Изобретение относится к автоматизации прокатного производства и может быть использовано для оптимизации процессов горячей и/или холодной прокатки полосы.
Известен способ регулирования процесса прокатки, включающий измерение технологических параметров процесса прокатки измерительными приборами, расчет управляющих воздействий на регуляторы приводов клетей стана решающим блоком с использованием уравнений математических моделей, причем в зависимости от измеренных значений технологических параметров процесса прокатки осуществляют адаптацию параметров уравнений моделей, при изменении требований к прокату определяют разность между заданными значениями технологических параметров и их замеренными значениями непосредственно перед изменениями требований и в зависимости от значения разности с помощью уравнений моделей рассчитывают установочные управляющие воздействия на регуляторы, дополняющие заданные значения (см. патент РФ №2078626, МПК6 B21B 37/00).
Известный способ не обеспечивает необходимой точности управления процессом прокатки, поскольку в процессе измерения контролируемых технологических параметров не отслеживается их распределение по длине прокатываемой полосы. Поэтому при выборе корректирующих воздействий на исполнительные механизмы невозможно точно определить участок полосы, на котором необходимо регулирование, и соответственно задать время приложения корректирующих воздействий.
Известен способ регулирования процесса прокатки, включающий дискретное измерение контролируемых технологических параметров прокатки полосы в нескольких точках по длине стана, измерение угловых скоростей рабочих валков клетей и роликов рольгангов, на основании которых определяют линейную скорость движения полосы, выделение по полученным данным заданного числа равновеликих отрезков полосы для последующего усреднения не менее трех значений измеренных контролируемых параметров на каждом данном отрезке и определение необходимых корректирующих воздействий на исполнительные механизмы на основании усредненных значений контролируемых параметров для данного отрезка (патент РФ №2177847, МПК7 B21B 37/00).
Известный способ не обеспечивает достижения необходимого уровня потребительских свойств продукции, поскольку при определении управляющих воздействий на исполнительные механизмы не анализируется и не учитывается их влияние на потребительские свойства проката: толщину, ширину, предел прочности и др.
Наиболее близким аналогом к заявляемому объекту является способ оптимизации технологии производства проката, включающий дискретное измерение технологических параметров прокатки полосы, измерение угловых скоростей рабочих валков клетей и роликов рольгангов, определение линейной скорости движения полосы и выделение равных по длине отрезков полосы для последующего усреднения не менее трех значений измеренных технологических параметров на каждом отрезке, задание нормативной доли длины полосы, разбитой на отрезки для конкретного сортамента проката, определение потребительских свойств на каждом отрезке прокатываемой полосы в зависимости от усредненных значений измеренных технологических параметров прокатки каждого отрезка, сравнение определенных потребительских свойств с заданными пределами потребительских свойств, определение доли длины полосы, на которой значения потребительских свойств лежат в заданных пределах, задание этих технологических параметров в качестве эталона при прокатке полос того же или близкого сортамента, если эта полученная доля длины полосы не ниже нормативной доли, или уточнение технологических параметров на новой полосе, если эта полученная доля длины полосы ниже нормативной (патент РФ №2207204, МПК7 B21B 37/00).
Недостатком известного способа является то, что он обеспечивает нахождение потребительских свойств в заданных диапазонах только на части полосы (на доле длины полосы, превышающей нормативную). Согласно таблицам, представленным в описании известного способа, нормативная длина составляет 90-95% всей длины полосы. Соответственно на оставшейся части полосы, превышающей нормативную и составляющей 5-10% общей длины, потребительские свойства могут выходить за пределы заданных диапазонов. При этом уточнения технологических параметров на новой полосе не происходит, т.к. доля длины полосы, на которой значения потребительских свойств лежат в заданных пределах, не ниже нормативной доли.
