Изобретение относится к области прокатного производства и может быть использовано для регулирования процессов горячей и/или холодной прокатки полосы.
Известна система управления процессом прокатки, содержащая датчики угловых скоростей валков прокатных клетей и роликов рольганга, выходы которых соединены с входом вычислительного блока, включающего последовательно соединенные систему слежения и блок обработки данных, выход которого соединен с входом системы сбора, хранения и отображения информации, датчик контролируемого параметра, установленный в технологической линии прокатного стана, соединенный с входом блока обработки данных (см. патент РФ №2177847, МПК7 B21B 37/00).
Недостатком известной системы является отсутствие автоматического регулирования технологических параметров непосредственно в процессе прокатки полосы. Система осуществляет сбор и отображение информации и не обеспечивает замкнутое регулирование, что приводит к необходимости перестройки системы оператором при переходе на прокатку каждой последующей партии полос либо при необходимости коррекции параметров прокатки в пределах одной партии.
Известна система управления процессом прокатки, включающая последовательно соединенные блок согласования измерительных значений, блок статистической обработки, блок вычисления оптимальных параметров процесса, блок адаптации и обучения, блок расчета заданных значений, блок вычисления отклонений, блок вычисления скорректированных установочных значений, блок задания скорректированных установочных значений, вход которого соединен с выходом блока вычисления абсолютного значения, первый вход которого соединен с выходом системы управления, а второй - с выходом блока расчета заданных значений, соединенного со вторым входом блока вычисления оптимальных параметров процесса, первый вход которого соединен со вторым входом блока вычисления отклонений, вход блока согласования измерительных значений соединен с выходами измерительных приборов, расположенных последовательно в технологической линии прокатного стана, содержащего прокатные клети и намоточное устройство, взаимосвязанные через обрабатываемую полосу, выход блока задания скорректированных установочных значений подключен к входам регуляторов механизмов стана, а второй вход системы управления предназначен для задания исходных параметров прокатки (см. патент РФ №2078626, МПК6 B21B 37/00).
Известная система не обеспечивает необходимой точности управления процессом прокатки, поскольку в процессе измерения контролируемых технологических параметров не отслеживается их распределение по длине прокатываемой полосы. Поэтому при выборе корректирующих воздействий на исполнительные механизмы невозможно точно определить участок полосы, на котором необходимо регулирование, и соответственно задать время приложения корректирующих воздействий.
Наиболее близким аналогом к заявляемому объекту является система управления процессом прокатки, включающая последовательно соединенные систему сбора результатов измерений, блок статистической обработки, блок расчета и коррекции технологических параметров, блок адаптации и обучения, блок вычисления уставок, блок задания уставок, выход которого соединен с регуляторами технологических параметров, расположенными в технологической линии объекта управления, включающего прокатные клети, ролики рольганга, намоточное устройство, взаимосвязанные через обрабатываемую полосу, и датчики технологических параметров, выходы которых соединены с входом системы сбора результатов измерений, блок задания программы прокатки, вход которого предназначен для задания целевых величин, определяющих стратегию прокатки, а выход соединен со вторым входом блока вычисления уставок (см. United States Patent №5502992, 1996, Int. Cl6 B21B 37/00).
Недостатком известной системы управления является низкая точность, т.к. в ней не отслеживается взаимосвязь измеряемых технологических параметров с конкретными участками длины полосы. Регулирование технологических параметров осуществляется непрерывно, независимо от их реальных отклонений от заданных значений. В системе отсутствует измерение скорости прокатки и соответственно длины полосы, не осуществляется синхронизация времени подачи на регуляторы управляющих воздействий с перемещением участков полосы. Соответственно регулирование технологических параметров осуществляется независимо от их реальных отклонений на конкретном участке. Это не обеспечивает необходимой точности регулирования и, кроме того, может привести к нежелательным изменениям технологических параметров и качества прокатываемой полосы, вызванных несвоевременной подачей корректирующих воздействий.
Вторым недостатком известной системы, снижающим точность, является отсутствие замкнутого регулирования технологических параметров. Система является разомкнутой, т.к. в ней отсутствует обратная связь по отклонениям технологических параметров, подаваемых на вход блока вычисления уставок.
