъема, подвижной верхней плиты и подвижной нижней плиты, расположенной на плунжерах рабочих цилиндров, между которыми расположены нагревательные плиты. Пресс содержит траверсу, расположенную с двух сторон сверху на сферических наконечниках крышек гидроцилиндров подъема и распределитель нагрузки, расположенный на подвижной верхней плите и имеющий выступы, выходящие за пределы ее поперечных габаритов и входящие в отверстия захватов с рычагами, которые при помощи шарнирного соединения по вертикали расположены на станине между выступами основания, количество которых соответствует количеству силовых цилиндров. Два гидроцилиндра подъема штоками подвешены сверху к перекладинам силовых стоек, которые снизу расположены на одном уровне с основанием, за пределами поперечных габаритов основания, а на силовых стойках установлены по два гидроцилиндра поворота, осуществляющие одновременное перемещение рычагов с помощью объединяющих перекладин, при этом нагревательные плиты, в том числе расположенные на подвижной верхней плите и подвижной нижней плите, объединены упругими связями с двух противоположных сторон, расположенных к силовым стойкам. См. описание к патенту RU №2440244 от 09.04.2010, опубл. 20.01.2012. Бюл. №2. Однако два гидроцилиндра подъема, осуществляющие перемещение вверх-вниз траверсы вместе с подвижной верхней плитой и нагревательными плитами в момент, когда плиты разъединены, могут нести угрозу перекоса траверсы на неконтролируемый угол и соответственно смыкание плит со смещением их относительно друг друга в сторону работающего гидроцилиндра подъема. Это может произойти, если один из цилиндров вышел из строя. Например, порвался шланг подачи давления к этому гидроцилиндру подъема. Такая ситуация может привести не только к выходу из строя пресса, но и представляет угрозу обслуживающему персоналу. Кроме того, установка гидроцилиндра подъема с разных сторон пресса вдоль оси симметрии приводит к неравномерности подъема их штоков из-за неравномерности стирания манжет гидроцилиндров подъема. Для устранения этого недостатка приходится применять устройства и программы выравнивания подъема по высоте, понуждая распределитель нагрузки держать горизонтальную плоскость. Такая ситуация снижает надежность работы пресса. Отсутствие площадки обслуживания и вытяжки снижает качество обслуживания пресса, плохо влияют на окружающую среду.
1.2. Известен, принятый за прототип, гидравлический многоэтажный пресс, содержащий станину, расположенную между четырех вертикальных силовых стоек с гидроцилиндрами поворота с возможностью осуществления одновременного перемещения рычагов с помощью объединяющих перекладин, рабочие цилиндры, гидроцилиндры подъема, подвижную верхнюю плиту, подвижную нижнюю плиту с распределителем нагрузки, расположенную на плунжерах рабочих цилиндров, и нагревательные плиты, расположенные между подвижными верхней и нижней плитами, распределитель нагрузки, расположенный на подвижной верхней плите и имеющий выступы, выходящие за пределы поперечных габаритов верхней плиты и входящие в отверстия захватов с рычагами, которые посредством шарнирного соединения по вертикали расположены на станине, количество которых соответствует количеству рабочих цилиндров. Пресс снабжен двумя механизмами подъема, установленными сверху пресса на неподвижной платформе, а гидроцилиндры подъема установлены на нижней перекладине, расположенной между силовых вертикальных стоек штоками вверх под углом между собой и силовых вертикальных стоек, а также устройством стабилизации, состоящим из двух опорных рычагов, расположенных с двух противоположных сторон на распределителе нагрузки и на конце каждого опорного рычага установлены ползуны, а рычаги с отверстиями захватов соединены между собой неподвижным соединением при помощи хомутов, один из которых расположен в верхнем положении, а другой в нижнем положении. См. описание к патенту RU №2544717 от 23.04.2013, опубл. 10.03.2015 Бюл. №8. Хотя рассматриваемый пресс по сравнению с аналогом имеет большую надежность в эксплуатации, но вытягивание троса приводит к замене его при длительной эксплуатации. Отсутствие площадки обслуживания и вытяжки снижает качество обслуживания пресса, плохо влияют на окружающую среду.
2.1. Известен механизм подъема, который имеет трос, намотанный на барабан, выполненный в виде шкива, установленного над окном верхней неподвижной плиты. Шкив консольно расположен на валу, который находится в корпусе на верхней плите и является удлиненной опорой вращения шкива. Диаметр шкива выбирают таким образом, чтобы расстояние от нижней плоскости плиты перемещения в виде пуансона в исходном верхнем положении до нижней неподвижной плиты в виде матрицы составляло менее длины окружности шкива. На периферии свободного торца шкива закреплен палец, взаимодействующий с водилом. Водило, выполнено в виде стальной пластины, закрепленной в осевом пазу на торце приводного вала. Крепление водила в пазу осуществляют, например, сваркой. Приводной вал установлен в корпусе и закреплен на верхней плите. При этом оси приводного вала и вала шкива смещены относительно друг друга на определенную величину. Второй торец приводного вала снабжен зубчатым механизмом, взаимодействующим с механизмом вращения приводного вала и фиксатором подвижной плиты в вертикальной плоскости, который обеспечивает вращение приводного вала только в одну сторону. Фиксатор выполнен в виде храпового механизма, закрепленного на верхней неподвижной плите и взаимодействующего с механизмом вращения приводного вала. В качестве механизма вращения приводного вала могут быть использованы ручная лебедка или электродвигатель. См. описание к патенту RU №2060160 от 12.05.1993, опубл. 20.05.1996. Хотя данный механизм подъема имеет тросовую более простую систему подъема, но она также не рассчитана на многотонные нагрузки.
2.2. Известен, принятый за прототип, механизм подъема, состоящий из троса на двух блоках с желобами, разнесенными вдоль двух поперечин неподвижной платформы над распределителем нагрузки верхней подвижной плиты, при этом блоки установлены выступающими с двух сторон осями в обхватывающие их подшипниковые опоры, при этом один конец троса соединен с серьгой распределителя нагрузки, а второй конец троса соединен с наконечником штока гидроцилиндра подъема установленного под углом к вертикальной плоскости, проходящей через ось симметрии пресса и вертикально установленных стоек. См. описание к патенту RU №2544717 от 23.04.2013, опубл. 10.03.2015 Бюл. №8. Хотя данный механизм подъема рассчитан на многотонные нагрузки, однако вытягивание троса приводит к замене его при длительной эксплуатации. Отсутствие площадки обслуживания снижает качество обслуживания механизма подъема.
3.1. Известен, принятый за прототип, способ прессования, при котором между нагревательных плитами, когда подвижная верхняя плита находится в самом верхнем положении, укладываются листы шпона с нанесенным на них клеем. В это время верхняя полость гидроцилиндра подъема находится под давлением и крышка своим сферическим наконечником удерживает траверсу в верхнем положении. В это время рычаги с объединяющей перекладиной с двух сторон отведены к силовым стойкам штоками гидроцилиндров поворота. При этом между пружинными рычагами и вспомогательными рычагами каждой нижерасположенной нагревательной плиты и средними рычагами каждой верхней нагревательной плиты образуется подвижный угол λ мах. После укладки листов заготовок изделий между нагревательных плит из полости гидроцилиндра подъема, заполненной маслом под давлением, сбрасывается давление, и траверса ответной частью давит на сферический наконечник и опускается вместе с верхней подвижной плитой, создавая давление для смыкания нагревательных плит и промежуточного поджатая листов заготовок изделий между ними. Величина давления является расчетной и зависит от многих факторов для достижения расстояния между нижней подвижной плитой и верхней подвижной плитой, равным Н, где Н расстояние, обеспечивающее захват выступов отверстиями захватов рычагами. При достижении расчетного расстояния, подается давление на гидроцилиндры поворота и штоки их перемещают объединяющие перекладины с двух сторон от силовых стоек к выступам, захватывая их по семь с каждой стороны. Затем на рабочие цилиндры подается расчетное давление, и расстояние между нижней подвижной плитой и верхней подвижной плитой становится равным величине хода плунжеров рабочих цилиндров. В процессе работы пресса через нагревательные плиты пропускается теплоноситель, подогретый до температуры 100°C. В качестве теплоносителя можно использовать масло, пар и другие жидкие среды. После определенной выдержки, установленной технологическим процессом, из рабочих цилиндров сбрасывается давление. Гидроцилиндры поворота отводят рычаги к силовым стойкам, освобождая выступы из захватов. Подается давление в гидроцилиндры подъема и траверса вместе с верхней подвижной плитой поднимаются вверх, размыкая нагревательные плиты. В этом положение удерживает их, снимая с них готовые изделия, и затем заполняют новыми заготовками. Далее процесс повторяется.
См. описание к патенту RU №2440244 от 09.04.2010, опубл. 20.01.2012. Бюл. №2. Такой порядок прессования не позволяет игнорировать неравномерность массы подвижных плит, а так же заготовки, расположенной на ней, а так же внутренних сопротивлений цилиндров, что повышает итоговую стоимость системы и усложняет ее ремонтопригодность.
3.2. Известен способ прессования, при котором в исходном положении верхняя подвижная плита находится в самом верхнем положении. В это время верхняя полость гидроцилиндров подъема находится под давлением, а штоки удерживают распределитель нагрузки в верхнем положении. При этом рычаги, объединенные перекладиной, отведены к силовым стойкам гидроцилиндрами поворота, а нагревательные плиты раздвинуты и на них укладываются листы заготовок изделий.
После укладки всех листов заготовок изделий между нагревательными плитами из верхней полости гидроцилиндров подъема сбрасывается давление, и под весом распределителя нагрузки нагревательные плиты вместе с заготовками между ними опускаются вниз, заставляя вращаться блоки механизма подъема.
Вес конструкции подвешенной на тросах создает давление для смыкания нагревательных плит, обеспечивая промежуточное поджатие листов заготовок изделий между ними. При смыкании нагревательных плит на гидроцилиндры поворота подается давление и осуществляется захват распределителя нагрузки с двух сторон. Затем на все четырнадцать рабочих цилиндра подается расчетное давление 18-24 кГ/см2, соответствующее для получения данного изделия и расстояние между нижней подвижной плитой и верхней подвижной плитой сокращается на величину хода плунжера рабочих цилиндров.