Как правило, недопустимые отклонения потребительских свойств, в частности отклонения толщины, имеют место на концевых участках полосы, прокатка которых ведется без контроля натяжения и других технологических параметров. При прокатке тяжелых слябов на современных широкополосных станах горячей прокатки длина полосы на выходе стана составляет 800 м и более. Соответственно часть полосы, превышающая нормативную и составляющая 5-10% общей длины, достигает 40-80 м. Неконтролируемые отклонения потребительских свойств на таких протяженных участках приводят к ухудшению качества производимой полосы, а также увеличению доли некондиционной продукции и увеличению брака с концевой обрезью.
Вторым недостатком известного способа является то, что в нем не определено, какие значения технологических параметров задают в качестве эталона при прокатке полос того же или близкого сортамента. Как следует из таблиц, представленных в описании известного способа, допустимые диапазоны имеют достаточно широкие границы. Так, допуск по толщине составляет 2,8-3,2 мм, т.е. изменяется в пределах 12,5%, температура смотки варьируется в диапазоне 560-590°C, то есть, находясь в допустимых границах, может изменяться на 5%. Неопределенность значений корректирующих параметров, задаваемых в качестве эталона, приводит к снижению точности регулирования технологических параметров и соответственно ухудшению потребительских свойств полосы.
Кроме того, в известном способе не определено, каким образом производят уточнение (и соответственно коррекцию) технологических параметров на новой полосе, если доля длины полосы, на которой значения потребительских свойств лежат в заданных пределах, ниже нормативной. Это приводит к тому, что коррекция может происходить одновременно по нескольким технологическим параметрам. Большинство технологических параметров определяют потребительские свойства полосы в совокупности, например, на разнотолщинность полосы влияют изменение зазора валков, натяжение, скорость прокатки и др. Поэтому одновременная коррекция технологических параметров на новой полосе по критерию: "если доля длины полосы, на которой значения потребительских свойств лежат в заданных пределах, не ниже нормативной доли", осуществляемая в известном способе, приводит к одновременному изменению нескольких взаимосвязанных технологических параметров, ухудшению потребительских свойств и качества продукции.
Технический результат предлагаемого изобретения - улучшение качества производимой продукции за счет повышения точности косвенного регулирования потребительских свойств и снижения доли некондиционной продукции на концевых участках полосы.
Технический результат достигается тем, что в известном способе оптимизации технологии производства проката, включающем дискретное измерение технологических параметров прокатки полосы, определение линейной скорости движения полосы и выделение равных по длине отрезков полосы для последующего усреднения измеренных технологических параметров на каждом отрезке, задание нормативной доли длины полосы, разбитой на отрезки для конкретного сортамента проката, определение потребительских свойств на каждом отрезке прокатываемой полосы в зависимости от усредненных значений измеренных технологических параметров прокатки каждого отрезка, сравнение определенных потребительских свойств с заданными пределами потребительских свойств, определение доли длины полосы, на которой значения потребительских свойств лежат в заданных пределах, задание этих технологических параметров в качестве эталона при прокатке полос того же или близкого сортамента, согласно изобретению осуществляют усреднение технологических параметров, относящихся к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах и используют эти усредненные технологические параметры в качестве эталона при прокатке доли длины полосы того же или близкого сортамента, на которой значения потребительских свойств лежат в заданных пределах, а при прокатке участков полосы, на которых потребительские свойства выходят за заданные пределы, определяют усредненные отклонения технологических параметров от заданных пределов, производят уточнение технологических параметров при прокатке участков полосы того же или близкого сортамента, на которых значения потребительских свойств выходят за заданные пределы, путем алгебраического суммирования усредненных отклонений технологических параметров от заданных пределов и соответствующих усредненных технологических параметров, относящих к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах.
Отличительными признаками заявляемого способа являются:
- усреднение технологических параметров, относящихся к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах, и использование этих усредненных технологических параметров в качестве эталона при прокатке доли длины полосы того же или близкого сортамента, на которой значения потребительских свойств лежат в заданных пределах;
- уточнение технологических параметров при прокатке участков полосы того же или близкого сортамента, на которых потребительские свойства выходят за заданные пределы, по величинам предварительно определенных на этих участках усредненных отклонений технологических параметров от заданных пределов;
- алгебраическое суммирование усредненных отклонений технологических параметров от заданных пределов и соответствующих усредненных технологических параметров, относящих к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах.