Кроме того, система не осуществляет адаптивную настройку параметров прокатки последующих полос данной партии по параметрам предыдущей полосы. Это приводит к необходимости настройки параметров прокатки каждой полосы по заданным целевым величинам, а также их коррекции оператором при переходе к новой партии металла. Дополнительные настройка и коррекция вызывают неточность регулирования на начальных участках полосы либо на первых полосах каждой новой партии, что вызывает снижение качества продукции.
Технический результат предлагаемого изобретения - повышение точности автоматического регулирования технологических параметров прокатываемой полосы за счет синхронизации времени подачи корректирующих воздействий на каждый из регуляторов технологических параметров с временем прокатки соответствующего участка полосы, замкнутого регулирования адаптированных технологических параметров, а также настройки параметров прокатки последующих полос по параметрам прокатки предыдущей полосы.
Технический результат достигается тем, что система управления процессом прокатки, включающая систему сбора результатов измерений, блок статистической обработки, выход которого соединен с первым входом блока расчета и коррекции технологических параметров, выход которого соединен с входом блока адаптации и обучения, блок вычисления уставок, выход которого соединен с входом блока задания уставок, регуляторы технологических параметров, расположенные в технологической линии объекта управления, включающего прокатные клети, ролики рольганга, намоточное устройство, взаимосвязанные через обрабатываемую полосу, и датчики технологических параметров, выходы которых соединены с входом системы сбора результатов измерений, блок задания программы прокатки, вход которого предназначен для задания целевых величин, определяющих стратегию прокатки, а выход соединен с третьим входом блока вычисления уставок, согласно изобретению, дополнительно снабжена блоками вычисления параметров прокатки по уравнениям моделей, синхронизации, вычисления линейной скорости полосы, задания интервалов замеров, вычисления длины участков полосы, распределения технологических параметров по длине, сохранения параметров прокатки предыдущей полосы и подсистемой документирования и индикации, при этом вход блока вычисления параметров прокатки по уравнениям моделей соединен с выходом блока адаптации и управления, а выход - с первым входом блока вычисления уставок и вторым входом блока расчета и коррекции технологических параметров, первый вход блока синхронизации соединен с выходом блока задания уставок, выход блока синхронизации подключен к регуляторам технологических параметров, а второй вход соединен с выходом блока вычисления линейной скорости полосы и входом блока задания интервалов замеров, выход которого соединен с входом блока вычисления длины участков полосы, выход которого соединен с первым входом блока распределения технологических параметров по длине, второй вход которого соединен с выходом системы сбора результатов измерений, а выход - с входом блока статистической обработки результатов измерений и первым входом блока сохранения параметров прокатки предыдущей полосы, второй вход которого соединен с выходом блока статистической обработки, а выход - со вторым входом блока вычисления уставок и входом подсистемы документирования и индикации параметров, а входы блока вычисления линейной скорости полосы соединены с датчиками угловой скорости, расположенными в технологической линии объекта управления.
Сущность изобретения поясняется чертежом, представленным на фиг.1, где изображена функциональная схема системы управления процессом прокатки.
Заявляемая система управления процессом прокатки содержит систему 1 сбора результатов измерений, блок 2 статистической обработки результатов измерений, выход которого соединен с первым входом блока 3 расчета и коррекции технологических параметров, выход которого соединен с входом блока 4 адаптации и обучения. Выход блока 4 адаптации и обучения соединен с входом блока 5 вычисления параметров прокатки по уравнениям моделей, выход которого соединен с первым входом блока 6 вычисления уставок и вторым входом блока 3 расчета и коррекции технологических параметров. Выход блока 6 вычисления уставок соединен с входом блока 7 задания уставок, выход которого соединен с первым входом блока 8 синхронизации. Выход блока 8 синхронизации подключен к регуляторам 9 технологических параметров, расположенным в технологической линии объекта управления 10, включающего прокатные клети 11, ролики рольганга 12, намоточное устройство 13, взаимосвязанные через обрабатываемую полосу 14, и датчики технологических параметров 15, выходы которых соединены с входом системы сбора результатов измерений 1. Второй вход блока 8 синхронизации соединен с выходом блока 16 вычисления линейной скорости полосы и входом блока 17 задания интервалов замеров, выход которого соединен с входом блока 18 вычисления длины участков полосы. Выход блока 18 вычисления длины участков полосы соединен с первым входом блока 19 распределения технологических параметров по длине, второй вход которого соединен с выходом системы сбора результатов измерений 1, а выход - с входом блока 2 статистической обработки результатов измерений и первым входом блока 20 сохранения параметров прокатки предыдущей полосы, выход которого соединен со вторым входом блока 6 вычисления уставок и входом подсистемы 21 документирования и индикации параметров. Третий вход блока 6 вычисления уставок соединен с выходом блока задания программы прокатки 22, входы которой предназначены для задания целевых величин, определяющих стратегию прокатки.