После определенной выдержки, установленной технологическим процессом, из рабочих цилиндров сбрасывается давление. Штоками гидроцилиндров поворота отводят рычаги захвата с двух сторон к силовым стойкам, освобождая выступы распределителя нагрузки от захвата. Подается давление в верхние полости гидроцилиндров подъема и трос, поднимает распределитель нагрузки и, размыкая нагревательные плиты, заставляет вращаться блоки механизма подъема в обратном направлении. После полного размыкания всех нагревательных плит изделия с готовой формой снимают с них и заполняют новыми заготовками. Процесс повторяется.
См. описание к патенту RU №2544717 от 23.04.2013, опубл. 10.03.2015. Бюл. №8. Такой порядок прессования позволяет в неполной мере игнорировать неравномерность массы подвижных плит, а так же заготовки, расположенной на ней, но стабильность качества получаемых изделий желает быть лучше.
4.1. Известна гидравлическая схема прессования, выполненная в виде электроконтактного манометра, установленного в поршневой полости силового гидроцилиндра и электрически связанного с электромагнитами управления гидрораспределителя остановки и реверса силового гидроцилиндра. При достижении требуемого усилия прессования электроконтактный манометр срабатывает и подает сигнал на переключение гидрораспределителя силового гидроцилиндра. Точность измерения усилия прессования такого устройства сравнительно невысока, поскольку электроконтактный манометр, измеряя давление в поршневой полости силового гидроцилиндра регистрирует не только усилие в зоне прессования, но и усилия внешних факторов: трения подвижной траверсы в направляющих, поршня в цилиндре, которые могут изменяться в результате изменения параметров пресса и гидропривода (температуры, вязкости, давления, условия смазки и т.п.). Кроме того, сбой настройки электроконтактного манометра или электросхемы управления электромагнитами распределителя может привести к браку изделий, что снижает надежность работы пресса. См. описание к авторскому свидетельству SU №737242 от 21.09.77, опубл. 30.05.80. Бюл. №20. В этой конструкции для создания давления используются крупногабаритные цилиндры, увеличивают стоимость системы, требуют наличия системы аккумуляторов, а также количество подготовительных работ.
4.2. Известна, принятая за прототип, гидравлическая схема прессования, устройство контроля усилия прессования, которое, выполнено в виде упругого элемента связанного с гидрораспределителем остановки и реверса силового гидроцилиндра, при этом поршневая полость силового гидроцилиндра соединена с прибором контроля давления, а упругий элемент соединен с плунжером гидроцилиндра. При этом упругий элемент выполнен съемным, а полость гидроцилиндра соединена с дополнительным цилиндром, поршень которого выполнен с возможностью перемещения при настройке. При этом гидрораспределитель остановки и реверса силового гидроцилиндра выполнен с управлением от электромагнитов, а приборы контроля давления выполнены в виде электроконтактных манометров, электрически связанных с электромагнитами гидрораспределителя остановки и реверса силового гидроцилиндра через блок сравнения. См. описание к патенту RU №2243097 от 14.07.2004, опубл. 27.12.2004. Хотя данное устройство по сравнению с аналогом обеспечивает повышение точности измерения усилия прессования и надежность системы контроля усилия прессования, однако использовать его в гидравлических прессах, в которых требуется точно задавать и контролировать усилия прессования на большой плоскости прессования и большим количеством силовых гидроцилиндров сводит эти преимущества на «нет».
Задачей группы изобретений является исключение возможности угрозы обслуживающему персоналу и использование цепной системы подъема.
Технический результат заключается в повышение надежности работы пресса, упрощении конструкции и использование цепной системы подъема при многотонных нагрузках.
Технические решения позволяет создать конструкция гидравлических прессов, в которых необходимо равномерно сжимать заготовку на широком формате, а затем сообщать большое усилие.
Это достигается тем, что гидравлический многоэтажный пресс содержащий станину, расположенную между четырьмя вертикальными силовыми стойками с установленными на них гидроцилиндрами поворота, рабочие цилиндры, подвижную верхнюю плиту с выступами, выходящими за пределы поперечных ее габаритов и входящие в отверстия рычагов для захвата подвижной верхней плиты, которые посредством шарнирных соединений закреплены на станине, подвижную нижнюю плиту, расположенную на плунжерах рабочих цилиндров, нагревательные плиты, расположенные между подвижными верхней и нижней плитами и два механизма подъема подвижной верхней плиты, при этом количество рычагов соответствует количеству рабочих цилиндров, а гидроцилиндры поворота выполнены с возможностью одновременного перемещения рычагов с помощью объединяющих перекладин, неподвижную платформу, и устройство стабилизации, состоящее из расположенных с двух противоположных сторон на подвижной верхней плите опорных рычагов, на конце каждого из которых установлен ползун, при этом каждый механизм подъема выполнен в виде гидроцилиндра подъема, установленного штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками, двух блоков с желобами, разнесенных вдоль двух поперечин неподвижной платформы с блоками над верхней подвижной плитой.
При этом отверстия рычагов для захвата выполнены прямоугольными в три ряда, а на блоках расположена цепь один конец которого соединен с серьгой подвижной верхней плиты, а второй - с наконечником штока гидроцилиндра подъема, сверху на перекладинах расположена площадка обслуживания, под которой установлена вытяжка, представляющая собой каркас, закрытый с боков и сверху листами, перекрывающий основанием каркаса три подвешенные нагревательные плиты в разомкнутом состоянии. Это достигается тем, что механизм подъема гидравлического многоэтажного пресса, имеющего силовые вертикальные стойки, неподвижную платформу с поперечинами, подвижную верхнюю плиту с распределителем нагрузки, характеризующийся тем, что он содержит гидроцилиндр подъема, установленный штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками пресса, два блока с желобами, разнесенные вдоль двух поперечин неподвижной платформы над подвижной верхней плитой пресса и установленных выступающими с двух сторон осями в охватывающие их опоры, расположенные на поперечинах, при этом оси проходят, через центральное отверстие блока с развитым желобом для цепи и каждый блок размещен на двух подшипниках скольжения, между которыми расположена втулка в виде кольца, при этом один конец цепи через переходник соединен с серьгой распределителя нагрузки подвижной верхней плиты пресса, а второй - через переходник с наконечником штока гидроцилиндра подъема.
Это достигается тем, что способ прессования, при котором в исходном положении рычаги, объединенные перекладиной, отведены к силовым стойкам гидроцилиндрами поворота и в зазоры между нагревательными плитами укладываются листы заготовок изделий, после чего из верхней полости гидроцилиндров подъема сбрасывается давление, и под весом верхней подвижной плиты и нагревательных плит вместе с заготовками между ними опускаются вниз, заставляя вращаться блоки механизма подъема, создавая давление для смыкания нагревательных плит и обеспечивая промежуточное поджатие листов заготовок изделий между ними, после смыкания нагревательных плит на гидроцилиндры поворота подается давление и осуществляется захват верхней подвижной плиты с двух сторон и затем подачей давления на рабочие цилиндры осуществляется прессование с выдержкой, после чего из рабочих цилиндров сбрасывается давление и штоки гидроцилиндров поворота отводят рычаги захвата с двух сторон к силовым стойкам, освобождая выступы верхней подвижной плиты от захвата. Подается давление в верхние полости гидроцилиндров подъема и цепи, поднимают верхнюю подвижную плиту, размыкая нагревательные плиты и снимают с них изделия с готовой формой. При этом в исходном состоянии верхняя подвижная плита опущена вниз и нагревательные плиты сомкнуты и в этом положении штоки гидроцилиндров подъема выдвинуты в крайнее верхнее положение, а штоки гидроцилиндров поворота полностью втянуты, при этом накидные рычаги с объединяющей перекладиной с двух сторон отведены к силовым стойкам давление во всех рабочих цилиндрах отсутствует и их поршни находятся в нижнем положении, при этом загрузка заготовок между нагревательными плитами в зазоры образованные дискретным подъемом верхней подвижной плиты и поочередным размыканием нагревательных плит, начиная с расположенной снизу на верхней подвижной плите второй нагревательной плитой, расположенной под ней и после укладки последней заготовки, производится смыкания нагревательных плит с уложенными между ними заготовками, обеспечивая промежуточное поджатие листов заготовок между ними после чего осуществляется захват выступов верхней подвижной плиты с двух сторон отверстиями определенного ряда, затем на четыре угловых рабочих цилиндра подается предварительное расчетное давление, которое производит предварительное поджатие заготовок нижней подвижной плитой, при котором на величину ΔH хода плунжера рабочих цилиндров сокращается расстояние между нижней подвижной плитой и верхней подвижной плитой и после чего дается временная пауза для выравнивания давления по высоте и площади, затем на все четырнадцать рабочих цилиндра подается предварительное расчетное давление, соответствующее получению данного изделия и расстояние между нижней подвижной плитой верхней подвижной плитой сокращается на величину хода плунжера H рабочих цилиндров, затем после определенной выдержки, установленной технологическим процессом, идет равномерное снижение давления во всех рабочих цилиндрах до средних величин и при достижении давления средних величин, начинается снижение давления в средних рабочих цилиндрах, а затем в остальные четыре угловых цилиндрах равномерно опускают нижнюю подвижную плиту в исходное положение, после чего штоки гидроцилиндров поворота отводят рычаги захвата с двух сторон к силовым стойкам, освобождая выступы верхней подвижной плиты из зацепления, затем подается давление в верхние полости гидроцилиндров подъема и цепи двух механизмов подъема, поднимают верхнюю подвижную плиту вместе с нагревательными плитами и готовыми изделиями на них, При этом нагревательные плиты размыкаются поочередно и с них поочередно сталкивают готовые изделия и перекладывают на подъемник, находящейся с противоположной стороны, стороне загрузки и после полного размыкания всех нагревательных плит снимают последнее готовое изделие, и плиты опускаются в исходное положение.