В заявляемом способе первый отличительный признак обеспечивает предварительное усреднение технологических параметров на участке полосы, на котором значения потребительских свойств лежат в заданных пределах, однако внутри этих пределов имеют значительный разброс (как показано выше, толщина полосы изменяется в пределах 12,5% и при этом не выходит за границы допустимого диапазона). Это исключает разброс корректирующих сигналов, используемых в качестве эталона, за счет чего повышается точность регулирования технологических параметров.
Кроме того, согласно первому отличительному признаку, полученные усредненные значения используются в качестве эталона при прокатке не всей длины полосы того же или близкого сортамента, а только той части полосы, на которой значения потребительских свойств лежат в заданных пределах. Согласно допускам, приведенным в описании известного способа, эта часть составляет 90-95% длины полосы.
Согласно второму отличительному признаку обеспечивается дополнительная коррекция технологических параметров при прокатке участков полосы, на которых значения потребительских свойств выходят за заданные пределы, т.е. на некондиционных участках, суммарная длина которых может составлять 5-10% общей длины полосы. С этой целью предварительно при прокатке текущей полосы определяется величина отклонений соответствующих технологических параметров от заданных пределов на некондиционных участках. Далее по этим отклонениям осуществляют уточнение (коррекцию) технологических параметров при прокатке некондиционных участков полос того же или близкого сортамента.
Третий отличительный признак позволяет определить, каким образом производятся уточнение и соответственно коррекция технологических параметров при прокатке некондиционных участков на новой полосе. Алгебраическое суммирование усредненных отклонений технологических параметров на некондиционных участках с усредненными технологическими параметрами, определенными при прокатке основного участка полосы, позволяет осуществлять коррекцию одного либо нескольких технологических параметров, которые влияют на потребительские свойства полосы, выходящие на этих участках за границы допусков. Предварительно на предыдущей полосе определяются уровни корректирующих воздействий для каждого некондиционного участка, зависящие от усредненных отклонений соответствующих технологических параметров от заданных пределов. Уточнение технологических параметров при прокатке некондиционных участков полос того же или близкого сортамента обеспечивает снижение отклонений потребительских свойств и сокращение длины некондиционных участков.
В целом отличительные признаки заявляемого способа обеспечивают улучшение качества производимой продукции за счет повышения точности косвенного регулирования потребительских свойств на всей полосе, а также снижение доли некондиционной продукции на концевых участках полосы.
Перечисленные отличительные признаки в опубликованных ранее технических решениях не обнаружены.
Сущность изобретения поясняется чертежами, где:
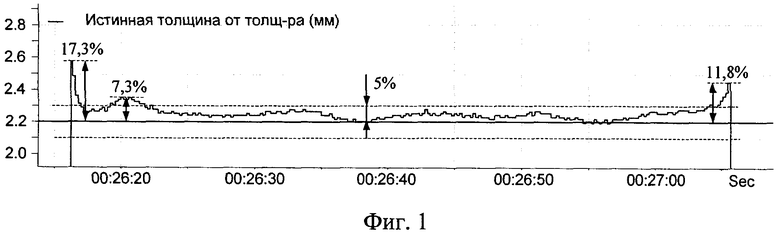
на фиг.1 представлены осциллограммы заданных (прямые линии) и фактических отклонений толщины готового проката при реализации известного способа, принятого за прототип,
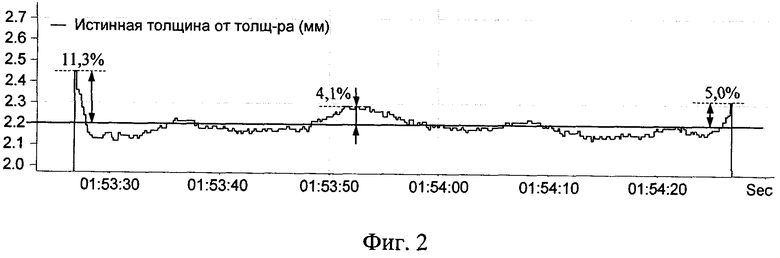
на фиг.2 - аналогичные осциллограммы при применении заявляемого способа.