Отличительными признаками заявляемого устройства являются:
- подключение блока вычисления параметров прокатки по уравнениям моделей и соединение его выхода с входом блока коррекции технологических параметров;
- подключение блока вычисления линейной скорости полосы, входы которого соединены с датчиками угловой скорости, расположенными в технологической линии объекта управления, а выход соединен с входом блока задания интервалов замеров, выход которого соединен с входом блока вычисления длины участков полосы, выход которого соединен с первым входом блока распределения технологических параметров по длине, второй вход которого соединен с выходом системы сбора результатов измерений, а выход - с входом блока статистической обработки результатов измерений;
- включение блока синхронизации, первый вход которого соединен с выходом блока задания уставок, второй вход - с выходом блока вычисления линейной скорости полосы, а выход - с регуляторами технологических параметров;
- включение блока сохранения параметров прокатки предыдущей полосы;
- включение системы документирования и индикации параметров.
Благодаря подключению блока вычисления параметров прокатки по уравнениям моделей и соединению его выхода с входом блока коррекции технологических параметров обеспечивается внутренний замкнутый контур регулирования технологических параметров в двухконтурной системе управления процессом прокатки. Задачей внутреннего контура регулирования является выдача адаптированных уравнений моделей во внешний контур оптимизации. Адаптированные уравнения позволяют для каждого рабочего момента прокатки наиболее точно описать соответствующие технологические связи. Благодаря этому во внешнем контуре оптимизации обеспечивается возможность определения заданий для подчиненных локальных подсистем регулирования, обеспечивающих регулирование с высокой точностью.
Второй отличительный признак обеспечивает взаимосвязь контролируемых параметров с конкретными участками длины полосы. Данная операция известна и используется, например, при реализации способов управления процессом прокатки, согласно патентам РФ №2177847 и №2207204. Однако в системах, реализующих известные способы, эта операция используется только для информационного сопровождения проката и получения данных о распределении свойств полосы по длине. Замкнутое автоматическое регулирование технологических параметров в процессе прокатки не производится. В заявляемом техническом решении названная операция осуществляется для регулирования технологических параметров по участкам длины полосы.
Включение блока синхронизации, согласно третьему отличительному признаку, обеспечивает синхронизацию сигналов, подаваемых на регуляторы, с перемещением участков полосы. Это обеспечивает регулирование параметров прокатки, имеющих отклонения на каждом прокатываемом участке, что позволяет ликвидировать систематическую погрешность, возникающую, например, при прокатке концов полосы.
Дополнительное введение блока сохранения параметров прокатки предыдущей полосы и подключение его выхода к входу блока вычисления уставок позволяет осуществлять адаптивную настройку параметров при прокатке последующих полос данной партии и облегчает настройку параметров прокатки при переходе к новой партии металла. Это повышает точность и сокращает время настройки.
Включение в систему управления подсистемы документирования и индикации параметров позволяет осуществлять итоговый контроль технологических параметров во взаимосвязи с конкретными участками прокатанной полосы. Это обеспечивает возможность последующего уточнения технологических режимов и изменения стратегии прокатки.
В целом отличительные признаки заявляемого устройства обеспечивают повышение точности автоматического регулирования технологических параметров и улучшение качества прокатываемой полосы.
Система управления процессом прокатки работает следующим образом.
По мере прохождения полосы 14 вдоль технологической линии прокатного стана с датчиков технологических параметров 15 поступают сигналы на вход системы 1 сбора результатов измерений и далее с ее выхода - на первый вход блока 19 распределения технологических параметров по длине. Одновременно с выходов датчиков скоростей клетей 11, роликов рольганга 12 и намоточного устройства 13 на вход системы 16 вычисления линейной скорости полосы подаются сигналы, пропорциональные угловым скоростям, по которым определяются линейные скорости перемещения полосы на участках технологической линии: в межклетевых промежутках, на отводящем рольганге и т.д. В зависимости от линейной скорости перемещения в блоке 17 вычисляются интервалы замеров, по которым в блоке 18 вычисляется длина равновеликих участков полосы.