Это достигается тем, что гидравлическая схема прессования гидравлического многоэтажного пресса, включающая, масляный бак и магистрали подачи рабочей среды к механизмам пресса, При этом она включает магистраль подачи давления на гидроцилиндры подъема, магистраль подачи давления на гидроцилиндры поворота и магистраль подачи давления на рабочие цилиндры, при этом каждая магистраль имеет соответствующий вентиль с манометрами, а перед каждым вентилем установлены предохранительные клапаны с распределителями, сбрасывающие избыточное давление в магистралях за счет перепуска рабочей среды в бак, а три обратных клапана перекрывают давление из общей магистрали, при этом магистраль подачи давления на гидроцилиндры подъема включает распределитель и делится на два равных потока, каждый из которых имеет по одному одинаковому отсечному клапану, осуществляющих в итоге подъем или опускание верхней подвижной плиты, а также размыкание и смыкание нагревательных плит, магистраль подачи давления на гидроцилиндры поворота включает редукционный клапан, последовательно соединенного с распределителем, после которого она делится на четыре равных потока, осуществляющих захват выступов отверстиями рычагов, магистраль подачи давления на рабочие цилиндры состоит из двух самостоятельно входящих потоков, один из которых с распределителем и дросселем, а второй с другим распределителем объединяются в общий поток подачи давления на рабочие цилиндры и через третий распределитель, после которого стоит датчик давления, направляет поток на рабочие цилиндры, разделяя их по ходу на два потока, один поток и которых, через четвертый распределитель, направляется на четыре угловых рабочих цилиндров, другой поток, через пятый распределитель, направляется на остальные десять рабочих цилиндра, давление в общую магистраль подается двумя насосами, один из которых сдвоенный с двумя электродвигателями.
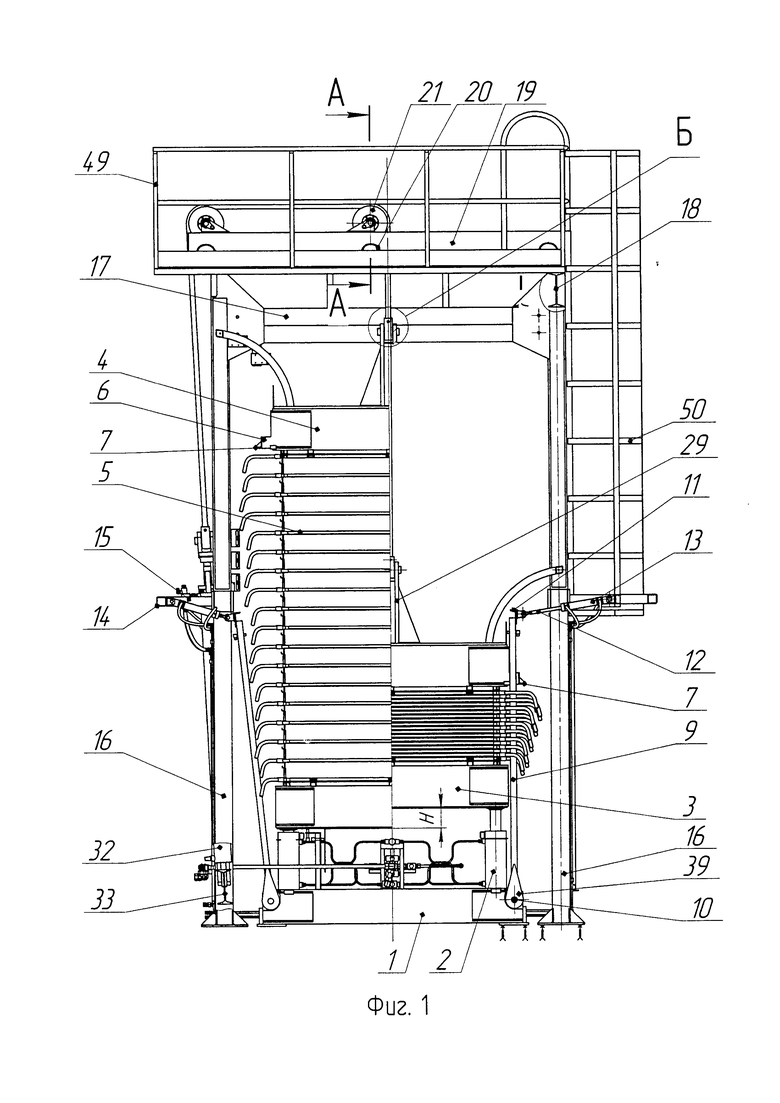
На фиг. 1 - представлен общий вид пресса без вытяжки. Правая половина с сомкнутыми нагревательными плитами, левая с раздвинутыми нагревательными плитами.
На фиг. 2 - вид слева с раздвинутым расположением нагревательных плит.
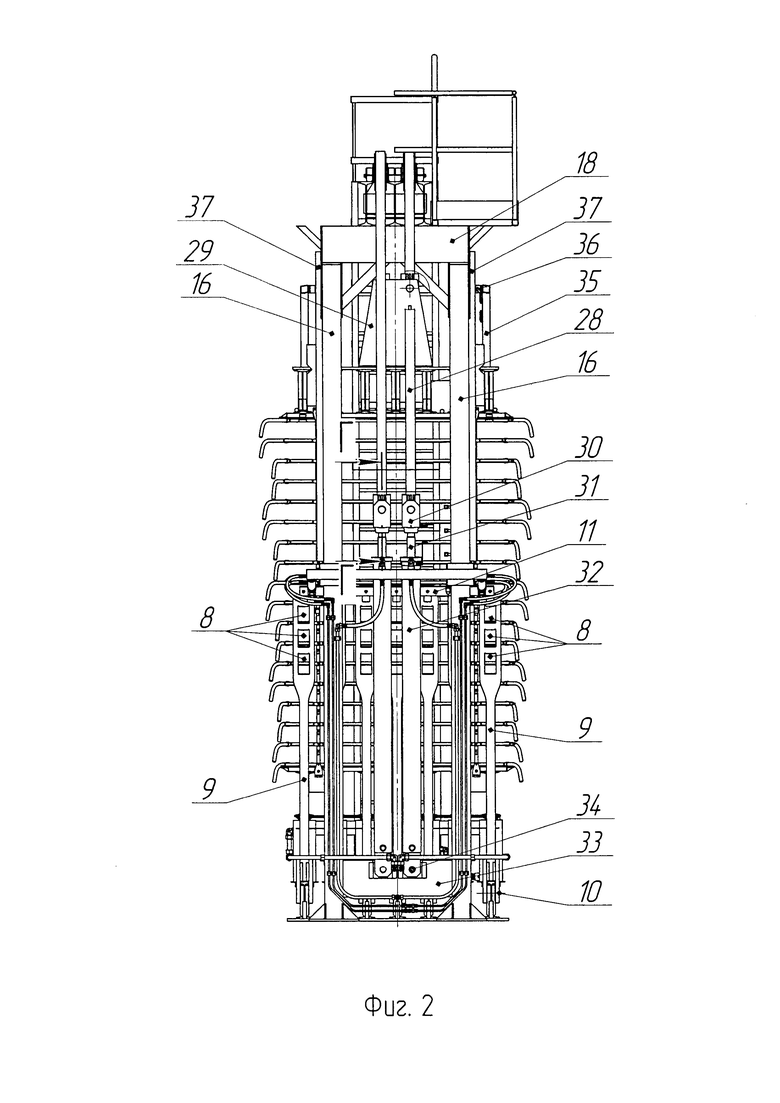
На фиг. 3 - вид сверху на фиг. 1 без установленной защиты механизма подъема и без настила площадки обслуживания с одной из сторон механизма подъема.
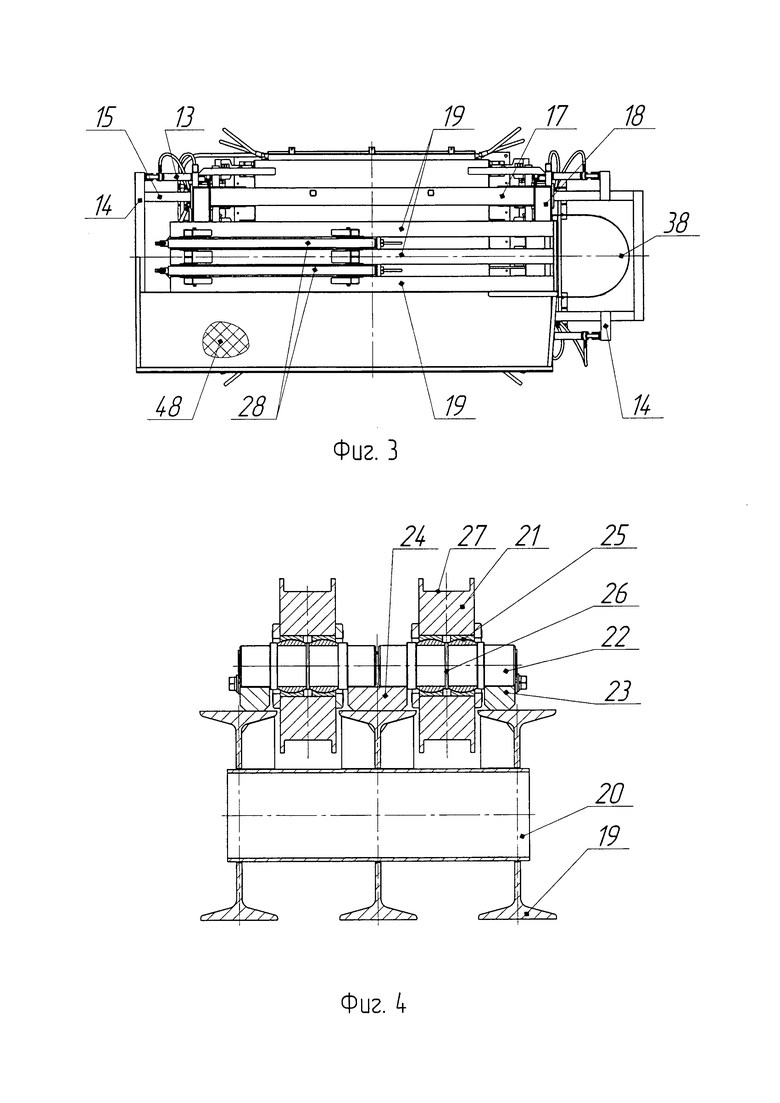
На фиг. 4 - сечение А-А по оси установки крайней пары блоков механизма подъема без установленного кожуха.
