Изобретение относится к области общего и специального машиностроения и может быть использовано во всех областях промышленного производства сложнопрофильных изделий.
Известен способ базирования заготовок на металлорежущих станках, заключающийся в ориентации заготовки по фиксированным установочным и ограничительным поверхностям и упорным базам (ГОСТ 13442-68 Опоры постоянные с насеченной головкой для станочных приспособлений).
Недостатком такого способа является проблема базирования сложнопрофильных заготовок, не имеющих правильных поверхностей - плоских, цилиндрических (сферических), которые могут быть использованы в качестве установочных баз.
Частично указанного недостатка лишен способ, в котором базирование осуществляется за счет выверки плоскости, параллельной плоскости станочного стола (горизонтальной), с помощью регулируемых опор (ГОСТ 4740-68, ГОСТ 4084-68, ГОСТ 4085-68, ГОСТ 4086-68 Опоры регулируемые для станочных приспособлений).
Недостатком такого способа является низкая точность и трудоемкость базирования сложнопрофильных заготовок, например гребных винтов.
Частично указанного недостатка лишен способ базирования, являющийся прототипом, в котором базирование выполняется в два этапа. Первоначально на контрольно-разметочной плите в конструкторской системе координат размечают контрольные точки в двух или трех взаимно перпендикулярных плоскостях. Далее по размеченным точкам заготовку выравнивают на столе станка в требуемом положении с помощью клиновых прокладок (Производство гребных винтов. Справочник. И.И. Богораз, И.М. Кауфман, Л.: Судостроение, 1978. С. 192).
Недостатком такого способа является высокая трудоемкость выполнения операции базирования.
Задачей, на решение которой направлено изобретение, является снижение технологической трудоемкости выполнения операции базирования.
Это достигается тем, что обрабатываемую поверхность заготовки устанавливают механизмами угловых и линейных перемещений в требуемое для обработки положение в системе координат станка по координатам центров деталей, закрепленных на заготовке, полученным в результате обмера датчиками системы станка сферических поверхностей деталей после закрепления заготовки на столе и определения до этого положения центров деталей в конструкторской системе координат заготовки.
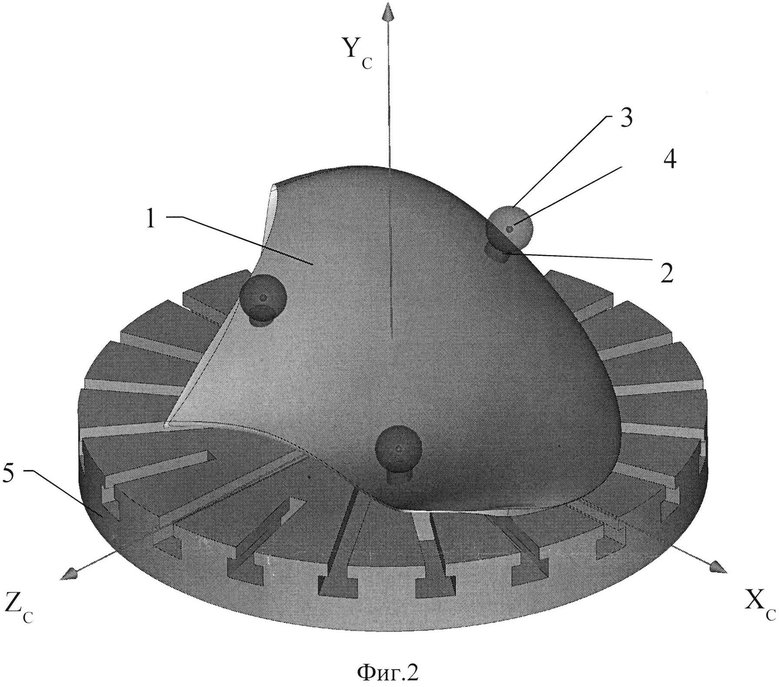
Конструкция, реализующая способ, представлена на фиг. 1, 2 и представляет собой заготовку 1 сложной формы с закрепленными на ней деталями 2, каждая из которых имеет сферическую поверхность 3 с центром 4. Заготовка 1 сложной формы установлена на столе 5 многокоординатного станка, где X3Y3Z3 - конструкторская система координат заготовки, XCYCZC - система координат станка.