Способ оптимизации технологии производства проката осуществляют следующим образом.
Перед началом прокатки задают число равных по длине отрезков, на которые разбивается полоса. В процессе прокатки осуществляют косвенное определение линейной скорости движения полосы по измеренным угловым скоростям рабочих валков клетей и роликов рольганга. В результате вся полоса условно разбивается на равновеликие отрезки (согласно таблицам, представленным в описании известного способа, выделено 50 отрезков). На каждом отрезке осуществляют дискретное измерение технологических параметров. При этом должно быть осуществлено не менее трех замеров на каждом отрезке. Далее результаты замеров для каждого отрезка усредняют, в результате каждому отрезку полосы ставятся в соответствие конкретные усредненные значения технологических параметров.
По усредненным значениям измеренных технологических параметров определяют потребительские свойства: механические свойства и геометрические характеристики для каждого отрезка полосы. Далее определяют долю длины полосы, на которой механические свойства и геометрические характеристики лежат в диапазонах, допустимых для данного сортамента проката (если такой диапазон составляет 90% общей длины полосы, то потребительские свойства должны находиться в заданных пределах не менее чем на 45-и выделенных отрезках). Далее на этом участке полосы осуществляют дополнительное усреднение каждого из контролируемых технологических параметров. Эти усредненные величины фиксируются и используются в качестве эталона при прокатке доли полосы, на которой потребительские свойства лежат в диапазонах, допустимых для заданного сортамента проката. Это обеспечивает прокатку большей части (90-95%) длины каждой из последующих полос с оптимальными технологическими параметрами, которые гарантируют нахождение потребительских свойств в допустимых пределах.
При прокатке некондиционных участков полосы, на которых потребительские свойства выходят за заданные пределы, определяют отклонения технологических параметров от заданных пределов, и полученные результаты усредняют. В результате для каждого некондиционного участка полосы (начального, конечного и др.) получают усредненные приращения технологических параметров. Эти величины используют для уточнения (коррекции) технологических параметров при прокатке данного участка на последующих полосах того же или близкого сортамента.
Уточнение технологических параметров производят путем алгебраического (с учетом знака) суммирования полученных усредненных приращений и усредненных технологических параметров, полученных на основном участке полосы, где значения потребительских свойств лежат в заданных пределах. В результате осуществляется дополнительная программная коррекция технологических параметров прокатки на некондиционных участках полосы, в частности программная коррекция толщины при прокатке концов полосы.
Пример.
Наиболее важной геометрической характеристикой, определяющей потребительские свойства полосы, является разнотолщинность, т.е. отклонения толщины по длине. На фиг.1 представлена характерная осциллограмма приращения толщины, полученная при реализации известного способа оптимизации технологии производства проката. Контролируемые технологические параметры, характеризующие потребительские свойства полосы, представлены в таблице. Как следует из фиг.1, при прокатке большей части полосы обеспечивается требуемая точность регулирования технологических параметров: отклонения толщины находятся в пределах допуска ±5%. Однако при прокатке концов (головного и хвостового участков) полосы отклонения толщины превышают допустимые пределы. При этом протяженность разнотолщинных (некондиционных) участков на переднем конце составляет 68,2 м, на заднем конце - 32,3 м. При длине полосы 800 м суммарная длина некондиционных участков составляет около 100 м или 8% общей длины. Соответственно протяженность участка полосы, на котором толщина находится в заданных границах, составляет 92%, что соответствует допуску, представленному в таблицах в описании известного способа. В то же время на значительной части полосы, составляющей 8% ее длины, потребительские свойства не обеспечиваются. Таким образом, экспериментально подтвержден основной недостаток известного способа: потребительские свойства обеспечиваются не на всей полосе, а только на ее части.