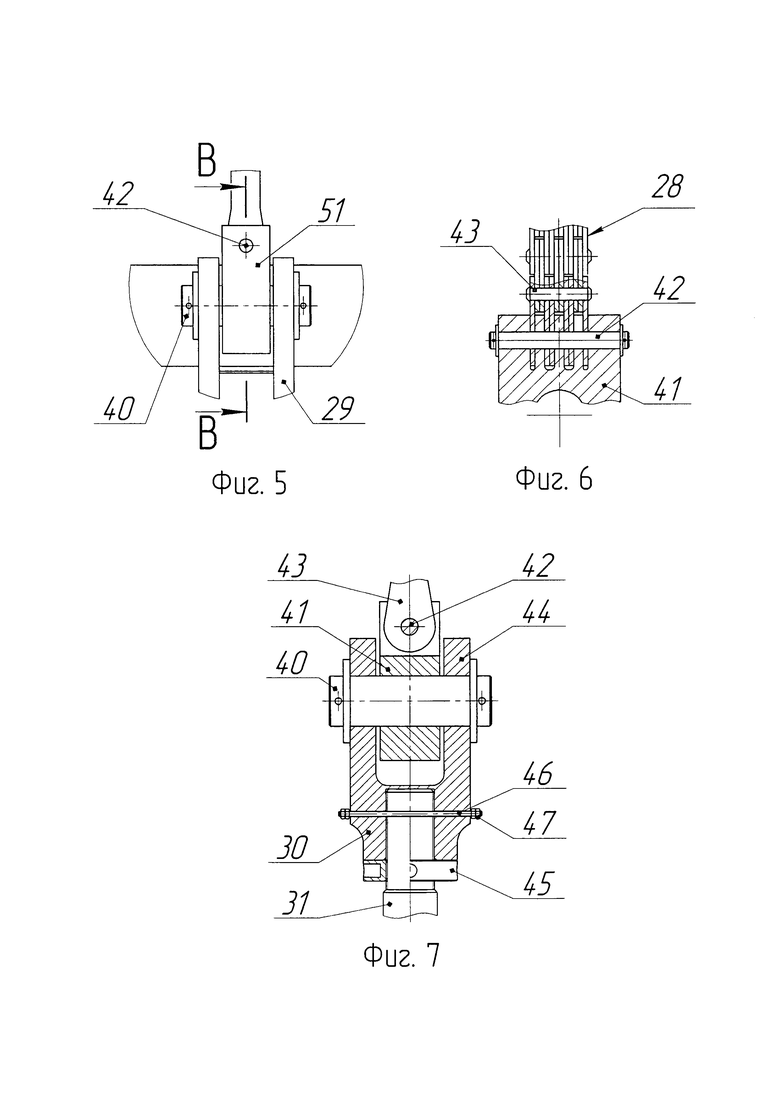
На фиг. 5 - выносной элемент Б (Увеличено).
На фиг. 6 - сечение В-В.
На фиг. 7 - сечение Г-Г.
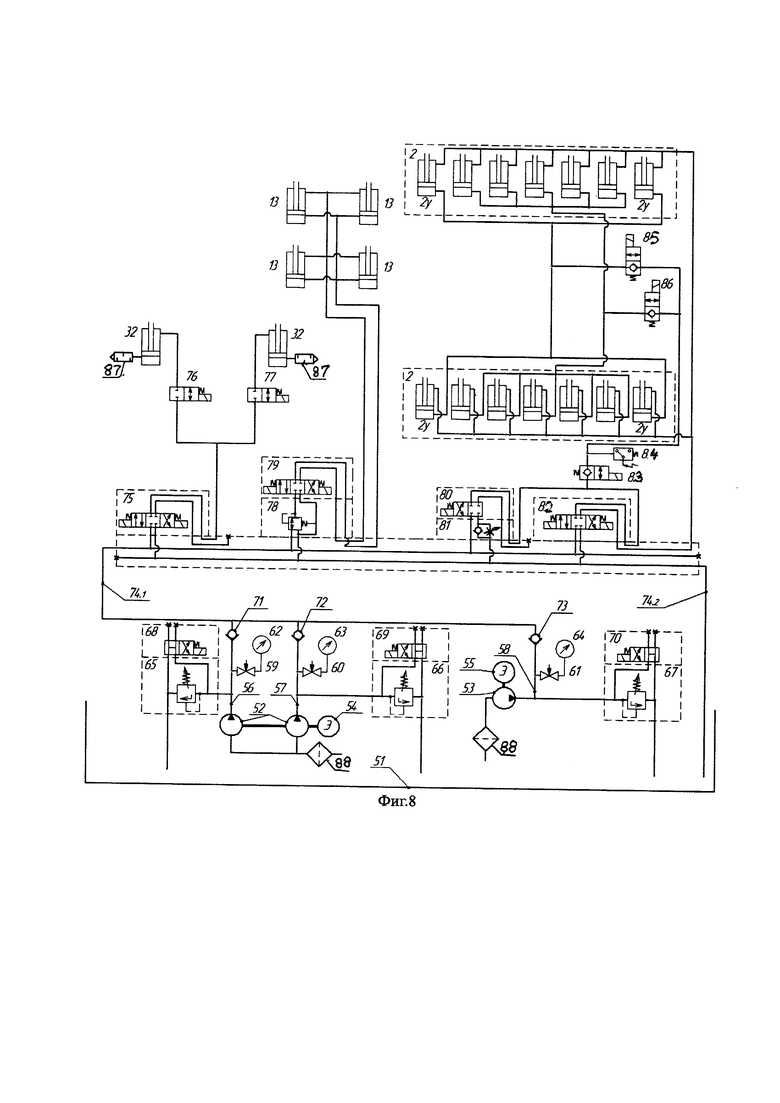
На фиг. 8 - гидравлическая схема.
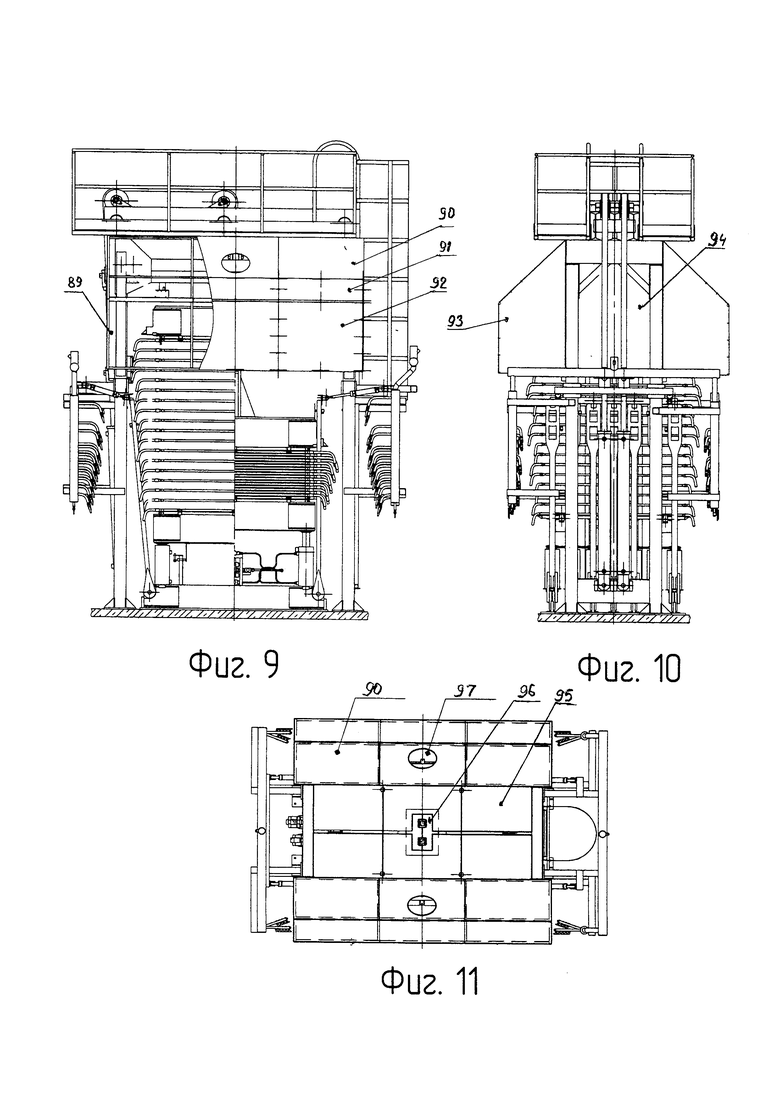
На фиг. 9 - вид на пресс с установленными вытяжкой и площадкой обслуживания со стороны загрузки пресса.
На фиг. 10 - вид на пресс сбоку, с установленными вытяжкой и площадкой обслуживания, со стороны установки гидроцилиндров подъема.
На фиг. 11 - вид на пресс сверху с установленной вытяжкой и без площадки обслуживания.
Гидравлический многоэтажный пресс имеет рамную конструкцию и состоит из станины 1 в виде неподвижного основания, на котором расположены рабочие цилиндры 2. На плунжерах рабочих цилиндров 2 расположена подвижная нижняя плита 3. Над подвижной нижней, плитой 3 установлена подвижная верхняя плита 4, а между ними расположены нагревательные плиты 5. Причем крайние нагревательные плиты 5 установлены - первая на подвижной нижней плите 3 сверху, другая на подвижной верхней плите 4 снизу разъемными соединениями через теплоизолирующие слои (на фиг. не показаны). Верхняя подвижная плита 4 одновременно является распределителем нагрузки и имеет с двух противоположных сторон выступы 6, выходящие за ее поперечные габариты с двух противоположных сторон. Выступы 6 имеют направляющие 7 и входят в отверстия 8 (см. фиг. 2) рычагов 9. Отверстия 8 на рычагах 9 расположены в три ряда и определяют уровень захвата подвижной верхней плиты 4 за выступы 6.
Снизу рычаги 9 закреплены на станине 1 с помощью шарнирных соединений 10. Сверху рычаги 9 имеют объединяющие перекладины 11 (см. также фиг. 1, 2), к которым подсоединены штоки 12 (см. также фиг. 1) гидроцилиндров поворота 13. Другие концы гидроцилиндров поворота 13 установлены на выступающих концах поручней 14 (см. также фиг. 3), которые при помощи стоек 15, расположенных в горизонтальной плоскости, закреплены на четырех вертикальных силовых стойках 16. Две силовые стойки 16, расположенные как слева, так и справа, объединены сверху между собой двумя парами параллельно расположенных перекладин 17 и двумя параллельно расположенных перекладин 18 соответственно. При этом перекладины 17 расположены сверху между силовыми стойками 16, а перекладины 17 сверху на стойках 16 и расположены перпендикулярно между собой.