В блоке 19 распределения технологических параметров по длине параметры, измеренные датчиками 15, приводятся в соответствие каждому конкретному участку полосы, и далее в блоке 2 осуществляется статистическая обработка результатов измерений для каждого участка. Результаты измерений поступают на вход замкнутого контура регулирования технологических параметров, включающего блок 3 расчета и коррекции технологических параметров, блок 4 адаптации и обучения и блок 5 вычисления параметров прокатки по уравнениям моделей, охваченные обратной связью. Функцией замкнутого контура является выдача адаптированных уравнений моделей на первый вход блока 6 вычисления уставок, в котором осуществляются предварительный расчет параметров прокатки и их автоматическая коррекция по параметрам прокатки предыдущей полосы, поступающим с выхода блока 20 сохранения параметров прокатки предыдущей полосы.
Далее в блоках 6 и 7 осуществляются формирование и задание уставок на вход блока 8, где осуществляется их синхронизации с перемещением каждого из сформированных участков полосы. В результате на регуляторы 9 технологических параметров поступают сигналы регулирования, требуемые для каждого конкретного участка полосы. Таким образом, регулирование технологических параметров осуществляется со сдвигом, синхронизированным с перемещением участков полосы.
Общее управление процессом прокатки (стратегия) осуществляется с помощью блока задания программы прокатки 22, на входы которой задаются целевые функции (начальные и конечные размеры, обжатия по клетям, данные о химическом составе, температура и др.). Подсистема 21 документирования и индикации параметров обеспечивает итоговый контроль технологических параметров полосы во взаимосвязи с выделенными участками, что позволяет совершенствовать технологические режимы и стратегию прокатки.
В результате замкнутого регулирования технологических параметров, синхронизации времени подачи корректирующих воздействий на каждый из регуляторов с временем прокатки соответствующего участка полосы, адаптивной коррекции параметров прокатки каждой последующей полосы с учетом реальных параметров прокатки предыдущих полос обеспечивается повышение точности автоматического регулирования технологических параметров. Дополнительно обеспечивается итоговый контроль технологических параметров прокатанной полосы по выделенным участкам, что позволяет совершенствовать технологические режимы и стратегию прокатки.
В целом, заявляемая система управления процессом прокатки обеспечивает повышение качества выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ ПОЛОСЫ | 2012 |
|
RU2516429C2 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2012 |
|
RU2494826C1 |
| Способ диагностического мониторинга упругого момента шпинделя толстолистового прокатного стана | 2024 |
|
RU2830788C1 |
| Устройство для управления профилированной прокаткой заготовки в прокатной клети толстолистового стана с гидравлическим нажимным устройством | 2022 |
|
RU2786648C1 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Способ автоматического управления процессом прокатки в черновой группе клетей непрерывного прокатного стана | 2022 |
|
RU2787290C1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Устройство управления тепловым профилем валка прокатного стана | 1983 |
|
SU1130425A2 |