Способ базирования заготовок сложной формы на многокоординатных станках осуществляют в следующем порядке: на поверхности заготовки 1 сложной формы крепят (приваривают) три или более детали 2, располагая их так, чтобы они были доступны для обмера датчиками многокоординатного станка после установки заготовки на столе 5. При обмере заготовки 1 сложной формы для вписывания в нее изготавливаемой детали определяют положение центров 4 сферических поверхностей 3 деталей 2 в конструкторской системе координат заготовки X3Y3Z3, заготовку 1 закрепляют на столе 5 многокоординатного станка. Датчиками системы станка производят обмер сферических поверхностей 3 деталей 2, определяют координаты их центров 4 в системе координат станка XCYCZC и по полученным координатам механизмами угловых и линейных перемещений устанавливают обрабатываемую поверхность заготовки 1 сложной формы в требуемое для обработки положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК СЛОЖНОЙ ФОРМЫ НА МНОГОКООРДИНАТНЫХ СТАНКАХ | 2014 |
|
RU2563567C2 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| СПОСОБ УСТАНОВКИ МОБИЛЬНОГО РАСТОЧНОГО КОМПЛЕКСА НА ИЗДЕЛИИ | 2024 |
|
RU2840019C1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| Гибкий производственный модуль | 1988 |
|
SU1798122A1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ СЛОЖНОПРОФИЛЬНЫМИ ИНСТРУМЕНТАМИ | 2002 |
|
RU2217290C1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2618354C9 |
Изобретение относится к области машиностроения и может быть использовано при производстве сложнопрофильных изделий. Базирование заготовки сложной формы включает ее установку и закрепление на столе станка, при этом на обрабатываемых поверхностях заготовки закрепляют не менее трех деталей, имеющих сферические поверхности, и определяют положение центров этих поверхностей в конструкторской системе координат заготовки. Определяют координаты центров упомянутых поверхностей в системе координат станка посредством обмера сферических поверхностей соответствующими датчиками станка и по полученным координатам посредством механизмов угловых и линейных перемещений станка устанавливают обрабатываемую поверхность заготовки в заданное положение. Изобретение позволяет снизить технологическую трудоемкость выполнения операции базирования сложнопрофильных заготовок. 2 ил.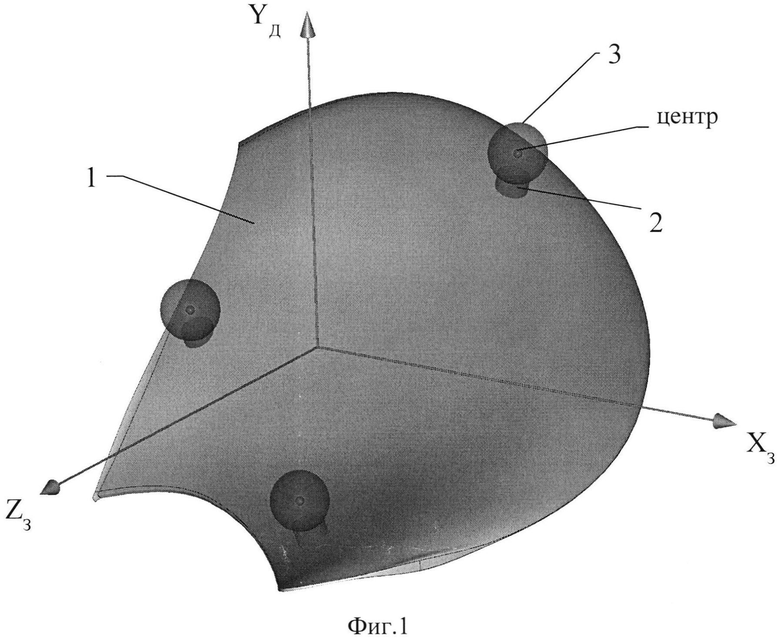
Способ базирования заготовок сложной формы на многокоординатном станке, включающий установку и закрепление заготовки на столе станка, отличающийся тем, что на обрабатываемых поверхностях заготовки закрепляют не менее трех деталей, имеющих сферические поверхности, и определяют положение центров упомянутых поверхностей в конструкторской системе координат заготовки, а после закрепления заготовки на столе станка определяют координаты центров упомянутых поверхностей в системе координат станка посредством обмера сферических поверхностей соответствующими датчиками станка, при этом по полученным координатам посредством механизмов угловых и линейных перемещений станка устанавливают обрабатываемую поверхность заготовки в заданное положение.