Гидравлический многоэтажный пресс имеет два механизм подъема установленные на одной неподвижной платформе, которая расположена сверху на перекладинах 18, объединяя их. Неподвижная платформа состоит из трех параллельно расположенных с зазором между собой поперечин 19, объединенных трубами 20 (см. фиг. 4). Каждый механизм подъема расположен между поперечин 19 в двух зазорах образованных этими поперечинами и состоит из пары разнесенных блоков 21 установленных на осях 22, выступающие концы которых расположены на разнесенных опорах 23 и 24 и закреплены на смежных поперечинах 19. Каждый блок 21 размещен на двух подшипниках 25 скольжения, между которыми расположена втулка 26 в виде кольца. При этом опоры 24 расположенные на средней поперечине 19 превышают ширину опор 23 в два раза.
На наружном диаметре блоки 21 имеют желоб 27 под расположение соответствующей цепи 28 (см. фиг. 2, 3) механизма подъема. Один конец цепи 28 соединен с серьгой 29 (см. фиг. 2, 5) верхней подвижной плиты 4, а второй конец цепи 28 соединен с наконечником 30 (см. фиг. 2) штока 31 гидроцилиндра подъема 32 механизма подъема. Свободный конец гидроцилиндра подъема 32 установлен на нижней перекладине 33 (см. фиг. 1, 2) при помощи шарнирного соединения 34 (см. фиг. 2). Нижняя перекладина 33 установлена между левыми стойками 16 (см. фиг. 1).
Таким образом, гидравлический многоэтажный пресс имеет два механизма подъема, каждый из которых состоит из гидроцилиндра подъема 32, цепи 28 расположенной сверху в желобах 27, двух разнесенных между собой блоков 21 и соединенного с соответствующей серьгой 29 верхней подвижной плиты 4. Гидроцилиндры подъема 32 расположены штоками вверх под углом между собой и вертикально установленных силовых стоек 16. При этом установочные углы наклона гидроцилиндров подъема 32 обеспечиваются расположением между собой двух блоков 21 устанавливаемых на краю неподвижной платформы и вдоль нее.
Механизм подъема осуществляет перемещение вверх-вниз верхней подвижной плиты 4 (см. фиг. 1) вместе с нагревательными плитами 5, способствуя смыканию и размыканию последних. Смежные нагревательные плиты 5 связаны между собой упругими связями и снабжены греющим контуром, позиции которых на фигурах не обозначены.
Перемещение нагревательных плит 5, как вверх, так и вниз сопровождается возможным поворотом верхней подвижной плиты 4 вокруг вертикальной оси симметрии пресса в горизонтальной плоскости и их смещением относительно друг друга, что способствует смещению выступов 6 с направляющими 7 относительно отверстий 8. На смещение нагревательных плит 5 в процессе их перемещения влияет много факторов, как конструктивных, так и технологических. Поэтому предлагаемый пресс снабжен устройством стабилизации, состоящим из двух опорных рычагов 35 (см. фиг. 2), расположенных с двух противоположных сторон на верхней подвижной плите 4. На конце каждого опорного рычага 35 установлен ползун 36. В состояние покоя верхней подвижной плиты 4, ползуны 36 прижаты к направляющим 37.
Способ прессования заключается в следующем. В исходном состоянии верхняя подвижная плита 4 опущена вниз. Нагревательные плиты 5 сомкнуты, в этом положении: штоки 31 гидроцилиндров подъема 32 выдвинуты в крайнее верхнее положение; штоки 12 гидроцилиндров поворота 13 полностью втянуты, при этом накидные рычаги 9 с объединяющей перекладиной 11 с двух сторон отведены к силовым стойкам 16; давление во всех рабочих цилиндрах 2 отсутствует и их поршни находятся в нижнем положении. Вначале производится загрузка заготовок между нагревательными плитами в зазоры образованные подъемом верхней подвижной плиты 4. Для этого в верхнюю полость гидроцилиндров подъема 32 подается давление, достаточное для образования максимального зазора между первой нагревательной плитой 5, расположенной снизу на верхней подвижной плите 4 и второй нагревательной плитой 5, расположенной под ней. Все остальные нагревательные плиты 5 сомкнуты.
Напротив этого максимального зазора на подъемнике со стопой заготовок (на фиг. не показаны) в количестве необходимом для загрузки гидравлического пресса расположена первая заготовка, расположенная сверху на подъемнике. В это время производится укладка первой заготовки будущего изделия, состоящего из определенного количества листов шпона, в зазор между этими нагревательными плитами 5.
После укладки первой заготовки, в верхнюю полость гидроцилиндров подъема 32 подается добавочное давление, при котором образуется второй зазор между второй и третьей нагревательными плитами 5 и верхняя полость гидроцилиндров подъема 32 находится под давлением, достаточным для поддержания этого второго зазора определенное время для установки следующей заготовки между этими нагревательными плитами 5. Все остальные нагревательные плиты 5, расположенные снизу сомкнуты. Так этот процесс укладки заготовок производится до тех пор, пока в последний зазор между последней нагревательной плитой 5 и предпоследний не уложат последнюю заготовку, расположенную на подъемнике. После дискретного подъема всех нагревательных плит 5 и укладки всех заготовок верхняя подвижная плита 4 находится в крайнем верхнем положении. Все заготовки укладываются строго по центру нагревательных плит 5. После укладки последней заготовки, давление из верхней полости гидроцилиндров подъема 32 стравливается, и верхняя подвижная плита 4 вместе с нагревательными плитами 5 и заготовками на них под собственным весом опускаются вниз, заставляя вращаться блоки 21 механизма подъема.
Вес конструкции подвешенной на цепях 28 создает давление для смыкания нагревательных плит 5 с уложенными между ними заготовками, обеспечивая промежуточное поджатие листов заготовок между ними. При смыкании нагревательных плит 5 дается выдержка для выравнивания температурного режима по толщине заготовок, т.к. начало прогрева верхних плит начинается раньше, чем время последней плиты на время равное загрузки. Поэтому чем быстрее осуществляется загрузка, тем меньше время выдержки. Время выдержки зависит и от толщины заготовки, которая в свою очередь зависит от количества слоев шпона в заготовке и толщины самого шпона.
В это время верхняя подвижная плита 4 направляющими 7 располагаются таким образом, чтобы отверстия 8 определенного ряда могли осуществить захват выступов 6, т.е. располагались напротив друг друга в момент захвата.
На гидроцилиндры поворота 13 подается давление, выдвигаются штоки 12, осуществляя поворот рычагов 9 в сторону выступов 6 верхней подвижной плиты 4, и при их вертикальном расположении осуществляется захват верхней подвижной плиты 4 с двух сторон отверстиями 8 определенного ряда.
Затем на четыре угловых рабочих цилиндра 2 подается предварительное расчетное давление, которое производит предварительное поджатие заготовок нижней подвижной плитой 3, при котором на величину ΔH хода плунжера рабочих цилиндров 2 сокращается расстояние между нижней подвижной плитой 3 и верхней подвижной плитой 4. После чего дается временная пауза для выравнивания давления по высоте и площади.
Затем на все четырнадцать рабочих цилиндра подается предварительное расчетное давление, соответствующее получению данного изделия и расстояние между нижней подвижной плитой 3 и верхней подвижной плитой 4 сокращается на величину хода плунжера Н рабочих цилиндров 2.
После определенной выдержки, установленной технологическим процессом, идет равномерное снижение давления во всех 14 рабочих цилиндрах 2 до средних величин. При достижении давления средних величин, начинается снижение давления в средних 10 рабочих цилиндрах 2, а затем и в остальных четырех угловых цилиндрах равномерно опускают нижнюю подвижную плиту 3 в исходное положение. После штоки 12 гидроцилиндров поворота 13 отводят рычаги захвата 9 с двух сторон к силовым стойкам 16, освобождая выступы 6 верхней подвижной плиты 4 из зацепления.
Подается давление в верхние полости гидроцилиндров подъема 32 и цепи 28 двух механизмов подъема, поднимают верхнюю подвижную плиту 4 вместе с нагревательными плитами 5 с готовыми изделиями на них. При этом нагревательные плиты размыкаются поочередно и с них поочередно сталкивают готовые изделия и перекладывают на подъемник, находящейся с противоположной стороны, стороне загрузки. При этом блоки 21 механизма подъема вращаются в обратном направлении. После полного размыкания всех нагревательных плит 5 снимают последнее готовое изделие, и плиты опускаются в исходное положение. Процесс повторяется.
Пресс также содержит (на фиг. не показаны) пульт управления с электроаппаратурой, управляющей работой механизмов пресса, и гидравлическую станцию с гидроаппаратурой. Пресс может иметь наладочный и автоматический режимы работы. Перевод пресса с одного режима на другой, а также управление всеми механизмами пресса в наладочном режиме, осуществляется с пульта управления.
Гидравлический многоэтажный пресс изготавливается из разнообразного стального профиля марки Ст.3, в основном из двутавра, труб прямоугольного сечения, листа и он представляет собой сварную каркасную конструкцию, удобную для монтажа, профилактического осмотра с обеспечением доступа к основным узлам и механизмам.
Далее конкретная реализации изготовления и сборки пресса будет показана на примере пресса с получением фанеры толщиной 8.00 мм с габаритными размерами нагревательных плит 1730×1760 мм.
Станина 1 выполнена из семи отрезков двутавра №36 длиной 2230 мм, установленных на полку с развитием площади этой полки под рабочими цилиндрами 2 и с увеличением толщины стойки двутавра до 40.0 мм, за счет парных прямоугольных листов размером 300×1730 мм, и установленными с разных сторон двутавра (см. фиг. 1). Как и многие элементы конструкции пресса, снизу станина 1 может быть усилена косынками, ребрами, профилем и может иметь установочные элементы крепления. Станина может быть выполнена и из другого профиля, например швеллера, но при этом она должна иметь одну общую горизонтальную плоскость под всеми рабочими цилиндрами 2.
Рабочие цилиндры 2 приобретаются или изготавливаются с диаметром плунжера 160 мм и высотой H, равной 400 мм, с рабочим давлением не менее 30 МПа.