Изобретение относится к области прокатного производства, в частности к системам управления процессами горячей и холодной прокатки полосы. Система управления процессом прокатки содержит систему сбора результатов измерений, блок статистической обработки, блок расчета и коррекции технологических параметров, блок адаптации и обучения, блок вычисления уставок, блок задания уставок, регуляторы технологических параметров управления, датчики технологических параметров, систему сбора результатов измерений, систему управления, блок вычисления уставок. Система снабжена дополнительными блоками вычисления параметров прокатки по уравнениям моделей, синхронизации, вычисления линейной скорости полосы, задания интервалов замеров, вычисления длины участков полосы, распределения технологических параметров по длине, сохранения параметров прокатки предыдущей полосы и подсистемой документирования и индикации. Обеспечивается синхронизация времени подачи корректирующих воздействий на каждый из регуляторов технологических параметров с временем прокатки соответствующего участка полосы. 1 ил.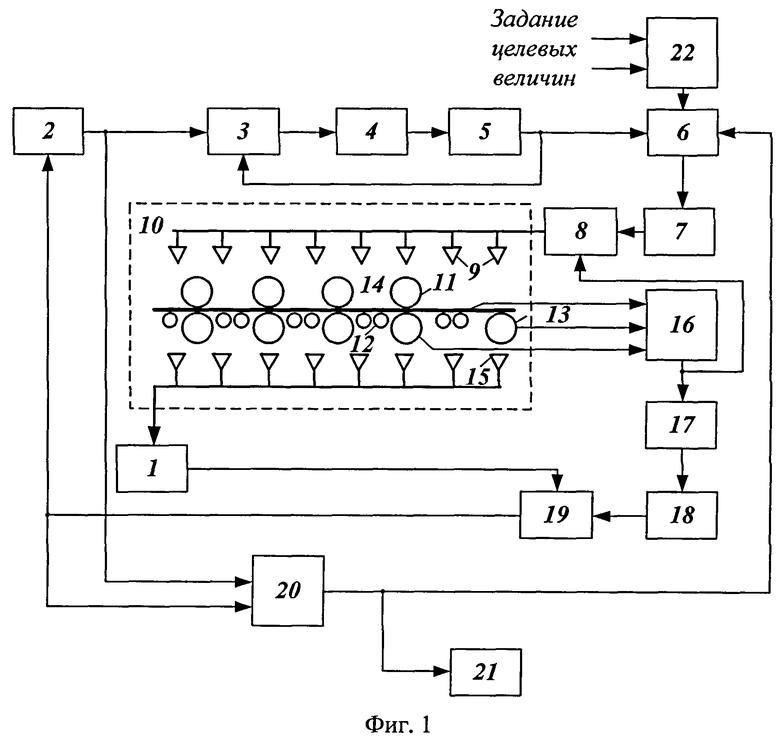
Система управления процессом прокатки полосы, включающая систему сбора результатов измерений, блок статистической обработки результатов измерений, выход которого соединен с первым входом блока расчета и коррекции технологических параметров, выход которого соединен с входом блока адаптации и обучения, блок вычисления уставок, выход которого соединен с входом блока задания уставок, регуляторы технологических параметров, расположенные в технологической линии вычисления объекта управления, включающего прокатные клети, ролики рольганга, намоточное устройство, взаимосвязанные через обрабатываемую полосу, и датчики технологических параметров, выходы которых соединены с входом системы сбора результатов измерений, и блок задания целевых параметров прокатки, определяющих стратегию прокатки, выход которого соединен с третьим входом блока вычисления уставок, отличающаяся тем, что она дополнительно снабжена блоком вычисления параметров прокатки по уравнениям моделей, блоком синхронизации, блоком вычисления линейной скорости полосы, блоком задания интервалов замеров, блоком вычисления длины участков полосы, блоком распределения технологических параметров по длине, блоком сохранения параметров прокатки предыдущей полосы и подсистемой документирования и индикации, при этом вход блока вычисления параметров прокатки по уравнениям моделей соединен с выходом блока адаптации и обучения, а выход - с первым входом блока вычисления уставок и вторым выходом блока расчета и коррекции технологических параметров, первый вход блока синхронизации соединен с выходом блока задания уставок, выход блока синхронизации подключен к регуляторам технологических параметров, а второй вход соединен с выходом блока вычисления линейной скорости полосы и входом блока задания интервалов замеров, выход которого соединен с входом блока вычисления длины участка полосы, выход которого соединен с первым входом блока распределения технологических параметров по длине, второй вход которого соединен с выходом системы сбора результатов измерений, а выход - с входом блока статистической обработки результатов измерений и первым входом блока сохранения параметров прокатки предыдущей полосы, второй вход которого соединен с выходом блока статистической обработки, а выход - со вторым входом блока вычисления уставок и входом подсистемы расчета и коррекции технологических параметров, а входы блока вычисления линейной скорости полосы соединены с датчиками угловой скорости, расположенными в технологической линии объекта управления.
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 1992 |
|
RU2078626C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |
| СПОСОБ ОПТИМИЗАЦИИ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПРОКАТА | 2002 |
|
RU2207204C1 |
| EP 0671225 A1, 07.07.1999 | |||
| US 5502992 A, 02.04.1996. | |||