При управлении процессом прокатки согласно заявляемому способу (фиг.2) осуществляется дополнительная коррекция технологических параметров при прокатке участков полосы того же или близкого сортамента, на которых потребительские свойства выходят за допустимые ограничения. В соответствии с этим осуществляется коррекция зазора валков на головном и хвостовом участках по усредненным отклонениям толщины полосы от заданной (2,2 мм) на переднем и заднем концах полосы. В результате протяженности некондиционных участков полосы снижаются и составляют 13,5 м на переднем и 13,2 м на заднем концах полосы. Суммарная протяженность некондиционных участков составляет 26,7 м, т.е. уменьшилась в 3,8 раза. При этом значительно снизились максимальные отклонения толщины на концах полосы, представленные в таблице.
Представленный пример наглядно подтверждает преимущества заявляемого способа по сравнению с известным, принятым за прототип. Повышение равномерности потребительских свойств по длине приводит к сокращению протяженности некондиционных участков и соответственно снижению концевой обрези. В целом, заявляемый способ оптимизации технологии производства проката обеспечивает улучшение потребительских свойств и повышение качества выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ПОЛОСЫ | 2012 |
|
RU2516429C2 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2012 |
|
RU2519712C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2002 |
|
RU2207204C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ПОЛОСЫ | 2012 |
|
RU2500493C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
| Способ управления процессом охлаждения проката | 1990 |
|
SU1704872A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| Способ производства проката из стали | 2019 |
|
RU2729801C1 |
Изобретение относится к автоматизации прокатного производства и может быть использовано для горячей и/или холодной прокатки полосы. В процессе прокатки осуществляют усреднение технологических параметров, относящихся к части полосы, на которой потребительские свойства находятся в заданных пределах. Полученные усредненные технологические параметры используют в качестве эталона при прокатке названной части полосы того же или близкого сортамента. При прокатке участков полосы, на которых потребительские свойства выходят за заданные пределы, определяют отклонения усредненных технологических параметров от заданных пределов и по ним осуществляют коррекцию технологических параметров прокатки этих участков полосы. При этом уточнение технологических параметров на новой полосе осуществляют путем алгебраического суммирования усредненных отклонений и соответствующих усредненных технологических параметров, относящих к доле длины полосы, на которой значения потребительских свойств находятся в заданных пределах. Обеспечивается повышение точности косвенного регулирования потребительских свойств и снижения доли некондиционной продукции на концевых участках полосы. 2 ил., 1 табл.
Способ производства проката, включающий дискретное измерение технологических параметров прокатки полосы, определение линейной скорости движения полосы и выделение равных по длине отрезков полосы для последующего усреднения измеренных технологических параметров на каждом отрезке, задание нормативной доли длины полосы, разбитой на отрезки для конкретного сортамента проката, определение потребительских свойств на каждом отрезке прокатываемой полосы в зависимости от усредненных значений измеренных технологических параметров прокатки каждого отрезка, сравнение определенных потребительских свойств с заданными пределами потребительских свойств, определение доли длины полосы, на которой значения потребительских свойств лежат в заданных пределах, задание этих технологических параметров в качестве эталона при прокатке полос того же или близкого сортамента, отличающийся тем, что дополнительно осуществляют усреднение технологических параметров, относящихся к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах, и используют эти усредненные технологические параметры в качестве эталона при прокатке доли длины полосы того же или близкого сортамента, на которой значения потребительских свойств лежат в заданных пределах, а при прокатке участков полосы, на которых потребительские свойства выходят за заданные пределы, определяют усредненные отклонения технологических параметров от заданных пределов, производят уточнение технологических параметров при прокатке участков полосы того же или близкого сортамента, на которых значения потребительских свойств выходят за заданные пределы, путем алгебраического суммирования усредненных отклонений технологических параметров от заданных пределов и соответствующих усредненных технологических параметров, относящих к доле длины полосы, на которой значения потребительских свойств лежат в заданных пределах.
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2002 |
|
RU2207204C1 |
| EP 0671225 A1, 07.07.1999 | |||
| US 5502992 A, 02.04.1996. | |||