На плунжеры рабочих цилиндров 2 устанавливается нижняя плита 3 изготовленная аналогично станине 1 и с установленной сверху неразъемным соединением металлическим листом с габаритными размерами 1900×2000 мм и толщиной 20 мм и нагревательной плитой 5. Аналогично изготавливается верхняя подвижная плита 4 с установленными снизу и сверху металлическими листами с габаритными размерами 1900×2000 мм и толщиной 20 мм и нагревательной плитой 5. Верхние и нижние плиты 4 и 3 изготавливаются и устанавливаются симметрично относительно вертикальной плоскости, проходящей через ось 38 симметрии пресса (см. фиг. 3) и перпендикулярной ей, проходящей посередине между двух перекладин 18. Надо отметить, что относительно этих двух плоскостей симметрично устанавливаются рабочие цилиндры 2 на горизонтальной плоскости, силовые стойки 17, располагаются выступы 6 с направляющими 7 подвижной верхней плиты 4, рычаги 9 с объединяющими перекладинами 11 и гидроцилиндры поворота 14, а также подвешенные нагревательные плиты 5. Нижняя плита 3 одновременно является распределителем нагрузки. При этом нижняя плита 3, основание 1 и подвижная верхняя плита 4 имеют идентичные конструкции, и поэтому значительно упрощается сам процесс изготовления пресса и снижается ассортимент применяемого профиля их изготовления.
Неподвижная платформа механизма подъема изготавливается из трех параллельно расположенных между собой отрезков двутавра №36 длиной 3030 мм, являющимися поперечинами 19 с расстоянием между ними 110 мм. При этом с помощью сварки они соединены с тремя отрезками труб 20 диаметром Ф=159 мм и длиной 510 мм и составляют единую конструкцию, которую устанавливают на верхние перекладины 18 таким образом, чтобы средняя поперечина 19 располагалась симметрично относительно оси 38 симметрии пресса (см. фиг. 3).
Между нагревательными плитами 5 и подвижными плитами 3 и 4 укладываться теплоизоляционный слой, выполненный в виде мата, прокладки или системы прокладок и мата.
Левые и правые силовые стойки 16 изготавливаются из трубы прямоугольного профиля 150×150 мм и устанавливаются на расстоянии друг от друга, равном 2600 мм, на подкладках с усиливающими ребрами и креплением (не обозначены) к плоской горизонтальной поверхности пола. Сверху левые и правые силовые стойки 16 объединяют дополнительными перекладинами 17 с косынками.
Ползуны 36 (см. фиг. 2), расположенные на конце опорных рычагов 35, изготовлены из чугуна и имеют форму утолщенной шайбы со сквозным ступенчатым осевом отверстием для ее установки на рычаге 35 с установкой головки болта впотай. Крепятся ползуны 36 болтовым соединением с регулирующими шайбами.
Рычаг 9 изготавливается из металлической пластины шириной 170 мм, толщиной 50 мм и длиной 2350 мм с двумя прямоугольными отверстиями 90×140 мм и третьим нижним прямоугольным отверстием 90×170 мм. После третьего нижнего прямоугольного отверстия ширина пластины плавно уменьшается до 70 мм и снизу к толщине пластины с двух сторон неразъемным соединением крепиться пластины 39 (см. фиг. 1) в виде уха на общей длине 200 мм, с образованием снизу вилки шарнирного соединения 10. Пластины 39 выполнены из металлического листа толщиной 30 мм и снизу имеют ширину 150 мм, скругленную по радиусу 75 мм вокруг отверстия диаметром Ф=50 мм под ось шарнирного соединения 10.
Для изготовления нагревательной плиты 5 желательно воспользоваться изобретением, защищенным патентом RU №2492052.
При изготовлении механизм подъема в качестве цепи 28 (см. фиг. 3) применялась цепь П-44,45-558-4-3 стальная пластинчатая с валиком диаметром Ф=14,27 мм и длиной звена 77 мм. Общая длина цепи 28 составляет 5399,5 мм и соответствует ГОСТ 23540-79.
Каждый блок 21 (см. фиг. 4) по наружному диаметру желоба 27 имеет размер Ф=256 мм с выступающими с двух сторон осями 22 диаметром Ф=70.0 мм, расположенными на подшипниковых опорах 23 и 24. Блоки 21 могут иметь сборную сварную конструкцию. В качестве подшипников 25 был выбран подшипник скольжения GE 70 ТХЕ - 2 LS (SKF).
Серьга 29 расположена сверху на верхней подвижной плите 4 и состоит из двух параллельных металлических трапециидальных пластин с треугольными ребрами жесткости и сквозными отверстиями, в которые вставляются оси 40 (см. фиг. 5). Между трапециидальных пластин на оси 40 диаметром Ф=60 мм подвешен переходник 41. Переходник 41 имеет форму четырехгранной призмы с основанием 70×140 мм и высотой 190 мм с двумя взаимно перпендикулярными отверстиями и пазами под пластины последнего звена цепи 28, через которые проходит отверстие диаметром Ф=20 мм для соединения цепи 28 при помощи оси 42 диаметром Ф=20 мм и длиной 160 мм с переходником 41. При этом крайние пластины звена 43 (см. фиг. 6) цепи 28 имеют конечные отверстия диаметром 20 мм, через которые проходит ось 42. Наконечник 30 (см. фиг. 7) штока 31 сверху имеет вилку 44 с осью для крепления на ней переходника 41. Наконечник 30 соединяется со штоком 31 резьбовым соединением с контргайкой 45 и дополнительно страхуется от разворота шпилькой 46 с гайками 47 на выступающих концах. При этом оси шарнирного соединения двух наконечников 30 в крайнем выдвинутом положении штока 31 имеют размеры между собой равные размеру между осями симметрии парных желобов 27.
Цепи 28 каждого механизма подъема расположены на разнесенных блоках 21 вдоль поперечин 19 и расположены параллельно друг другу и оси 38 симметрии пресса.
Сверху блоки 21 механизма подъема могут закрываться системой кожухов, которые не препятствуют вращению блоков 22 и перемещению цепи 28 в желобе 27 и одновременно не позволяют выходу цепи 28 из желоба 27 блока 21.
Пресс имеет площадку обслуживания 48 (см. фиг. 3) с ограждением 49 (см. фиг. 1) и подъемной лестницей 50.
Пресс также содержит (на фиг. не показаны) пульт управления с электроаппаратурой, управляющей работой механизмов пресса, и гидравлическую станцию с гидроаппаратурой. Пресс может иметь наладочный и автоматический режимы работы. Перевод пресса с одного режима на другой, а также управление всеми механизмами пресса в наладочном режиме, осуществляется с пульта управления.
Гидравлическая схема прессования (см. фиг. 8) включает, стоящую отдельно с системой трубопроводов или шлангов, подсоединенных ко всем механизмам пресса и состоящую из масляного бака 51, двух насосов 52 и 53 с электродвигателями 54 и 55 соответственно подачи рабочей среды к механизмам пресса по трем магистралям 56, 57, и 58. При этом насос 52 является сдвоенным, образующий два потока рабочей среды, направляемых по двум различным магистралям 56 и 57 подачи рабочей среды к механизмам пресса. Каждая магистраль имеет соответствующий вентиль 59, 60 и 61 с манометрами 62, 63 и 64. Перед каждым вентилем установлены предохранительные клапаны 65, 66 и 67 с распределителями 68, 69 и 70, сбрасывающие избыточное давление в магистралях за счет перепуска рабочей среды в бак 51.
Три обратных клапана 71, 72 и 73 перекрывают давление из общей магистрали 74.1 к трем магистралям 56, 57, и 58.
От общей магистрали 74.1 потоки рабочей среды разделяются на три магистрали: магистраль подачи давления на гидроцилиндры подъема 32; магистраль подачи давления на гидроцилиндры поворота 13; магистраль подачи давления на рабочие цилиндры 2.
Магистраль подачи давления на гидроцилиндры подъема 32 включает распределитель 75, после которого она делится на два равных потока, каждый из которых имеет по одному одинаковому отсечному клапану 76 и 77, осуществляющих в итоге подъем или опускание верхней подвижной плиты 4, а также размыкание и смыкание нагревательных плит 5.
Магистраль подачи давления на гидроцилиндры поворота 13 включает редукционный клапан 78, последовательно соединенного с распределителем 79, после которого она делится на четыре равных потока, осуществляющих захват выступов 7 отверстиями 8 определенного ряда рычагов 9.
Магистраль подачи давления на рабочие цилиндры 2 состоит из двух самостоятельно входящих потоков, один из которых с распределителем 80 и дросселем 81, а второй с распределителем 82 объединяются в общий поток подачи давления на рабочие цилиндры 2 и через распределитель 83, после которого стоит датчик давления 84, направляет поток на рабочие цилиндры 2, разделяя их по ходу на два потока. Один поток, через распределитель 85, направляется на четыре угловые рабочие цилиндра 2, которые для удобства восприятия снабжены индексом «у». Другой поток, через распределитель 86, направляется на остальные десять рабочих цилиндра 2.
Реализация способа прессования с помощью предложенной гидравлической схемы осуществляется следующим образом.
При загрузке в верхнюю полость гидроцилиндров подъема 32 подается давление, верхняя подвижная плита 4 приподнимается и фиксируется в таком положении, при котором образуется зазор, достаточный для загрузки заготовки в этот зазор между этой плитой и следующей нагревательной плитой 5, остальные нагревательные плиты остаются сомкнутыми. Чтобы подать давление в гидроцилиндры подъема 32 включается электродвигатель 55 привода насоса высокого расхода 53, рабочая среда по магистрали 58 через обратный клапан 73 поступает в общую магистраль 74.1 и далее через распределитель 75 и два отсечных клапана 76, 77 в штоковые полости гидроцилиндров подъема 32, магистраль слива при этом перекрывается распределителем 70. При этом перекрыты распределители 79, 80 и 82.
При образовании максимального зазора между нагревательными плитами 5 он фиксируется в данном положении, для чего распределитель 75 перекрывает общую магистраль 74.1, распределитель 70 открывает магистраль слива, отсечные клапаны 76, 77 закрываются, дополнительно перекрывая слив рабочей среды из гидроцилиндров подъема 32 и поддерживая в них, таким образом, давление, достаточное для фиксации заданного положения верхней подвижной плиты 4.
Со стороны загрузки возле пресса установлен подъемник (на фиг. не показан) с уложенной на него стопой заготовок. Путем изменения высоты подъема верхнюю заготовку на подъемнике располагают напротив образовавшегося между плитами зазора, после чего перекладывают ее на нижнюю в зазоре нагревательную плиту 5. Далее, путем последовательного переключения распределителя 75 общей магистрали 74.1, отсечных клапанов 76, 77 гидроцилиндров подъема 32 и распределителя 70 магистрали слива продолжают дискретный подъем верхней подвижной плиты 4 с образованием зазора между следующими нижележащими нагревательными плитами 5 и загрузкой в него очередной заготовки. При необходимости подъемник поднимают так, чтобы следующая заготовка располагалась напротив зазора между плитами.
После укладки последней заготовки необходимо сомкнуть плиты 3 и 4. Для этого выключается электродвигатель 55 привода насоса высокого расхода 53, открывают отсечные клапаны 76, 77, распределитель 75 переводят в положение, при котором полости гидроцилиндров подъема 32 соединяются с магистралью слива 74.2.
Под весом конструкции плиты смыкаются, при этом цепи 28, на которых эта конструкция подвешена за наконечники 30, через блоки 21 вытягивают штоки 31 гидроцилиндров подъема 32. В сомкнутом положении верхняя подвижная плита 4 располагается на такой высоте, что ее выступы 6 совпадают с одним из трех рядов отверстий 8 накидных рычагов 9.
Затем происходит фиксация верхней подвижной плиты 4 от ее перемещения вверх. Для выполнения этой операции распределитель 75 перекрывает подачу рабочей среды в магистраль подачи давления на гидроцилиндры подъема 32. Включается электродвигатель 55 привода насоса высокого расхода 53, рабочая среда по магистрали 58 через обратный клапан 73 поступает в общую магистраль 74.1 и далее через редукционный клапан 78 и распределитель 79 в поршневые полости четырех гидроцилиндров поворота 13, магистраль слива при этом перекрывается распределителем 70. Штоки гидроцилиндров поворота 13 выдвигаясь приводят накидные рычаги 9 в вертикальное положение, которые своими отверстиями 8 с двух сторон захватывают выступы 6 верхней подвижной плиты 4. Давление, фиксирующее захват, настраивается редукционным клапаном 78.
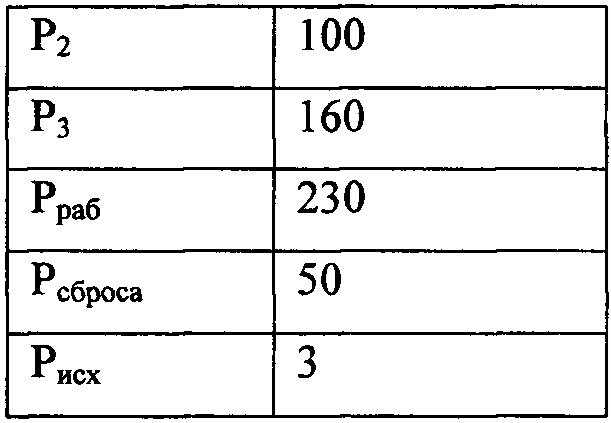
Затем производится сжатие заготовок за счет перемещения нижней подвижной плиты 3, при помощи четырех угловых рабочих цилиндров 2у, к верхней подвижной плите 4 на величину ΔH. Для этого распределитель 79 перекрывает подачу рабочей среды в магистраль подачи давления на гидроцилиндры поворота 13. Включаются электродвигатель 54 привода насоса высокого давления 52, распределители 68, 69, 70, 82, рабочая среда по магистралям 58, 56, 57 через обратные клапаны 73, 71, 72 поступает в общую магистраль 74.1 и далее через направляющий распределитель 82 и электроуправляемые обратные клапаны 83, 85 поступает в поршневые полости угловых рабочих цилиндров 2у. При достижении уровня давления P1 включается электроуправляемый обратный клапан 86 и рабочая среда начинает поступать в поршневые полости остальных 10-ти рабочих цилиндров 2. При достижении уровня давления P2 отключается электродвигатель 55 привода насоса высокого расхода 53, при этом распределителем 70 осуществляет слив рабочей жидкости из магистрали 58. При достижении уровня давления P3 отключается одна секция насоса высокого давления 52, для чего распределитель 69 открывает соответствующую магистраль слива. При достижении рабочего давления Pраб выключаются распределитель 82 и электроуправляемый клапан 86, распределитель 68 осуществляет слив из магистрали 56 второй секции насоса высокого давления 52 и запускается таймер запрессовки. Все уровни давления имеют следующую зависимость (P1<P2<P3<Pраб>Pсброса>Pисх) задаются программно и контролируются датчиком давления 84. В случае падения давления в процессе запрессовки на определенную величину, для его выравнивания, к магистрали 74.1, путем переключения распределителя 68, подключается одна секция насоса высокого давления 52, включается обратный клапан 86 и направляющий распределитель 82 подает рабочую жидкость в поршневые полости рабочих цилиндров 2.
По окончании процесса запрессовки необходимо сбросить давление из поршневой полости рабочих цилиндров 2у, для чего включаются электроуправляемые обратные клапаны 83, 85, направляющий распределитель 80 и рабочая среда через дроссель 81 сливается в бак через магистраль 74.2. При падении давления до Pсброса в штоковые полости всех рабочих цилиндров 2 подается рабочая среда, для чего включаются электродвигатель 55 привода насоса высокого расхода 53 и распределитель 70 перекрывает слив из магистрали 58, отключается электроуправляемый обратный клапан 85 и включается направляющий распределитель 82. При падении давления в поршневой полости рабочих цилиндров 2 ниже уровня Pисх электроуправляемый обратный клапан 85 снова включается, соединяя таким образом поршневые полости всех рабочих цилиндров 2 и опуская нижнюю подвижную плиту 3 строго горизонтально до нижнего исходного положения. По достижении этой плитой нижнего положения отключаются электроуправляемые обратные клапаны 83, 85, направляющие распределители 80, 82.
Затем производится открытие накидных рычагов 9, для чего насосом высокого расхода 53 рабочая среда из общей магистрали 74.1 через включенный распределитель 79 подается в штоковые полости гидроцилиндров поворота 13 до тех пор пока накидные рычаги 9 не вернутся в исходное положение к силовым стойкам 16 и не освободят, таким образом, выступы 6 верхней плиты 4. После возвращения накидных рычагов 9 в исходное положение отключается электродвигатель 55 привода насоса высокого расхода 53, направляющий распределитель 79 и распределитель 70 осуществляет слив рабочей среды из магистрали 58.
Где:
P1 - давление создаваемое угловыми рабочими цилиндрами 2 для обеспечения величины хода плунжеров подъема нижней подвижной плиты 3 на высоту ΔH и подача рабочей среды в поршневые полости остальных десяти рабочих цилиндров 2.
P2 - пороговое давление отключения одной секции электродвигателя 55 привода насоса высокого расхода 53.
P3 - пороговое давление отключения второй секции насоса высокого давления 52, с осуществлением слива рабочей среды через распределитель 69.
Pраб - давление при котором включается таймер времени.
Pсброса - давление до которого сброс давления осуществляется плавно(без нагнетания давления в штоковые полости рабочих цилиндров 2)
Pисх - давление соответствующее нижнему положению штоков средних рабочих цилиндров в рабочих цилиндрах.
Один из примеров номинального значения упомянутых давлений.

Затем осуществляется дискретный подъем нагревательных плит 5, аналогичный заполнению пресса заготовками и удаление их с них. После чего нагревательные плиты 5 смыкаются и процесс повторяется.
При этом гидроцилиндры подъема 32 оснащены глушителями 87, а обеспечение подачи рабочей среды из бака 51 к насосам 52 и 53 осуществляется через фильтры 88.
Сверху на перекладинах 18 установлена вытяжка, представляющая собой каркас 89 (см. фиг. 9), закрытый с боков и сверху листами, перекрывающий основанием каркаса 1 на три подвешенные нагревательные плиты 5 в разомкнутом состоянии. Со стороны подачи заготовок и с обратной стороны листы 90 и 91 сверху расположены под углом 45 градусов от вертикальных стоек 16, а снизу листы 92 расположены параллельно им. С боков каркас 89 закрыт вертикально расположенными стенками из металлических листов 93 и 94 (см. фиг. 10). Стенка из металлических листов 93 со стороны расположения гидроцилиндров подъема 32 выполнена сборной, а стенка с противоположной стороны, стороны расположения подъемной лестницы 50, выполнена сплошной. Сверху каркас 1 закрыт шестью листами 95 (см. фиг. 11), два, средних, из которых имеют прямоугольные отверстия 96 для беспрепятственного перемещения цепей 28 механизма перемещения. Шесть металлических листов, перекрывающие верхнюю часть наклонных плоскостей с двух сторон, выполнены одинакового размера, средние из них в ряду имеют круглые отверстия 97 для подсоединения арматуры отсасывающих устройств аппаратов очистки воздуха (на фиг. не показаны). Таким образом, вытяжка гидравлического пресса представляет собой короб открытый снизу и закрытый с боков и сверху, имеющий в горизонтальном сечении прямоугольник постоянного размера до середины и уменьшающийся по ширине во второй половине его высоты.
Таким образом, предлагаемая группа изобретений позволяет упростить конструкцию и повысить ее надежность, снизить металлоемкость конструкции и повысить технологичность изготовления, что в итоге приводит к снижению материальных затрат не только на изготовление и эксплуатацию пресса, но и на выпускаемую продукцию расширенного ассортимента.
Изобретения относятся к оборудованию, используемому в деревообрабатывающей промышленности для изготовления и отделки древесных плит, фанеры, слоистых пластиков. Гидравлический многоэтажный пресс содержит вертикальные силовые стойки с гидроцилиндрами поворота, рабочие цилиндры и подвижную верхнюю плиту с выступами для ее захвата рычагами. Рычаги имеют возможность поворота посредством гидроцилиндров поворота. На плунжерах рабочих цилиндров расположена подвижная нижняя плита. Между подвижными плитами установлены нагревательные плиты. В прессе предусмотрено устройство стабилизации, состоящее из опорных рычагов, на конце каждого из которых установлен ползун. Пресс снабжен расположенными на блоках цепями, один конец каждой из которых соединен с серьгой, выполненной на верхней подвижной плите, а второй - с наконечником штока гидроцилиндра подъема. На перекладинах расположена площадка обслуживания, под которой установлена вытяжка в виде каркаса, перекрывающая три нагревательные плиты в разомкнутом состоянии. В результате обеспечивается повышение надежности работы пресса и упрощение его конструкции. 4 н.п. ф-лы, 11 ил.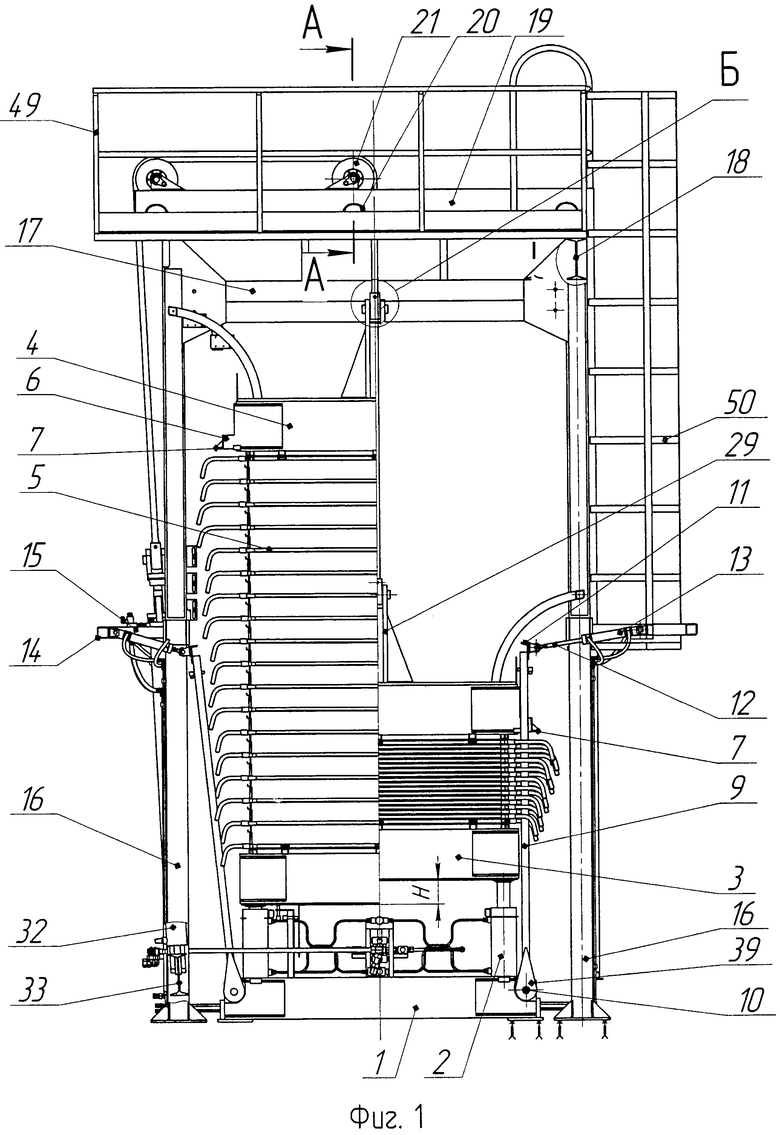
1. Гидравлический многоэтажный пресс, содержащий станину, расположенную между четырьмя вертикальными силовыми стойками с установленными на них гидроцилиндрами поворота, рабочие цилиндры, подвижную верхнюю плиту с выступами, выходящими за пределы ее поперечных габаритов и входящими в отверстия рычагов для захвата подвижной верхней плиты, которые посредством шарнирных соединений закреплены на станине с возможностью поворота посредством гидроцилиндров поворота, подвижную нижнюю плиту, расположенную на плунжерах рабочих цилиндров, расположенные между подвижными верхней и нижней плитами и связанные между собой посредством упругих связей с возможностью смыкания и размыкания нагревательные плиты, из которых одна крайняя установлена на подвижной верхней плите, а вторая крайняя - на подвижной нижней плите, и два механизма подъема подвижной верхней плиты, при этом количество рычагов соответствует количеству рабочих цилиндров, а гидроцилиндры поворота выполнены с возможностью одновременного перемещения рычагов с помощью объединяющих перекладин, неподвижную платформу и устройство стабилизации, состоящее из расположенных с двух противоположных сторон на подвижной верхней плите опорных рычагов, на конце каждого из которых установлен ползун, при этом каждый механизм подъема выполнен в виде гидроцилиндра подъема, установленного штоком вверх на нижней перекладине, расположенной между силовыми вертикальными стойками, двух блоков с желобами, разнесенных вдоль двух поперечин неподвижной платформы над верхней подвижной плитой, отличающийся тем, что он снабжен расположенными на блоках цепями, один конец каждой из которых соединен с серьгой, выполненной на верхней подвижной плите, а второй - с наконечником штока гидроцилиндра подъема, площадкой обслуживания, расположенной сверху на перекладинах, и установленной под упомянутой площадкой обслуживания вытяжкой в виде каркаса, закрытого с боков и сверху листами с обеспечением перекрытия вытяжкой не менее и не более трех нагревательных плит в разомкнутом состоянии, при этом отверстия рычагов для захвата верхней подвижной плиты выполнены прямоугольными и расположены в три ряда.
2. Механизм подъема подвижной верхней плиты гидравлического многоэтажного пресса, имеющего вертикальные силовые стойки, неподвижную платформу с поперечинами, содержащий гидроцилиндр подъема и два блока с желобами, разнесенные вдоль двух поперечин неподвижной платформы пресса над его подвижной верхней плитой и установленные выступающими с двух сторон осями в охватывающие их опоры, расположенные на поперечинах, при этом упомянутые оси проходят через центральное отверстие блоков, отличающийся тем, что он снабжен расположенными на блоках цепями, каждый блок размещен на двух сферических подшипниках скольжения, между которыми расположена втулка, при этом один конец цепи через переходник соединен с серьгой, выполненной на подвижной верхней плите пресса, а второй через переходник - с наконечником штока гидроцилиндра подъема.
3. Способ прессования изделий из листовых заготовок с использованием гидравлического многоэтажного пресса, содержащего силовые стойки с гидроцилиндрами поворота, нагревательные плиты, подвижную верхнюю плиту с выступами, рабочие цилиндры с плунжерами, рычаги, установленные с возможностью поворота посредством гидроцилиндров поворота и захвата подвижной верхней плиты, при котором в исходном положении рычаги отводят к силовым стойкам гидроцилиндрами поворота и в зазоры между нагревательными плитами укладывают листовые заготовки, после чего под весом подвижной верхней плиты и нагревательных плит вместе с листовыми заготовками между ними опускают вниз и обеспечивают промежуточное поджатие листовых заготовок между ними, после смыкания нагревательных плит на гидроцилиндры поворота подают давление и осуществляют захват верхней подвижной плиты, затем осуществляют процесс прессования подачей давления на рабочие цилиндры с выдержкой, после чего из рабочих цилиндров сбрасывают давление и освобождают выступы верхней подвижной плиты от захвата рычагами, затем поднимают верхнюю подвижную плиту, размыкают нагревательные плиты и снимают с них изделие, имеющее готовую форму, отличающийся тем, что загрузку каждой заготовки в зазоры между нагревательными плитами осуществляют по мере их образования, а процесс прессования осуществляют вначале воздействием давления от угловых рабочих цилиндров при перемещении их плунжеров на величину ΔН с выдержкой для выравнивания давления по высоте и площади, а затем осуществляют воздействие давлением всех рабочих цилиндров при перемещении их плунжеров на величину Н хода рабочих цилиндров, установленную технологическим процессом, с выдержкой, установленной технологическим процессом, при этом сброс давления осуществляют вначале путем сброса давления из всех рабочих цилиндров до средних величин, а затем снижают давление в средних рабочих цилиндрах, при этом полный сброс давления, при котором нижнюю подвижную плиту приводят в исходное положение, осуществляют с последующим подключением полного сброса давления из угловых рабочих цилиндров.
4. Гидравлический многоэтажный пресс, содержащий вертикальные силовые стойки с установленными на них гидроцилиндрами поворота, рабочие цилиндры, подвижную верхнюю плиту с выступами, выходящими за пределы ее поперечных габаритов и входящими в отверстия рычагов для захвата подвижной верхней плиты, выполненных с возможностью поворота посредством гидроцилиндров поворота, подвижную нижнюю плиту, расположенную на плунжерах рабочих цилиндров, размещенные между подвижными верхней и нижней плитами и связанные между собой посредством упругих связей с возможностью смыкания и размыкания нагревательные плиты, механизмы подъема подвижной верхней плиты, масляный бак, магистраль подачи давления на гидроцилиндры подъема, магистраль подачи давления на гидроцилиндры поворота и магистраль подачи давления на рабочие цилиндры, отличающийся тем, что он содержит четырнадцать рабочих цилиндров, четыре из которых расположены по углам, и общую магистраль подачи давления, от которой отходят упомянутые магистрали подачи давления на гидроцилиндры подъема, гидроцилиндры поворота и рабочие цилиндры, снабженную двумя насосами, один из которых выполнен сдвоенным с двумя электродвигателями, и тремя обратными клапанами для перекрытия подачи давления из нее, при этом каждая из магистралей подачи давления на гидроцилиндры подъема, гидроцилиндры поворота и рабочие цилиндры имеет вентиль с манометром и установленный перед каждым вентилем предохранительный клапан с распределителем, выполненным с возможностью сброса избыточного давления в магистрали за счет перепуска рабочей среды в масляный бак, магистраль подачи давления на гидроцилиндры подъема содержит распределитель и разделена на два равных потока с расположенными на них одинаковыми отсечными клапанами, по одному на каждый поток, обеспечивающий подачу давления для подъема и опускания верхней подвижной плиты и размыкания и смыкания нагревательных плит, магистраль подачи давления на гидроцилиндры поворота содержит редукционный клапан, последовательно соединенный с распределителем, после которого она разделена на четыре равных потока, обеспечивающих подачу давления на захват выступов подвижной верхней плиты отверстиями рычагов, а магистраль подачи давления на рабочие цилиндры состоит из двух самостоятельно входящих потоков, один из которых выполнен с распределителем и дросселем, а второй - с распределителем, при этом упомянутые потоки объединены в общий поток, обеспечивающий через третий распределитель и установленный после него датчик давления подачу давления через четвертый распределитель на четыре угловых рабочих цилиндра и через пятый распределитель на остальные десять рабочих цилиндров.
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| US 3451334 A, 24.06.1969. | |||

